[0001] Настоящее изобретение относится к системе и способу выполнения технологий аддитивного производства в управляемой окружающей среде, в частности, для использования в подводных средах.
[0002] Аддитивное производство, иногда называемое 3D-печатью, относится к производству трехмерных конструкций посредством последовательного послойного нанесения материала. В стандарте ISO/ASTM52900-15 определено семь категорий процессов аддитивного производства: струйное нанесение связующего материала, прямой подвод энергии и материала, экструзия материала, струйное нанесение материала, синтез на подложке, листовая ламинация и фотополимеризация в ванне.
[0003] Технологии аддитивного производства позволяют относительно быстро и легко изготавливать уникальные элементы. Это особенно выгодно для ремонта поврежденных конструкций, поскольку новый элемент может быть изготовлен, например, для зацепления с поврежденной поверхностью существующей конструкции.
[0004] Как правило, элементы, производимые посредством аддитивного производства, формируют за пределами строительной площадки и затем транспортируют в место ремонта, в котором их устанавливают. Это связано с тем, что ранее оборудование для аддитивного производства не было способно работать в открытой окружающей среде, например, в подводных условиях.
[0005] Настоящее изобретение предлагает систему для выполнения операции на объекте, причем система содержит: корпус, выполненный с возможностью создания уплотненной камеры вокруг части объекта; систему управления окружающей средой, выполненную с возможностью контролирования и/или управления окружающей средой внутри уплотненной камеры; и рабочий инструмент, прикрепленный внутри корпуса, причем рабочий инструмент выполнен с возможностью выполнения операции аддитивного производства на объекте в уплотненной камере.
[0006] В соответствии с описанной системой, вокруг подлежащего ремонту объекта создана управляемая окружающая среда, и затем в этой управляемой окружающей среде может происходить аддитивное производство. Таким образом, условия в уплотненной камере могут быть тщательно отрегулированы для обеспечения оптимальных условий для выполнения аддитивного производства. Таким образом, описанная система обеспечивает возможность производить операцию аддитивного производства на месте. То есть, операция аддитивного производства может быть выполнена на строительной площадке.
[0007] В предпочтительном варианте реализации объект представляет собой подводный объект. Однако в некоторых вариантах реализации система может быть использована для объекта, не расположенного под водой. Например, система может быть предназначена для использования на объекте, который может быть расположен в зоне воздействия брызг. В других примерах система может быть использована для надводных сооружений на морской платформе и, в более общем случае, на суше, как часть инфраструктуры (сваи, мачты, трубопроводы ...), для промышленных сооружений (баки, резервуары, дымоходы, трубы и т. д.) или для других конструкций.
[0008] Например, система управления окружающей средой может быть выполнена с возможностью отвода текучей среды, например, морской воды, из уплотненной камеры и/или для заполнения уплотненной камеры другой текучей средой, такой как газ. Может быть использован любой подходящий газ, как того требует соответствующая технология аддитивного производства. Например, в некоторых вариантах реализации газ может быть воздухом или осушенным воздухом. В других вариантах реализации может быть использован инертный газ. Это может быть особенно выгодно, например, при использовании дугового осаждения для предотвращения окисления осажденного материала.
[0009] Система управления окружающей средой может содержать насос для отвода текучей среды из уплотненной камеры. Система управления окружающей средой может содержать источник текучей среды. Например, источник текучей среды может содержать емкость под давлением, в которой хранят газ. В качестве альтернативы система управления окружающей средой может содержать соединение с удаленным источником текучей среды, например, на уровне поверхности.
[0010] Система управления окружающей средой может быть выполнена с возможностью регулировки температуры и/или давления в уплотненной камере. Например, система управления окружающей средой может содержать один или более датчиков давления и/или температуры, расположенных внутри корпуса. Система управления окружающей средой может быть выполнена с возможностью регулирования расхода газа в единицу времени через уплотненную камеру для регулирования температуры. Например, уплотненная камера может содержать управляемый клапан на входе в камеру и управляемый клапан на выходе из камеры.
[0011] В предпочтительном варианте реализации объект представляет собой удлиненный объект или, что еще предпочтительнее, трубчатый удлиненный объект, такой как стояк, шланг-кабель, трубопровод и т.д. Другие взятые в качестве примера удлиненные объекты могут представлять собой опоры платформы, трубы верхнего строения платформы, строительные леса, башни и тому подобное.
[0012] Система может дополнительно содержать систему позиционирования для позиционирования рабочего инструмента относительно объекта. Система позиционирования может быть выполнена с возможностью свободного перемещения рабочего инструмента в любом направлении и/или ориентации, например, посредством роботизированного манипулятора или тому подобного, или может быть ограничена в плане перемещения по определенным степеням свободы, например, посредством треков или направляющих или тому подобному.
[0013] В одном варианте реализации система позиционирования может быть выполнена с возможностью обеспечения линейного перемещения рабочего инструмента относительно объекта. При выполнении объекта в виде удлиненного объекта линейное перемещение может быть осевым перемещением относительно удлиненного объекта. Система позиционирования может быть выполнена с возможностью обеспечения кругового движения рабочего инструмента вокруг объекта. То есть, рабочий инструмент выполняет перемещение по круговой или эллиптической траектории вокруг объекта. При выполнении объекта в виде удлиненного объекта круговое движение в предпочтительном варианте реализации происходит вокруг оси удлиненного объекта.
[0014] В одном варианте реализации система позиционирования может содержать удлиненную направляющую, проходящую рядом с объектом для управления линейным перемещением, и круглую или эллиптическую направляющую, проходящую вокруг объекта для управления круговым перемещением.
[0015] Круглая или эллиптическая направляющая может содержать первую опорную конструкцию, содержащую выемку для приема объекта, причем рабочий инструмент установливают на вторую опорную конструкцию, имеющую выемку для приема объекта, при этом вторая опорная конструкция может выполнять поворот относительно первой опорной конструкции.
[0016] Круглая или эллиптическая направляющая может содержать две направляющие части, которые зацеплены друг с другом вокруг объекта с образованием круговой или эллиптической направляющей. При таком зацеплении рабочий инструмент может быть выполнен с возможностью перемещения от одной направляющей части к другой направляющей части, для вращения вокруг объекта.
[0017] В одном варианте реализации круговая или эллиптическая направляющая может быть выполнена с возможностью линейного перемещения вдоль удлиненной направляющей, а рабочий инструмент может быть выполнен с возможностью линейного перемещения по круговой или эллиптической направляющей. В другом варианте реализации удлиненная направляющая может быть выполнена с возможностью перемещения по круговой траектории по круговой или эллиптической направляющей, а рабочий инструмент может быть выполнен с возможностью линейного перемещения вдоль удлиненной направляющей.
[0018] В предпочтительном варианте реализации система позиционирования выполнена с возможностью предоставления рабочему инструменту любой круговой позиции вокруг объекта. То есть, он может быть расположен под любым углом от 0° до 360°. В одном варианте реализации рабочий инструмент может быть способен выполнить полный оборот вокруг объекта.
[0019] Система может быть выполнена с возможностью перемещения рабочего инструмента и/или системы позиционирования в направлении к объекту или от него для зацепления системы позиционирования с объектом или отцепления от него.
[0020] Система позиционирования может быть установлена внутри корпуса и/или может составлять часть корпуса.
[0021] Корпус может быть выполнен с возможностью формирования уплотненной камеры между объектом и корпусом. Корпус может содержать, по меньшей мере, две части, выполненные с возможностью зацепления друг с другом для образования уплотненной камеры. Одна или более частей корпуса могут содержать уплотнения вдоль их краев для образования по существу газонепроницаемого уплотнения при зацеплении частей друг с другом.
[0022] В предпочтительном варианте реализации корпус выполнен по существу трубчатым.
[0023] Операция аддитивного производства может включать нанесение множества слоев материала на объект. В предпочтительном варианте реализации в операции аддитивного производства использовано одно из: аддитивное производство с прямым подводом энергии и материала, аддитивное производство с экструзией материала и аддитивное производство со струйным нанесением материала. В наиболее предпочтительном варианте реализации в операции аддитивного производства используют аддитивное производство со струйным нанесением материала и, в частности, аддитивное производство с холодным распылением или аддитивное производство с термическим распылением. Материал может быть эластомерным материалом, полимерным материалом, металлом, бетоном или другим материалом. Материал может быть нанесен в виде жидкости, порошка или листового материала. Материал может быть нанесен посредством дугового осаждения.
[0024] Система может быть выполнена с возможностью выполнения ремонтной операции аддитивного производства, например, для ремонта, создания или воссоздания части фланцев объекта или заполнения ямок на поверхности или отверстия. Система может в качестве дополнения или альтернативы быть использована для ремонта, создания или воссоздания материала защитного покрытия, окружающего объект.
[0025] Система может содержать транспортное средство для размещения корпуса в требуемом местоположении на объекте. В одном варианте реализации транспортное средство может быть выполнено с возможностью перемещения вдоль объекта для достижения требуемомого местоположения. Например, в случае удлиненного объекта транспортное средство может быть выполнено в виде транспортного средства гусеничного типа. В других вариантах реализации транспортное средство может быть подводным транспортным средством, таким как подводная лодка или беспилотный и/или автономный подводный аппарат.
[0026] С точки зрения второй особенности настоящее изобретение предоставляет собой способ выполнения операции на объекте, причем способ включает: формирование корпуса вокруг части объекта для создания уплотненной камеры между корпусом и удлиненным объектом; создание управляемой окружающей среды в уплотненной камере; и выполнение операции аддитивного производства на объекте внутри уплотненной камеры.
[0027] В предпочтительном варианте реализации объект представляет собой удлиненный объект и в еще более предпочтительном варианте реализации трубчатый удлиненный объект, такой как стояк, шлангокабель, трубопровод и т.д.
[0028] В предпочтительном варианте реализации объект представляет собой подводный объект. Однако в некоторых вариантах реализации объект может не быть расположен под водой. Например, объект может быть расположен в зоне воздействия брызг. В других примерах объект может быть выполнен как часть верхнего строения морской платформы. В других примерах объект может быть частью любой наземной конструкции или инфраструктуры.
[0029] Создание управляемой окружающей среды может включать отвод текучей среды из уплотненной камеры и/или заполнение уплотненной камеры другой текучей средой, такой как газ. Может быть использована любая подходящая текучая среда, как того требует соответствующая технология аддитивного производства. Например, в некоторых вариантах реализации текучая среда может быть воздухом или осушенным воздухом. В других вариантах реализации может быть использован инертный газ.
[0030] Текучая среда может быть подана из источника текучей среды. Например, источник текучей среды может содержать подводную емкость под давлением, в которой хранится газ.
[0031] В альтернативном варианте текучая среда может быть подана из удаленного источника текучей среды, например, расположенного на уровне поверхности.
[0032] Способ может включать регулирование температуры и/или давления в уплотненной камере. Температура может быть отрегулирована посредством регулирования расхода в единицу времени текучей среды через уплотненную камеру. Температура и/или давление могут быть отрегулированы посредством управления одним или обоими клапанами из клапана на входе в камеру и клапана на выходе из камеры.
[0033] Выполнение операции может включать в себя размещение рабочего инструмента в требуемом местоположении относительно объекта. Выполнение операции может включать перемещение рабочего инструмента по заданной траектории вокруг объекта.
[0034] Способ может включать вычисление траектории. Вычисление траектории может включать сравнение компьютерной модели конструкции, которая должна быть изготовлена, с поверхностью объекта и может включать вычисление мест, в которых материал должен быть добавлен для изготовления моделируемой конструкции.
[0035] Позиционирование и/или перемещение рабочего инструмента может включать комбинацию линейного перемещения рабочего инструмента относительно объекта и кругового движения рабочего инструмента вокруг объекта.
[0036] Выполнение операции может включать перемещение рабочего инструмента по колеблющейся круговой траектории. То есть, например, рабочий инструмент не постоянно выполняет вращение вокруг объекта. Таким образом, любые кабели, соединяющие рабочий инструмент со статическими конструкциями, не наматываются вокруг объекта.
[0037] Способ может включать перемещение рабочего инструмента и/или системы позиционирования в направлении к объекту для зацепления с объектом и/или в направлении от объекта для отцепления от объекта.
[0038] В предпочтительном варианте реализации в операции аддитивного производства использовано одно из: аддитивное производство с прямым подводом энергии и материала, аддитивное производство с экструзией материала и аддитивное производство со струйным нанесением материала. В еще более предпочтительном варианте реализации в операции аддитивного производства используют аддитивное производство со струйным нанесением материала и, в частности, аддитивное производство с холодным распылением или аддитивное производство с термическим распылением. Материал может быть эластомерным материалом, полимерным материалом, металлом, бетоном или другим материалом. Материал может быть нанесен в виде жидкости, порошка или листового материала. Материал может быть нанесен посредством дугового осаждения.
[0039] Система может быть выполнена с возможностью выполнения ремонтной операции аддитивного производства, например, для ремонта, создания или воссоздания части фланцев объекта или заполнения ямок на поверхности или отверстия. Система может в качестве дополнения или альтернативы быть использована для ремонта, создания или воссоздания материала защитного покрытия, окружающего объект.
[0040] Способ может включать размещение корпуса в требуемом местоположении на объекте. Размещение может быть выполнено транспортным средством. Транспортное средство может выполнять перемещение вдоль объекта для достижения требуемого местоположения, или транспортное средство может быть подводным транспортным средством, таким как подводная лодка или беспилотный и/или автономный подводный аппарат.
[0041] С точки зрения третьей особенности настоящее изобретение предлагает систему для выполнения операции на внутренней поверхности трубчатого объекта, причем система содержит: рабочий инструмент, выполненный с возможностью выполнения операции аддитивного производства на участке внутренней поверхности трубчатого объекта; держатель, удерживающий рабочий инструмент и выполненный с возможностью перемещения внутри трубчатого объекта; уплотнительный узел, выполненный с возможностью установки уплотненной камеры вокруг рабочего инструмента и участка внутренней поверхности трубчатого объекта; систему управления окружающей средой, выполненную с возможностью контролирования и/или управления окружающей средой в уплотненной камере.
[0042] В соответствии с описанной системой в трубчатом объекте создана управляемая окружающая среда, а затем в этой управляемой окружающей среде может происходить аддитивное производство. Таким образом, условия в уплотненной камере могут быть тщательно отрегулированы для обеспечения оптимальных условий выполнения аддитивного производства. В предпочтительном варианте реализации это обеспечивает возможность выполнения модификации и ремонта внутри трубчатого объекта без необходимости удаления соответствующего участка трубчатого объекта, что в противном случае было бы дорогостоящим и занимало бы много времени. Например, в случае подводных стояков весь трубопровод подвешен к поверхности, и удаление части стояка представляет собой сложный процесс. В других примерах подповерхностные трубопроводы могут требовать значительных земляных работ для получения доступа к трубопроводам для выполнения ремонтных работ, технического обслуживания или обновления.
[0043] В различных вариантах реализации описанная система может быть может выполнять ремонт трубчатого объекта. Такой ремонт может включать устранение утечки в стенке трубчатого объекта.
[0044] В некоторых вариантах реализации операции могут включать в себя укрепление слабого участка или утончения стенки трубчатого объекта, возникших вследствие коррозии, истирания или тому подобного. В других вариантах ремонт может включать ремонт защитного покрытия, нанесенного на внутренние стенки удлиненного объекта.
[0045] В некоторых вариантах реализации описанная система может быть может устанавливать новые конструкции в удлиненном объекте. Например, система может быть способной создавать фланцы, ниппели, крепления для других элементов и тому подобное. В некоторых вариантах реализации система может быть способной создавать более сложные элементы, такие как элементы клапанов или тому подобное. В случае клапанов система может быть соединена с системой, работающей снаружи трубчатого объекта, для создания частей элемента, внешнего по отношению к трубчатому объекту.
[0046] Уплотнительный узел может быть прикреплен к держателю. Например, уплотнительный узел содержит первое уплотнение в осевом направлении впереди рабочего инструмента и второе уплотнение в осевом направлении позади рабочего инструмента.
[0047] Каждое уплотнение из первого и второго уплотнений может быть выполнено с возможностью зацепления с корпусом держателя и с внутренней поверхностью трубчатого объекта для создания уплотненной камеры. То есть, уплотненная камера установлена между первым уплотнением, вторым уплотнением, корпусом, держателем и поверхностью самого трубчатого объекта.
[0048] Хотя в уплотнительном узле могут быть использованы уплотнения, прикрепленные к держателю, следует понимать, что уплотнение может быть достигнуто с использованием отдельных уплотнительных элементов. Например, уплотнение может быть расположено перед держателем и позади держателя, но отдельно от держателя. В других вариантах реализации уплотненная камера может быть установлена по всей длине удлиненного объекта. Например, оба конца трубчатого объекта могут быть уплотнены для создания уплотненной камеры, или в случае только одного открытого конца для уплотнения только этого конца.
[0049] Держатель может быть выполнен с возможностью зацепления с внутренней поверхностью трубчатого объекта для предотвращения осевого перемещения держателя относительно трубчатого объекта во время выполнения оперативным средством операции аддитивного производства. Например, держатель может содержать механизм перемещения, такое как колеса или звенья гусеницы, которые могут быть заблокированы при достижении держателем требуемого местоположения.
[0050] В альтернативном варианте реализации при установленном на держателе уплотнительном узле держатель может входить в зацепление с внутренней поверхностью трубчатого объекта посредством зацепления уплотнительного узла. Таким образом, установка уплотненной камеры также фиксирует держатель в определенном положении внутри трубчатого объекта.
[0051] В предпочтительном варианте реализации система управления окружающей средой выполнена с возможностью отвода текучей среды из уплотненной камеры. Текучая среда может представлять собой любую текучую среду, присутствующую в трубчатом объекте. Например, текучая среда может представлять собой содержать добываемую углеводородную текучую среду, такую как углеводородные жидкости (например, нефтепродукты) или углеводородные газы. Их особенно важно удалить, поскольку некоторые технологии аддитивного производства могут обеспечить источник возгорания. В других вариантах реализации текучая среда может представлять собой воду. Например, система управления окружающей средой может быть выполнена с возможностью наполнения уплотненной камеры водой для вытеснения любого оставшегося углеводородного газа, или, при возникновении утечки в подводном трубчатом объекте, объект может быть заполнен морской водой. В других вариантах реализации текучая среда может представлять собой газ, такой как воздух, и в предпочтительном варианте реализации можно заменить его инертным газом перед выполнением операций аддитивного производства.
[0052] Система управления окружающей средой может содержать насос для отвода текучей среды из уплотненной камеры. Насос может быть установлен на держателе или иным образом выполнять перенос вместе с держателем или может быть использован на конце трубчатого объекта.
[0053] В предпочтительном варианте реализации система управления окружающей средой выполнена с возможностью наполнения уплотненной камеры текучей средой, такой как газ. Может быть использована любая подходящая текучая среда, как того требует соответствующая технология аддитивного производства. Например, в некоторых вариантах реализации газ может быть воздухом или осушенным воздухом. Как отмечено выше, система управления окружающей средой может быть при необходимости выполнена с возможностью заполнения уплотненной камеры жидкостью, такой как вода, до заполнения уплотненной камеры газом. При использовании инертного газа он в предпочтительном варианте реализации инертен по отношению к используемой технологии аддитивного производства. Например, при использовании дугового осаждения в предпочтительном варианте реализации инертный газ не содержит кислород, водород или азот. Примеры инертных газов включают аргон, гелий и диоксид углерода. Однако, многие другие газы могут быть использованы в зависимости от выбранной технологии аддитивного производства.
[0054] Система управления окружающей средой может содержать источник текучей среды, например, прикрепленный к носителю или иным образом переносимый вместе с носителем. Например, источник текучей среды может представлять собой емкость под давлением, в которой хранится газ. В качестве альтернативы система управления окружающей средой может содержать подключение к удаленному источнику текучей среды, например, расположенному на уровне поверхности.
[0055] Система управления окружающей средой может быть выполнена с возможностью регулирования температуры и/или давления в уплотненной камере. Например, система управления окружающей средой может содержать один или более датчиков давления и/или температуры, расположенных внутри корпуса. Система управления окружающей средой может быть выполнена с возможностью регулирования расхода газа в единицу времени через уплотненную камеру для регулирования температуры. Например, уплотненная камера может содержать управляемый клапан на входе в камеру и управляемый клапан на выходе из камеры.
[0056] В предпочтительном варианте реализации система выполнена с возможностью поворота рабочего инструмента внутри трубчатого объекта при выполнении операции аддитивного производства. В предпочтительном варианте реализации система в качестве дополнения или альтернативы выполнена с возможностью перемещения рабочего инструмента в осевом направлении внутри трубчатого объекта при выполнении операции аддитивного производства.
[0057] Система может содержать систему позиционирования для позиционирования рабочего инструмента относительно держателя. Система позиционирования может быть выполнена с возможностью свободного перемещения рабочего инструмента в любом направлении и/или ориентации или может быть ограничена в плане перемещения по заданным степеням свободы, например, посредством треков или направляющих или по тому подобному.
[0058] В одном варианте реализации система позиционирования может быть выполнена с возможностью осевого перемещения рабочего инструмента по отношению к трубчатому объекту. Система позиционирования может быть выполнена с возможностью обеспечения кругового движения рабочего инструмента внутри объекта, например, вокруг центральной оси трубчатого объекта. То есть, рабочий инструмент выполняет перемещение по круговой или эллиптической траектории вокруг внутренней части объекта.
[0059] В одном варианте реализации система позиционирования может содержать удлиненную направляющую, проходящую параллельно оси трубчатого объекта для управления осевым перемещением, и кольцевую направляющую, проходящую вокруг оси трубчатого объекта для управления круговым перемещением, например, круглой, эллиптической или другой кольцевой формы. Кольцевая направляющая может при необходимости соответствовать форме поперечного сечения трубчатого объекта.
[0060] В одном варианте реализации кольцевая направляющая может быть выполнена с возможностью перемещения в осевом направлении вдоль удлиненной направляющей, а рабочий инструмент может быть выполнен с возможностью перемещения по кругу относительно круговой или эллиптической направляющей. В другом варианте реализации удлиненная направляющая может быть выполнена с возможностью перемещения по круговой траектории вокруг круговой или эллиптической направляющей, а рабочий инструмент может быть выполнен с возможностью осевого перемещения вдоль удлиненной направляющей.
[0061] Система позиционирования в предпочтительном варианте реализации выполнена с возможностью достижения рабочим инструментом любого положения внутри объекта. То есть, он может быть расположен под любым углом от 0° до 360°. В одном варианте реализации рабочий инструмент может быть способен выполнять полный оборот внутри объекта.
[0062] Система может быть выполнена с возможностью перемещения рабочего инструмента по направлению к корпусу или от него для зацепления рабочего инструмента с объектом или отцепления от него.
[0063] Операция аддитивного производства может включать нанесение множества слоев материала на объект. В предпочтительном варианте реализации в операции аддитивного производства использован один способ из: аддитивного производства с прямым подводом энергии и материала, аддитивного производства с экструзией материала и аддитивного производство со струйным нанесением материала. В еще более предпочтительном варианте реализации в операции аддитивного производства используют аддитивное производство со струйным нанесением материала и, в частности, аддитивное производство с холодным распылением или аддитивное производство с термическим распылением. Материал может быть эластомерным материалом, полимерным материалом, металлом, бетоном или другим материалом. Материал может быть нанесен в виде жидкости, порошка или листового материала. Материал может быть нанесен посредством дугового осаждения.
[0064] Система может быть выполнена с возможностью выполнения ремонтной операции аддитивного производства, например, для ремонта, создания или воссоздания части профилей объекта, что позволит позже установить устройства, например, внутренние клапаны, датчик управления, или заполнить ямки на поверхности. Система может в качестве дополнения или альтернативы быть использована для ремонта, создания или воссоздания материала защитного покрытия, окружающего внутреннюю часть объекта.
[0065] Система может при необходимости содержать модуль проверки. Модуль проверки может удерживаться держателем. В предпочтительном варианте реализации модуль проверки способен выполнять проверку внутренней поверхности. Проверка может быть выполнена с возможностью выполнения до и/или после выполнения операции аддитивного производства. Может быть использована любая подходящая проверка. Например, проверка может представлять собой одно или более из визуальной проверки, магнитной проверки, проверки электрического сопротивления, рентгеновской проверки и ультразвуковой проверки.
[0066] Система может дополнительно содержать модуль подготовки. Модуль подготовки может удерживаться держателем. В предпочтительном варианте реализации модуль подготовки способен выполнять подготовку внутренней поверхности перед выполнением операции аддитивного производства, такую как очистка. Например, очистка может представлять собой абразивную очистку и/или химическую очистку. Однако, может быть использован любой подходящий способ подготовки. Подходящие способы подготовки могут представлять собой один или более способов промывки, травления, чистки, шлифования, (жидкой) струйной очистки и (твердой) абразивной струйной очистки.
[0067] Система может, при необходимости, содержать модуль чистовой обработки. Модуль чистовой обработки может удерживаться держателем. В предпочтительном варианте реализации модуль чистовой обработки способен выполнять чистовую обработку внутренней поверхности после выполнения операции аддитивного производства, такую как чистка или полировка. Чистовая обработка может представлять собой абразивную очистку и/или химическую очистку. Взятые в качестве примера способы чистовой обработки могут включать в себя одно или более из: промывки, травления, очистки, шлифования, полировки посредством (жидкой) струйной очистки, твердой абразивной струйной очистки и нанесения покрытия. Покрытие может быть нанесено кистью и/или посредством распыления. Покрытие может быть полимерным покрытием, твердым покрытием, например эпоксидного типа, или мягким покрытием, например, из синтетического каучука.
[0068] В предпочтительном варианте реализации держатель выполнен с возможностью перемещения внутри объекта для достижения требуемого местоположения. Например, держатель может быть транспортным средством для позиционирования рабочего инструмента в нужном осевом положении внутри трубчатого объекта. Транспортное средство может содержать исполнительное приспособление, заставляющее транспортное средство выполнять перемещение внутри объекта. Транспортное средство может содержать корпус, прикрепленный к исполнительному приспособлению. Исполнительное приспособление может представлять собой, например, колеса, ролики, гусеницы или тому подобное. Транспортное средство может быть выполнено с возможностью смещения исполнительного приспособления к внутренней поверхности трубчатого объекта.
[0069] Хотя держатель может быть выполнен в виде транспортного средства, также могут быть использованы другие держатели, поступательно перемещаемые внутри трубчатого объекта. Например, держатель может представлять собой пробку, проталкиваемую вдоль трубчатого объекта под действием давления на входе, например, с использованием текучей среды для проталкивания держателя вдоль транспортного средства. Затем держатель может образовывать уплотнение на внутренней поверхности трубчатого объекта, что обеспечивает давлению возможность проталкивать держатель вдоль трубчатого объекта. В еще одном варианте реализации держатель может быть поступательно перемещен с использованием линии носка для протягивания держателя вдоль трубчатого объекта. В еще одном дополнительном варианте реализации изобретения держатель может быть перемещен посредством силы тяжести, например, посредством опускания по опорной линии вниз к трубчатому объекту, который ориентирован по существу вертикально или под достаточном углом к горизонтали.
[0070] В различных вариантах реализации трубчатый объект представляет собой подводный трубчатый объект.
[0071] Примеры могут включать стояки или подводные трубопроводы.
[0072] Предпочтительная особенность настоящего изобретения состоит в том, что оно может представлять собой комплект, содержащий описанную систему для выполнения операции на внутренней поверхности трубчатого объекта и систему для выполнения операции на внешней поверхности трубчатого объекта.
[0073] При необходимости система для выполнения операции на внутренней поверхности трубчатого объекта может дополнительно содержать корпус, внешний по отношению к корпусу, выполненному с возможностью образования уплотненной камеры, внешней по отношению к корпусу. Это может быть полезно при устранении утечки для предотвращения попадания текучей среды наружу из трубчатого объекта в уплотненную камеру внутри трубчатого объекта. Корпус, внешний по отношению к трубчатому объекту, может быть частью системы согласно первой особенности настоящего изобретения. Таким образом, операция может быть выполнена как внутри, так и снаружи трубчатого объекта.
[0074] С точки зрения четвертой особенности настоящее изобретение предоставляет собой способ выполнения операции на внутренней поверхности трубчатого объекта, включающий: создание уплотненной камеры внутри трубчатого объекта; создание управляемой окружающей среды в уплотненной камере; и выполнение операции аддитивного производства на части внутренней поверхности трубчатого объекта в уплотненной камере. При необходимости способ может быть выполнен системой, описанной выше, и может включать в себя любой один или более или все из ее необязательных признаков.
[0075] Операция аддитивного производства может представлять собой операцию ремонта.
[0076] В качестве альтернативы операция аддитивного производства может представлять собой построение новой конструкции внутри удлиненного объекта. Например, конструкция может быть выполнена в виде одного элемента из фланца, ниппеля, крепления для других элементов. Конструкция может быть выполнена в виде перемещаемого элемента, такого как элемент клапана.
[0077] Таким образом, ремонтная операция аддитивного производства может ремонтировать, создавать или воссоздавать часть профиля объекта, может позднее обеспечить возможность установки устройств, например, внутренних клапанов, контрольных датчиков и т. д., или может заполнить поверхность с ямками. Способ может в качестве дополнения или альтернативы быть использован для ремонта, создания или воссоздания материала защитного покрытия, окружающего внутреннюю часть объекта.
[0078] Операция аддитивного производства может быть выполнена посредством рабочего инструмента. Рабочий инструмент может быть прикреплен к держателю. Способ может включать зацепление держателя с внутренней поверхностью трубчатого объекта для предотвращения осевого перемещения держателя во время операции аддитивного производства. При необходимости установка уплотненной камеры также фиксирует держатель в определенном положении внутри трубчатого объекта.
[0079] Способ может включать отвод текучей среды из уплотненной камеры. Текучая среда может представлять собой любую текучую среду, присутствующую в трубчатом объекте. Например, текучая среда может представлять собой добываемую углеводородную текучую среду, такую как углеводородные жидкости (например, нефтепродукты) или углеводородные газы. В других вариантах реализации текучая среда может представлять собой воду. В других вариантах реализации текучая среда может представлять собой газ, такой как воздух. Наполнение и отвод могут быть выполнены одновременно, например, так, что происходит вытеснение текучей среды или замена ее другой текучей средой.
[0080] Способ может включать заполнение уплотненной камеры жидкостью, такой как вода, для откачки текучей среды, такой как углеводородный газ, из уплотненной камеры. Затем жидкость можно откачать из уплотненной камеры.
[0081] Способ может также включать заполнение уплотненной камеры газом. Может быть использован любой подходящий газ, как того требует соответствующая технология аддитивного производства.
[0082] Способ может включать регулирование температуры и/или давления в уплотненной камере. Например, регулирование может включать регулирование расхода газа в единицу времени через уплотненную камеру для регулирования температуры.
[0083] Операция аддитивного производства может включать нанесение множества слоев материала на объект. В предпочтительном варианте реализации в операции аддитивного производства использовано одно из: аддитивное производство с прямым подводом энергии и материала, аддитивное производство с экструзией материала и аддитивное производство со струйным нанесением материала. В наиболее предпочтительном варианте реализации в операции аддитивного производства используют аддитивное производство с струйным нанесением материала и, в частности, аддитивное производство с холодным распылением или аддитивное производство с термическим распылением. Материал может быть эластомерным материалом, полимерным материалом, металлом, бетоном или другим материалом. Материал может быть нанесен в виде жидкости, порошка или листового материала. Материал может быть нанесен посредством дугового осаждения.
[0084] Способ может включать выполнение проверки внутренней поверхности. Проверка может быть выполнена с возможностью проверки до и/или после выполнения операции аддитивного производства. Может быть использована любая подходящая проверка. Например, проверка может представлять собой одно или более из визуальной проверки, магнитной проверки, проверки электрического сопротивления, рентгеновской проверки и ультразвуковой проверки.
[0085] Способ может включать выполнение подготовки внутренней поверхности перед выполнением операции аддитивного производства, такой как очистка. Например, очистка может представлять собой абразивную очистку и/или химическую очистку. Однако, может быть использован любой подходящий способ подготовки. Подходящие способы подготовки могут представлять собой одну или более операций из промывки, травления, чистки, шлифования, (жидкой) струйной очистки и (твердой) абразивной струйной очистки.
[0086] Способ может содержать выполнение чистовой обработки внутренней поверхности после выполнения операции аддитивного производства, такой как очистка или полировка. Чистовая обработка может представлять собой абразивную очистку и/или химическую очистку.
[0087] Взятые в качестве примера технологии чистовой обработки могут включать в себя одну или более операций из мойки, травления, очистки, шлифования, полировки, (жидкой) струйной очистки, (твердой) абразивной струйной очистки.
[0088] Выполнение операции включает перемещение рабочего инструмента по траектории относительно внутренней поверхности трубчатого объекта. Способ может дополнительно включать в себя вычисление траектории на основе сравнения между компьютерной моделью конструкции, которая должна быть изготовлена, и внутренней поверхностью трубчатого объекта. Перемещение может представлять собой комбинацию линейного перемещения рабочего инструмента в осевом направлении трубчатого объекта и кругового движения рабочего инструмента вокруг оси трубчатого объекта. Выполнение операции может включать перемещение рабочего инструмента по колеблющейся круговой траектории.
[0089] Способ может содержать создание второй уплотненной камеры, внешней по отношению к трубчатому объекту. Способ может включать создание управляемой окружающей среды во второй уплотненной камере. Способ может содержать выполнение операции аддитивного производства на внешней поверхности трубчатого объекта в соответствии со способом по второй особенности настоящего изобретения.
[0090] В различных вариантах реализации трубчатый объект представляет собой подводный трубчатый объект.
[0091] Примеры могут включать стояки или подводные трубопроводы.
[0092] В контексте настоящего изобретения должно быть понятно, что качество уплотнения не обязательно должно быть идеальным. Например, небольшая степень утечки может быть разрешена при условии, что уплотнение все же обеспечивает достаточное управление рабочей окружающей средой. То есть, уплотнение с определенной степенью утечки может быть допущено, пока утечку текучей среды постоянно или регулярно откачивают для предотвращения угрозы качеству операций внутри корпуса. Уплотнение также может допускать утечку, например, замещающего газа во внешнюю окружающую среду, например, морскую воду. Вышеупомянутые случаи «динамического» уплотнения следует понимать как подпадающие под определение уплотнения согласно настоящему изобретению.
[0093] В одном примере может быть достаточно уплотнения, обеспечивающего утечку в уплотненную камеру или из нее, составляющую менее 10% от объема уплотненной камеры в час при нормальных условиях эксплуатации.
[0094] Некоторые предпочтительные варианты реализации настоящего изобретения будут теперь описаны более подробно только в качестве примера и со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 показана система для подводных работ;
на фиг. 2 показан подробный вид рабочего модуля системы для указанных работ по фиг. 1;
на фиг. 3 показан вид в разрезе рабочего модуля системы для указанных работ по фиг. 1;
на фиг. 4 показана система позиционирования и рабочий инструмент рабочего модуля по фиг. 2;
на фиг. 5 показана альтернативная конфигурация рабочего модуля;
на фиг. 6 и 7 показан рабочий модуль по фиг. 5 в открытом положении и в закрытом положении;
на фиг. 8 показана дополнительная альтернативная конфигурация рабочего модуля;
на фиг. 9 и 10 показан рабочий модуль по фиг. 8 в открытом положении и в закрытом положении;
на фиг. 11 показана альтернативная система для подводных работ;
на фиг. 12 показана еще одна альтернативная система для подводных работ;
на фиг. 13 показана система для указанных работ для выполнения операций внутри трубчатого объекта; и
на фиг. 14A-D показана операция ремонта точечного отверстия.
[0095] На фиг. 1 показано транспортное средство 1 для поворота и перемещения рабочего модуля 10 вокруг и вдоль удлиненного объекта 100. Удлиненный объект 100 в предпочтительном варианте реализации представляет собой трубчатый объект, например подводный трубопровод, такой как стояк. Однако другие удлиненные объекты могут представлять собой, например, подводные элементы, такие как ножки платформы, бетонные конструкции, строительные леса и тому подобное. Удлиненный объект может иметь любую форму поперечного сечения. Круговая форма наиболее распространена, но удлиненный объект 100 может иметь квадратную, многоугольную и т.д. форму поперечного сечения.
[0096] В целях иллюстрации нижеследующее обсуждение в целом относится к примеру стояков, но транспортное средство 1 будет иметь отношение ко всем видам удлиненных объектов 100.
[0097] Транспортное средство 1 содержит опорную конструкцию 2, обеспечивающую опору для транспортного средства 1, устройство 3 перемещения для перемещения вдоль удлиненного объекта 100 и дополнительное направляющее устройство 4 для поддержания положения транспортного средства 1 относительно удлиненного объекта 100. В этом варианте реализации рабочий модуль 10 переносят опорной конструкцией 2 транспортного средства 10.
[0098] Устройство 3 перемещения вместе с направляющими 4 выполнено с возможностью удержания опорной конструкции 2 на удалении от удлиненного объекта 100 для его перемещения поверх выпуклостей на удлиненном объекте 100.
[0099] Устройство 3 перемещения содержит два захватных манипулятора 3а, 3b. Каждый из захватных манипуляторов 3a, 3b имеет захватную часть с формой, подходящей для захвата удлиненного объекта 100, и участок манипулятора для удержания опорной конструкции 2 на удалении от удлиненного объекта 100. При зацеплении каждый из захватных манипуляторов 3a, 3b способен независимо нести полный вес транспортного средства 1.
[0100] Каждый из захватных манипуляторов 3a, 3b шарнирно установлен на опорной конструкции 2 таким образом, что обеспечивает возможность соответствующим захватным частям выполнять качание с удалением от удлиненного объекта 100. Это обеспечивает возможность захватным манипуляторам 3a, 3b проходить поверх любой выпуклости объекта для удлиненного объекта 100.
[0101] Первый захватный манипулятор 3а прикреплен к опорной конструкции 2 таким образом, что она не выполняет перемещение в осевом направлении удлиненного объекта 100. Второй захватный манипулятор 3b прикреплен к опорной конструкции 2 с возможностью перемещения относительно опорной конструкции 2 в осевом направлении стояка 10. Линейное исполнительное устройство соединено на одном конце со вторым захватным манипулятором 3b, а на другом конце с опорной конструкцией 2, для выполнения, таким образом, осевого перемещения второго захватного манипулятора 3b. Чтобы вызвать перемещение транспортного средства 1 вдоль удлиненного объекта 100 в направлении вниз на фиг.1 должна произойти следующая последовательность операций. Понятно, что обратная последовательность будет перемещать транспортное средство 1 в направлении вверх на фиг.1.
a. Первый захватный манипулятор 3a вступает в зацепление с удлиненным объектом 100 и захватывает его.
b. Второй захватный манипулятор 3b освобождает удлиненный объект 100 и выполняет качание в сторону, так что первый захватный манипулятор 3а несет вес транспортного средства 1.
c. Происходит втягивание исполнительного приспособления для принуждения второго захватного манипулятора 3b перемещаться в обход первого захватного манипулятора 3а в осевом направлении удлиненного объекта 100.
d. Второй захватный манипулятор 3b вступает в зацепление с удлиненным объектом 100 и захватывает его.
е. Первый захватный манипулятор 3а освобождает удлиненный объект 100 и выполняет сдвиг в сторону, так что второй захватный манипулятор 3b переносит вес транспортного средства 1.
f. Происходит выдвижение исполнительного приспособления, в результате чего опорная конструкция 64 выполняет перемещение вниз, перемещая первый захватный манипулятор 3а мимо второго захватного манипулятора 3b и возвращая транспортное средство 1 в его первоначальную конфигурацию.
[0102] Понятно, что один из захватных манипуляторов 3a, 3b входит в зацепление с удлиненным объектом 100 и захватывает его на каждом этапе перемещения. Каждый из захватных манипуляторов 3a, 3b выполнен так, что они не освобождают удлиненный объект 100 в случае сбоя электропитания. Таким образом, при сбое электропитания транспортного средства 1 оно не будет отсоединено от удлиненного объекта 100 или не будет выполнять перемещение вдоль удлиненного объекта 100.
[0103] Это быстрая и легкая операция перемещения обеспечивает возможность легкого прохождения транспортного средства 1 через выпуклости на удлиненном корпусе 100 без выполнения расцепления с удлиненным объектом 100.
[0104] Транспортное средство 1 также содержит множество направляющих 4 для выравнивания транспортного средства 1 с удлиненным объектом 100 и, следовательно, центрирования рабочего модуля 10 относительно удлиненного объекта 100. Каждая направляющая 4 содержит множество роликов, имеющих определенную форму для зацепления с удлиненным объектом 100. Ролики поддержаны направляющим манипулятором, который шарнирно соединен с коромыслом, прикрепленным к опорной конструкции 2. Направляющие манипуляторы удержаны в нейтральном положении, в котором направляющие манипуляторы удерживают ролики в контакте со стояком 100. При достижении направляющими выпуклости на удлиненном корпусе 100 происходит выталкивание роликов из нейтрального положения для обеспечения возможности их прохождения над выпуклостью. После прохождения происходит возврат роликов в свое нейтральное положение для зацепления с удлиненным объектом 100 с другой стороны.
[0105] Благодаря своей конструкции транспортное средство 1 способно достигать трубопровода 100 в любом месте по его длине. Транспортное средство 1 также может быть доставлено к месту его эксплуатации непосредственно любым транспортным средством или средством перевозки. Например, при его использовании под водой оно может быть перенесено и установлено подводным транспортным средством, таким как подводное транспортное средство с дистанционным управлением (ROUV) или водолазами.
[0106] Рабочий модуль 10 выполнен с возможностью выполнения операций над удлиненным объектом 100, таких как операция ремонта, операция технического обслуживания, операция установки или операция обновления. Более конкретно, рабочий модуль 10 выполнен с возможностью использования технологий аддитивного производства для выполнения операции.
[0107] Обратимся к фиг. 2-4; рабочий модуль 10 содержит корпус 20 для создания управляемой окружающей среды вокруг части удлиненного объекта 100.
[0108] Внутри корпуса 20 размещена система 30 позиционирования, несущая рабочий инструмент 40 для выполнения операции над удлиненным объектом 100 в управляемой окружающей среде. На фиг. 3 одна часть 20b корпуса 20 и двигатель 33 осевого перемещения скрыты для демонстрации деталей системы 30 позиционирования. На фиг. 4 показаны только система 30 позиционирования и рабочий инструмент 40.
[0109] Перед выполнением операции вокруг части удлиненного объекта 100 устанавливают управляемую окружающую среду с использованием корпуса 20 с управляемой окружающей средой. Корпус 20 имеет форму, предназначенную для окружения удлиненного объекта 100 с образованием уплотненной камеры между корпусом 20 и удлиненным объектом 100. После установки уплотненной камеры транспортное средство 1 способно отводить воду из уплотненной камеры и выполнять операцию на удлиненном объекте 100 с использованием рабочего инструмента 40.
[0110] Предполагают, что шланг-кабель может соединять транспортное средство 1 с поверхностью для подачи источника текучей среды для вытеснения воды из уплотненной камеры. Текучая среда может быть воздухом или другим газом, чистой водой, чистящей текучей средой или другим веществом. В некоторых альтернативных вариантах реализации транспортное средство 1 может содержать местный источник сжатого газа или другого вещества для подачи текучей среды.
[0111] Корпус 20 содержит две части 20a, 20b корпуса (см. фиг. 2). При зацеплении друг с другом вокруг удлиненного объекта 100 части 20а, 20b корпуса образуют уплотненную камеру. Части 20a, 20b корпуса по своей природе аналогичны тем, которые описаны в заявке WO2012/013847. Однако, вместо разделения посредством линейного перемещения части 20а, 20b корпуса разделены посредством вращательно перемещения вокруг оси 22 поворота. Таким образом, корпус 20 может быть полностью отцеплен от удлиненного объекта 100, что обеспечивает возможность прохождения транспортного средства 1 поверх выпуклостей или прикрепления /отсоединения от удлиненного объекта 100 в любом месте по его длине.
[0112] Корпус 20 удерживается рамой 5, прикрепленной к опорной конструкции 2.
[0113] Рама 5 имеет такую форму, что части 20а, 20b корпуса будут сомкнуты вокруг удлиненного объекта 100 при прикреплении к опорной конструкции 2 транспортного средства 1, которая удержана на заданном расстоянии от удлиненного объекта 100 посредством устройства 3 перемещения и направляющих 4. Однако следует понимать, что альтернативные типы конструкции могут быть использованы для поддержки и/или позиционирования корпуса 20.
[0114] Перемещением каждой из частей 20a, 20b корпуса управляет соответствующее исполнительное устройство 24a, 24b, прикрепленное между рамой 5 и каждой частью 20a, 20b корпуса, хотя могут быть использованы и другие технические решения. При нахождении в раздельном положении части 20а, 20b корпуса способны проходить выпуклость на стояке 100.
[0115] Корпус 20 предназначен для поддержания управляемой атмосферы вокруг зоны обработки труб, оснащен подходящими техническими решениями для соединения и управления текучей средой для обеспечения возможности удаления воды вокруг части стояка для обработки и управления атмосферой окружающей среды. Для выполнения уплотнения друг от друга по меньшей мере одна из частей 20а, 20b корпуса содержит уплотнение вдоль своих свободных краев. Уплотнение также предусмотрено для уплотнения корпуса 20 относительно удлиненного объекта 100, что может представлять собой пакет уплотнений. Пакет уплотнений может быть нужен, поскольку удлиненный объект 100 часто подвержен коррозии или износу и поэтому может иметь плохую поверхность для выполнения уплотнения.
[0116] Транспортное средство 1 также может быть выполнено с возможностью сбора и обработки утечек, например утечек содержимого из удлиненного объекта 100. Транспортное средство 1 также может собирать и обрабатывать мусор, образованный рабочим инструментом 40. Утечки и/или мусор могут быть захвачены корпусом 20 и извлечены любыми подходящими средствами извлечения.
[0117] Система 30 позиционирования содержит платформу 32, выполненную с возможностью перемещения вдоль направляющего рельса 34, соединенного с рамой 5. Платформа 32 имеет буртик 36, 38, предназначенный для частичного окружения удлиненного объекта 100 и установки рабочего инструмента 40 в необходимом осевом направлении и поворотном положении относительно удлиненного объекта 100. Система 30 позиционирования также показана на фиг. 2 и 3.
[0118] Платформа 32 может быть поступательно перемещена в осевом направлении относительно удлиненного объекта 100 посредством перемещения вдоль направляющего рельса 34 любым подходящим средством перемещения. Например, средство перемещения может быть приведено в перемещение двигателем 33 и может содержать колеса или ролики, устройство реечной передачи или тому подобное. Направляющий рельс 34 обеспечивает и направляет перемещение. В различных вариантах реализации могут быть использованы другие устройства для направления перемещения, такие как стержни, провода или узел, соединенный с самим удлиненным объектом 100. В других вариантах реализации могут быть использованы и другие технические решения, известные в данной области техники для обеспечения возможности перемещения, такие как колеса, зацепляемые непосредственно с удлиненным объектом 100.
[0119] Перемещение платформы вдоль направляющего рельса 34 может быть реализовано посредством специального двигателя 33 платформы, который переносит транспортное средство 1. В некоторых вариантах реализации платформа 33 может быть также или вместо этого выполнять перемещение просто посредством перемещения самого транспортного средства 1 относительно удлиненного объекта 100.
[0120] В показанном варианте реализации изобретения направляющий рельс 34 соединен с транспортным средством 1 и, в частности, с опорной рамой 5, посредством исполнительного устройства 35 для перемещения направляющего рельса 34 и платформы 32 в к удлиненному объекту 100 и в сторону от него. Это принуждает хомут, переносимый платформой 32, входить в зацепление с удлиненным объектом 100 и выполнять отсоединение от него. В одном варианте реализации весь модуль 10 соединен с рамой 5 посредством исполнительного устройства, так что модуль 10 может быть перемещен как единое целое от удлиненного объекта 100 и к нему.
[0121] В показанном варианте реализации части 20a, 20b корпуса 20 образуют уплотнение по краям направляющего рельса 34, так что направляющий рельс 34 образует часть корпуса 20, охватывающего уплотненную камеру. Однако, в других вариантах реализации направляющий рельс 34 может быть полностью заключен в уплотненную камеру корпуса 20.
[0122] Платформа 32 имеет буртик. Буртик содержит по меньшей мере поворотный С-образный элемент 36, называемый поворотным С-кольцом 36. Поворотное С-кольцо 36 предназначено для вращения вокруг удлиненного объекта 100, как будет объяснено ниже.
[0123] Буртик может также при необходимости содержать статический С-образный элемент 38, называемый статическим С-кольцом 38. Платформа 32 и статическое С-кольцо 38 могут быть выполнены как единое целое. При отсутствии статического С-кольца 38 поворотное С-кольцо 36 может в качестве альтернативы быть соединено непосредственно с платформой 32.
[0124] Описанные C-кольца 36, 38 представляют собой примеры опорных конструкций, имеющих выемки для приема удлиненного объекта 100, но следует понимать, что система 30 позиционирования не ограничена C-образными опорными конструкциями и может быть воплощена с использованием альтернативных опорных конструкций.
[0125] Поворотное C-образное кольцо 36 может быть направлено при вращении относительно удлиненного объекта 100 посредством вращательного устройства, соединенного со статическим C-образным кольцом 36 или платформой 32. Поворотное устройство для поворотного C-образного кольца 36 может содержать колеса или ролики, перемещаемые двигателем, реечную передачу, ремни или тому подобное.
[0126] Например, после зацепления и центрального относительного позиционирования системы 30 позиционирования вокруг удлиненного объекта 100 поворотное С-кольцо 36 может работать при повороте ремней посредством двигателя на статическом С-кольце 38, которое вращает шестерню на статическом C-образном кольце 38, входящую в зацепление с поворотной стойкой 13, закрепленной на поворотном C-образном кольце 36.
[0127] Хотя они не показаны, при известном уровне технике имеют место другие технические решения для обеспечения поворота поворотного С-кольца 36, такие как ремни, провода, гидравлические или электрические поршни. Может быть использовано любое подходящее альтернативное решение, известное в данной области техники, для поворота C-колец 36.
[0128] Поворотное С-образное кольцо 36 может выполнять вращение вокруг удлиненного объекта 100 с различными скоростями и в любом направлении, либо в одиночку или в сочетании с перемещением платформы 32. Точность положения или скорость поворота могут быть легко адаптированы для различных применений. Это обеспечивает возможность точного перемещения по заданной траектории рабочему инструменту 40, прикрепленному к поворотному кольцу 36.
[0129] В одном варианте реализации сигналы мощности и/или управления могут быть переданы на поворотное С-образное кольцо 36 посредством гидравлических шлангов, электрических кабелей или тому подобного. В этом случае поворотное С-образное кольцо 36 может работать в виде колебательного перемещения с серией перемещений в виде вращения с переменным направлением.
[0130] В одном варианте реализации энергия может быть сохранена «локально» на поворотном C-образном кольце 36 посредством электрических аккумуляторных батарей, гидравлических аккумуляторов, пневматических аккумуляторов, пружинных сил или тому подобного. В таком варианте реализации питание может быть подано на модули, которые все еще допускают непрерывный поворот поворотного C-образного кольца 36.
[0131] В одном варианте реализации сигналы питания и управления могут быть переданы на поворотное С-кольцо 36 посредством электрических, гидравлических, оптических или других контактных колец, известных в данной области техники. Локальный источник энергии также может быть установлен в статическом С-образном кольце 38 или в другом месте на транспортном средстве 1, и мощность передана на поворотное С-образное кольцо 36 посредством перечисленных выше решений.
[0132] В одном варианте реализации сигналы управления могут быть переданы на поворотное С-кольцо 36 с использованием технологии беспроводной связи.
[0133] Все комбинации вышеупомянутых вариантов реализации могут быть объединены, например, может быть реализовано питание от локального источника и дистанционно управляемое питание посредством оптического контактного кольца.
[0134] В одном варианте реализации рабочий модуль 10 используют для ремонта удлиненного объекта 100 с использованием технологий аддитивного производства, также известных как 3D-печать. Аддитивное производство относится к производству трехмерных конструкций посредством нанесения материала слой за слоем. В различных вариантах реализации материал может представлять собой полимерный материал, металл, бетон или другие материалы. Материал может быть нанесен в виде текучей среды, порошка или листового материала. Материал также может быть нанесен посредством дугового нанесения, например, такого, как используют при сварке.
[0135] Один конкретный способ аддитивного производства, который может быть особенно применим, известен как аддитивное производство с холодным распылением, что представляет собой разновидность аддитивного производства со струйным нанесением материала. Аддитивное производство с холодным распылением представляет собой осаждение порошкового материала на подложку с использованием сжатого газа, обычно со сверхзвуковой скоростью. Используемый сжатый газ, часто азот или гелий, находится под высоким давлением и при высокой температуре, например, до 70 бар и 1100°C. «Холодная» часть названия процесса связана с тем, что используемые порошки не расплавлены; вместо этого очень высокая скорость заставляет порошок пластифицироваться при ударе с образованием твердотельного металлургического соединения с подложкой.
[0136] Формование с холодным распылением имеет гораздо больший «размер пятна» (около 4 мм), чем в других технологиях аддитивного производства с синтезом на подложке. Поэтому оно лучше всего подходит для нанесения покрытий, таких как антикоррозийные или износостойкие покрытия, а также для восстановления размеров и ремонта.
[0137] Показанный рабочий модуль 10 может сталкиваться с различными трудностями вследствие условий эксплуатации на строительной площадке, таких как вибрации, проблемы с позиционированием вследствие сложной поверхности и вследствие того, что сопло не ориентировано вертикально вниз (как было бы типично при использовании внутри помещения). Аддитивное производство с холодным распылением особенно хорошо подходит для преодоления этих проблем, поскольку в нем используют относительно широкий распылитель, отсутствует необходимость точной установки относительно поверхности, а высокое давление газа означает, что его можно использовать при любой ориентации.
[0138] Рабочий инструмент 40 может быть выполнен с возможностью использования различных операций с различными материалами и производственными характеристиками без вмешательства человека. Например, сопло и/или материал подачи (например, в форме проволоки, порошка, текучей среды и т. д.) могут быть во время проведения одной и той же операции (например, в управляемой окружающей среде) заменены другими. Материал подачи может, например, быть снабжен стандартной емкостью в форме картриджа, который можно легко заменить.
[0139] Для выполнения операции сначала должна быть подготовлена компьютерная модель элемента, подлежащего ремонту или производству. Затем рабочий модуль 10 проверит поверхность удлиненного объекта 100 и определит, куда должен быть добавлен материал для получения нужной конструкции. Затем будет определена траектория аддитивного производства и системой 30 позиционирования будут управлять для перемещения рабочего инструмента 40 вдоль траектории для укладки или добавления последовательных слоев материала для изготовления конструкции.
[0140] Рабочий модуль 10 может быть использован для ремонта, создания или воссоздания фланцев трубы, поверхности трубы с ямками или других механических частей и/или приспособлений вне удлиненного объекта с использованием технологий аддитивного производства, причем в предпочтительном варианте реализации используют порошок металла. В одном примере рабочий модуль может быть использован для создания крючка для поддержания поплавка.
[0141] В одном примере рабочий модуль 10 может быть использован при выполнении ремонтных работ на работающем подводном трубопроводе. Этот способ включает перфорацию трубы и формирование тройника, крышки или пробки на перфорации. Затем различные воздействующие инструменты вставляют в трубу управляемым образом.
[0142] В качестве альтернативы известному способу воздействия через проточную линию для вставки инструментов, рабочий модуль 10 может быть использован для непосредственного изготовления тройника после одновременного внешнего и внутреннего уплотнения для управления аддитивным производством. Любое отверстие для фитинга или вставки (например, для датчиков) может быть создано с использованием такой технологии.
[0143] Рабочий модуль 10 может в качестве дополнения или альтернативы быть использован для ремонта, создания или воссоздания материала защитного покрытия, окружающего удлиненный объект 100, с использованием технологий аддитивного производства, в предпочтительном варианте реализации основанных на использовании полимерного порошка или полимерного листового материала. Например, такие покрытия обычно изготавливают из неопренового каучука или полиэтилена.
[0144] В другом варианте реализации рабочий модуль 10 может быть прикреплен к строящемуся трубопроводу 100, который может быть выполнен подводным или наземным. По мере добавления трубных блоков к уже установленному участку трубопровода рабочий модуль 10 может работать на каждом новом трубопроводном блоке. Например, рабочий модуль может наносить покрытие на трубный блок и/или рабочий модуль 10 может обрабатывать соединение между трубными блоками. Рабочий модуль 10 может, например, использовать комбинацию струйной очистки, распыления покрытия и окончательной обработки посредством окраски.
[0145] Поскольку система 30 позиционирования может выполнять перемещение и поворот, то комбинация обоих движений позволяет рабочему инструменту 40 достичь потенциально любой точки на части удлиненного объекта 100, заключенной в корпус. Таким образом, ее можно использовать для установки различных датчиков, таких как накладки датчиков, датчики вибрации или датчики деформации.
[0146] Она также может быть использована для установки в точных положениях нескольких меток продольного или поворотного положения для калибровки положения транспортного средства 1, модуля, перевозимого транспортным средством 1, или любого другого элемента, перемещаемого вдоль удлиненного объекта 100. Такая разметка положения обеспечивает возможность улучшения калибровки местоположения, облегчая программируемое, повторяемое, автоматическое позиционирование рабочего инструмента 40.
[0147] Должно быть понятно, что рабочий инструмент 40 может иметь несколько сопел для нанесения, соединенных с одной машиной для аддитивного производства, или в действительности может содержать несколько машин для аддитивного производства, каждая из которых содержит одно или более сопел. Таким образом, рабочий модуль 10 может быть способен наносить различные материалы по мере необходимости.
[0148] В предпочтительных вариантах реализации одна или более трубок могут соединять рабочий инструмент 40 с резервуаром осаждаемого материала. Затем удлиненный объект 100 будет обработан посредством колебания поворотного С-кольца 36 для перекрытия по меньшей мере 360° удлиненного объекта 100 без непрерывного поворота поворотного С-кольца 36, что способно очень быстро повредить подающую трубку. Например, поворотное С-кольцо 36 способно выполнять колебания на 180° в каждую сторону от положения покоя, но возможны другие режимы колебаний, которые легко запрограммировать на любом блоке управления.
[0149] В различных вариантах реализации рабочий модуль 10 может быть снабжен инструментом для очистки (не показано). Например, инструмент для очистки может быть прикреплен к системе 30 позиционирования. Инструмент для очистки может быть выполнен с возможностью удаления мусора с поверхности удлиненного объекта 100. В некоторых вариантах реализации, после нанесения химического покрытия на поверхность удлиненного объекта 100 инструмент для очистки может снимать покрытие с удлиненного объекта 100 для обеспечения хорошего сцепления при аддитивном производстве.
[0150] Может быть использовано любой подходящий инструмент для очистки. Например, в качестве инструмента для очистки может быть использована щетка или подобный чистящий элемент для удаления мусора с поверхности удлиненного объекта 100. Инструмент для очистки может в качестве дополнения или альтернативы использовать струи текучей среды, такой как воздух или вода, при необходимости также содержащие абразив (например, при пескоструйной обработке) для удаления материала с поверхности удлиненного объекта 100.
[0151] Хотя в предпочтительном варианте реализации инструмент для очистки расположен внутри корпуса и очистка в предпочтительном варианте реализации происходит после создания управляемой окружающей среды, следует понимать, что в альтернативных вариантах реализации модуль очистки может быть предусмотрен в другом месте на транспортном средстве 1 или в действительности может быть реализован отдельной системой. В некоторых вариантах реализации очистка может быть не нужна.
[0152] В предпочтительном варианте реализации системой 30 позиционирования управляют посредством блока управления (не показан) в виде компьютера, программируемой логической схемы (ПЛК), печатной схемы или любого электронного оборудования для обработки данных. Блок управления принимает сигналы всех типов входных сигналов от датчиков, для проверки, определения местоположения или оперативного управления системой 30 позиционирования или любым инструментом 40, переносимым системой 30 позиционирования, включая датчики отказа.
[0153] После обработки входных данных блок управления может, в свою очередь, адаптировать и оптимизировать работу системы 30 или инструмента 40, или он может инициировать сигнал тревоги в отношении другого оборудования обработки данных или оператора, присутствующего локально или удаленно. Он может управлять процедурами технического обслуживания или профилактической замены.
[0154] Блок управления может быть одиночным или могут иметь место несколько параллельных блоков или размещенных в цепочке команд типа главный-подчиненный. В качестве примера того, насколько сложной может быть иерархия управления, блоки управления могут быть следующими:
• в штаб-квартире операционной компании
• в местных офисах
• на транспортном средстве
• на многозадачном транспортном средстве по настоящему изобретению
• на модуле, выполняющем необходимую обработку
• на датчике, установленном на модуле.
[0155] Но не все эти блоки управления необходимы.
[0156] Корпус 20 и/или инструмент 40 могут иметь свои собственные блоки управления, отличные от блоков системы 30 позиционирования. Эти блоки управления могут быть выполнены ведомыми по отношению к главному центральному блоку управления. Блоки управления могут быть выполнены встроенными или удаленными, и все телекоммуникационные технические решения современного уровня техники могут быть использованы для настоящего изобретения, например, между расположенным в открытом море местным операционным центром и расположенным на берегу операционным центром.
[0157] В случае наличия корпуса 20 блок(-и) управления способен управлять окружающей средой, окружающей инструмент 40. Блок(-и) управления также способен измерять и/или контролировать поток экстракции, количество летучих элементов, уровень влажности, температуру и т.д.
[0158] Все блоки, блоки управления, механические и гидравлические блоки, датчики и т.д. могут быть запитаны от электромагнитных, механических, пневматических или гидравлических источников или от любого другого подходящего источника энергии, известного в данной области техники.
[0159] Некоторые или все устройства могут получать питание от автономных блоков батарей. Или некоторые блоки также могут получать питание, например, от гидравлической энергии, вырабатываемой в удлиненном объекте 100, или, например, от микротурбины.
[0160] Все линии питания и управления могут быть беспроводными или проводными. Проводные соединения могут быть выполнены в виде электрических или оптических кабелей. Соединения и принадлежности также могут быть выполнены пневматическими, гидравлическими или непосредственно механическими.
[0161] В предпочтительном варианте реализации транспортное средство 1 и рабочий модуль 10 выполнены автоматизированными. Таким образом, транспортное средство 1 может быть в состоянии выполнить автоматический ремонт удлиненного объекта 100. Понятно, что одно или оба из транспортного средства 1 и/или рабочего модуля 10 могут в некоторых вариантах реализации быть управляемы и/или эксплуатируемы дистанционно, или могут быть реализованы гибридные технические решения (например, водолаз может управлять рабочим инструментом 40 посредством терминала ручного управления).
[0162] Хотя первый взятый в качестве примера рабочий модуль 10 показан на фиг. 1-4, могут быть использованы различные другие рабочие модули.
[0163] На фиг. 5-7 показан второй вариант реализации рабочего модуля 50. В этом варианте реализации рабочий модуль содержит корпус 52 с конструкцией, аналогичной конструкции корпуса 20 первого рабочего модуля 10. Однако, во втором варианте реализации рабочий модуль 50 использует другое расположение системы 54 позиционирования.
[0164] В этом варианте реализации система 54 позиционирования содержит осевой направляющий рельс 56, прикрепленный к каждой из частей 52a, 52b корпуса, который проходит, по существу, параллельно удлиненному объекту 100, и кольцевой направляющий рельс 58, способный к перемещению вдоль осевых направляющих рельсов 56. Подходящие средства могут быть использованы для перемещения кольцевого направляющего рельса 58 вдоль осевых направляющих рельсов 56. Например, может быть использовано устройство реечной передачи.
[0165] Рабочий модуль 60 прикреплен к кольцевому направляющему рельсу 58 для выполнения поворота относительно удлиненного объекта 100. Это может быть достигнуто либо посредством поворота рабочего модуля относительно кольцевого направляющего рельса 58, либо посредством поворота всего кольцевого направляющего рельса 58.
[0166] Кольцевой направляющий рельс 58 выполнен в виде двух полукруглых рельсов, при этом один полукольцевой рельс прикреплен к каждому осевому направляющему рельсу 56. Таким образом, при расхождении в сторону частей 52а, 52b корпуса для отцепления от удлиненного объекта, как показано на фиг. 7, происходит отделение кольцевого направляющего рельса 58, что обеспечивает возможность отсоединения модуля 50 от удлиненного объекта 100.
[0167] Рабочий инструмент 60 работает по существу таким же образом, как и рабочий инструмент 40 по первому варианту реализации настоящего изобретения.
[0168] Хотя проиллюстрированный вариант реализации показывает фиксированные осевые направляющие рельсы 56 и способные к осевому перемещению кольцевые направляющие рельсы 58, следует понимать, что альтернативная конфигурация может содержать неподвижные кольцевые направляющие рельсы 58 и способные к поворотному перемещению осевые направляющие рельсы 56, причем рабочий инструмент 60 прикреплен к осевому направляющему рельсу 56.
[0169] В этом варианте реализации рама 6 для установки рабочего модуля 50 на транспортное средство 1 показана в виде неподвижной рамы, поскольку отсутствует необходимость отсоединения системы 54 позиционирования от удлиненного объекта 100 отдельно от корпуса 52. Однако, при необходимости может быть использована способная к активизации рама, аналогичная раме 5 первого варианта реализации.
[0170] На фиг. 8 - 10 показан третий вариант реализации рабочего модуля 70. В этом варианте реализации рабочий модуль содержит корпус 72 с конструкцией, аналогичной конструкции корпуса 52 второго рабочего модуля 50. Однако третий вариант реализации рабочего модуля 70 не содержит систему позиционирования внутри корпуса 72. Вместо этого в этом варианте рабочий инструмент 74 статически прикреплен к корпусу 52 и выполняет вращение вокруг удлиненного объекта 100 посредством поворота всего рабочего модуля 70.
[0171] Рабочий инструмент 74 работает по существу таким же образом, как и рабочий инструмент 40 по первому варианту реализации. В некоторых вариантах реализации рабочий инструмент 74 может содержать сопло, способное к ограниченной степени движения. Например, хотя сопло может не иметь возможности выполнения полного вращения вокруг удлиненного объекта 100, сопло может быть способно к перемещению на небольшое расстояние в осевом и круговом направлениях. Таким образом, сопло способно выполнять операцию аддитивного производства на локальной части удлиненного объекта. Для определенных операций этого может быть достаточно или это может быть объединено с поворотом рабочего модуля 70, например, при выполнении локализованной операции в одной области с последующим поворотом модуля 70 и выполнением другой локализованной операции в другой области.
[0172] В одном варианте реализации рабочий инструмент 74 может быть прикреплен к осевому направляющему рельсу в корпусе 70. Таким образом, рабочий инструмент 74 может быть способен с перемещению в осевом направлении внутри корпуса 72, но имеет лишь ограниченные возможности поворота.
[0173] Рама 6 для крепления рабочего модуля 70 к транспортному средству 1 представляет собой неподвижную раму, как во втором варианте реализации. Однако при необходимости может быть использована способная к активизации рама, аналогичная раме 5 первого варианта реализации.
[0174] На фиг. 11 показан четвертый вариант реализации рабочего модуля 90, прикрепленного к транспортному средству 80. Транспортное средство 80 работает по существу таким же образом, как транспортное средство 1 первого варианта реализации, причем элементы транспортного средства 80 четвертого варианта реализации, которые соответствуют элементам транспортного средства 1 первого варианта реализации, обозначены соответствующими позиционными обозначениями, но увеличенными на 80.
[0175] В этом варианте реализации рабочий инструмент 90 прикреплен непосредственно к транспортному средству 80 при отсутствии какого-либо корпуса. Рабочий модуль работает аналогично рабочему инструменту 74 третьего варианта реализации. Кроме того, как и в третьем варианте реализации, рабочий инструмент 74 способен к осевому перемещению относительно транспортного средства 80. Понятно, что рабочие инструменты, содержащие системы позиционирования, такие как в первом и втором вариантах реализации, также могут быть прикреплены непосредственно к транспортному средству 80 без корпуса.
[0176] Хотя описанные варианты реализации иллюстрируют рабочие инструменты, которые используют осевое и кольцевое / круговое перемещение вокруг удлиненного объекта 100, следует понимать, что могут быть использованы другие системы позиционирования. Например, рабочий инструмент может быть прикреплен к роботизированному манипулятору или другому подобному устройству, способному к свободному перемещению в уплотненной камере.
[0177] Должно быть понятно, что любая подходящая система координат может быть использована для управления или определения положения рабочего инструмента. Например, положение рабочего инструмента может быть управляемо с использованием координат x, Θ (относящихся к осевому положению и угловому положению) или с использованием координат x,s (относящихся к осевому положению и окружному расстоянию вокруг удлиненного объекта). При управлении расстоянием от рабочего инструмента до удлиненного объекта положение может быть определено с использованием координат x, Θ, r или координат x, s, r, то есть, с дополнительным управлением радиальным расстоянием r от удлиненного объекта. Это расстояние может быть определено как расстояние от конкретной точки, например, от поверхности удлиненного объекта или оси удлиненного объекта, и может быть использована любая единица, например, величина толщины слоев. Кроме того, положение рабочего инструмента, конечно, может быть управляемо или определено с использованием координат x, y, z (трехмерных декартовых координат).
[0178] Рабочий инструмент можно перемещать ступенчато, например, с использованием шагового двигателя или тому подобного, или можно перемещать непрерывно. Положение рабочего инструмента может быть определено аналитически, например, посредством вычисления прогнозируемого положения рабочего инструмента на основе команд перемещения, отправленных на позиционирующее устройство, или оно может быть измерено посредством датчиков, таких как камеры или тому подобное. При измерении положения рабочего инструмента рабочий инструмент может использовать обратную связь для корректировки положения рабочего инструмента.
[0179] Хотя показанные рабочие модули показаны прикрепленными к транспортным средствам 1, 80, которые выполняют перемещение в осевом направлении вдоль удлиненного объекта 100, следует понимать, что могут быть использованы другие транспортные средства. Например, рабочие модули могут быть вместо этого прикреплены к подводному транспортному средству с дистанционным управлением (ROUV).
[0180] В других вариантах реализации рабочие модули могут быть использованы изолированно, например, рабочий модуль может быть установлен водолазом или отдельным транспортным средством. Этот модуль затем способен выполнить необходимую операцию перед удалением. В такой ситуации, например, модуль может быть прикреплен к раме, которая присоединена непосредственно к удлиненному объекту, но не обеспечивает какой-либо транспортной функции, или действительно модуль может выдерживать свой собственный вес после зацепления с удлиненным объектом.
[0181] Хотя описанная система предназначена для использования с удлиненным объектом, следует понимать, что система может быть модифицирована для выполнения операций аддитивного производства на подводном объекте любой формы.
[0182] Кроме того, в дополнительном варианте реализации рабочий модуль 10 может быть использован для изготовления элементов отдельно от удлиненного объекта. Таким образом, рабочий модуль может обеспечить подводный цех аддитивного производства для производства элементов в подводных условиях. Например, модуль может быть реализован в виде статической конструкции на морском дне или погружен в другое место в жидкости для производства детали, которая будет использована/установлена вблизи него. Например, для установки таких элементов можно использовать дистанционно управляемое подводное транспортное средство или аналогичное средство, которое полностью независимо от оборудования цеха.
[0183] Хотя описанная система подходит для использования в подводных условиях, следует понимать, что описанная конфигурация может найти применения в других, не подводных окружающих средах.
[0184] Например, описанная система может быть особенно полезна для выполнения операций в зоне воздействия брызг, например, на морской платформе. Термин «зона воздействия брызг» относится к переходу от воздуха к воде, то есть, к ситуации непосредственного взаимодействия волн с объектом. Обычно объекты в зоне воздействия брызг подвержены значительным динамическим нагрузкам. В таких ситуациях корпус 10 может обеспечивать управляемую окружающую среду, все же обеспечивающую возможность аддитивного производства. Корпус 10 также может защищать область ремонта от повреждения волнами до тех пор, пока она полностью не застынет, не высохнет, не затвердеет и т. д.
[0185] В дополнительных примерах реализации описанная система может быть использована для выполнения операций на неподводных участках объекта, который, по меньшей мере частично, расположен под водой. Такие объекты могут включать стояки или аналогичные удлиненные подводные объекты, переходящие из-под воды в верхнюю часть, например, часть стояка в зоне воздействия брызг или часть стояка между зоной воздействия брызг и полом платформы. Дополнительные примеры могут включать в себя морские вышки, такие как конструкция типа лонжерона, например, для морской ветряной турбины.
[0186] В некоторых вариантах реализации система может даже быть использована для конструкций, которые по существу находятся в неподводных условиях. Например, объект может представлять собой трубу, башню, дымоход, строительные леса, резервуар, танк, градирню и т.д.
[0187] Они могут быть расположены сверху, например, на морской платформе или в другом месте на суше.
[0188] Хотя в предпочтительном варианте реализации корпус 20 имеет в целом цилиндрическую форму, охватывающую удлиненный объект 100, корпус может иметь другие конфигурации в зависимости от природы объекта. Например, операция может быть выполнена на по существу плоской части объекта. Для таких ситуаций корпус может иметь форму вогнутой оболочки, такую как полусфера, полуцилиндр и т. д., которая может быть выполнена с возможностью уплотнения относительно объекта и создания уплотненной камеры вокруг части объекта, в которой должна быть выполнена операция.
[0189] Это может быть полезно для выполнения операций на более крупных конструкциях, таких как резервуар или другую емкость. Как указано выше, такие конструкции могут быть расположены под водой или в неподводных ситуациях.
[0190] На фиг. 12 показан пятый вариант реализации, содержащий рабочий инструмент 92, прикрепленный к транспортному средству 80. Транспортное средство 80 выполнено, по существу, таким же, как в четвертом варианте реализации. Однако, в этом варианте реализации рабочий инструмент представляет собой средство аддитивного производства, прикрепленное к роботизированному манипулятору.
[0191] Роботизированный манипулятор показан прикрепленным в фиксированном положении к транспортному средству 80 без корпуса. Однако, следует понимать, что в альтернативных вариантах реализации роботизированный манипулятор может быть установлен внутри корпуса, такого как в первом, втором и третьем вариантах реализации, и/или роботизированный манипулятор может быть установлен на платформе, обеспечивающей поступательное движение, поворотное движение или круговое движение или любое другое подобное движение.
[0192] Роботизированный манипулятор обеспечивает возможность регулировки относительного угла оси сопла для аддитивного производства относительно производственной поверхности. Это может представлять особый интерес при использовании способов аддитивного производства с струйным нанесением или распылительным нанесением.
[0193] Другое техническое решение для переноса и управления движением рабочего инструмента для аддитивного производства можно найти в заявке WO 2012/013847. Со ссылкой на фиг. 3 из заявки WO 2012/013847, ролик 24 направляется коленчатым колесом 31 вокруг трубы, в то время как поступателньое движение обеспечено посредством перемещения всего устройства вдоль трубы. Заменив ролик средством для аддитивного производства, можно использовать более раннее техническое решение для держателя по заявке WO 2012/013847 для операций аддитивного производства.
[0194] На фиг. 13 показан альтернативный вариант реализации транспортного средства 201 для выполнения аддитивного производства на удлиненном трубчатом объекте 200. В этом варианте реализации транспортное средство 201 способно выполнять операцию аддитивного производства на внутренней поверхности объекта 200.
[0195] Транспортное средство 201 выполнено с в целом удлиненным корпусом, на котором установлены колеса 202. Колеса 202 отклонены от корпуса так, что они зацеплены с внутренними стенками объекта 200. Колеса ориентированы, по меньшей мере, в двух непараллельных плоскостях, так что корпус поддержан в центре трубчатого объекта 200.
[0196] Транспортное средство 201 несет рабочий модуль 210, выполненный с возможностью выполнения операции аддитивного производства на внутренней поверхности объекта 200. Следует отметить, что показанное транспортное средство 201 представляет собой просто пример и может быть использовано любое подходящее средство приведения в перемещение рабочего модуля 210. Такие транспортные средства хорошо известны в трубопроводной промышленности и их в настоящее время используют для целей проверки или технического обслуживания (например, для очистки).
[0197] Рабочий модуль 210 содержит два уплотнения 220. Уплотнения 220 могут быть выполнены складными для предотвращения зацепления со стенками трубчатого объекта 200 во время транспортировки. При развертывании уплотнения входят в зацепление с внутренними стенками трубчатого объекта 200 и внешней поверхностью корпуса транспортного средства 201. Это создает уплотненную камеру между двумя уплотнениями 220.
[0198] Между двумя уплотнениями 220 расположен рабочий модуль 240. Рабочий модуль 240 прикреплен к транспортному средству 201 посредством системы 230 позиционирования. Система позиционирования содержит два круглых направляющих рельса 230, прикрепленных к транспортному средству 201, и рабочий модуль 240 выполненный с возможностью перемещения по круговой траектории вдоль этих направляющих рельсов 230. Хотя показаны два направляющих рельса, понятно, что в некоторых вариантах реализации может быть использован один рельс.
[0199] Кроме того, круглые направляющие рельсы 230 прикреплены к ориентированным в осевом направлении направляющим рельсам (не показаны), прикрепленным к транспортному средству 201, так что круглые направляющие рельсы 230 могут выполнять перемещение в осевом направлении вдоль транспортного средства 201.
[0200] Показанная система 230 позиционирования работает по существу таким же образом, что и система 54 позиционирования, показанная на фиг. 5, за исключением того, что она расположена внутри трубчатого объекта 200, а не вокруг трубчатого объекта 100, и рабочий модуль 240 ориентирован наружу, а не внутрь.
[0201] При выполнении операции аддитивного производства транспортное средство 201 работает по существу таким же образом, как транспортное средство 1 по первому варианту реализации. В частности, после создания уплотненной камеры происходит откачивание уплотненной камеры и заполнение ее инертным газом. При необходимости, воду или другую жидкость можно залить в уплотненную камеру перед заполнением ее инертным газом для вытеснения любого оставшегося углеводородного газа, поскольку он способен представлять опасность взрыва.
[0202] После заполнения уплотненной камеры инертным газом система 230 позиционирования управляема для перемещения рабочего инструмента 240 по траектории с осаждением материала необходимой формы.
[0203] Хотя это не показано, в предпочтительном варианте реализации транспортное средство 201 снабжено инструментами для проверки для выполнения проверки поверхности перед началом операции по отображению траектории на реальную поверхность трубчатого объекта 200. Инструменты для проверки также можно использовать для проверки качества ремонта или новой конструкции после завершения процесса аддитивного производства.
[0204] Хотя это также не показано, транспортное средство 201 также может содержать инструменты для очистки поверхности перед выполнением процесса аддитивного производства. Инструменты очистки способны удалять коррозию или существующие поверхностные покрытия для обеспечения способности прилипания нового материала к существующей конструкции в процессе аддитивного производства. Система также может содержать инструменты для сглаживания или огрубления поверхности, что необходимо при подготовке к операции аддитивного производства.
[0205] Хотя это не показано, транспортное средство 201 также может содержать модуль чистовой обработки.
[0206] Модуль чистовой обработки может быть перенесен держателем. В предпочтительном варианте реализации модуль чистовой обработки способен выполнять чистовую обработку внутренней поверхности после выполнения операции аддитивного производства, такую как чистка или полировка. Чистовая обработка может представлять собой абразивную очистку и/или химическую очистку. Взятые в качестве примера способы чистовой обработки могут включать в себя одно или более из: промывки, травления, очистки, шлифования, (жидкой) струйной очистки и (твердой) абразивной струйной очистки и нанесения покрытия. Покрытие может быть нанесено кистью и/или посредством распыления. Покрытие может быть полимерным покрытием, твердым покрытием, например эпоксидного типа, или мягким покрытием, например, из синтетического каучука.
[0207] Хотя предпочтительный вариант реализации содержит уплотнения 220, прикрепленные к транспортному средству 201, следует понимать, что они не обязательны. Например, отдельные уплотнения могут быть предусмотрены над и/или под транспортным средством 201 или в некоторых вариантах реализации весь трубчатый объект может быть уплотнен на своих концах для управления окружающей средой в нем. В других вариантах реализации уплотнение не может быть использовано на одном или обоих концах. Например, после отвода любой жидкости или перед его заполнением трубчатый объект может просто содержать воздух и/или быть открытым в атмосферу.
[0208] На фиг. 14А-14D показан взятый в качестве примера процесс, посредством которого ремонтная операция может быть выполнена на повреждении в виде малого отверстия с использованием технологий аддитивного производства.
[0209] Повреждение в виде малого отверстия в стенке трубы показано на фиг. 14А. При обнаружении и определении расположения повреждения в виде малого отверстия в стенке трубы система установит уплотненную камеру вокруг повреждения в виде малого отверстия (что может потребовать как внешнего, так и внутреннего уплотнения в случае подводного трубопровода). Эта уплотненная камера позволит стабильно управлять окружающей средой.
[0210] Затем повреждение в виде малого отверстия обрабатывают до большего конуса, как показано на фиг. 14B.
[0211] После обработки повреждения в виде малого отверстия до большего конуса его затем ремонтируют с использованием аддитивного производства. Например, как показано на фиг. 14C, коническое отверстие может быть заполнено в ходе процесса аддитивного производства с холодным струйным нанесением. Хотя это не показано, поверхность холодного струйного нанесения может быть при необходимости отполирована и/или покрыта соответствующим образом.
[0212] При необходимости, как показано на фиг. 14D, пластина для фиксации фона может быть установлена (привинчена, приклепана или в предпочтительном варианте реализации приварена) на противоположной стороне стенки трубы. Эта фоновая пластина может обрамлять и ограничивать расширение холодной струи.
[0213] В приведенном выше примере будет понятно, что может быть необходимо уплотнение как внутри, так и снаружи стенки трубы. Это может быть выполнено соответствующими внутренними и внешними системами ремонта, показанными на предыдущих чертежах. При необходимости ремонт может быть выполнен одной из систем, или каждая система может выполнять часть ремонта, то есть неисправность может быть устранена как внутри трубопровода, так и снаружи трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБОРУДОВАНИЕ ПОДВОДНОГО МОРСКОГО УСТЬЯ СКВАЖИНЫ, СОДЕРЖАЩЕЕ УСТРОЙСТВО КОНТРОЛЯ | 2011 |
|
RU2574228C2 |
| ОБОРУДОВАНИЕ ПОДВОДНОГО МОРСКОГО УСТЬЯ СКВАЖИНЫ | 2011 |
|
RU2582525C2 |
| ИНСТРУМЕНТ ДЛЯ РАБОТЫ НА СТЕНКЕ ТРУБОПРОВОДА И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2015 |
|
RU2717177C2 |
| ПРОИЗВОДСТВО В СРЕДАХ С МИКРОГРАВИТАЦИЕЙ И ИЗМЕНЯЮЩИМИСЯ ВНЕШНИМИ СИЛАМИ | 2014 |
|
RU2611533C1 |
| РАБОЧИЙ МОДУЛЬ ДЛЯ ПРОВЕДЕНИЯ ПОДВОДНЫХ ВНУТРИСКВАЖИННЫХ РАБОТ | 2011 |
|
RU2566880C2 |
| ПОДВОДНАЯ СКВАЖИННАЯ ГИДРАВЛИЧЕСКАЯ СИСТЕМА | 2014 |
|
RU2638492C2 |
| СТЕРЕОЛИТОГРАФИЧЕСКОЕ УСТРОЙСТВО АДДИТИВНОГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2810685C2 |
| УНИВЕРСАЛЬНАЯ САМОХОДНАЯ СПУСКАЕМАЯ СИСТЕМА ОБСЛЕДОВАНИЯ И РЕМОНТА ОБЪЕКТОВ ГИДРОТЕХНИЧЕСКОЙ ИНФРАСТРУКТУРЫ | 2011 |
|
RU2468960C1 |
| АВТОНОМНАЯ ПОДВОДНАЯ СИСТЕМА ДЛЯ ЧЕТЫРЕХМЕРНОГО МОНИТОРИНГА ОКРУЖАЮЩЕЙ СРЕДЫ | 2012 |
|
RU2590800C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ПЛАСТА (ВАРИАНТЫ) | 2005 |
|
RU2378511C2 |
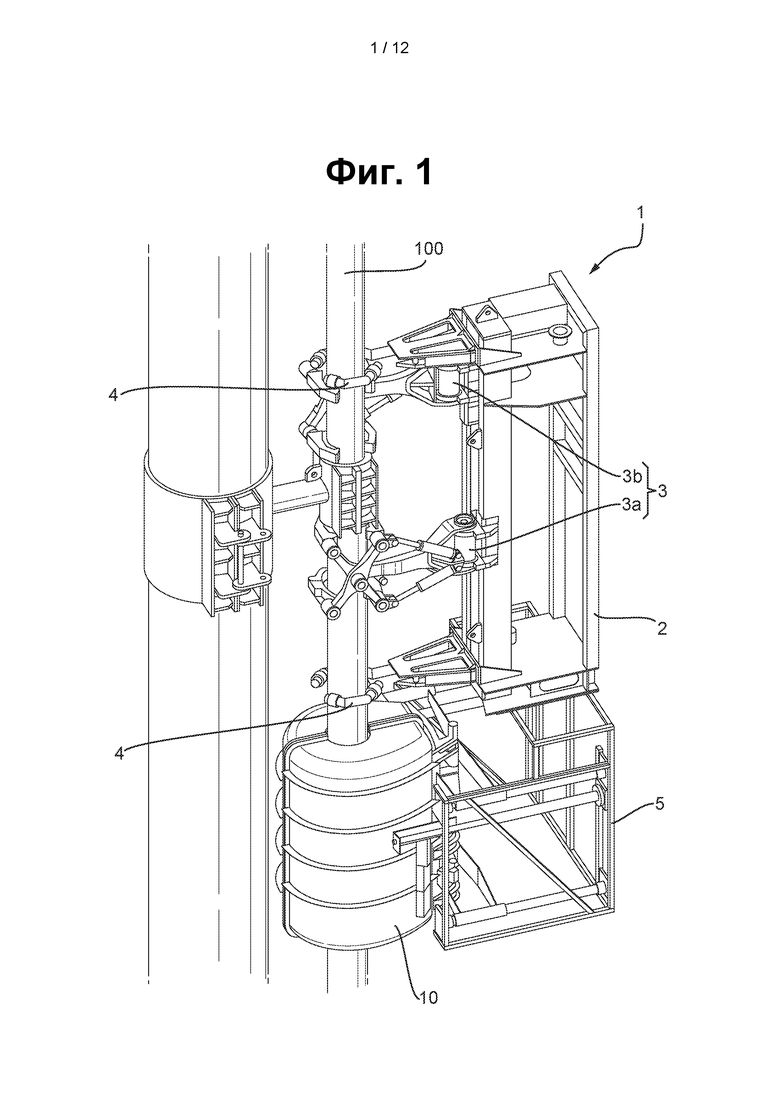
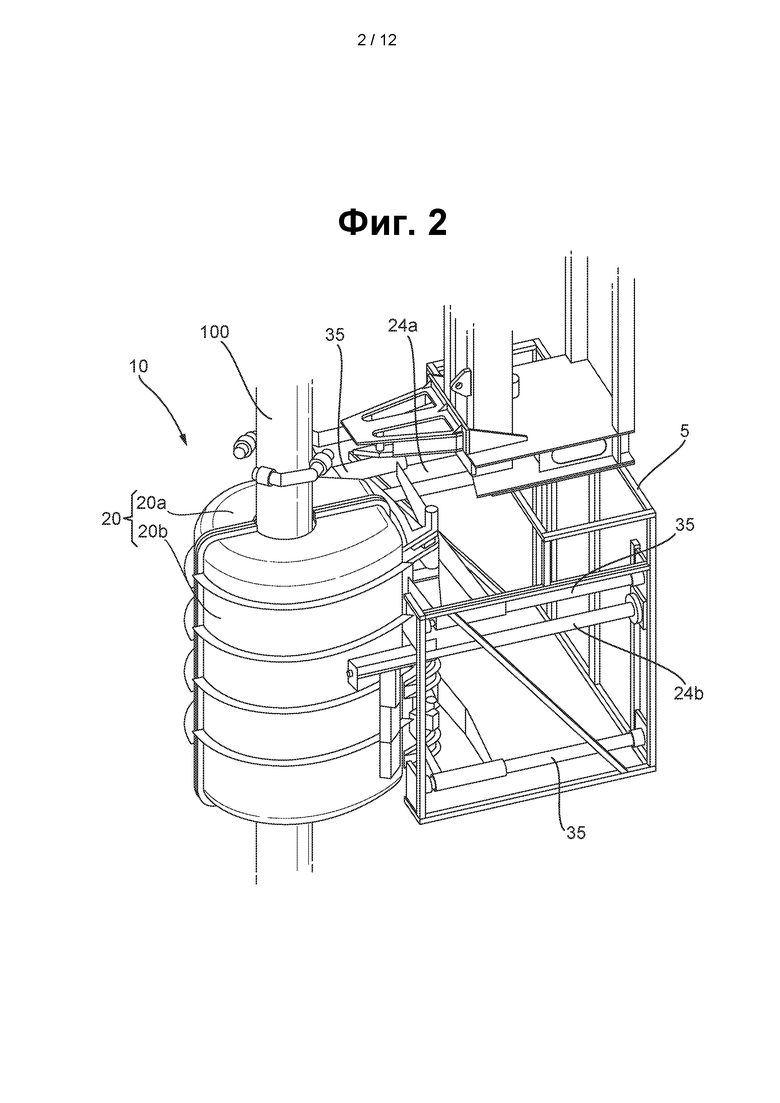
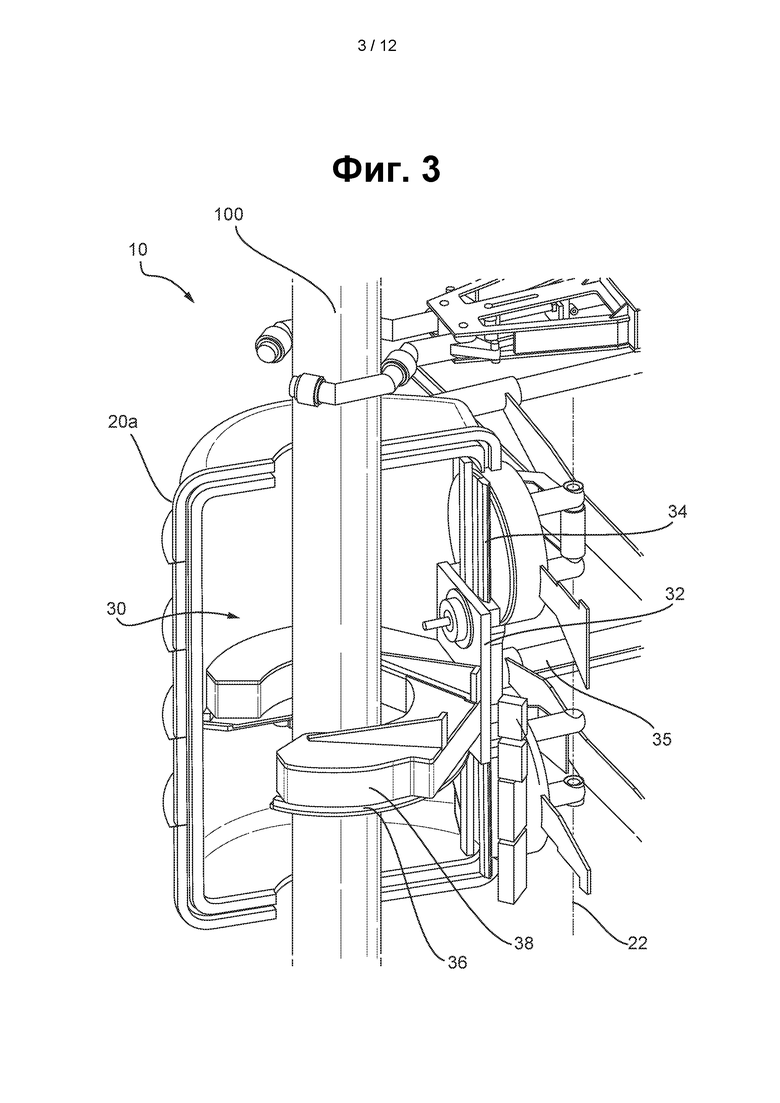
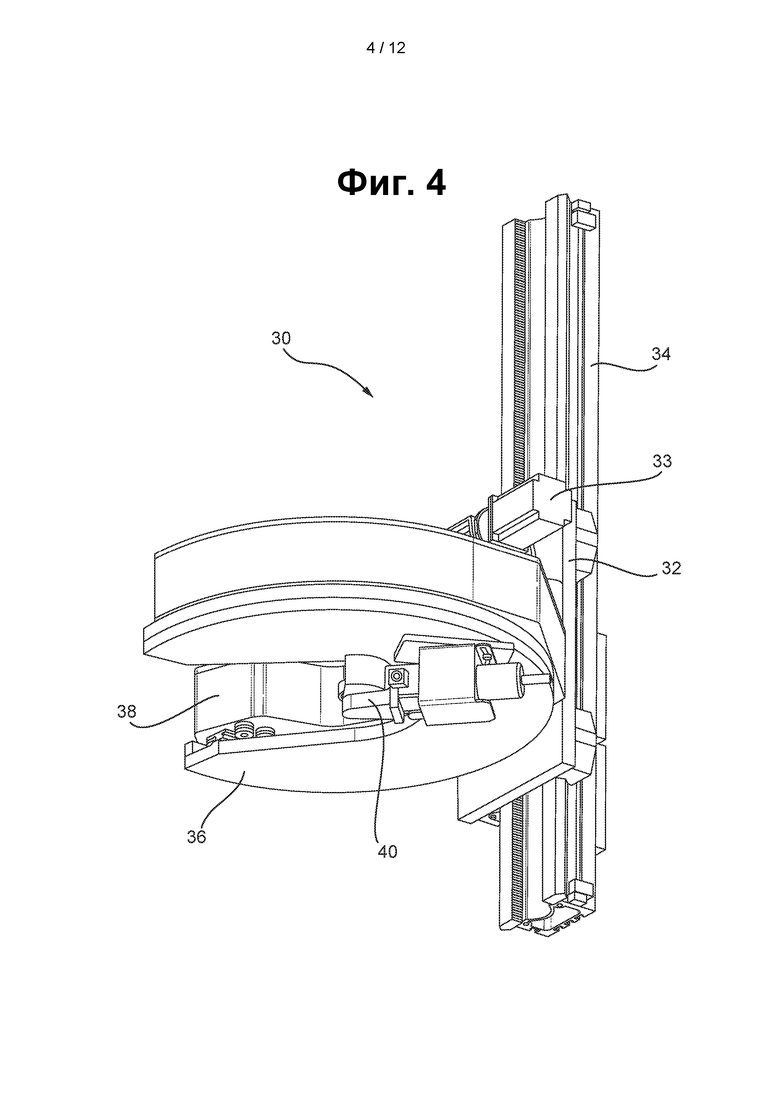
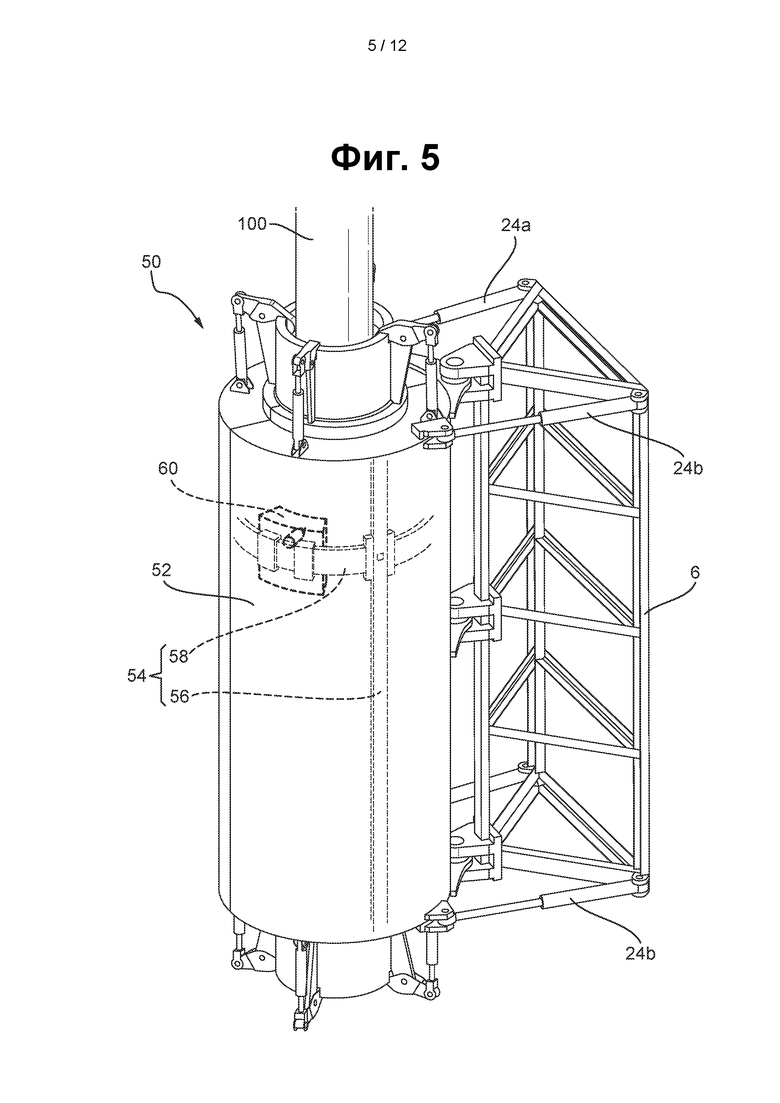
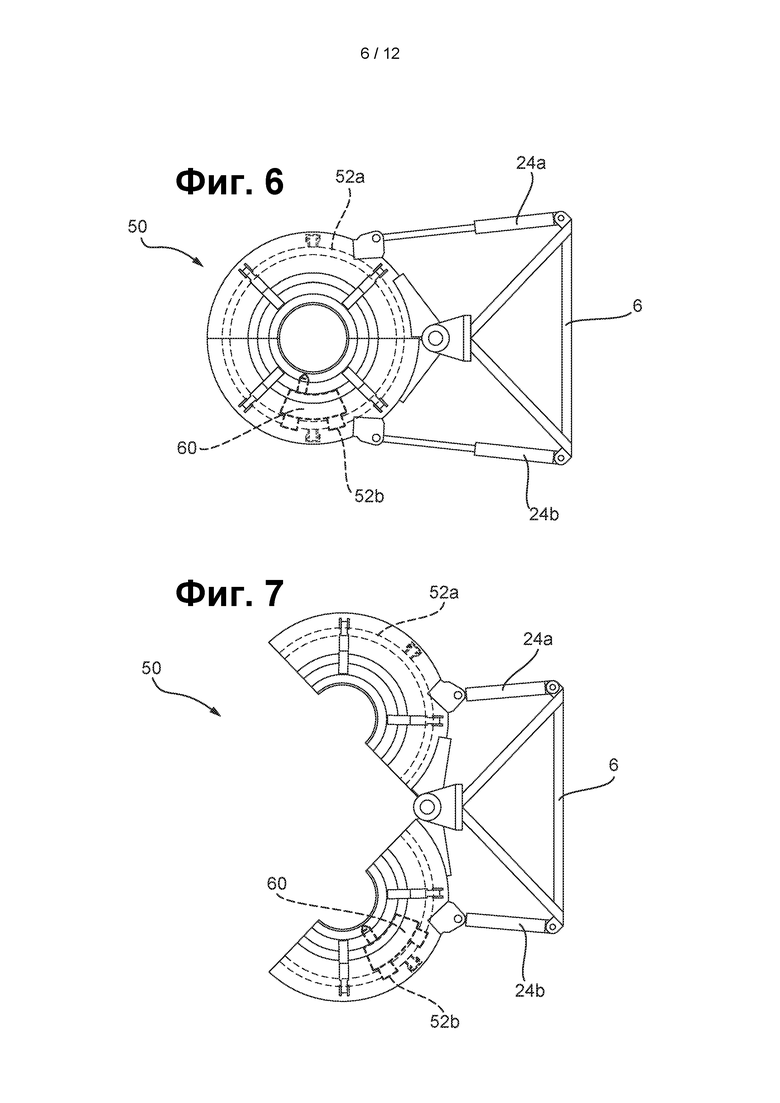
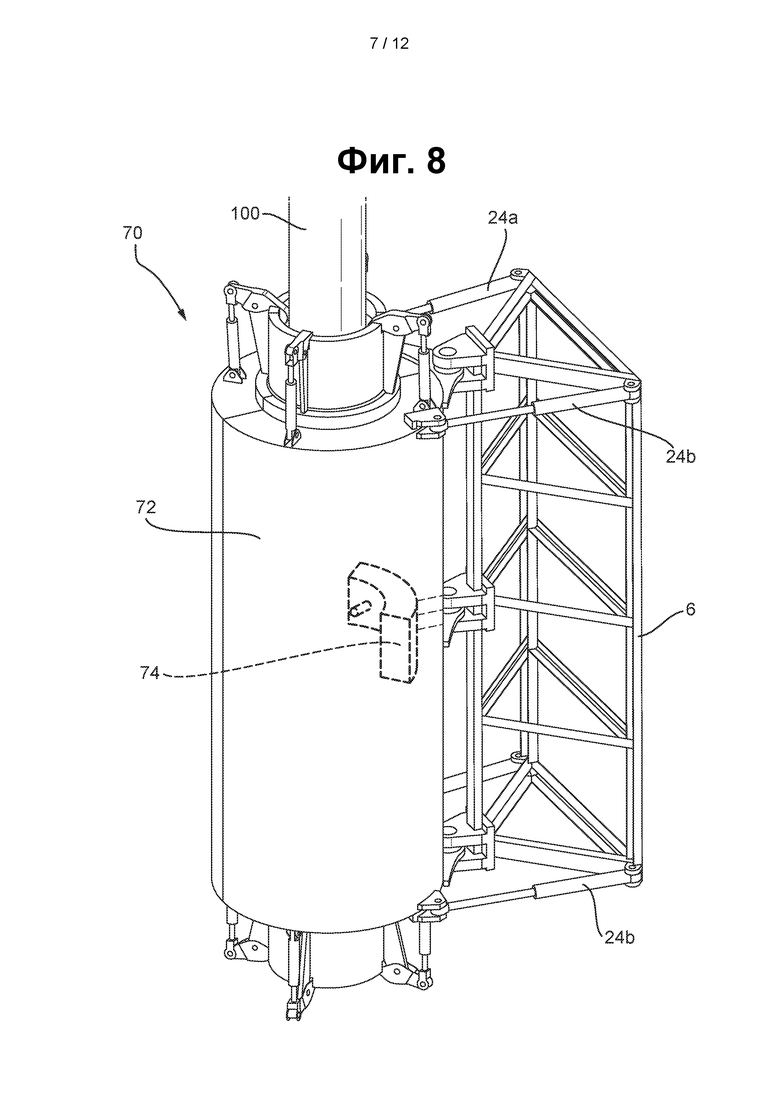
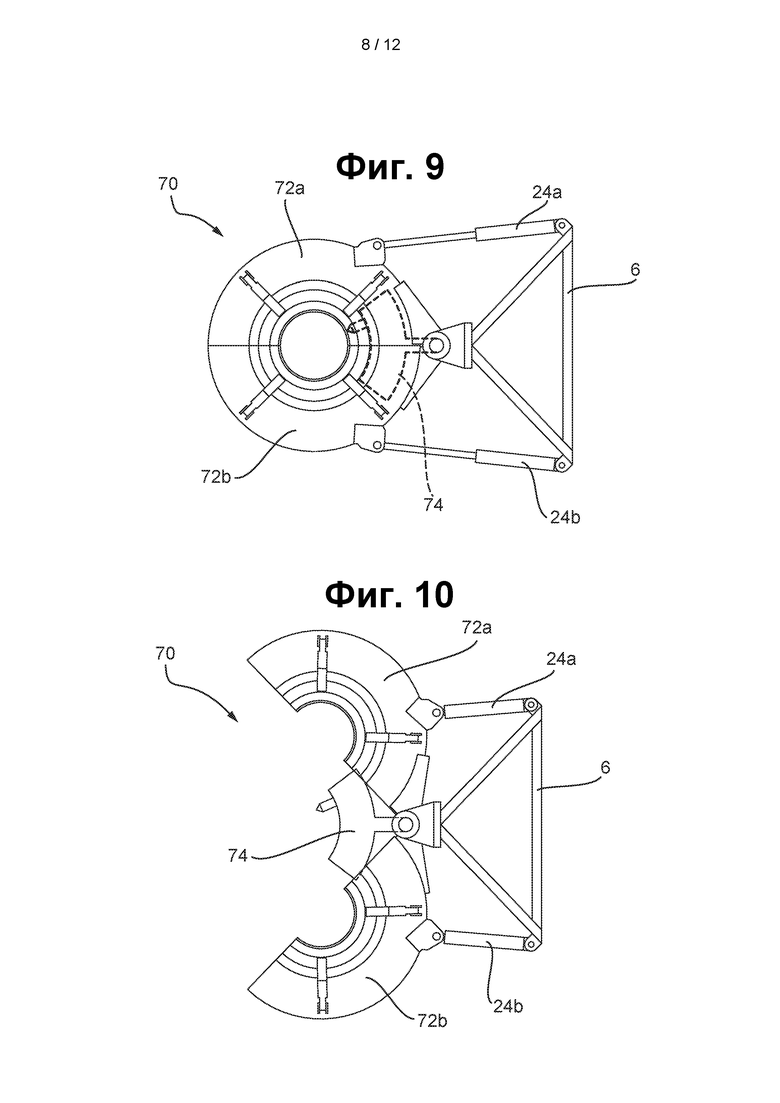
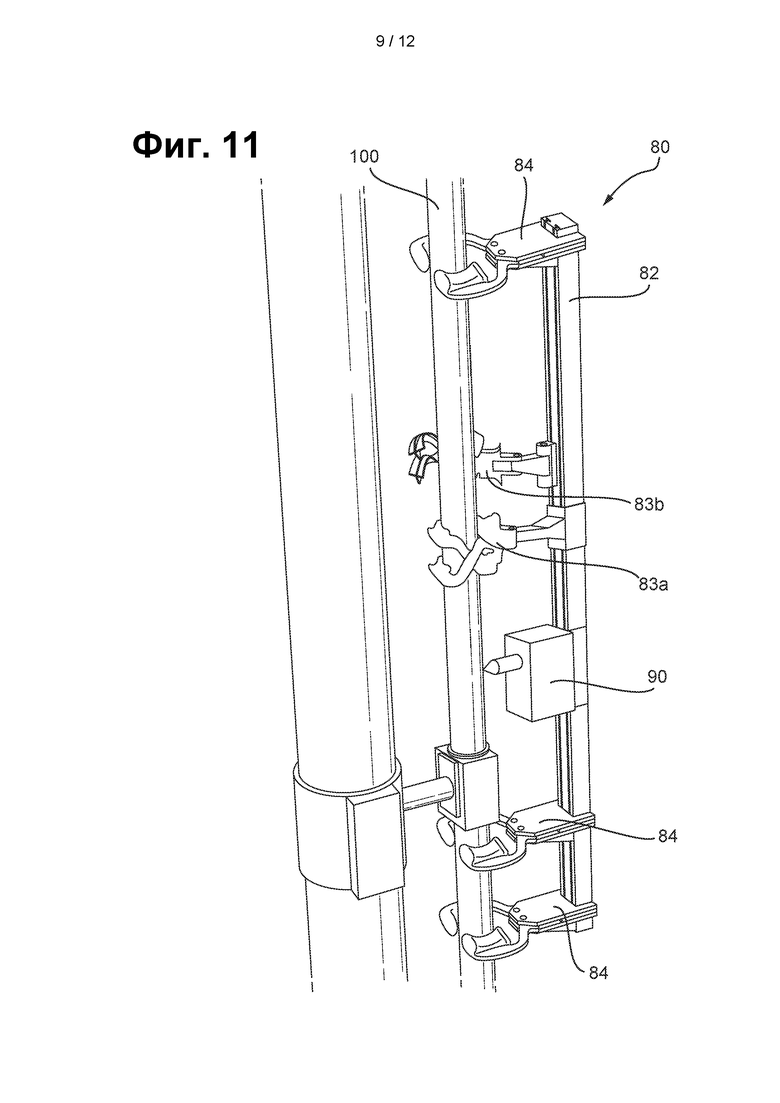
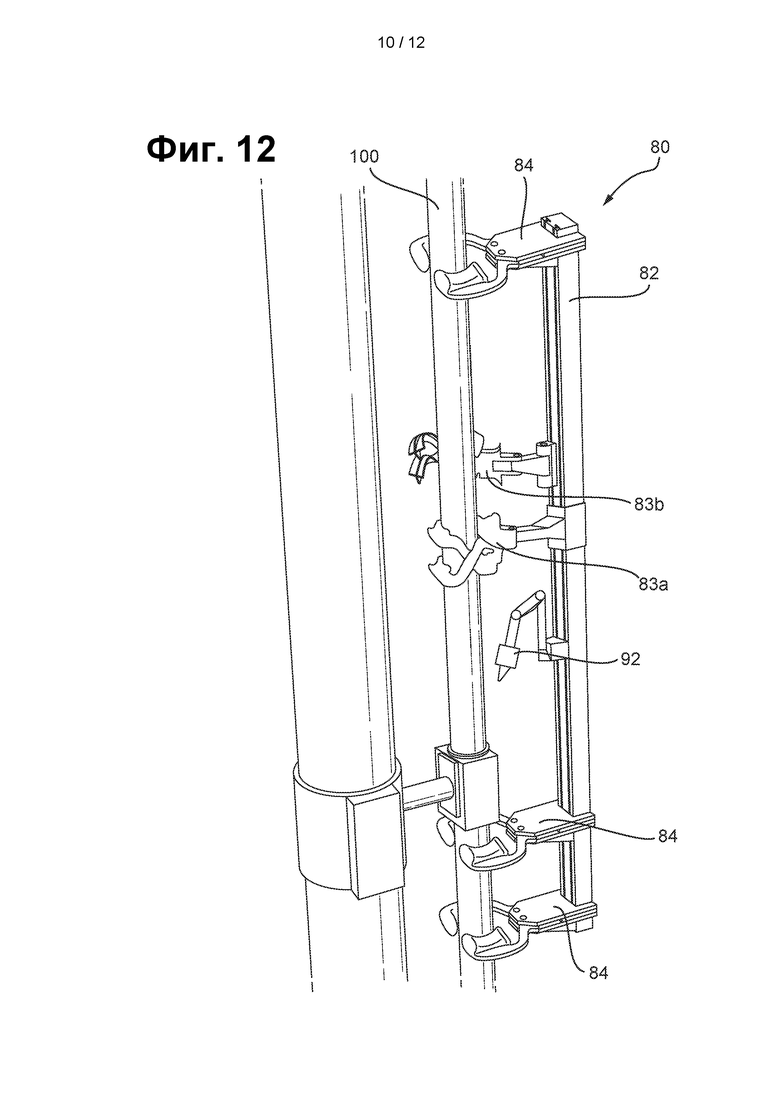
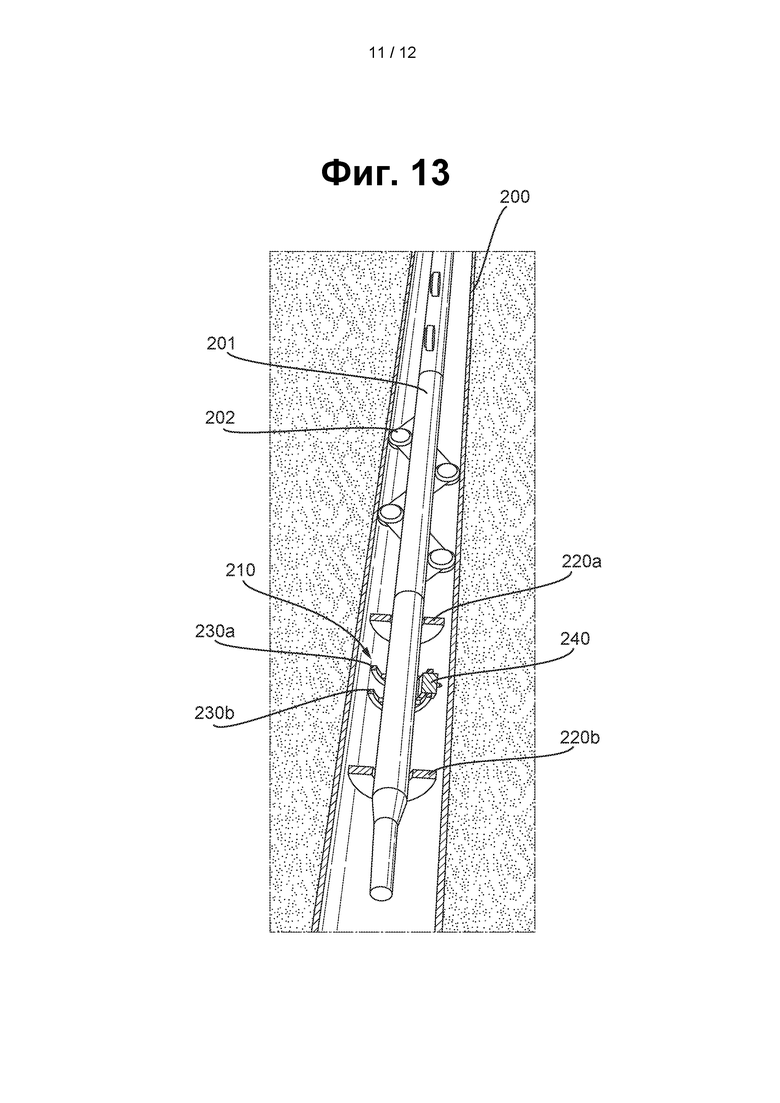
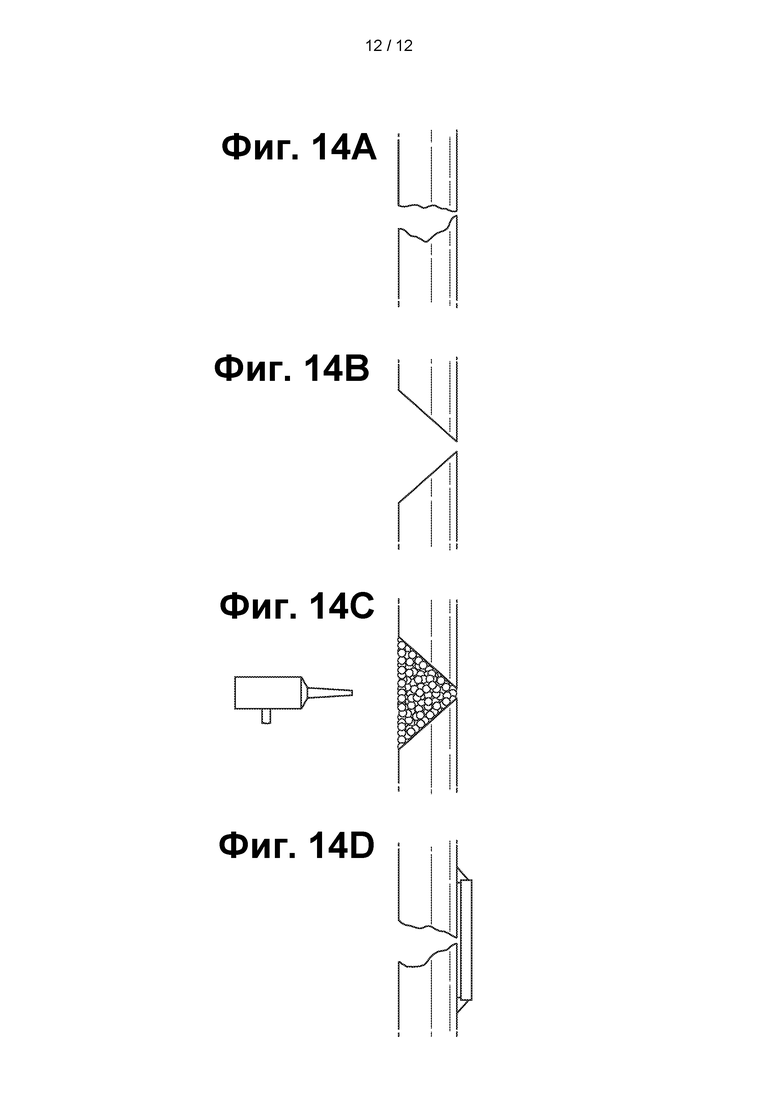
Изобретение относится к системе и способу выполнения технологий аддитивного производства в подводных средах. Система (10) для выполнения операции аддитивного производства на трубчатом удлиненном объекте (100) содержит: корпус (20), выполненный с возможностью создания уплотненной камеры вокруг части трубчатого удлиненного объекта (100). Система управления окружающей средой выполнена с возможностью контролирования и/или управления окружающей средой в уплотненной камере. Рабочий инструмент (40) установлен в системе (30) позиционирования внутри корпуса (20). Рабочий инструмент (40) выполнен с возможностью выполнения операции аддитивного производства на трубчатом удлиненном объекте (100) в уплотненной камере. Также предусмотрена система (201) выполнения операции на внутренней поверхности трубчатого объекта (200). Техническим результатом является обеспечение быстрого и легкого изготовления элементов, в частности для ремонта поврежденных конструкций. 2 н. и 24 з.п. ф-лы, 14 ил.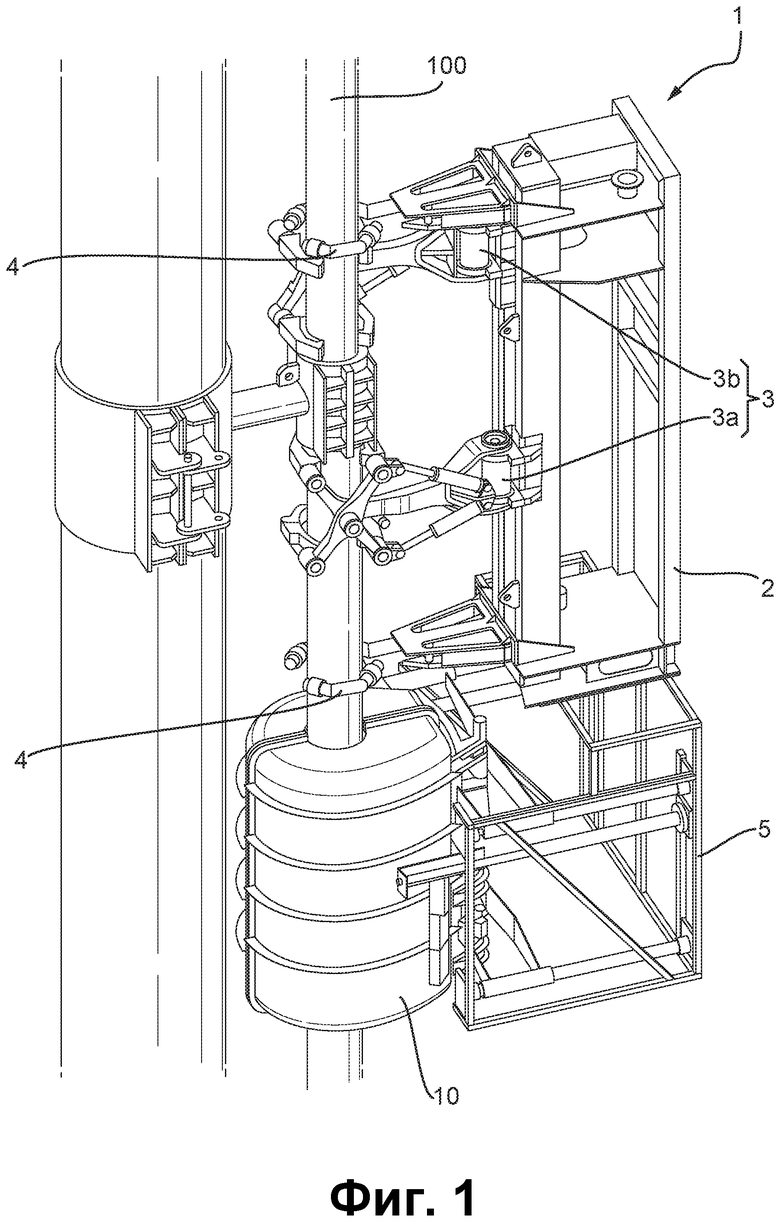
1. Система для выполнения операции аддитивного производства на трубчатом удлиненном объекте, причем система содержит:
корпус, выполненный с возможностью создания уплотненной камеры вокруг части трубчатого удлиненного объекта;
систему управления окружающей средой, выполненную с возможностью контролирования и/или управления окружающей средой в уплотненной камере; и
рабочий инструмент, установленный внутри корпуса, причем рабочий инструмент выполнен с возможностью выполнения операции аддитивного производства на трубчатом удлиненном объекте в уплотненной камере.
2. Система по п. 1, в которой система управления окружающей средой выполнена с возможностью отвода воды из уплотненной камеры.
3. Система по п. 1 или 2, в которой система управления окружающей средой выполнена с возможностью заполнения уплотненной камеры газом.
4. Система по любому из предшествующих пунктов, в которой система управления окружающей средой выполнена с возможностью регулирования температуры и/или давления в уплотненной камере.
5. Система по любому из предыдущих пунктов, дополнительно содержащая систему позиционирования для позиционирования рабочего инструмента относительно трубчатого удлиненного объекта.
6. Система по п. 5, в которой система позиционирования выполнена с возможностью обеспечения линейного перемещения рабочего инструмента относительно трубчатого удлиненного объекта и/или кругового перемещения рабочего инструмента вокруг трубчатого удлиненного объекта.
7. Система по п. 6, в которой система позиционирования выполнена с возможностью обеспечения возможности достижения рабочим инструментом любого кругового положения вокруг трубчатого удлиненного объекта.
8. Система по любому из предыдущих пунктов, в которой операция аддитивного производства представляет собой нанесение множества слоев материала на трубчатый удлиненный объект.
9. Система по любому из предыдущих пунктов, в которой операция аддитивного производства представляет собой ремонтную операцию.
10. Система по любому из предыдущих пунктов, дополнительно содержащая транспортное средство для размещения корпуса в требуемом местоположении на трубчатом удлиненном объекте.
11. Система по любому из предыдущих пунктов, в которой транспортное средство выполнено с возможностью перемещения вдоль трубчатого удлиненного объекта для достижения требуемого местоположения.
12. Система по любому из предыдущих пунктов, в которой трубчатый удлиненный объект представляет собой стояк.
13. Система по любому из предыдущих пунктов, в которой трубчатый удлиненный объект представляет собой подводный объект.
14. Система по любому из пп. 1-12, в которой трубчатый удлиненный объект не расположен под водой и/или не расположен в зоне воздействия брызг.
15. Система по любому из предыдущих пунктов, в которой операция аддитивного производства представляет собой операцию аддитивного производства с холодным распылением.
16. Способ выполнения операции аддитивного производства на трубчатом удлиненном объекте, включающий:
формирование корпуса вокруг части трубчатого удлиненного объекта для создания уплотненной камеры между корпусом и трубчатым удлиненным объектом;
создание управляемой окружающей среды в уплотненной камере; и
выполнение операции аддитивного производства на трубчатом удлиненном объекте внутри уплотненной камеры.
17. Способ по п. 16, в котором трубчатый удлиненный объект представляет собой стояк.
18. Система по п. 16 или 17, в которой трубчатый удлиненный объект представляет собой подводный объект.
19. Система по п. 16 или 17, в которой трубчатый удлиненный объект не расположен под водой и/или не расположен в зоне воздействия брызг.
20. Способ по любому из пп. 16-19, в котором создание управляемой окружающей среды включает отвод текучей среды из уплотненной камеры и заполнение уплотненной камеры газом.
21. Способ по любому из пп. 16-20, дополнительно включающий регулирование температуры и/или давления внутри уплотненной камеры.
22. Способ по любому из пп. 16-21, в котором выполнение операции аддитивного производства включает перемещение рабочего инструмента по траектории вокруг трубчатого удлиненного объекта.
23. Способ по п. 22, дополнительно включающий вычисление траектории на основе сравнения между компьютерной моделью подлежащей изготовлению конструкции и поверхностью трубчатого удлиненного объекта.
24. Способ по п. 22 или 23, в котором перемещение представляет собой комбинацию линейного перемещения рабочего инструмента относительно трубчатого удлиненного объекта и кругового движения рабочего инструмента вокруг трубчатого удлиненного объекта.
25. Способ по любому из пп. 16-24, в котором выполнение операции аддитивного производства включает перемещение рабочего инструмента по колеблющейся круговой траектории.
26. Способ по любому из пп. 16-25, в котором операция аддитивного производства представляет собой операцию аддитивного производства с холодным распылением.
| ГЕНЕРАТОР ГАЗООБРАЗНОГО АММИАКА ДЛЯ ВЫРАБОТКИ АММИАКА ДЛЯ ВОССТАНОВЛЕНИЯ ОКСИДОВ АЗОТА В ОТРАБОТАВШИХ ГАЗАХ | 2012 |
|
RU2600051C2 |
| US 9016324 B2, 28.04.2015 | |||
| СПОСОБ ПРОИЗВОДСТВА ХАЛВЫ | 2014 |
|
RU2558287C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТРУБОПРОВОДА | 1993 |
|
RU2100686C1 |
| US 8113242 B1, 14.02.2012. | |||

