Предлагаемое изобретение относится к области металлургии, а точнее к методам изготовления изделий типа стакан с одновременной утилизацией немерных концов труб, предпочтительно из нержавеющей стали.
Нержавеющая сталь часто применяется для изготовления элементов трубопроводных систем. Известный способ производства труб из нержавеющей стали [1] включает выплавку стали, ее разливку в слитки, деформацию слитков в трубные заготовки, горячее прессование, последующую термообработку. Стоимость нержавеющей стали гораздо выше стоимости обычной стали, поэтому изделия из нее применяются в специальных отраслях промышленности, например в термоядерной и водородной энергетике, что отмечается в описании к патенту [2].
Некоторая часть объема производимых труб из нержавеющей стали применяется для изготовления деталей интерьера, чему способствует высокая коррозионная стойкость стали и блестящая поверхность, достигаемая после шлифовки и полировки.
Во всех случаях применения труб для изготовления элементов трубопроводных систем и элементов дизайна приходится приобретать в качестве заготовки трубу большей длины (с положительным допуском). Нельзя применять заготовки с отрицательным допуском, поскольку есть вероятность, что на всю конструкцию длины труб или трубы не хватит. В результате, после монтажа остаются немерные отрезки труб, которые необходимо утилизировать.
Существуют способы утилизации труб, например способ, описанный в патенте [3]. Способ предполагает холодную прокатку трубы, при этом в качестве заготовки используют трубу, бывшую в эксплуатации, подвергают ее термообработке, осветлению и правке, после чего подвергают ее холодной прокатке с общей деформацией металла в очаге деформации не менее 30%.
Недостатком способа является то, что он рассчитан на утилизацию бывшей в употреблении трубы, а не короткого немерного отрезка.
Существующие методы холодной прокатки труб направлены на деформацию длинных, а не коротких заготовок. Передняя и задняя часть трубы при способе холодной прокатки портится захватами прокатного стана и удаляется в обрезь.
Обрезь большей частью используется в качестве металлолома и может быть переплавлена и превращена снова в прокат [4]. Недостатком такой технологической схемы является большой расход энергии на превращение отходов производства в товарный продукт. Действительно, как это показано в описании к последнему патенту, металл необходимо нагреть до высокой температуры, расплавить, охладить, а затем деформировать с использованием таких энергоемких машин, как прокатные станы или прессы.
Вместе с тем в промышленности существует потребность в изготовлении из нержавеющей стали изделий типа форм, тиглей, сосудов для обработки реагентов при высоких температурах и/или в коррозионных средах, такая потребность описана, например, в патенте [5]. Эти изделия имеют форму стаканов с днищем. Целесообразно изготавливать такие изделия непосредственно из отходов в виде немерных отрезков труб, остающихся после монтажа трубопроводов или элементов дизайна.
Известен способ по патенту US №2011247794 [6]. Способ обработки труб по патенту включает разделку исходной трубы на мерные и немерные отрезки, плющение отрезков с получением плоского профиля. Мерные отрезки труб плющат с целью создания плоского профиля, имеющего полость между стенками трубы для пропускания теплоносящего агента. Недостатком является применение для дальнейшего использования именно мерных концов труб, немерные остатки при этом остаются не использованными. Их утилизация может быть проведена с применением описанных выше методов: нагрева, переплава, литья, деформации. Все эти процессы являются энергоемкими. Поэтому в указанном способе задача утилизации отходов в виде немерных отрезков труб оказалась не решена.
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в снижении энергоемкости, что достигается устранением операции переплава.
Предлагаемый способ обработки труб включает нарезание немерных отрезков на заготовки длиной L=πDв/2, где Dв - внутренний диаметр трубы, их плющение с получением квадратной в плане сдвоенной заготовки плоского профиля и листовую штамповку изделия типа стакан.
Сущность предложения заключается в том, чтобы придать немерной обрези форму равносторонней фигуры типа квадрата. Такая заготовка может быть использована для получения круглого профиля при минимальной обрези. Если сплющивать трубу до получения плоской фигуры, то квадратное в плане сечение достигается при равенстве длины немерного отрезка ширине В, которая, в свою очередь, определяется как половина длины окружности трубы, т.е. В=πDв/2. Для получения квадратной в плане заготовки придется отрезать часть трубы длиной L=πDв/2. Полученную после сплющивания сдвоенную заготовку подвергают листовой штамповке с получением изделия типа стакан. Здесь могут быть применены различные приемы.
Листовую штамповку изделия типа стакан осуществляют из сдвоенной заготовки либо из каждой отдельной заготовки, полученной путем разделения сдвоенной заготовки на две одиночные заготовки.
Используют трубу из нержавеющей стали, а листовую штамповку выполняют методом глубокой вытяжки или ротационной вытяжки.
Удаление некруглых кромок листовой заготовки может быть осуществлено на стадии подготовки заготовки к листовой штамповке или после получения изделия типа стакана. Для осуществления этого приема может быть применена операция листовой штамповки, такая как вырубка, или токарная операция - проточка со съемом выступающих кромок квадратной заготовки, до превращения ее в круглую заготовку.
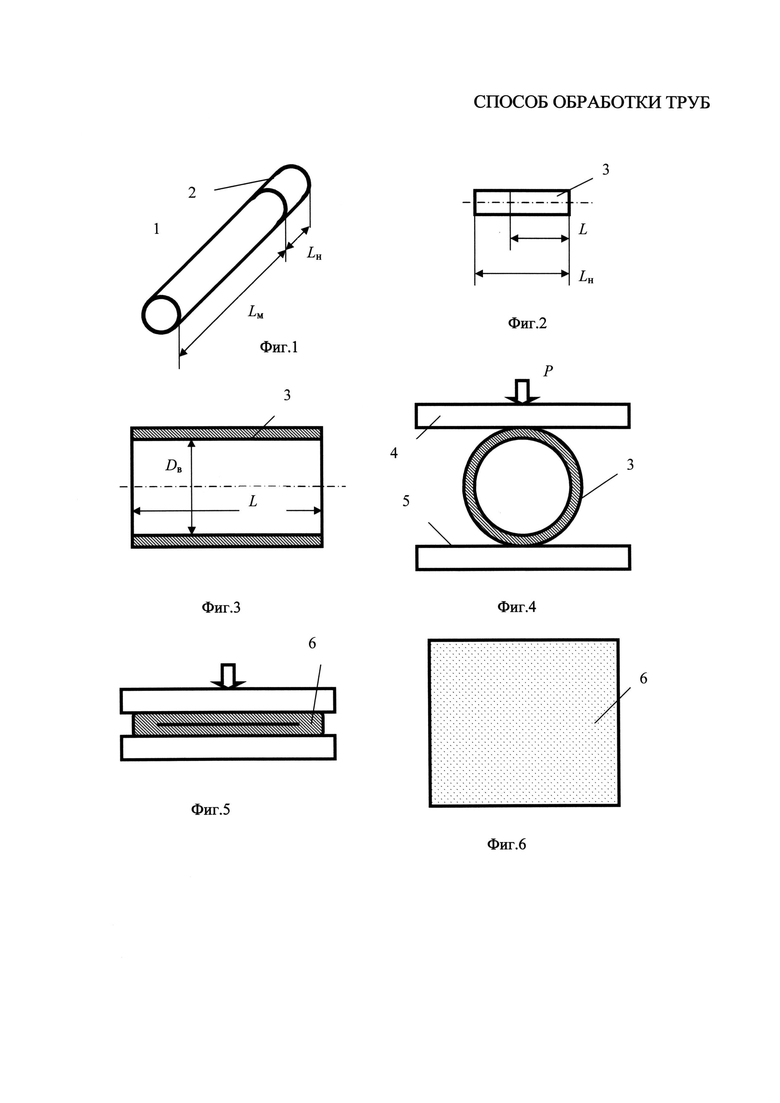
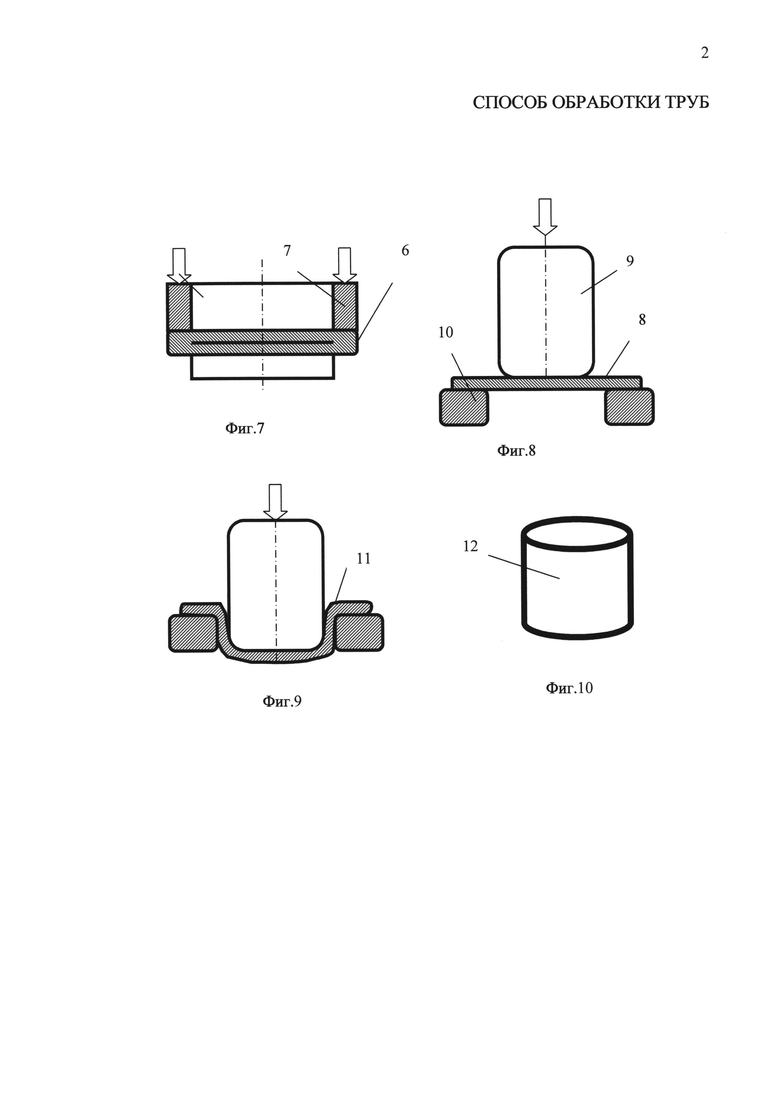
На фиг. 1 изображена схема разделения трубы на мерную и немерную длины. На фиг. 2 представлена схема вырезки из трубы немерной длины заготовки для изготовления стакана. На фиг. 3 представлен продольный разрез заготовки для изготовления стакана с характерными размерами. На фиг. 4 изображена схема сплющивания отрезка трубной заготовки. На фиг. 5 отображен конечный момент операции сплющивания, а на фиг. 6 отображен вид заготовки в плане. На фиг. 7 представлена схема разделения сдвоенной заготовки с применением операции вырубки. На фиг. 8 отображена схема исходного расположения инструментов при листовой штамповке методом глубокой вытяжки, а на фиг. 9 - промежуточной положение инструментов в этой же операции. На фиг. 10 представлен внешний вид стакана, полученного из немерной части трубной заготовки.
Способ осуществляется следующим образом.
Исходную трубу, предпочтительно из нержавеющей стали, разделывают на мерные и немерные отрезки. На фиг. 1 показано, что длины трубы хватило на мерный отрезок 1 длиной Lм и немерный отрезок длиной Lн. Мерный отрезок используется по назначению: для изготовления трубопровода, элемента дизайна и т.д. От немерного отрезка 2 (фиг. 2) отрезают заготовку 3 длиной L=πDв/2, где Dв - внутренний диаметр трубы. Полученную заготовку (фиг. 3). подвергают плющению бойками 4 и 5 (фиг. 4) с получением сдвоенной заготовки 6 плоского профиля (фиг. 5). Заготовка получается формой, приближенной к квадратной в плане (фиг. 6). Это достигается тем, что длина заготовки на предварительном этапе была выбрана соответствующей величины.
В качестве примера покажем соответствие размеров при разделке трубы диаметром Dв=32 мм. По предлагаемой формуле получим L=π*32/2=50 мм. Таким образом, применение отрезка трубы длиной 50 мм и диаметром 32 мм позволяет получить листовую заготовку, в плане имеющую форму квадрата со стороной 50 мм. Квадрат как равносторонняя фигура позволяет получить круглую в плане заготовку с наименьшими потерями металла в обрезь. Дополнительно можно уменьшить количество обрези, применяя приемы и используя форму заготовки, описанные в патенте [7].
На фиг. 7 показано, что сдвоенную листовую заготовку разделяют на две одиночные заготовки, используя вырубной штамп 7 с приложением усилия в направлении, указанном белыми стрелками. Каждую по отдельности одиночные заготовки подвергают листовой штамповке, например глубокой вытяжке, с получением изделия типа стакана. На рис. 8 показано, что на одиночную заготовку 8 воздействуют пуансоном 9, продавливая ее в матрицу штампа для листовой штамповки 10 в направлении белой стрелки.
В зависимости от технологии штамповка может осуществляться с прижимом или без прижима, что описано в различных источниках информации, например в источниках [8, 9]. На фиг. 9 показано, что плоская листовая заготовка 8 превращается в объемную заготовку 11, которой дальнейшим воздействием можно придать форму стакана 12 (фиг. 10).
Здесь в качестве примера показан вариант применения в качестве формообразующей операции глубокой вытяжки, которая может быть заменена на операцию ротационной вытяжки, которая подробно описана в технической литературе, например в книге [10]. Дальнейшие операции, например, обрезка кромок, хорошо известны из технической литературы, поэтому здесь не описаны. Листовую штамповку можно осуществлять с применением не одиночной заготовки, а сдвоенной заготовки. В этом случае будет получено изделие типа стакана с двойной стенкой.
Приведенные примеры осуществления способа показывают, что с их применением возможно достижение технического результата, заключающегося в снижении энергоемкости, что достигается устранением операции переплава.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент РФ №2276695. Нержавеющая сталь для производства труб и способ производства труб из нержавеющей стали / Пумпянский Д.А., Марченко Л.Г., Столяров В.И. и др. МПК С22С 38/40, C21D 7/04, C21D 8/10. Заявка 2004133365/02 от 16.11.2004. Заявитель ЗАО "Трубная Металлургическая Компания. Опубл. 20.05.2006.
2. Патент РФ №2273679. Нержавеющая сталь для трубопроводов и трубных систем термоядерной и водородной энергетики / Капустин А.И., Баранов А.В., Володин С.И. и др. МПК С22С 38/52. Заявка 2004125315/02 от 18.08.2004. Заявитель ФГУП "ЦНИИ КМ "ПРОМЕТЕЙ". Опубл. 10.04.2006.
3. Патент РФ №2292970. Способ утилизации труб из титановых сплавов и коррозионно-стойких сталей / Сериков С.В., Сериков С.С., Сериков А.С. МПК В21В 21/00. Заявка: 2004121473/02 от 14.07.2004. Заявитель ООО «Специальные Стали и Сплавы». Опубл. 10.02.2007.
4. Патент РФ №2106930. Комплекс для получения металлопродукции / Буркин С.П.; Миронов Г.В.; Коршунов Е.А.; Логинов Ю.Н. МПК B22D 11/14, В21В 1/46. Заявка №96106819/02 от 08.04.1996. Заявитель АО НПВФ "Белый соболь". Опубл. 20.03.1998.
5. Патент РФ №2379180. Нержавеющая мартенситная сталь для форм и каркасов форм для литья под давлением / Бегино Жан, Бушо Фредерик, Писселуп Жан. МПК В29С 33/38, В29С 45/26, С22С 38/60, С22С 38/58, С22С 38/50. Заявка 2007105105/02 от 06.07.2005. Заявитель ЭНДЮСТЕЛЬ КРЕЗО. Опубл. 20.01.2010.
6. Патент US №2011247794. Flattened tubes for use in heat exchangers and other systems, and associated methods of manufacture and use / Arment Bradley; Arndt Barton; Nixon Forrest etc. МПК B23P15/26; F28F 1/10. Заявка US №201113077621 от 2011.03.31.
7. Патент РФ на полезную модель №137333. Листовая заготовка для штамповки изделий типа дисков / Каменецкий Б.И., Логинов Ю.Н., Соколов А.Л. Заявка №2012148661 от 15.11.2012. Опубл. 27.04.2013. Бюл. №12.
8. Романовский В.П. Справочник по холодной штамповке. М.: Машиностроение. Л.: 1971. 783 с.
9. Логинов Ю.Н., Каменецкий Б.И., Студенок Г.И. Моделирование деформированного состояния круглой пластины при вытяжке. Известия высших учебных заведений. Черная металлургия. 2006. №3. С. 26-28.
10. Юдин Л.Г, Яковлев С.П. Ротационная вытяжка цилиндрических оболочек. М.: Машиностроение, 1984. 128 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОС ИЗ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2014 |
|
RU2579856C2 |
| СПОСОБ ОБРАБОТКИ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2022 |
|
RU2778317C1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2022 |
|
RU2786705C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ЭЛЕМЕНТА КЛАПАНА ДЛЯ БУРОВЫХ СКВАЖИН | 2021 |
|
RU2786556C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК КОРПУСОВ ДЛЯ БЕТОНОБОЙНЫХ И БРОНЕБОЙНЫХ СНАРЯДОВ | 2017 |
|
RU2659442C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
Изобретение относится к области металлургии, а точнее к методам утилизации немерных концов труб, предпочтительно из нержавеющей стали. Способ включает разделку исходной трубы на мерные и немерные отрезки. При этом немерные отрезки дополнительно нарезают на заготовки определенной длины. Полученные заготовки подвергают плющению с получением сдвоенной заготовки плоского профиля квадратного в плане. Затем получают изделие типа стакана из сдвоенной заготовки или из отдельной заготовки, полученной путем разделения сдвоенной заготовки. Обеспечивается утилизация отходов в виде немерных отрезков труб. 3 з.п. ф-лы, 10 ил.
1. Способ получения изделий типа стакан из немерных концов труб, включающий нарезание немерных отрезков на заготовки длиной L=πDв/2, где Dв - внутренний диаметр трубы, их плющение с получением квадратной в плане сдвоенной заготовки плоского профиля и листовую штамповку изделия типа стакан.
2. Способ по п. 1, отличающийся тем, что листовую штамповку изделия типа стакан осуществляют из сдвоенной заготовки.
3. Способ по п. 1, отличающийся тем, что листовую штамповку изделия типа стакан осуществляют из каждой отдельной заготовки, полученной путем разделения сдвоенной заготовки на две одиночные заготовки.
4. Способ по п. 1, отличающийся тем, что используют трубу из нержавеющей стали, а листовую штамповку выполняют методом глубокой вытяжки или ротационной вытяжки.
| US 2011247794 A1, 13.10.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТОЛСТОЛИСТОВОЙ ЗАГОТОВКИ ИЗ ТРУБ ГАЗО- И ВОДОПРОВОДОВ, ДЕМОНТИРОВАННЫХ ПРИ РЕНОВАЦИИ (ВАРИАНТЫ) | 2002 |
|
RU2237534C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2008 |
|
RU2393033C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 1996 |
|
RU2093288C1 |

