(54) КОНЦЕВАЯ ФРЕЗА
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕВАЯ ФРЕЗА | 2003 |
|
RU2243066C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| КОНЦЕВАЯ ФРЕЗА С СИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ ЦЕНТРАЛЬНЫХ УГЛОВ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2653044C2 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2601525C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| Фреза | 1986 |
|
SU1333478A1 |
| РАБОЧИЙ ОРГАН РОТОРНОГО СНЕГООЧИСТИТЕЛЯ | 1993 |
|
RU2068044C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
1
Изобретение относится к области металлообраоотки и может быть использовано при конструировании концевых фрез повышенной виороустойчивосхи.
Известна конструкция фрезы, у которой с целью уменьшения интенсивности виОраций при обработке металлов резанием винтовые ,ие кромки выполнены со знакопеременным направлением Ij.
Недостатком известной конструкции фрезы является неблагоприятная форма ,его лезвия, что отрицательно сказывается на качестве ооработанной поверхности.
Цель изобретения - повышение качества обработанной поверхности.
Уто достигается тем, что на режуш,ей части винтовые режуш ие кромки одного направления чередуются с участками корпуса того же направления, на которых вдоль оси концевой фрезы выполнены режуш,ие кромки противоположного направления.
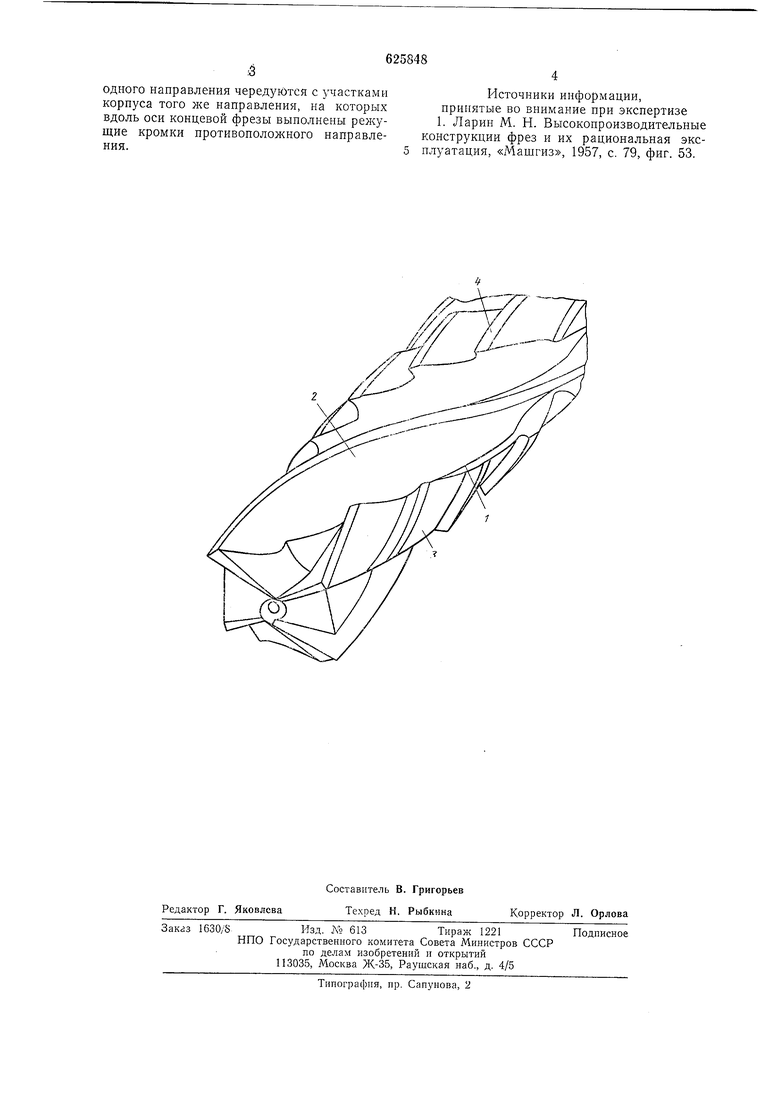
На чертеже изображена концевая фреза, обш,ий вид.
Концевая фреза состоит из режущей части 1 и хвостовика (не показан). На режущей части выполнены режущие зубья 2, между которыми распоипожены винтовые участки 3 корпуса режущей части, имеющие
2
одинаковый угол подъема вдоль оси. На винтовых участках корпуса вдоль его оси выполнены режущие кромки 4, имеющие направление, противопололчное направлению основных режущих зубьев 2 и винтовых участков корпуса.
В процессе работы части каждый последующий зуб срезает след от предыдущего, имеющего противоположный знак угла наклона, но не одновременно по всей ширине срезаемого слоя, а постепенно. Толщина стружки также не остается постоянной вследствие независимости подачи от
переменных расстояний между зубьями, а изменяется по длине зуба в широких пределах. Все это снижает вибровозбуждающее действие следа на иоверхностн резания.
Форм у л а и 3 о б р е т е ни я
Концевая фреза, виитовые реячущие кромки которой выполпеиы на режущей части со знакопеременным направлением, отличающаяся тем, что, с целью повышения качества обработанной поверхности, на режущей части виитовые режущне кромки
одного направления чередуются с участками корпуса того же направления, на которых вдоль ООН концевой фрезы выполнены режущие кромки противоположного направления.
Источники информации, принятые во внимание при экспертизе 1. Ларин М. Н. Высокопроизводительные конструкции фрез и их рациональная эксплуатация, «Машгиз, 1957, с. 79, фиг. 53.
