Изобретение относится к способам изготовления слоистых трубчатых изделий несущих конструкций из композиционных материалов на основе неотвержденного полимерного связующего, применяемых в авиационной, транспортной и строительной отраслях промышленности.
Известно техническое решение «Способ изготовления трубчатых изделий из полимерных композиционных материалов» (патент RU 2502600 C1, МПК B29C 55/30, опубл. 27.12.2013). Способ изготовления трубчатых изделий из полимерных композиционных материалов включает формирование заготовки из непрерывно подаваемых армирующих волокон, пропитку их связующим составом и последующее формообразование профиля заготовки посредством ее протяжки через профилирующую фильеру, после протяжки заготовки на ее внешнюю поверхность дополнительно наносят металлизированный слой, состоящий из мелкодисперсного порошкообразного материала, после чего осуществляют намотку на обработанное изделие ленточного препрега.
Недостатком данного способа является снижение прочности изделия из-за нанесения только однонаправленных слоев. Другим недостатком являются повышенные энергозатраты за счет применения печей большой мощности, необходимых для нагрева преформы и поддержания процесса отверждения связующего при температуре более 230 градусов по Цельсию.
Известно техническое решение «Способ изготовления трубы из композиционных материалов» (патент RU 2415329 C2, МПК F16L 9/12, опубл. 27.03.2011). Способ изготовления трубы из композиционных материалов включает формирование на оправке антиадгезионного слоя и последующее формирование герметизирующего, обтяжного, силового и подмоточного слоев путем намотки композиционных материалов, пропитанных полимерным связующим, формирование герметизирующего слоя производят путем намотки двух слоев ленты нетканого материала с шагом 0,5 ширины ленты с пропиткой полимерным связующим и последующей укладкой на него одного слоя стеклоткани или путем намотки двух слоев ленты из стеклоткани, пропитанной клеем, с шагом 0,5 ширины ленты, формирование силового слоя производят методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим, формирование обтяжного слоя производят методом спирально-винтовой намотки из прядей стеклянной крученой комплексной нити, без пропитки полимерным связующим, а формирование подмоточного слоя производят методом спирально-винтовой или методом косослойной продольно-поперечной намотки из прядей стеклянной крученой комплексной нити, пропитанной полимерным связующим.
Недостатком данного способа является снижение прочности изготовленной композитной конструкции из-за появления полостей между слоями вследствие отсутствия технологической операции по удалению воздуха из межслойного пространства.
Наиболее близким техническим решением, взятым в качестве прототипа, является «Способ изготовления длинномерных пустотелых композитных деталей с замкнутым контуром» (патент RU 2705964 C1, МПК B29C 51/10, опубл. 12.11.2019). Способ изготовления длинномерной пустотелой композитной детали с замкнутым контуром включает ручную укладку заданного количества слоев препрега на оснастку и последующего отверждения собранной преформы при повышенной температуре, для обеспечения высокой степени приближения фактической геометрии изделия к заданной геометрии сращивание краев препрега при его укладке на оснастку выполняется «встык», для формирования радиусных зон и плоскостей со стороны вакуумного пакета устанавливаются формозадающие технологические вставки - цулаги, которые равномерно распределяют давление формования, уплотнение преформы при подформовке и окончательном отверждении осуществляется при помощи установки цулаг на собранный пакет слоев с их обмоткой термоусадочной лентой и установкой вакуумного пакета с последующим поддержанием в нем остаточного давления на уровне не более 0,3 кПа при температуре переработки или отверждения связующего.
Недостатком данного способа является уменьшение прочности детали вследствие появления складок и наплывов связующего в месте смыкании цулаг. Препрег выдавливается в пространство между смыкающимися частями цулаг и образуются складки, которые необходимо удалить механической обработкой, нарушая при этом целостность наружного слоя. Другим недостатком является увеличение трудоемкости изготовления композитного изделия в связи необходимостью поддержания остаточного давления при формовании на уровне не более 0,3 кПа.
Технической проблемой является создание способа изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего, работающих в условиях повышенных нагрузок в авиационной, транспортной и строительной отраслях промышленности.
Технический результат изобретения заключается в повышении прочности слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего, снижении энергозатрат и уменьшении трудоемкости их производства.
Технический результат достигается тем, что наносят технологические слои на оснастку, включая слои препрега и слой полиамидной ленты с высокой термоусадкой, нагревают собранную преформу до температуры полимеризации связующего, преформу выдерживают в температурных условиях до окончания полимеризации связующего, оснастку перед нанесением слоев препрега предварительно нагревают до температуры, необходимой для перехода связующего в вязко-текучее состояние, перед нанесением слоев препрега оснастку покрывают слоем разделительной жидкости, обладающей низким коэффициентом трения в диапазоне 0,05-0,1, намотку слоев препрега на оснастку осуществляют с усилием 10-30 H, при этом каждый последующий слой препрега после нанесения прикатывают поверх предыдущего, перед намоткой слоя полиамидной ленты с высокой термоусадкой поверх слоев препрега укладывают жертвенную ткань, после намотки слоя полиамидной ленты с высокой термоусадкой оснастку оборачивают дренажно-впитывающим материалом. Предлагаемая технология позволит получать детали из композиционных материалов на основе неотвержденного полимерного связующего с повышенными прочностными характеристиками, вследствие отсутствия полостей в структуре укладки препрега, а также снизить энергозатраты и уменьшить трудоемкость их производства, вследствие отсутствия операции механической обработки, а также отсутствия технологических операций по поддержанию остаточного давления при вакуумном формовании на уровне не более 0,3 кПа.
Для пояснения технологии изготовления слоистых трубчатых изделий рассмотрим чертеж (см. фиг.1) на котором изображена схема укладки слоев для слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего, где 1 - оснастка; 2 - разделительный слой; 3 - препрег; 4 - жертвенная ткань; 5 - полиамидная лента; 6 - дренажно-впитывающий материал. На фигуре 2 представлен график полимеризации приведенного в примере препрега марки АСМ 102-С130Р. Данные полимеризации препрега марки АСМ 102-С130Р взяты с сайта производителя https://umatex.com/pdfs/О%20компании_UMATEX%20Росатом.pdf
Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего реализуют следующим образом: на оснастку 1 наносят разделительную жидкость 2, оснастку 1 нагревают до температуры необходимой для перехода связующего в вязко-текучее состояние, после чего нагретую оснастку переносят на приспособление для намотки, затем наматывают слои препрега 3, при этом каждый последующий слой препрега 3 после нанесения прикатывают поверх предыдущего, во избежание образования складок и пустот. После этого укладывают жертвенный слой 4 на всю поверхность заготовки из препрега 3, затем наматывают полиамидную ленту 5 с высокой термоусадкой по всей длине заготовки, обеспечивающая полное удаление воздуха из межслойного пространства и высокую точность готового изделия, намотку производят, вращая оснастку вокруг своей оси. Дальше укладывают дренажно-впитывающий материал 6 площадью на 20 процентов больше, чем поверхностная площадь оснастки 1. Далее собранную преформу нагревают до температуры полимеризации связующего, после этого преформу выдерживают в температурных условиях до окончания полимеризации связующего.
Пример 1.
Способом, предлагаемым в изобретении, изготовлена хвостовая балка беспилотного летательного аппарата из композиционного материала на основе неотвержденного полимерного связующего. Характеристики балки: длина композитной части балки 1966 мм, внутренний диаметр балки 75, толщина стен 5 мм в центральной части, толщина стен 7,5 мм по краям. На оснастку нанесли технологические слои, включая слои препрега марки АСМ 102-С130Р на основе безрастворного эпоксидного связующего и слой полиамидной ленты марки A 575 RC на основе полиэфира с высокой термоусадкой. Оснастку перед нанесением слоев препрега также предварительно нагрели до температуры необходимой для перехода связующего в вязко-текучее состояние. Для препрега марки АСМ 102-С130Р температура перехода связующего в вязко-текучее состояние составила 50°С. Перед нанесением слоев препрега марки АСМ 102-С130Р на основе безрастворного эпоксидного связующего оснастку покрыли слоем разделительной жидкости марки Frekote 770-NC с классом химического соединения «Полимер на основе растворителя», обладающей низким коэффициентом трения в диапазоне 0,05-0,1. Намотку слоев препрега на оснастку осуществляли с усилием 10 H, при этом каждый последующий слой препрега марки АСМ 102-С130Р на основе безрастворного эпоксидного связующего после нанесения прикатали поверх предыдущего. Перед намоткой слоя полиамидной ленты марки A 575 RC на основе полиэфира с высокой термоусадкой поверх слоев препрега марки АСМ 102-С130Р на основе безрастворного эпоксидного связующего уложили жертвенную ткань. После намотки слоя полиамидной ленты марки A 575 RC на основе полиэфира с высокой термоусадкой оснастку обернули дренажно-впитывающим материалом марки AIRWEAVE №10 из полиэфирного волокна. Нагрели собранную преформу до температуры полимеризации (до 130 °С для препрега марки АСМ 102-С130Р), выдержали преформу при данной температуре в течении 6 часов (режим отверждения препрега марки АСМ 102-С130Р представлен на фиг. 2). После завершения основных технологических операций готовое изделие сняли с оснастки и произвели замеры допусков, осуществили анализ образца на наличие полостей в межслойном пространстве, провели испытания на сжатие в испытательной лаборатории прочности.
В готовом изделии отсутствуют полости в межслойном пространстве, при испытаниях на сжатие изделие выдержало усилие 47000 Н. При испытании схожего изделия, изготовленного с использованием цулаг и вакуумного формования, разрушение изделия произошло при усилии в 40000 Н. Данные испытания позволяют сделать вывод о том, что прочность на сжатие изделия, изготовленного в соответствии с предлагаемым техническим решением, по сравнению с аналогом увеличилась более чем на 15%. Фактическая трудоемкость выполняемых технологических операций снизилась на 8 часов (работа вакуумного насоса марки VLSin-20/20, мощностью 0,6 кВт), энергозатраты на изготовление изделия снизились не менее чем, на 5 кВт⋅ч за счет снижения длительности работы вакуумного насоса мощностью 0,6 кВт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОРТОГОНАЛЬНОЙ ПРОПИТКИ СЛОИСТЫХ ВОЛОКНИСТЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2722530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И РЕМОНТА ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДВОЙНЫМ ПОВЕРХНОСТНО-ОРТОГОНАЛЬНЫМ ВАКУУМНО-ИНФУЗИОННЫМ ПРОЦЕССОМ (DSOVIM) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2833579C1 |
| Способ изготовления эластичного формующего элемента | 2020 |
|
RU2743700C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ПАНЕЛЕЙ | 2005 |
|
RU2291057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2565180C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
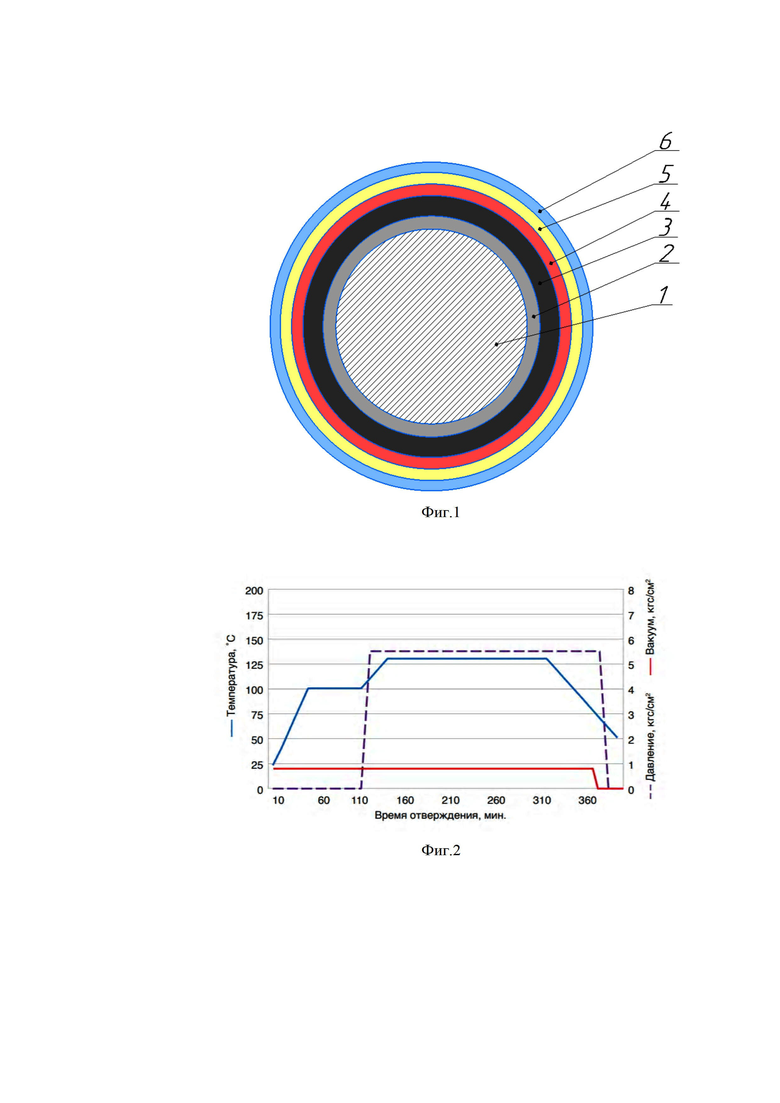
Изобретение может быть использовано для изготовления несущих конструкций в авиационной, транспортной и строительной отраслях промышленности. Предложен способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего, включающий термоусадку технологических слоев из препрега и полиамидной ленты на оснастке. Перед нанесением слоев препрега оснастку 1 покрывают слоем разделительной жидкости 2, обладающей коэффициентом трения в диапазоне 0,05-0,1, и нагревают до температуры перехода связующего в вязко-текучее состояние. Намотку слоев препрега 3 на оснастку осуществляют с усилием 10-30 H, при этом каждый последующий слой после нанесения прикатывают поверх предыдущего. Перед намоткой слоя полиамидной ленты с термоусадкой 6 поверх слоев препрега укладывают жертвенную ткань 4, после чего оснастку оборачивают дренажно-впитывающим материалом 6. Собранную преформу выдерживают в температурных условиях до окончания полимеризации связующего. Технический результат заключается в увеличении прочности слоистых трубчатых изделий при снижении энергозатрат и трудоемкости при их производстве. 2 ил., 1 пр.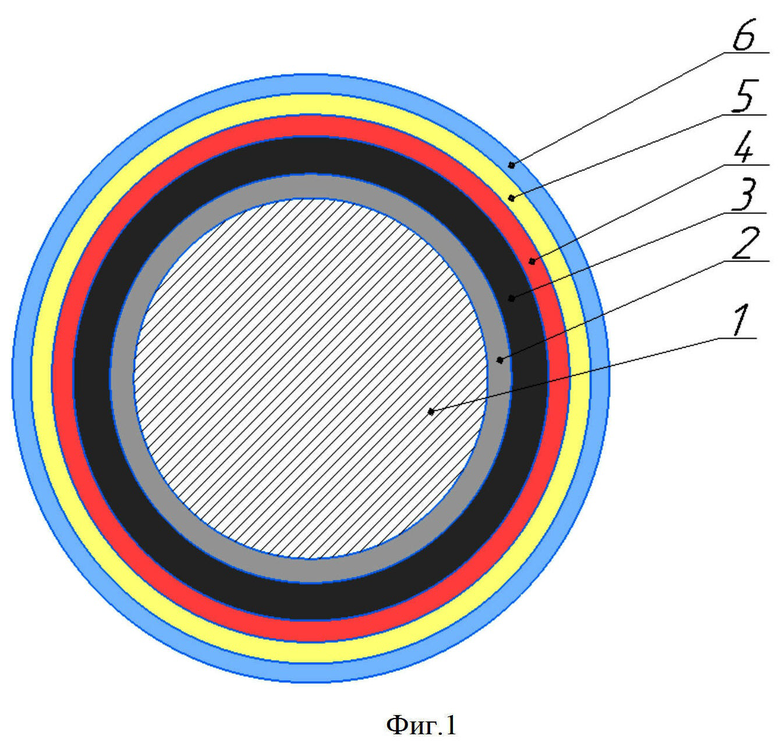
Способ изготовления слоистых трубчатых изделий из композиционных материалов на основе неотвержденного полимерного связующего, заключающийся в том, что наносят технологические слои на оснастку, включая слои препрега и слой полиамидной ленты с термоусадкой, нагревают собранную преформу до температуры полимеризации связующего, далее преформу выдерживают в температурных условиях до окончания полимеризации связующего, отличающийся тем, что оснастку перед нанесением слоев препрега предварительно нагревают до температуры, необходимой для перехода связующего в вязко-текучее состояние, перед нанесением слоев препрега оснастку покрывают слоем разделительной жидкости, обладающей коэффициентом трения в диапазоне 0,05-0,1, намотку слоев препрега на оснастку осуществляют с усилием 10-30 H, при этом каждый последующий слой препрега после нанесения прикатывают поверх предыдущего, перед намоткой слоя полиамидной ленты с термоусадкой поверх слоев препрега укладывают жертвенную ткань, после намотки слоя полиамидной ленты с термоусадкой оснастку оборачивают дренажно-впитывающим материалом.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ ТРУБКИ | 1998 |
|
RU2147002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ КОМПОЗИТНЫХ ДЕТАЛЕЙ С ЗАМКНУТЫМ КОНТУРОМ | 2019 |
|
RU2705964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
| УСТРОЙСТВО для СЪЕМА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН СО СБОРОЧНОГО БАРАБАНА | 0 |
|
SU204558A1 |
| JP 59046772 B, 14.11.1984. | |||

