Изобретение относится к обработке изделий из пластмасс и может быть использовано при восстановлении формы пластиковых поддонов, применяемых при электрохимической обработке деталей различного назначения.
В различных отраслях машиностроения, в том числе - в станкостроении - широко применяются пластмассы, в частности - капролон, из которых изготавливают не только детали отделки, но и корпусные части технологических установок, например - поддоны, плиты и т.п. Это касается также оборудования для электрохимической обработки, где применение пластмасс обусловлено их стойкостью к электрохимической коррозии.
В эксплуатации часто происходит потеря пластиковыми деталями своей исходной формы, что связано с наличием остаточных напряжений после механической обработки при изготовлении, а также с воздействием различных эксплуатационных факторов, в частности, с механическими и температурными нагрузками. Потеря исходной формы может быть причиной частичного или полного нарушения функции детали и изделия в целом. Как правило, возникает необходимость восстановления исходной формы деталей, то есть их правки.
Известен способ ремонта, при котором погнутость деталей устраняют правкой вхолодную при помощи струбцин и специальных приспособлений. Выправление помятых поверхностей производят выколоткой В процессе выколотки выравнивание достигается выбиванием вогнутой части детали до получения правильной формы (Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Учебное пособие. - Л.: Машиностроение (Ленингр. отд.), 1976. - 560 с. С. 373).
Известно, что по деталям из капролона не рекомендуется наносить удары молотком, кувалдой и т.д. (Обработка капролона. [Электронный ресурс]. URL: http://www.kaprolon-alvis.ru/obrabotka_kaprolona.html (дата опубликования: 22.04.2012)).
К недостаткам известного решения относится невозможность его использования для восстановления формы изделий, изготовленных из капролона.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является способ терморихтовки деталей из тонколистового проката и устройство для его осуществления, включающий помещение изделия, подлежащего правке между поверхностями технологических деталей, имеющими заданную форму, два цикла сжатия в стяжном устройстве с резьбовыми элементами, нагрев и охлаждение (A.C. SU 1433037, опубл. 20.12.2005. Бюл. №35). По известному решению, в качестве технологических деталей применяется, в частности, пакет рихтовочных пластин, между которыми помещается рихтуемое изделие. Рихтуемое изделие представляет собой листы тонколистового проката. Пакет рихтовочных пластин с расположенными между пластинами листами проката устанавливают между опорными плитами. Стяжное устройство выполнено в виде цилиндрического стакана, резьбовой крышки с центральным отверстием и граненой под ключ головкой и расположенного в центральном отверстии плунжера. При этом рихтовочные пластины и опорные плиты расположены внутри стакана между его дном и резьбовой крышкой с плунжером. Известное решение предусматривает выдержку при заданной температуре, последующее охлаждение и два цикла сжатия рихтуемого изделия: перед нагревом и после охлаждения.
К недостаткам известного решения относится то, что его применение ограничивается размерами рихтуемых изделий: с увеличением размеров в плане листового проката требуется увеличение внутреннего диаметра цилиндрического стакана, диаметра плунжера, резьбы в крышке. Кроме того, выдержка при заданной температуре после нагрева предполагает создание изотермических условий, то есть исключение теплоотвода от рихтуемого изделия и технологического устройство для осуществления известного способа. Это усложняет и удорожает устройство.
Технической задачей настоящего изобретения является создание способа правки пластиковых поддонов (далее - изделий), не требующего тепловой изоляции изделия и не ограничиваемого размерами изделия.
Поставленная техническая задача решается за счет совокупного применения следующих решений:
- установки изделия на правильную плиту через рихтовочные пластины равной толщины;
- правки изделия путем поочередного локализованного термомеханического воздействия на его отдельные зоны;
- осуществления термического воздействия на изделие путем надогрева до заданной температуры соприкасающихся с ним рихтовочных пластин;
- использования в качестве стяжного устройства для осуществления механического воздействия балки, контактирующей с изделием в зоне его наибольшей деформации через рихтовочную пластину, выполненную из металлического материала;
- выполнения термомеханического воздействия по предлагаемому алгоритму.
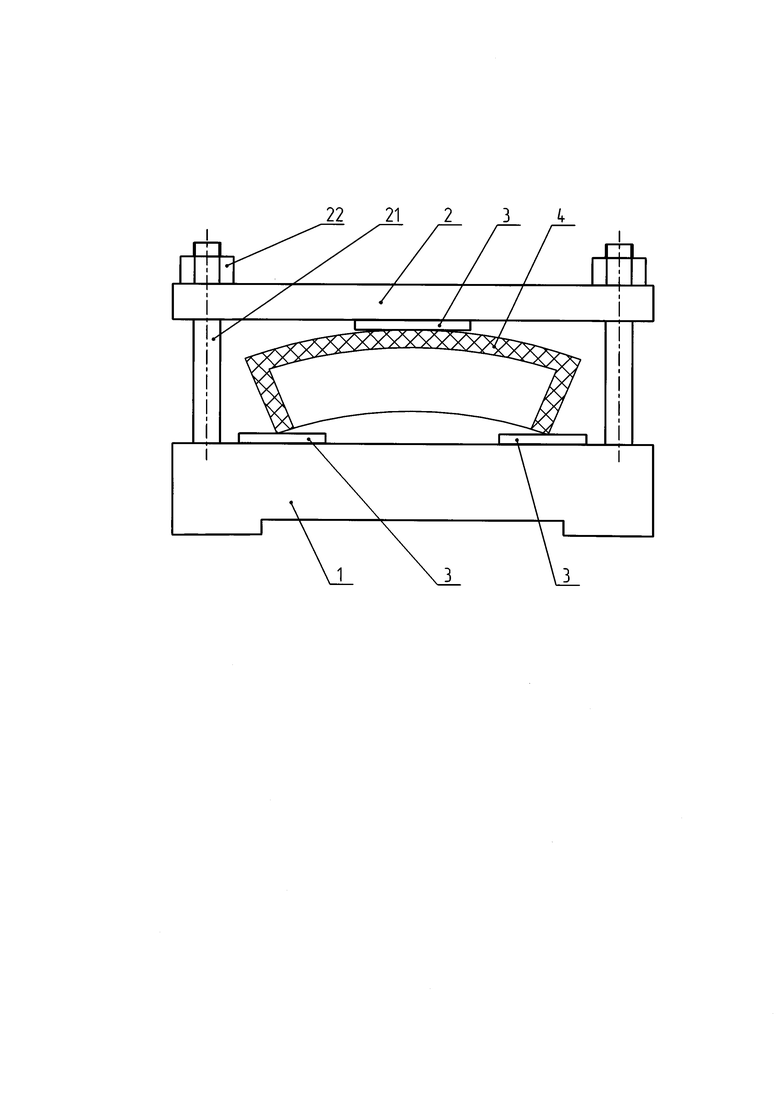
Предлагаемый в качестве настоящего изобретения способ правки пластиковых поддонов (далее - изделий) поясняется чертежом и включает следующие технологические переходы:
а) установка изделия 4 на правильную плиту 1 вогнутой стороной к правильной плите 1, через рихтовочные пластины 3 равной толщины, размещаемые в местах касания изделием 4 поверхности правильной плиты 1;
б) касание изделия 4 балкой 2 стяжного устройства в зоне наибольшей деформации,
в) нагрев рихтовочных пластин 3 до температуры от плюс 55°С до плюс 60°С;
г) создание прижимающего усилия балкой 2 путем затяжки резьбовых элементов 22 и 21 стяжного устройства заданным моментом;
д) повторный нагрев рихтовочных пластин 3 до температуры от плюс 55°С до плюс 60°С;
е) создание прижимающего усилия балкой 2 путем затяжки резьбовых элементов стяжного устройства моментом, равным моменту затяжки при первом нагружении или превышающим его на величину не более 10%;
ж) выдержка изделия в сжатом состоянии в течение не менее 120 минут;
д) снятие сжимающей нагрузки, демонтаж изделия.
Подогрев рихтовочных пластин 3 может быть осуществлен любым способом, известным из уровня техники, например, промышленным феном. Подогрев рихтовочных пластины 3 вместо прямого подогрева изделия 4 позволяет отказаться от точного позиционирования нагревательного элемента (чертеже не показан), что было бы необходимо при прямом нагреве изделия 4 во избежание оплавления последнего. Температурный диапазон, предлагаемый по настоящему решению, позволяет, с одной стороны минимизировать риски растрескивания изделия 4 при механическом нагружении, а, с другой стороны, позволяет обойтись без применения контрольно-измерительной аппаратуры, так как представляет собой предел, который может терпеть рука человека без защитных приспособлений. При выполнении нагрева для контроля температуры достаточно прикоснуться к поверхности рихтовочных пластин 3. Если оператор почувствует, что не может вытерпеть касание больше одной-двух секунд, температура достигла нужного значения.
На чертеже в качестве примера, поясняющего схему осуществления предлагаемого способа правки пластиковых поддонов, но не исключающего другие варианты комплектации стяжного устройства, показано стяжное устройство, включающее, кроме балки 2, шпильки 21 и гайки 22, прижимающие балку 2 в направлении к правильной плите.
Величина прижимающего усилия определена заявителем опытным путем для изделий, подвергаемых правке в условиях собственного производства.
Для резьбовых элементов стяжного устройства с резьбой Ml6x1,5 величина момента затяжки при первом нагружении составляет 5 кгс⋅м.
По опыту заявителя, выдержка после второго нагружения необходима не только для остывания рихтовочных пластин 3, но и для частичной релаксации внутренних напряжений в изделии 4.
Предметом охраны по настоящей заявке не являются:
- марка материала, геометрическая форма и толщина рихтовочных пластин 3;
- способ нагрева рихтовочных пластин 3.
Пример осуществления предлагаемого способа правки пластиковых поддонов.
Выполняли правку поддона, применяемого в установках для электрохимической обработки корпусов распылителей собственного производства. Материал поддона: Полиамид блочный ПА-6 (капролон) ТУ 6-05-988-87. Поддон представляет собой конструкцию коробчатой формы размерами 618×420 мм, высотой 75 мм. Толщина днища составляет 12 мм, толщина боковых стенок 20 мм. В эксплуатации поддон постоянно омывается соляным раствором с примесью продуктов электролиза, имеющим температуру около плюс 40°С. Допустимый прогиб днища составляет 1 мм. Установлено, что через (6-7) месяцев эксплуатации поддон имеет накопленную деформацию (коробление) со стрелой прогиба днища до 5 мм.
Максимальная стрела прогиба днища поддона, на котором осуществляли предлагаемый способ правки составляла 4,5 мм.
Количество мест (зон) правки на поддоне составляло 4: правку осуществляли для области днища вдоль каждой боковой стенки.
Для правки использовали стяжное устройство, показанное на чертеже и включающее балку 2, изготовленную из шестигранного прутка, и две шпильки 21 с резьбой М16 с соответствующими гайками 22.
Рихтовочные пластины 3 были изготовлены из стального рифленого листа толщиной 5 мм.
Нагрев рихтовочных пластин 3 выполняли промышленным феном Интерскол ФЭ-2000.
Прижимающее усилие обеспечивали затяжкой гаек 22 динамометрическим ключом. Момент затяжки при первом нагружении составлял 5 кгс⋅м, при втором нагружении - от 5,4 кгс⋅м до 5,5 кгс⋅м.
Продолжительность временных интервалов между последовательными переходами «в)» (первый нагрев), «г)» (первое нагружение), «д)» (второй нагрев) и «е» (второе нагружение) не превышало 1 мин.
Выдержка после второго нагружения составляла от 115 мин. до 119 мин. для каждой зоны правки.
Наибольшая стрела прогиба днища после правки не превышала 0,5 мм. Общая продолжительность операции правки составила 470 мин.
Использование предлагаемого способа правки пластиковых поддонов позволяет выполнять техническое обслуживание и ремонт пластиковых поддонов с использованием универсального слесарного инструмента, без привлечения сложной контрольно-измерительной аппаратуры, термокамер и специализированного оборудования.
Техническим результатом осуществления предлагаемого способа правки пластиковых поддонов является расширение диапазона размеров изделий, подлежащих правке, за счет применения балки стяжного устройства нужной длины и упрощение способа правки за счет исключения необходимости выдержки изделия в стяжном устройстве при заданной температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОРИХТОВКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2014 |
|
RU2568803C1 |
| СПОСОБ ТЕРМОРИХТОВКИ ЗАГОТОВОК И ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1433037A1 |
| СПОСОБ ТЕРМОРИХТОВКИ ЛИСТОВОГО Л1АТЕРИАЛА | 1972 |
|
SU352953A1 |
| СПОСОБ КРИП-ОТЖИГА ТИТАНОВОГО ЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357827C1 |
| Устройство для правки кузовов | 1984 |
|
SU1209334A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| СИЛОИЗМЕРИТЕЛЬНЫЙ ДАТЧИК | 2011 |
|
RU2475715C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА | 2008 |
|
RU2396367C2 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ ТЯЖЕЛОНАГРУЖЕННЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛЬШОГО ДИАМЕТРА | 1997 |
|
RU2137951C1 |
Изобретение относится к обработке изделий из пластмасс и может быть использовано при восстановлении формы пластиковых поддонов, применяемых при электрохимической обработке деталей различного назначения, в частности к способу правки пластиковых поддонов. Способ включает помещение изделия, подлежащего правке, между поверхностями технологических деталей, двухступенчатое сжатие в стяжном устройстве с резьбовыми элементами, нагрев и охлаждение. Причем изделие устанавливают на правильную плиту через рихтовочные пластины равной толщины, нагрев изделия осуществляют нагревом соприкасающихся с ним рихтовочных пластин до температуры от плюс 55°С до плюс 60°С. При этом правку изделия выполняют путем поочередного локализованного термомеханического воздействия на его зоны с наибольшей деформацией по следующему алгоритму: касание изделия балкой стяжного устройства в зоне наибольшей деформации, нагрев рихтовочных пластин, создание прижимающего усилия балкой путем затяжки резьбовых элементов стяжного устройства. Далее осуществляют повторный нагрев рихтовочных пластин, создание прижимающего усилия балкой путем затяжки резьбовых элементов стяжного устройства моментом, равным моменту затяжки при первом нагружении или превышающим его на величину не более 10%, выдержку изделия в сжатом состоянии в течение не менее 120 минут и снятие сжимающей нагрузки, демонтаж изделия. Техническим результатом заявленного изобретения является расширение диапазона размеров изделий, подлежащих правке, за счет применения балки стяжного устройства нужной длины и упрощение способа правки за счет исключения необходимости выдержки изделия в стяжном устройстве при заданной температуре. 2 з.п. ф-лы, 1 ил.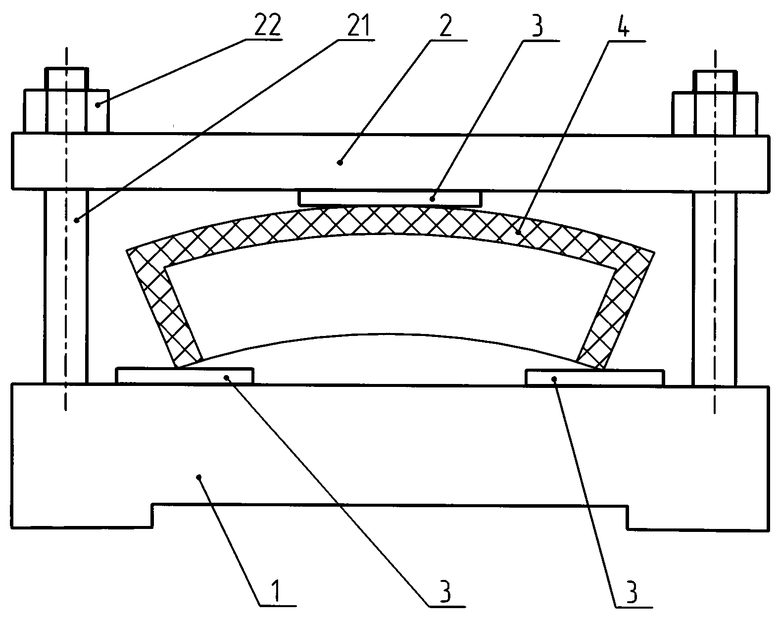
1. Способ правки пластиковых поддонов, включающий помещение изделия, подлежащего правке, между поверхностями технологических деталей, двухступенчатое сжатие в стяжном устройстве с резьбовыми элементами, нагрев и охлаждение, отличающийся тем, что
- изделие устанавливают на правильную плиту через рихтовочные пластины равной толщины;
- нагрев изделия осуществляют нагревом соприкасающихся с ним рихтовочных пластин до температуры от плюс 55°С до плюс 60°С;
- правку изделия выполняют путем поочередного локализованного термомеханического воздействия на его зоны с наибольшей деформацией по следующему алгоритму:
- касание изделия балкой стяжного устройства в зоне наибольшей деформации,
- нагрев рихтовочных пластин,
- создание прижимающего усилия балкой путем затяжки резьбовых элементов стяжного устройства,
- повторный нагрев рихтовочных пластин,
- создание прижимающего усилия балкой путем затяжки резьбовых элементов стяжного устройства моментом, равным моменту затяжки при первом нагружении или превышающим его на величину не более 10%,
- выдержка изделия в сжатом состоянии в течение не менее 120 минут,
- снятие сжимающей нагрузки, демонтаж изделия.
2. Способ по п. 1, отличающийся тем, что нагрев рихтовочных пластин осуществляют промышленным феном.
3. Способ по предшествующим пунктам, отличающийся тем, что при использовании в стяжном устройстве резьбовых элементов с резьбой М16×1,5 момент затяжки при первом нагружении составляет 5 кгс⋅м.
| JP S52123044 A, 15.10.1977 | |||
| СПОСОБ ТЕРМОРИХТОВКИ ЗАГОТОВОК И ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1433037A1 |
| CN 1931564 A, 21.03.2007 | |||
| СПОСОБ ПРАВКИ ЛИСТОВОГО МАТЕРИАЛА И ИЗДЕЛИЙ ИЗ НЕГО И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287392C1 |
| RU 2062154 C1, 20.06.1996 | |||
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОВРЕЖДЕННЫХ ТОНКОЛИСТОВЫХ ИЗДЕЛИЙ | 1998 |
|
RU2193939C2 |

