Заявленное техническое решение относится к печам для индукционной плавки в холодном тигле (ИПХТ), которые используются для плавки непроводящих материалов, и в первую очередь может быть использовано для иммобилизации высокоактивных отходов (ВАО), содержащих благородные металлы (БМ), частицы которых препятствуют нормальной работе донных сливных устройств печей.
Остекловывание ВАО в настоящее время представляет наиболее эффективный способ кондиционирования ВАО с возможностью последующего безопасного хранения и захоронения. Для непрерывной работы печи остекловывания необходимо надежное сливное устройство, которое на современном общепризнанном уровне представляет собой устройство донного типа с индукционным нагревом для обеспечения его длительного срока службы. Наличие БМ в расплаве стекла приводит к осаждению частиц БМ на горизонтальных участках дна холодного тигля, увеличению вязкости и электропроводности стекла в этой зоне и блокированию работы донного сливного устройства.
Известна плавильная печь для остекловывания ВАО с керамическим тиглем и резистивным нагревом с помощью погружных электродов - [VEK Experiencesat Pamelaand Karlsruhe. W. Grьnewald, G. Roth, W. Tobie, K. WeiЯ, W. Wernz. EM-30 Next Generation Melter Technology Workshop, March 3-5, 2010, Washington, D.C.]. Печь состоит из керамического тигля с дном конусной формы для удаления благородных металлов, и погружных электродов для реализации прямого резистивного нагрева расплава стекла в ванне. Печь так же имеет металлическое индукционное сливное устройство горячего типа. Твердые частицы БМ имеют высокую плотность, увеличивают вязкость расплава стекла,осаждаются на дно печи и препятствуют сливу расплава. Частицы БМ шунтируют нагрев основной ванны расплава стекла погружными электродами, что ухудшает нагрев в зоне сливного устройства.
Недостатком этого устройства так же является использование керамического тигля и погружных электродов в расплаве стекла, что приводит к их растворению и снижению срока службы плавильного устройства. Поэтому, необходимо останавливать работу тяжелой, массивной печи и проводить её дорогостоящую дистанционную замену с захоронением в могильнике.
Также известна плавильная печь для остекловывания ВАО с металлическим тиглем и резистивными косвенными нагревателями прямого пропускания тока - [World Premiere Industrial Vitrificationof High Level Liquid Waste Producedby Uranium/Molybdenum Fuel Reprocessingin La Hague's Cold Crucible Melter. Rйgis Didierlaurent, Eric Chauvin, Jean Francois Hollebecque, Jacques Lacombe, Christian Mesnil, Catherine Veyer, Olivier Pinet. WM2014 Conference, March 2 – 6, 2014, 14035, Phoenix, Arizona, USA], содержащая металлический тигель с дном конусной формы, косвенные нагреватели сопротивления, обеспечивающие нагрев металлического тигля и стекла внутри этого тигля. Нагреватели располагаются вокруг металлического тигля и косвенным образом путем теплопередачи обеспечивают нагрев тигля и внутреннего его пространства, в том числе и расплава стекла. Нагреватели являются теплоизолированными с помощью керамической футеровки и теплоизоляции, что увеличивает массу и габариты печи. Конусная форма дна металлического тигля способствует удалению благородных металлов ВАО с расплавом стекла при его сливе.
К недостаткам данного устройства относятся низкий срок службы нагревателей сопротивления, обусловленный окислением провода нагревателя и контактным подведением тока/напряжения к нагревателям. Также устройство имеет другой недостаток – постепенное растворение металлического тигля в расплаве стекла. Эти два фактора снижают срок службы печи, что требует частой её замены и больших затрат на дистанционное удаление печи с громоздкой и тяжелой керамической футеровкой. Слив расплава ускоряет растворение металла горячего тигля благодаря увеличению скорости эрозии его стенок и дополнительно снижает срок службы печи.
Наиболее близкой к заявляемому изобретению является индукционная печь для плавки оксидных материалов и стекол, в том числе для остекловывания ВАО, содержащая индуктор, металлический водоохлаждаемый секционированный тигель с индукционным сливным устройством горячего типа, при этом донная часть тигля и индуктор выполнены в форме конуса, причем витки индуктора расположены напротив конусной части тигля, а в нижней части конуса тигля расположено сливное устройство со сливным фланцем и сливной трубкой, которая снабжена дополнительным индуктором, при этом сливной фланец выполнен сварным с нижними торцами секций тигля, а на периферии фланца выполнены радиальные разрезы для заполнения тугоплавким огнеупорным диэлектрическим материалом (Патент № 2737663 Российская Федерация, МПК G 21 F 9/16, F 27 B 14/06. Индукционная печь с холодным тиглем для остекловывания ВАО / Лопух Д.Б., Вавилов А. В., Мартынов А. П. и др.; Акционерное общество «Радиевый институт имени В.Г. Хлопина». – № 2019145192; заявл. 25.12.2019; опубл. 02.12.2020, – 10 с.). Данное устройство выбрано в качестве прототипа.
Недостатком прототипа является конструкция сливного устройства в виде разрезного горизонтального фланца с приваренной к нему вертикальной трубкой. Срок службы и надежность конструкции сливного устройства ограничены коррозионной стойкостью тугоплавкого огнеупорного диэлектрического материала, которым заполнены прорези фланца. В свою очередь горизонтальная форма фланца способствует накапливанию тяжелых частиц БМ, что, со временем, приводит к закупориванию сливного отверстия и выходу печи из строя (Д. Б. Лопух, С. В. Бешта, А. П. Мартынов, А. В. Вавилов, И. Н. Скриган. Индукционная плавка кориума и варка стекла в холодном тигле. Свойства и моделирование. Санкт-Петербург, Издательство СПбГЭТУ «ЛЭТИ», 2021, 202 с.). При этом вышедшая из строя печь подлежит дорогостоящей дистанционной замене с полным тиглем высокорадиоактивного стекла. Таким образом, срок службы печи снижается и возрастают затраты на дистанционное удаление и захоронение холодного тигля.
Задачей, на решение которой направлено предлагаемое изобретение, является совершенствование индукционной печи с холодным тиглем для остекловывания ВАО, обеспечивающей наилучшее удаление благородных металлов со сливаемым расплавом стекла, при возможности многократного слива расплава без организации повторного стартового нагрева и нового запуска печи.
Техническим результатом изобретения является увеличение срока службы индукционной печи для остекловывания ВАО, содержащих БМ, что позволяет снизить затраты на замену печи, то есть на изготовление новой печи, демонтаж и дополнительный монтаж оборудования.
Указанный технический результат достигается тем, что индукционная печь для остекловывания высокоактивных отходов, содержащая индуктор, металлический водоохлаждаемый тигель с индукционным сливным устройством горячего типа, при этом донная часть тигля и индуктора выполнена в форме конуса, причем витки индуктора расположены напротив конусной части тигля, а в нижней части секций тигля расположено сливное устройство, выполненное в виде воронки с термоизолированной конусной частью, а сливной индуктор выполнен с уменьшенным шагом витков в области конуса воронки и увеличенным в области трубки. Остановка слива расплава обеспечивается прекращением индукционного нагрева сливного устройства и его естественным воздушным охлаждением. Срок службы предлагаемого изобретения ограничен коррозионной стойкостью сливного устройства из жаропрочного сплава.
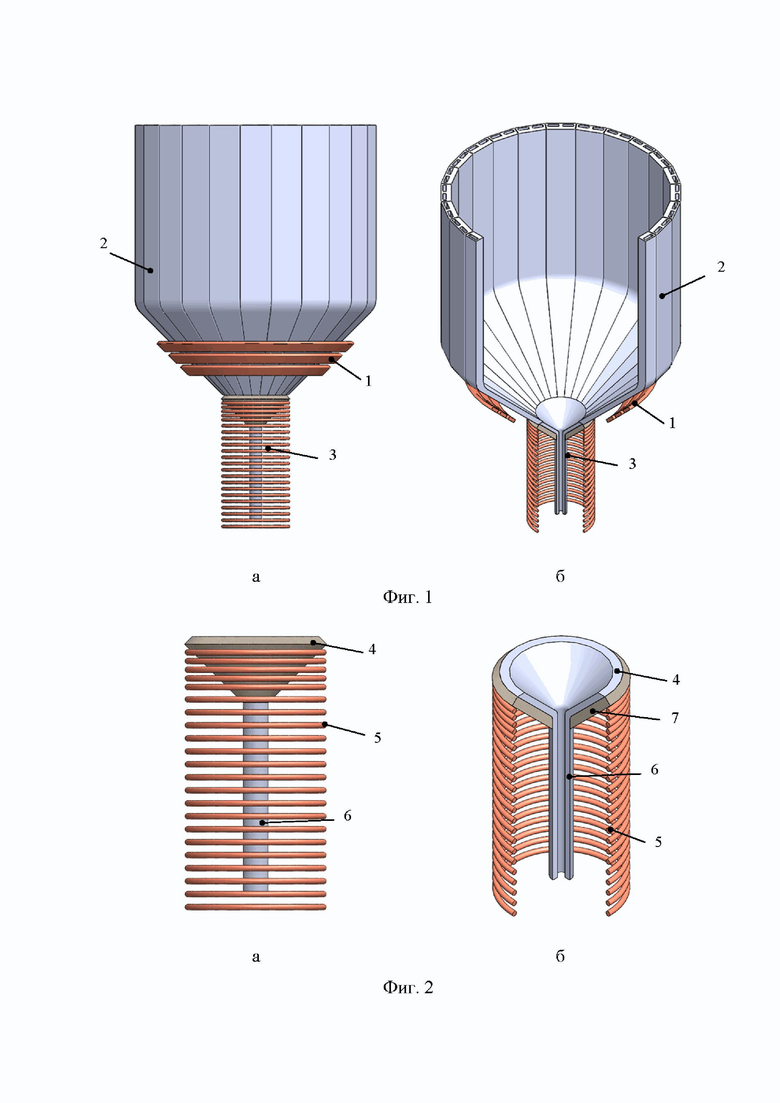
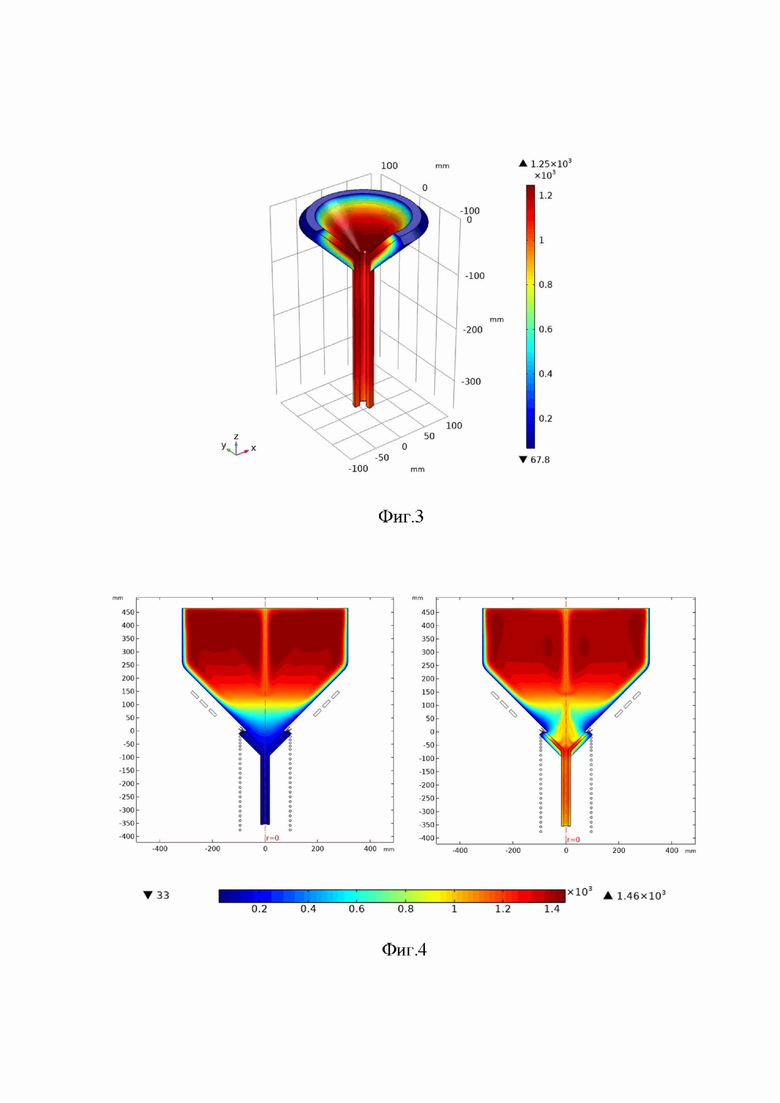
Сущность заявленного изобретения поясняется следующими фигурами: на фиг. 1 изображена схема печи ИПХТ для остекловывания ВАО с индукционным донным сливным устройством горячего типа, где а –вид печи ИПХТ сбоку, б –вид печи ИПХТ в разрезе; на фиг. 2 отдельно от холодного тигля изображено индукционное донное сливное устройство горячего типа, где а –вид сливного устройства сбоку, б – вид сливного устройства в разрезе; на фиг. 3 представлено распределение температуры в сливном устройстве при его нагреве сливным индуктор [oC]; на фиг. 4 – распределение температуры в ванне расплава и сливном устройстве при работе основного индуктора (слева) и при одновременной работе двух индукторов, обеспечивающих слив расплава (справа) [oC]
Индукционная печь для остекловывания высокоактивных отходов (см. фиг. 1), содержащая индуктор 1, металлический водоохлаждаемый тигель 2 с индукционным сливным устройством горячего типа 3, при этом донная часть тигля и индуктора выполнена в форме конуса, причем витки индуктора расположены напротив конусной части тигля, а в нижней части секций тигля расположено сливное устройство (см. фиг. 2), сливное устройство выполнено в виде воронки с термоизолированной конусной частью 4, а сливной индуктор 5 выполнен с уменьшенным шагом витков в области конуса воронки и увеличенным в области трубки 6. Сливной индуктор 5 обеспечивает равномерный нагрев всего сливного устройства 3 до температуры слива расплава стекла и рабочей температуры металла сливного устройства, например, из жаропрочного сплава ХН70Ю (см. фиг. 3). Для обеспечения механической прочности печи сливное устройство соединяется с нижними торцами секций тигля с помощью сварки, образуя единую конструкцию. В качестве термоизолятора конуса сливной воронки 7 может быть использована прокаленная муллитокремнеземистая теплоизоляция марки МКТИ с рабочей температурой до 1570 oС. Конусное дно тигля и воронка сливного устройства обеспечивают надежный выпуск расплава стекла с частицами БМ.
В рассматриваемой печи расплав стекла нагревается высокочастотным магнитным полем основного индуктора конусной формы 1. Холодный тигель 2 состоит из металлических секций из нержавеющей стали, расположенных и закрепленных относительно друг друга с воздушным зазором, таким образом, чтобы донная часть полости тигля образовывала конус. Магнитное поле, образованное током индуктора, проникает в расплав благодаря секционированной конструкции холодного тигля, при этомсекции тигля охлаждаются проточной водой. Охлаждение секций приводит к тому, что между ними и расплавом стекла образуется слой закристаллизованного расплава «гарнисаж», препятствующий термохимическому взаимодействию расплава с секциями тигля. Основной индуктор печи запитан от транзисторного или лампового генератора с частотой колебательного контура 0,1…2,0 МГц. При остекловывании ВАО заполнение тигля расплавом стекла происходит до номинального уровня заполнения тигля. После этого производится включение многовиткового индуктора сливного устройства 3, который питается от транзисторного генератора с частотой колебательного контура 2…20 кГц. Конструкция индуктора 5 обеспечивает равномерный нагрев сливного устройства до его максимальной рабочей температуры 1250 оС, что обеспечивает донный выпуск расплава из печи. На фиг. 4 представлено распределение температуры в ванне расплава боросиликатного стекла и в сливном устройстве при работе основного индуктора (слева) и при одновременной работе основного и сливного индукторов (справа). Коническая конструкция тигля и части сливного устройства обеспечивает удаление частиц БМ, присутствующих в расплаве стекла. Выпуск расплава продолжается до тех пор, пока его уровень не приблизится к конической части тигля, после чего устройство слива отключается и производится повторное наплавление ванны расплава до номинального уровня. Таким образом, основной индуктор 1 работает в непрерывном режиме, а индуктор сливного устройства 5 в периодическом.
Благодаря предложенным конструкционным отличиям обеспечивается работа печи в непрерывном режиме без определенного ограничения срока её службы при остекловывании ВАО. Изобретение может быть использовано при реализации других технологий на основе метода ИПХТ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная печь с холодным тиглем для остекловывания ВАО | 2019 |
|
RU2737663C1 |
| УСТРОЙСТВО ДЛЯ ОСТЕКЛОВЫВАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ, СОДЕРЖАЩИХ ИОНООБМЕННЫЕ СМОЛЫ | 1997 |
|
RU2115182C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2177132C1 |
| СПОСОБ ОТВЕРЖДЕНИЯ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203512C2 |
| ИСТОЧНИК ПАРА ДЛЯ ПЛАЗМЕННОГО РАЗДЕЛЕНИЯ ВЕЩЕСТВ | 2022 |
|
RU2793102C1 |
| Индукционная печь для плавки вулканической породы | 2023 |
|
RU2802941C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486615C1 |
| СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2157795C1 |
| Устройство для слива расплава | 1981 |
|
SU947606A1 |
Изобретение относится к печам для индукционной плавки в холодном тигле, которые используются для плавки непроводящих материалов, и в первую очередь может быть использовано для иммобилизации высокоактивных отходов, содержащих благородные металлы, частицы которых препятствуют нормальной работе донных сливных устройств печей. Индукционная печь для остекловывания высокоактивных отходов содержит индуктор, металлический водоохлаждаемый тигель с индукционным сливным устройством горячего типа. Донная часть тигля и индуктора выполнена в форме конуса. Витки индуктора расположены напротив конусной части тигля, а в нижней части секций тигля расположено сливное устройство. Сливное устройство выполнено в виде воронки с термоизолированной конусной частью. Сливной индуктор выполнен с уменьшенным шагом витков в области конуса воронки и увеличенным в области трубки. Изобретение обеспечивает наилучшее удаление благородных металлов со сливаемым расплавом стекла, при возможности многократного слива расплава без организации повторного стартового нагрева и нового запуска печи. 4 ил.
Индукционная печь для остекловывания высокоактивных отходов, содержащая индуктор, металлический водоохлаждаемый тигель с индукционным сливным устройством горячего типа, при этом донная часть тигля и индуктора выполнена в форме конуса, причем витки индуктора расположены напротив конусной части тигля, а в нижней части секций тигля расположено сливное устройство, отличающаяся тем, что сливное устройство выполнено в виде воронки с термоизолированной конусной частью, а сливной индуктор выполнен с уменьшенным шагом витков в области конуса воронки и увеличенным в области трубки.
| Индукционная печь с холодным тиглем для остекловывания ВАО | 2019 |
|
RU2737663C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 2000 |
|
RU2177132C1 |
| Индукционная печь для плавки окисных материалов | 1982 |
|
SU1057767A1 |
| US 2013266037 A1, 10.10.2013 | |||
| JP 57088037 A, 01.06.1982 | |||
| US 4980091 A, 25.12.1990. | |||

