Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к многослойному нетканому материалу для впитывающего изделия.
Предшествующий уровень техники
[0002]
Нетканые материалы и тому подобное традиционно используются в качестве составляющего элемента во впитывающих изделиях, таких как одноразовые подгузники и гигиенические прокладки. Например, в патентном литературном источнике 1 описан нетканый материал, изготовленный из спирально извитых волокон из одного полимера, в качестве нетканого материала, предназначенного для использования во впитывающих изделиях. В патентном литературном источнике 1 описано получение нетканого материала с трехслойной структурой, образованной из волокон, при этом структура имеет слой, полученный фильерным способом, слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, и образована посредством формирования слоя, получаемого фильерным способом, из спирально извитых волокон и укладки слоя, получаемого из расплава с раздувом, и второго слоя, получаемого фильерным способом, в данном порядке на слой, полученный фильерным способом.
Перечень ссылок
Патентная литература
[0003]
Патентный литературный источник 1: JP 2005-517093A (Tokuhyo)
Сущность изобретения
[0004]
Настоящее изобретение направлено на многослойный нетканый материал, имеющий слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложенный на одну или две поверхности слоя, полученного из расплава с раздувом.
Многослойный нетканый материал по настоящему изобретению предпочтительно таков, что волокна, образующие слой, полученный из расплава с раздувом, имеют диаметр волокон, составляющий менее 1 мкм.
Многослойный нетканый материал по настоящему изобретению предпочтительно таков, что отношение tmax/tmin, которое представляет собой отношение максимальной толщины tmax к минимальной толщине tmin слоя, полученного из расплава с раздувом, составляет более 2.
Многослойный нетканый материал по настоящему изобретению предпочтительно таков, что степень заполненности составляет более 7,7%.
В предпочтительном варианте осуществления многослойный нетканый материал представляет собой многослойный нетканый материал для впитывающего изделия.
[0005]
Кроме того, настоящее изобретение направлено на способ изготовления многослойного нетканого материала, включающий этап формирования слоя, получаемого фильерным способом, посредством использования фильерного способа и этап формирования слоя, получаемого из расплава с раздувом, посредством использования способа плавления с раздувом,
при этом способ включает:
- этап получения многослойного элемента, имеющего слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложенный на одну или две поверхности слоя, полученного из расплава с раздувом; и
- этап тиснения, заключающийся в выполнении тиснения многослойного элемента.
Способ изготовления многослойного нетканого материала по настоящему изобретению предпочтительно включает этап каландрования, заключающийся в выполнении каландрования многослойного элемента.
В предпочтительном варианте осуществления многослойный нетканый материал представляет собой многослойный нетканый материал для впитывающего изделия.
Другие признаки настоящего изобретения станут очевидными из формулы изобретения и нижеприведенного описания.
Краткое описание чертежей
[0006]
[Фиг.1] Фиг.1 представляет собой вид в разрезе, схематически показывающий вариант осуществления многослойного нетканого материала по настоящему изобретению.
[Фиг.2] Фиг.2 представляет собой схематический вид в плане многослойного нетканого материала, показанного на фиг.1.
[Фиг.3] Фиг.3 представляет собой вид в перспективе многослойного нетканого материала, показанного на фиг.2.
[Фиг.4] Фиг.4 представляет собой вид, показывающий увеличенное изображение части III, показанной на фиг.1.
[Фиг.5] Фиг.5(а) представляет собой вид в перспективе впитывающего изделия, включающего в себя многослойный нетканый материал, показанный на фиг.1, и фиг.5(b) представляет собой схематический вид в разрезе, выполненном по линии Vb-Vb на фиг.5(а).
[Фиг.6] Фиг.6 представляет собой концептуальное схематическое изображение, показывающее вариант осуществления способа изготовления многослойного нетканого материала по настоящему изобретению.
[Фиг.7] Фиг.7 представляет собой схематический вид в перспективе, показывающий в увеличенном виде часть известного многослойного нетканого материала.
Описание вариантов осуществления
[0007]
Имеются случаи, в которых по соображениям, связанным с гибкостью, текстурой и тому подобным, однослойный или многослойный нетканый материал используется в качестве материала впитывающего изделия, который предотвращает утечку, вместо полимерной пленки. Между тем устойчивость нетканого материала, полученного из расплава с раздувом/нетканого материала мелтблаун, к давлению воды повышается за счет увеличения степени заполненности при уменьшении толщины. Вполне возможно использование нетканого материала мелтблаун, устойчивость которого к давлению воды была повышена посредством уменьшения толщины, в качестве материала впитывающего изделия, который предотвращает утечку. Однако в традиционно используемом обычном нетканом материале мелтблаун даже в случае, если степень заполненности повышена, волокна, образующие нетканый материал мелтблаун, разъединяются при приложении давления воды, и появляются части с низкой плотностью волокон, и, следовательно, затруднено повышение устойчивости к давлению воды в достаточной степени. В данном описании повышение степени заполненности (packing factor) означает увеличение степени заполненности пространства волокнами.
[0008]
Если слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложены друг на друга так, как в патентном литературном источнике 1, устойчивость к давлению воды может быть повышена по сравнению со случаем, в котором используется только нетканый материал мелтблаун. Фиг.7 показывает схематический вид в перспективе известного многослойного нетканого материала 7. Многослойный нетканый материал 7 представляет собой так называемый нетканый материал со структурой SMS, в котором слой 70, полученный фильерным способом (S - spunbond), слой 80, полученный из расплава с раздувом (M - meltblown), и слой 70, полученный фильерным способом (S - spunbond), уложены в данном порядке. Слой 80, полученный из расплава с раздувом, может включать в себя часть, в которой плотность расположения волокон 81, полученных из расплава с раздувом и образующих слой 80, полученный из расплава с раздувом, является низкой, и данная часть будет иметь отверстие 80А, которое, вероятно, обеспечит возможность пропускания текучей среды. Когда слой 70, полученный фильерным способом, наложен на слой 80, полученный из расплава с раздувом, волокна 71, полученные фильерным способом и образующие слой 70, полученный фильерным способом, будут перекрывать отверстие 80А, расположенное в слое 80, полученном из расплава с раздувом. Таким образом, представляется, что при наложении слоя 70, полученного фильерным способом, на слой 80, полученный из расплава с раздувом, устойчивость к давлению воды может быть повышена. Однако существует потребность в дополнительном повышении устойчивости к давлению воды для использования нетканого материала в качестве материала впитывающего изделия, который предотвращает утечку.
[0009]
Настоящее изобретение относится к многослойному нетканому материалу, устойчивость которого к давлению воды была повышена.
[0010]
В дальнейшем настоящее изобретение будет описано посредством предпочтительного варианта его осуществления.
Настоящее изобретение направлено на многослойный нетканый материал, имеющий слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложенный на одну или две поверхности слоя, полученного из расплава с раздувом. Вариант, указанный первым, как правило, представляет собой нетканый материал со структурой SM (слой (S), полученный фильерным способом, - слой (М), полученный из расплава с раздувом), и вариант, указанный последним, как правило, представляет собой нетканый материал со структурой SMS (слой (S), полученный фильерным способом, - слой (М), полученный из расплава с раздувом, - слой (S), полученный фильерным способом).
[0011]
Многослойный нетканый материал по настоящему изобретению предпочтительно получают посредством выполнения каландрования многослойного элемента, имеющего слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложенный на одну или две поверхности слоя, полученного из расплава с раздувом. Данный многослойный нетканый материал таков, что степень заполненности слоя, полученного из расплава с раздувом и имеющего малый диаметр волокон, была повышена, и удовлетворяется по меньшей мере одно из нижеприведенных условий (1) и (2). Соответственно, несмотря на то, что материал представляет собой нетканый материал, устойчивость к давлению воды была значительно повышена, и, таким образом, водонепроницаемость является достаточно высокой для использования нетканого материала в качестве материала во впитывающем изделии, предотвращающего утечку.
[0012]
Условие (1): отношение tmax/tmin, которое представляет собой отношение максимальной толщины tmax к минимальной толщине tmin слоя, полученного из расплава с раздувом, составляет более 2.
Условие (2): степень заполненности многослойного нетканого материала, которая представляет собой степень заполненности пространства волокнами (которая может упоминаться просто как степень заполненности), составляет более 7,7%.
[0013]
Многослойный нетканый материал по настоящему изобретению удовлетворяет по меньшей мере одному из вышеприведенных условий (1) и (2) и предпочтительно удовлетворяет обоим вышеприведенным условиям (1) и (2).
В дальнейшем многослойный нетканый материал, удовлетворяющий вышеприведенному условию (1), может в альтернативном случае упоминаться как многослойный нетканый материал 1А, и многослойный нетканый материал, удовлетворяющий вышеприведенному условию (2), может в альтернативном случае упоминаться как многослойный нетканый материал 1В.
Предпочтительная конфигурация, общая для многослойных нетканых материалов 1А и 1В, будет описана с использованием многослойного нетканого материала 1, показанного на фиг.1-3 и удовлетворяющего вышеприведенным условиям (1) и (2), в качестве примера.
[0014]
Многослойный нетканый материал 1, показанный на фиг.1-3, имеет слой 20, полученный из расплава с раздувом, и слои 10, полученные фильерным способом и наложенные на две поверхности слоя 20, полученного из расплава с раздувом. Слой 20, полученный из расплава с раздувом, представляет собой слой, образованный из расплава с раздувом, и сформирован из волокон 21, отформованных/спряденных посредством способа плавления с раздувом. Слои 10, полученные фильерным способом, представляют собой слои, образованные фильерным способом, и сформированы из волокон 11, отформованных/спряденных посредством фильерного способа. В дальнейшем волокна 21, отформованные посредством способа плавления с раздувом и образующие слой 20, полученный из расплава с раздувом, могут в альтернативном случае упоминаться как волокна, полученные из расплава с раздувом, и волокна 11, отформованные посредством фильерного способа и образующие слои 10, полученные фильерным способом, могут в альтернативном случае упоминаться как волокна, полученные фильерным способом. Как правило, диаметр волокон, представляющих собой волокна, полученные фильерным способом, больше диаметра волокон, представляющих собой волокна, полученные из расплава с раздувом.
На фиг.1 и 2 буква Х обозначает любое направление, которое проходит вдоль направления в плоскости многослойного нетканого материала 1. На фиг.2 буква Y обозначает направление, которое ортогонально к направлению Х и проходит в направлении в плоскости. На фиг.1 буква Z обозначает направление толщины многослойного нетканого материала 1. Как показано на фиг.1 и 2, в слоях 10, полученных фильерным способом, волокна 11, полученные фильерным способом 11, необязательно должны быть расположены без какого-либо зазора на всей протяженности многослойного нетканого материала 1 в направлении в плоскости и могут быть предусмотрены с промежутками.
[0015]
Как правило, диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, мал, и поэтому слой, полученный из расплава с раздувом, имеет высокую плотность расположения волокон и проявляет хорошую устойчивость к давлению воды, но его прочность является низкой. Для компенсации данного недостатка слой, который получен фильерным способом и составляющие волокна которого имеют большой диаметр волокон, часто наложен на слой, полученный из расплава с раздувом. Следует отметить, что вследствие того, что диаметр волокон, представляющих собой волокна, образующие слой, полученный фильерным способом, больше диаметра волокон слоя, полученного из расплава с раздувом, плотность расположения волокон в слое, полученном фильерным способом, является низкой, и слой, полученный фильерным способом, сам по себе не способствует обеспечению устойчивости к давлению воды. С другой стороны, если слой, полученный фильерным способом, наложен на слой, полученный из расплава с раздувом, зоны с малой плотностью расположения волокон в слое, полученном из расплава с раздувом, будут закрыты и «закупорены», и поэтому устойчивость к давлению воды повышается. Однако данный эффект повышения устойчивости к давлению воды может быть дополнительно улучшен посредством настоящего изобретения.
[0016]
В многослойном нетканом материале 1 волокна, образующие слой 20, полученный из расплава с раздувом, имеют диаметр волокон, составляющий менее 1 мкм. Кроме того, многослойный нетканый материал 1 получен, например, посредством выполнения каландрования многослойного элемента 2, имеющего слой 20, полученный из расплава с раздувом, и слои 10, полученные фильерным способом и наложенные на слой 20, полученный из расплава с раздувом (см. фиг.6).
В качестве нетканого материала мелтблаун также известны материалы, имеющие диаметр волокон, составляющий менее 1 мкм. Однако нетканые материалы мелтблаун, которые используются для впитывающих изделий, как правило, имеют диаметр составляющих волокон, составляющий более 1 мкм. С другой стороны, слой, полученный из расплава с раздувом, в многослойном нетканом материале 1 и многослойном элементе 2 имеет диаметр составляющих волокон, составляющий менее 1 мкм. Если диаметр волокон, представляющих собой волокна, образующие слой, полученный из расплава с раздувом, составляет менее 1 мкм, плотность расположения волокон увеличивается на всей протяженности слоя, полученного из расплава с раздувом. Соответственно, может подавляться возникновение зон с малой плотностью расположения волокон в слое, полученном из расплава с раздувом. Кроме того, если многослойный элемент 2, имеющий слой, полученный из расплава с раздувом, и слои, полученные фильерным способом, подвергнут каландрованию, может надежно обеспечиваться эффект повышения устойчивости к давлению воды.
[0017]
По соображениям, связанным с надежным обеспечением эффекта повышения устойчивости к давлению воды, диаметр волокон, представляющих собой волокна 21, образующие слой 20, полученный из расплава с раздувом, как в многослойном нетканом материале 1, так и в многослойном элементе 2 перед каландрованием предпочтительно составляет менее 1 мкм, предпочтительно 0,95 мкм или менее, более предпочтительно 0,9 мкм или менее и еще более предпочтительно 0,85 мкм или менее.
Отсутствует особое ограничение на нижнее предельное значение данного диаметра, но по соображениям, связанным со стабильным выполнением формования посредством использования способа плавления с раздувом, целесообразно, чтобы нижнее предельное значение составляло 0,1 мкм или более.
Диаметр волокон, представляющих собой волокна 21, образующие слой 20, полученный из расплава с раздувом, предпочтительно составляет 0,1 мкм или более и менее 1 мкм, более предпочтительно от 0,1 до 0,95 мкм, еще более предпочтительно от 0,1 до 0,9 мкм и еще более предпочтительно от 0,1 до 0,85 мкм.
[0018]
Фиг.6 представляет собой схематическое изображение, показывающее пример способа изготовления многослойного нетканого материала 1. Многослойный элемент 2, который должен быть подвергнут каландрованию, не ограничен показанным на фиг.6. Например, многослойный элемент может представлять собой элементы, полученные наложением друг на друга фильерного нетканого материала, выходящего из рулона полотна, и нетканого материала мелтблаун, выходящего аналогичным образом из рулона полотна, элементы, полученные распылением волокон, полученных из расплава с раздувом, на фильерный нетканый материал, выходящий из рулона полотна, элементы, полученные посредством наложения слоя, полученного фильерным способом, только на одну поверхность слоя, полученного из расплава с раздувом, или тому подобное. Способ изготовления, показанный на фиг.6, будет подробно описан позднее.
[0019]
Диаметр волокон, представляющих собой волокна, образующие слой, полученный из расплава с раздувом, определяют нижеприведенным способом.
Метод определения диаметра волокон, образующих слой,
полученный из расплава с раздувом
Десять образцов малого размера вырезают, используя бритву, случайным образом из многослойного нетканого материала, для которого должны быть выполнены измерения. Сосредотачивают внимание на той части слоя, полученного из расплава с раздувом, которая не содержит тисненой части, и осматривают ее, используя растровый электронный микроскоп (РЭМ). Увеличение при осмотре задают таким, чтобы в поле зрения попали 20-30 волокон, полученных из расплава с раздувом, и делают фотографию. Увеличение при осмотре составляет, например, 4500 раз или более. Диаметры всех волокон в поле зрения измеряют один раз для каждого волокна. Если горизонтальное поперечное сечение волокна имеет форму идеального круга, диаметр принимают в качестве диаметра волокна. Если горизонтальное поперечное сечение имеет форму эллипса, длину большой оси принимают в качестве диаметра волокна. Если горизонтальное поперечное сечение имеет форму, которая не является формой ни идеального круга, ни эллипса, длину самой длинной линии, проходящей от края до края горизонтального поперечного сечения волокна, принимают в качестве диаметра волокна. Измеряют диаметры волокон для 20 или более волокон в каждом из десяти образцов малого размера, измеряемых таким образом, то есть в общей сложности 200 или более волокон. Рассчитывают среднее значение для них. Среднее значение округляют до одного десятичного знака на микрометрической шкале и принимают в качестве диаметра волокон, представляющих собой волокна, образующие слой, полученный из расплава с раздувом.
Следует отметить, что при вырезании образца малого размера из многослойного нетканого материала посредством использования бритвы многослойный нетканый материал погружают в жидкий азот, и образец малого размера вырезают в течение не более 30 секунд после извлечения многослойного нетканого материала из жидкого азота. В качестве бритвы используют бритву с толщиной лезвия, составляющей 0,23 мм. Многослойный нетканый материал разрезают посредством поджима бритвы в направлении, которое перпендикулярно к направлению в плоскости многослойного нетканого материала.
Жидкий азот всегда используют в методах, предусматривающих использование РЭМ, а именно в Методе определения диаметра волокон, образующих слой, полученный из расплава с раздувом, Методе определения минимальной толщины tmin и максимальной толщины tmax слоя, полученного из расплава с раздувом, Методе определения длин малой оси и большой оси поперечного сечения волокон, полученных фильерным способом, Методе определения направления ориентации большой оси, Методе определения максимальной ширины волокна и минимальной ширины волокна и Методе определения диаметра волокон, образующих слой, полученный фильерным способом.
Жидкий азот используют при необходимости в методах, отличных от вышеперечисленных, а именно в Методе определения степени заполненности многослойного нетканого материала, Методе определения плотности смолы, Методе определения степени заполненности слоя, полученного из расплава с раздувом, и Методе определения поверхностной плотности.
Если многослойный нетканый материал, для которого должны быть выполнены измерения, включен в изделие, такое как впитывающее изделие, изделие подвергают обработке охлаждающим спреем, чтобы адгезив затвердел, многослойный нетканый материал, для которого должны быть выполнены измерения, осторожно отделяют и извлекают. Диаметр волокон многослойного нетканого материала измеряют не в тисненой части, а в части, в которой волокно сохраняет свою форму. Следует отметить, что способ извлечения многослойного нетканого материала и места измерения применяются для других измерений в данном описании. Все РЭМ, используемые при измерениях в данном описании, представляют собой микроскоп JCM-6000PLUS, производимый компанией JEOL Ltd.
[0020]
Как правило, когда обычное термопластичное волокно не подвергнуто деформации сжатия или тому подобному, диаметр волокна является постоянным в продольном направлении волокна. Также и в настоящем изобретении волокна, полученные из расплава с раздувом, и волокна, полученные фильерным способом, имеют диаметр волокон, который является постоянным в продольном направлении за исключением частей, подвергнутых деформации сжатия.
Как правило, когда термопластичное волокно, отформованное посредством использования обычной фильеры круглого (идеально круглого) сечения, не подвергнуто деформации сжатия или тому подобному, его поперечное сечение имеет форму идеального круга и является постоянным в продольном направлении. Также и в настоящем изобретении каждое из волокон, полученных из расплава с раздувом, и волокон, полученных фильерным способом, имеет поперечное сечение, которое имеет форму по существу идеального круга и является постоянным в продольном направлении волокна за исключением частей, подвергнутых деформации сжатия.
[0021]
Если многослойный нетканый материал 1 получен посредством сжатия многослойного элемента 2 с помощью каландрования или тому подобного, многослойный нетканый материал 1 сдавливается в направлении Z толщины. Соответственно, как в многослойном нетканом материале 1 в целом, так и в слое 20, полученном из расплава с раздувом, межволоконное расстояние уменьшается и степень заполненности повышается. Кроме того, когда слой 20, полученный из расплава с раздувом, и слои 10, полученные фильерным способом, сдавливаются в состоянии, когда они наложены друг на друга, волокна 11, полученные фильерным способом, вдавливаются в слой 20, полученный из расплава с раздувом, в части, содержащей большое количество волокон 11, полученных фильерным способом, как видно при осмотре с помощью микроскопа (см. фиг.1).
Например, за счет данных воздействий многослойные нетканые материалы 1А и 1В удовлетворяют вышеприведенным условиям (1) и (2). Соответственно, водонепроницаемость значительно превышает водонепроницаемость известных нетканых материалов со структурой SMS, не подвергнутых каландрованию, даже при наличии слоя, полученного фильерным способом, и слоя, полученного из расплава с раздувом. В дальнейшем будут дополнительно описаны многослойные нетканые материалы 1А и 1В. Водонепроницаемость можно оценить посредством использования устойчивости к давлению воды в качестве показателя, и более высокая устойчивость к давлению воды указывает на лучшую водонепроницаемость.
[0022]
Многослойный нетканый материал 1А
Как показано на фиг.1, многослойный нетканый материал 1А представляет собой такой материал, в котором волокна 11, полученные фильерным способом и образующие слои 10, полученные фильерным способом, вдавлены в слой 20, полученный из расплава с раздувом. Соответственно, при выполнении сравнения в направлении в плоскости многослойного нетканого материала 1А видно, что толщина слоя 20, полученного из расплава с раздувом, является относительно большой в некоторых частях и относительно малой в других частях в многослойном нетканом материале 1А. В частности, толщина слоя 20, полученного из расплава с раздувом, меньше в частях, в которых волокна 11, полученные фильерным способом, расположены относительно плотно на слое 20, полученном из расплава с раздувом, чем в частях, в которых волокна 11, полученные фильерным способом, расположены относительно редко.
[0023]
В многослойном нетканом материале 1А волокна 11, полученные фильерным способом, частично вдавлены в слой 20, полученный из расплава с раздувом, и, следовательно, многослойный нетканый материал 1А выполнен с частями 4 с фиксацией волокон, в которых перемещение волокон 21, полученных из расплава с раздувом, в слое 20, полученном из расплава с раздувом, подавляется посредством волокон 11, полученных фильерным способом. Если перемещение волокон 21, полученных из расплава с раздувом, подавляется в частях 4 с фиксацией волокон, например, даже когда давление воды будет приложено к слою, полученному из расплава с раздувом, волокна 21, полученные из расплава с раздувом, вряд ли будут отделяться друг от друга. Таким образом, предотвращается наличие части в слое 20, полученном из расплава с раздувом, в которой плотность расположения волокон является достаточно низкой, что вызывает снижение устойчивости к давлению воды.
Поскольку многослойный нетканый материал 1А удовлетворяет вышеприведенному условию (1), степень, в которой волокна 11, полученные фильерным способом, «прихвачены»/удерживаются в слое 20, полученном из расплава с раздувом, является большой, и сила, которая подавляет перемещение волокон 21, полученных из расплава с раздувом, в частях 4 с фиксацией волокон, является большой. Кроме того, части 4 с фиксацией волокон, образованные посредством вдавливания волокон 11, полученных фильерным способом и образующих слои 10, полученные фильерным способом, образованы рассредоточенно в направлении в плоскости многослойного нетканого материала 1А.
Таким образом, многослойный нетканый материал 1А выполнен с частями 4 с фиксацией волокон, в которых создается большая сила, ограничивающая перемещение, и которые расположены рассредоточенно в направлении в плоскости, и поэтому надежно обеспечивается дополнительное повышение устойчивости многослойного нетканого материала к давлению воды.
[0024]
Минимальную толщину tmin и максимальную толщину tmax слоя 20, полученного из расплава с раздувом, определяют нижеприведенным методом.
Метод определения минимальной толщины tmin и максимальной
толщины tmax слоя, полученного из расплава с раздувом
Многослойный нетканый материал разрезают, используя бритву, во множестве мест, которые находятся на расстоянии друг от друга в направлении в плоскости. При этом обеспечивают то, чтобы были получены поверхности, образованные разрезанием, которые не содержат тисненой части. Поверхность, образованную разрезанием в каждом месте разрезания, осматривают, используя РЭМ при увеличении, составляющем приблизительно 100-300 раз. В слое, полученном из расплава с раздувом, в зоне с шириной 400 мкм относительно центра каждой поверхности, образованной разрезанием, в направлении в плоскости данной поверхности измеряют толщину части с наименьшей толщиной и толщину части с наибольшей толщиной. Каждое из измеренных таким образом значений толщины частей с наименьшей толщиной и частей с наибольшей толщиной в слое, полученном из расплава с раздувом, на соответствующих поверхностях, образованных разрезанием, усредняют для вычисления средних значений. Эти средние значения принимают соответственно в качестве минимальной толщины tmin и максимальной толщины tmax. Осматривают пять или более поверхностей, образованных разрезанием, и измерение выполняют так, чтобы общая ширина зон измерения составляла 2 мм или более (400 мкм × 5 или более).
[0025]
По соображениям, связанным с дополнительным повышением водонепроницаемости за счет подавления перемещения волокон 21, полученных из расплава с раздувом, отношение tmax/tmin, которое представляет собой отношение максимальной толщины tmax к минимальной толщине tmin слоя 20, полученного из расплава с раздувом, предпочтительно составляет более 2, более предпочтительно 2,5 или более и еще более предпочтительно 3 или более.
По соображениям, связанным с поддержанием очень хорошей гибкости и тому подобных характеристик нетканого материала, отношение tmax/tmin предпочтительно составляет 14 или менее, более предпочтительно 13,5 или менее и еще более предпочтительно 10 или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, отношение tmax/tmin предпочтительно составляет более 2 и 14 или менее, более предпочтительно от 2,5 до 13,5 и еще более предпочтительно от 3 до 10.
[0026]
По соображениям, связанным с поддержанием очень хорошей гибкости и тому подобных характеристик нетканого материала, минимальная толщина tmin слоя 20, полученного из расплава с раздувом, предпочтительно составляет 5 мкм или более и более предпочтительно 10 мкм или более.
По соображениям, связанным с дополнительным повышением водонепроницаемости за счет подавления перемещения волокон 21, полученных из расплава с раздувом, минимальная толщина tmin предпочтительно составляет 45 мкм или менее и более предпочтительно 20 мкм или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, минимальная толщина tmin предпочтительно составляет от 5 до 45 мкм и более предпочтительно от 10 до 20 мкм.
[0027]
По соображениям, связанным с поддержанием очень хорошей гибкости и тому подобных характеристик нетканого материала, максимальная толщина tmax слоя 20, полученного из расплава с раздувом, предпочтительно составляет 65 мкм или более и более предпочтительно 95 мкм или более.
По соображениям, связанным с дополнительным повышением водонепроницаемости, максимальная толщина tmax предпочтительно составляет 130 мкм или менее и более предпочтительно 100 мкм или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, максимальная толщина tmax предпочтительно составляет от 65 до 130 мкм и более предпочтительно от 95 до 100 мкм.
[0028]
Многослойный нетканый материал 1В
Многослойный нетканый материал 1В получают, например, посредством выполнения каландрования многослойного элемента 2, имеющего слой 20, полученный из расплава с раздувом, и слои 10, полученные фильерным способом и наложенные на слой 20, полученный из расплава с раздувом. Соответственно, повышается степень заполненности многослойного нетканого материала в целом, и удовлетворяется вышеприведенное условие (2).
Поскольку многослойный нетканый материал 1В удовлетворяет вышеприведенному условию (2), волокна 11, полученные фильерным способом и образующие слои 10, полученные фильерным способом, плотно прилегают к слою 20, полученному из расплава с раздувом. Кроме того, даже когда слой 20, полученный из расплава с раздувом, имеет часть с низкой плотностью расположения волокон, такую как отверстие 80А, показанное на фиг.7, данная часть может быть эффективно закрыта, и способность к предотвращению проникновения жидкости из данной части является очень хорошей.
В случае многослойного нетканого материала 1В помимо вышеописанного эффекта повышения устойчивости к давлению воды вследствие повышения степени заполненности слоя 20, который получен из расплава с раздувом и составляющие волокна которого имеют малый диаметр волокон, можно обеспечить эффект повышения устойчивости к давлению воды благодаря плотному прилеганию волокон 11, полученных фильерным способом. Соответственно, многослойный нетканый материал 1В может обеспечить высокую устойчивость к давлению воды.
[0029]
Степень заполненности многослойного нетканого материала определяют нижеприведенным методом.
Метод определения степени заполненности многослойного
нетканого материала
Из многослойного нетканого материала, для которого должно быть выполнено измерение, вырезают образец с размерами 10 см × 10 см посредством использования бритвы. Если образец с размерами 10 см × 10 см невозможно вырезать, вырезают образец, площадь которого является как можно большей. Толщину при нагрузке 50 Па измеряют, используя лазерный толщиномер. Измерение выполняют в трех местах на каждом образце, и среднее значение из измеренных значений принимают в качестве толщины многослойного нетканого материала. Далее измеряют массу образца, и значение, полученное делением массы на площадь, принимают в качестве поверхностной плотности многослойного нетканого материала. Степень заполненности многослойного нетканого материала рассчитывают, используя формулу: {поверхностная плотность многослойного нетканого материала /(толщина многослойного нетканого материала × плотность смолы)} × 100.
Следует отметить, что лазерный толщиномер, используемый в данном описании, представляет собой лазерный толщиномер ZSLD80, производимый компанией Omron Corporation.
[0030]
«Плотность смолы», упомянутая выше, может быть определена нижеприведенным методом.
Метод определения плотности смолы
Извлеченный многослойный нетканый материал сдавливают, используя лабораторный (Labo) пресс (модель: P2-30, производится компанией Toyo Seiki Seisaku-sho, Ltd.), при 180°C посредством двухэтапного прессования (более низкое давление: 5 кг/см3, более высокое давление: 150 кг/см3) в течение одной минуты и затем подвергают холодному прессованию в течение одной минуты так, чтобы была получена пленка. После этого образец с размерами 10 × 10 см вырезают, используя бритву, из части, в которой отсутствует воздух, и значение, полученное посредством измерения массы и деления массы на объем, принимают в качестве плотности смолы. Объем полученной пленки может быть рассчитан путем умножения толщины пленки на площадь. Толщина пленки может быть измерена посредством использования лазерного толщиномера.
[0031]
По соображениям, связанным с повышением устойчивости к давлению воды, степень заполненности многослойного нетканого материала 1В предпочтительно составляет более 7,7%, более предпочтительно 10% или более и еще более предпочтительно 14% или более.
По соображениям, связанным с улучшением текстуры многослойного нетканого материала 1В, степень заполненности предпочтительно составляет 35% или менее, более предпочтительно 30% или менее и еще более предпочтительно 25% или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, степень заполненности предпочтительно составляет более 7,7% и 35% или менее, более предпочтительно от 10 до 30% и еще более предпочтительно от 14 до 25%.
[0032]
В дальнейшем предпочтительные конфигурации многослойных нетканых материалов 1А и 1В будут дополнительно описаны со ссылкой на многослойный нетканый материал 1, показанный на фиг.1-3.
В многослойном нетканом материале 1 форма горизонтального поперечного сечения волокон 11, полученных фильерным способом, предпочтительно представляет собой плоскую форму. В частности, как показано на фиг.4, в направлении, которое ортогонально к продольному направлению волокон 11, полученных фильерным способом, каждое из волокон 11, полученных фильерным способом, имеет поперечное сечение, которое имеет плоскую форму с большой осью и малой осью. В многослойном нетканом материале 1 соотношение размеров волокон из слоев, полученных фильерным способом, предпочтительно составляет более 1,2. То есть «плоская» в данном случае означает то, что соотношение размеров волокна составляет более 1,2. Достаточно того, чтобы в многослойном нетканом материале 1 некоторые из волокон 11, полученных фильерным способом и образующих слои 10, полученные фильерным способом, имели соотношение размеров волокна, составляющее более 1,2, но предпочтительно, чтобы все волокна 11, полученные фильерным способом, имели соотношение размеров волокна, составляющее более 1,2. Такие волокна, полученные фильерным способом, могут быть получены, например, сдавливанием волокон 11, полученных фильерным способом, посредством каландрования.
[0033]
Длину L большой оси в горизонтальном поперечном сечении каждого волокна 11, полученного фильерным способом, получают следующим образом: наружную замкнутую периферию горизонтального поперечного сечения волокна 11, полученного фильерным способом, выделяют посредством наблюдения под микроскопом, отрезок прямой, соединяющий две точки, расстояние между которыми является наибольшим, из любых двух точек на наружной замкнутой периферии, принимают в качестве большой оси, и длину большой оси получают в качестве длины L (см. фиг.4). Между тем малую ось получают следующим образом: вычерчивают прямоугольник, который имеет длинные стороны, параллельные большой оси, определенной так, как описано выше, и стороны которого контактируют снаружи с вышеописанной наружной замкнутой периферией, и длину коротких сторон получают в качестве длины S (см. фиг.4).
[0034]
В многослойном нетканом материале 1 соотношение размеров волокна составляет более 1,2, и каждое из волокон 11, полученных фильерным способом, имеет плоскую форму, и, следовательно, волокна 11, полученные фильерным способом, могут закрывать бульшую зону поверхности слоя 20, полученного из расплава с раздувом. Соответственно, даже когда слой 20, полученный из расплава с раздувом, имеет часть с низкой плотностью расположения волокон, такую как отверстие 80А, показанное на фиг.7, волокна 11, полученные фильерным способом, могут эффективно закрывать данную часть, и способность к предотвращению проникновения жидкости из данной части является очень хорошей.
Поскольку в многослойном нетканом материале 1 соотношение размеров волокна составляет более 1,2, помимо вышеописанного эффекта повышения устойчивости к давлению воды благодаря увеличению степени заполненности слоя 20, который получен из расплава с раздувом и составляющие волокна которого имеют малый диаметр волокон, можно получить вышеописанный эффект за счет того, что волокна 11, полученные фильерным способом, являются плоскими. Соответственно, многослойный нетканый материал 1, в котором соотношение размеров волокна составляет более 1,2, может проявлять высокую устойчивость к давлению воды.
[0035]
По соображениям, связанным с закрыванием большей зоны поверхности слоя, полученного из расплава с раздувом, соотношение размеров волокна из волокон 11, полученных фильерным способом, предпочтительно составляет более 1,2 и более предпочтительно 1,6 или более.
По соображениям, связанным с поддержанием очень хорошей гибкости и тому подобных характеристик нетканого материала, соотношение размеров волокна предпочтительно составляет 2,5 или менее и более предпочтительно 2,2 или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, соотношение размеров волокна предпочтительно составляет более 1,2 и 2,5 или менее и более предпочтительно от 1,6 до 2,2.
Метод определения длин малой оси и большой оси поперечного
сечения волокон, полученных фильерным способом
Образцы для измерений, каждый из которых имеет поверхность, образованную разрезанием вдоль направления толщины, вырезают, используя бритву, из любых пяти мест, которые находятся на расстоянии друг от друга в направлении в плоскости многослойного нетканого материала. При этом обеспечивают то, чтобы были получены поверхности, образованные разрезанием, которые не содержат тисненой части. На поверхности каждого образца для измерений, образованной разрезанием, часть, не содержащую тисненой части, осматривают, используя РЭМ, при увеличении в 300 раз. Десять или более волокон 11, полученных фильерным способом, выбирают случайным образом из каждой из тех поверхностей пяти образцов для измерений, которые образованы разрезанием. Измеряют длины малых осей и длины больших осей в общей сложности для 50 или более волокон, полученных фильерным способом, из пяти образцов для измерений, и средние значения из них принимают соответственно в качестве длины S малой оси и длины L большой оси.
[0036]
По соображениям, связанным с закрыванием большей площади слоя, полученного из расплава с раздувом, и повышения устойчивости к давлению волы, волокна 11, полученные фильерным способом, предпочтительно таковы, что большая ось L в горизонтальном поперечном сечении ориентирована в направлении, которое проходит вдоль направления в плоскости многослойного нетканого материала 1. Действительно ли большая ось L в горизонтальном поперечном сечении ориентирована в направлении, которое проходит вдоль направления в плоскости многослойного нетканого материала 1, или нет, определяют нижеприведенным методом.
Метод определения направления ориентации большой оси
Образцы для измерений, каждый из которых имеет поверхность, образованную разрезанием вдоль направления толщины, вырезают, используя бритву, из любых пяти мест, которые находятся на расстоянии друг от друга в направлении в плоскости многослойного нетканого материала 1. При этом обеспечивают то, чтобы были получены поверхности, образованные разрезанием, которые не содержат тисненой части. На поверхности каждого образца для измерений, образованной разрезанием, часть, не содержащую тисненой части, осматривают, используя РЭМ, при увеличении в 300 раз. Пять или более волокон 11, полученных фильерным способом, выбирают случайным образом из каждой из тех поверхностей пяти образцов для измерений, которые образованы разрезанием. Определяют, какая ось из большой оси и малой оси поперечного сечения каждого из волокон 11, полученных фильерным способом, проходит в направлении, более близком к направлению, параллельному плоскости многослойного нетканого материала. Рассчитывают долю волокон, полученных фильерным способом, у которых большая ось проходит в направлении, более близком к горизонтальному направлению, чем малая ось, для десяти или более волокон, полученных фильерным способом, в каждом из пяти образцов для измерений, то есть в общей сложности для 50 или более волокон, полученных фильерным способом. Если данная доля составляет 75% или более, определяют, что большая ось L в горизонтальном поперечном сечении ориентирована в направлении, которое проходит вдоль направления в плоскости многослойного нетканого материала 1. Доля волокон, полученных фильерным способом, у которых большая ось проходит в направлении, более близком к горизонтальному направлению, предпочтительно составляет более 75%, более предпочтительно 80% или более и еще более предпочтительно 85% или более, и 100% или менее.
[0037]
Поскольку многослойный нетканый материал 1 образован посредством каландрования, волокна 11 многослойного нетканого материала 1, полученные фильерным способом, имеют сильно сдавленную часть и слабо сдавленную часть в одном волокне 11, полученном фильерным способом. Сильно сдавленная часть в волокнах 11, полученных фильерным способом, имеет бульшую степень сплющенности и имеет форму горизонтального поперечного сечения, которая ближе к плоской форме. Слабо сдавленная часть в волокнах 11, полученных фильерным способом, имеет меньшую степень сплющенности и имеет форму горизонтального поперечного сечения, которая ближе к форме идеального круга. То есть волокна 11, полученные фильерным способом, предпочтительно имеют в продольном направлении волокон 11, полученных фильерным способом, части с разной шириной волокна. В данном примере ширина волокна означает длину самой длинной линии, проходящей от края до края горизонтального поперечного сечения волокна. Отношение максимальной ширины волокна к минимальной ширине волокна (максимальный диаметр волокна/минимальный диаметр волокна) для волокон 11, полученных фильерным способом, предпочтительно составляет более 1,1 и более предпочтительно более 1,4.
Кроме того, по соображениям, связанным с избежанием локального сдавливания и сохранением мягкости данной части и поддержанием удовлетворительной текстуры нетканого материала, данное отношение предпочтительно составляет 2,5 или менее и более предпочтительно 2 или менее.
Кроме того, по соображениям, связанным с выполнением достаточного сдавливания, данное отношение предпочтительно составляет более 1,1 и 2,5 или менее и более предпочтительно более 1,4 и 2 или менее.
Если горизонтальное поперечное сечение волокна имеет плоскую форму до каландрования, то есть начиная с момента формования, ширина волокна не изменяется в значительной степени в продольном направлении волокна, и отношение максимальной ширины волокна к минимальной ширине волокна не находится в вышеописанном диапазоне.
[0038]
Максимальную ширину волокна и минимальную ширину волокна для волокон 11, полученных фильерным способом, определяют следующим образом.
Метод определения максимальной ширины волокна и минимальной
ширины волокна
Образцы для измерений, каждый из которых имеет поверхность, образованную разрезанием вдоль направления толщины, вырезают, используя бритву, из любых пяти мест, которые находятся на расстоянии друг от друга в направлении в плоскости многослойного нетканого материала. При этом обеспечивают то, чтобы были получены поверхности, образованные разрезанием, которые не содержат тисненой части. На поверхности каждого образца для измерений, образованной разрезанием, часть, не содержащую тисненой части, осматривают, используя РЭМ, при увеличении в 300 раз. Десять или более волокон 11, полученных фильерным способом, выбирают случайным образом из каждой из тех поверхностей пяти образцов для измерений, которые образованы разрезанием. Измеряют длины самых длинных линий, проходящих соответственно от края до края горизонтальных поперечных сечений в общей сложности 50 или более волокон, полученных фильерным способом, из пяти образцов для измерений, и среднее значение из пяти наибольших длин принимают в качестве максимальной ширины волокна, и среднее значение из пяти наименьших длин принимают в качестве минимальной ширины волокна. Значение, полученное делением максимальной ширины волокна на минимальную ширину волокна, округляют до одного десятичного знака и принимают в качестве отношения минимальной ширины волокна к максимальной ширине волокна.
[0039]
По соображениям, связанным с повышением устойчивости к давлению воды, предпочтительно, чтобы слой 20 многослойного нетканого материала 1, полученный из расплава с раздувом, имел плотное «переплетение» и чтобы зазоры между волокнами были малыми. В частности, предпочтительно, чтобы степень заполненности единичного объема и поверхностная плотность, которая представляет собой массу на единицу площади, были высокими.
[0040]
По соображениям, связанным с повышением устойчивости к давлению воды, степень заполненности слоя 20, полученного из расплава с раздувом, предпочтительно составляет более 4,1%, более предпочтительно 5% или более и еще более предпочтительно 6% или более.
По соображениям, связанным с поддержанием очень хорошей гибкости и тому подобных характеристик нетканого материала, степень заполненности предпочтительно составляет 11% или менее, более предпочтительно 10% или менее и еще более предпочтительно 9% или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, степень заполненности предпочтительно составляет более 4,1% и 11% или менее, более предпочтительно от 5 до 10% и еще более предпочтительно от 6 до 9%.
Метод определения степени заполненности слоя, полученного
из расплава с раздувом
Из многослойного нетканого материала вырезают образец с размерами 10 см Ч 10 см посредством использования бритвы. Если образец с размерами 10 см Ч 10 см невозможно вырезать, вырезают образец, площадь которого является как можно большей. Слой, полученный фильерным способом, осторожно отделяют рукой, пинцетом или тому подобным от образца, и извлекают слой, полученный из расплава с раздувом. Толщину при нагрузке 50 Па измеряют, используя лазерный толщиномер, и среднее значение толщины принимают в качестве толщины слоя, полученного из расплава с раздувом. Далее измеряют массу слоя, полученного из расплава с раздувом, и значение, полученное делением массы на площадь листа многослойного нетканого материала, принимают в качестве поверхностной плотности слоя, полученного из расплава с раздувом. Степень заполненности слоя, полученного из расплава с раздувом, рассчитывают, используя формулу: {поверхностная плотность слоя, полученного из расплава с раздувом / (толщина слоя, полученного из расплава с раздувом × плотность смолы)} × 100.
«Плотность смолы», упомянутую выше, определяют, используя такой же метод, как Метод определения плотности смолы, описанный выше.
[0041]
Поверхностная плотность слоя 20, полученного из расплава с раздувом, предпочтительно составляет 5 г/м2 или более и более предпочтительно 7,5 г/м2 или более.
Кроме того, поверхностная плотность предпочтительно составляет 15 г/м2 или менее и более предпочтительно 12,5 г/м2 или менее.
Кроме того, поверхностная плотность предпочтительно составляет от 5 до 15 г/м2 и более предпочтительно от 7,5 до 12,5 г/м2.
[0042]
Поверхностную плотность определяют нижеприведенным методом.
Метод определения поверхностной плотности
При определении поверхностной плотности многослойного нетканого материала из многослойного нетканого материала, для которого должны быть выполнены измерения, вырезают образец с размерами 10 см × 10 см посредством использования бритвы. Если образец с размерами 10 см × 10 см невозможно вырезать, вырезают образец, площадь которого является как можно большей. Далее измеряют массу образца, и значение, полученное делением массы на площадь, принимают в качестве поверхностной плотности многослойного нетканого материала.
При определении поверхностной плотности слоя, полученного из расплава с раздувом, или слоя, полученного фильерным способом, из многослойного нетканого материала вырезают образец с размерами 10 см × 10 см посредством использования бритвы. Если образец с размерами 10 см × 10 см невозможно вырезать, вырезают образец, площадь которого является как можно большей. Слой, полученный из расплава с раздувом, или слой, полученный фильерным способом, осторожно отделяют рукой, пинцетом или тому подобным от образца. После этого измеряют массу образца, и значение, полученное делением массы на площадь листа многослойного нетканого материала, принимают в качестве поверхностной плотности слоя, полученного из расплава с раздувом, или слоя, полученного фильерным способом.
[0043]
По соображениям, связанным с повышением водонепроницаемости многослойных нетканых материалов 1А и 1В, диаметр волокон, представляющих собой волокна 11, полученные фильерным способом, предпочтительно составляет 35 мкм или менее и более предпочтительно 30 мкм или менее.
По соображениям, связанным со стабильным выполнением формования посредством использования фильерного способа, целесообразно, чтобы диаметр волокон составлял 16 мкм или более.
По соображениям, связанным с достижением обеих вышеуказанных целей, диаметр волокон предпочтительно составляет от 16 до 35 мкм и более предпочтительно от 16 до 30 мкм. Если каждое из волокон 11, полученных фильерным способом, имеет поперечное сечение, которое имеет большую ось и малую ось, диаметр волокон, представляющих собой волокна 11, полученные фильерным способом, означает длину большой оси.
По соображениям, связанным с повышением водонепроницаемости многослойных нетканых материалов 1А и 1В, диаметр волокон, представляющих собой волокна 11, полученные фильерным способом, перед сдавливанием посредством каландрования или тому подобного предпочтительно составляет 30 мкм или менее и более предпочтительно 27 мкм или менее.
По соображениям, связанным со стабильным выполнением формования посредством использования фильерного способа, целесообразно, чтобы диаметр волокон составлял 10 мкм или более.
По соображениям, связанным с достижением обеих вышеуказанных целей, диаметр волокон предпочтительно составляет от 10 до 30 мкм и более предпочтительно от 10 до 27 мкм.
Метод определения диаметра волокон, образующих слой,
полученный фильерным способом
Три образца малого размера вырезают, используя бритву, из многослойного нетканого материала, для которого должны быть выполнены измерения. Сосредотачивают внимание на той части слоя, полученного фильерным способом, которая не содержит тисненой части, и осматривают ее, используя РЭМ. Увеличение при осмотре задают, например, равным 300-500 раз, чтобы в поле зрения попали 5-10 волокон, и делают фотографию. Определяют максимальное значение и минимальное значение диаметра волокна для каждого из всех волокон в поле зрения. Вычисляют среднее значение диаметров волокон, включая максимальные значения и минимальные значения для по меньшей мере 15 или более волокон, и данное среднее значение округляют до целого числа на микрометрической шкале. Значение, полученное таким образом, принимают в качестве диаметра волокон, образующих слой, полученный фильерным способом.
[0044]
Когда многослойный нетканый материал 1 используется в качестве материала впитывающего изделия, который предотвращает утечку, по соображениям, связанным с предотвращением утечки жидкости посредством материала, предотвращающего утечку, его устойчивость к давлению воды предпочтительно составляет 1600 мм вод. ст. или более и более предпочтительно 1800 мм вод. ст. или более.
Отсутствует особое ограничение, но целесообразно, чтобы устойчивость к давлению воды составляла 5000 мм вод. ст. или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, устойчивость к давлению воды предпочтительно составляет от 1600 до 5000 мм вод. ст. и более предпочтительно от 1800 до 5000 мм вод. ст.
[0045]
Устойчивость к давлению воды может быть определена нижеприведенным методом.
Метод определения устойчивости к давлению воды
Измерение выполняют в соответствии с методом А (методом с использованием гидростатического напора) испытания на водонепроницаемость (методом с использованием низкого давления воды), определенным в JIS L1092-1998 (JIS - Японский промышленный стандарт), используя многослойный нетканый материал, для которого должны быть выполнены измерения. Во время испытания на водонепроницаемость измерение выполняют в состоянии, в котором нейлоновый листовой сетчатый материал (размер пор: 133 мкм, толщина: 121 мкм, DO-ML-20, производимый компанией Kurabo Industries Ltd.) размещен поверх образца. Следует отметить, что даже в случае, когда образец не соответствует заданным размерам, устойчивость к давлению воды может быть определена посредством использования аналогичного метода при уменьшении зоны измерения в приборе так, чтобы вода входила в контакт с имеющейся зоной образца. Измерение выполняют для трех кусков многослойных нетканых материалов, и среднее значение для них принимают в качестве устойчивости многослойных нетканых материалов к давлению воды.
[0046]
Многослойный нетканый материал по настоящему изобретению предпочтительно используется в качестве многослойного нетканого материала для впитывающего изделия. Впитывающее изделие используется главным образом для впитывания и удерживания выделяемой организмом, текучей среды, такой как моча или менструальная кровь, которая выделяется из организма. Примеры впитывающего изделия включают одноразовые подгузники, гигиенические прокладки, урологическую прокладку, ежедневные прокладки для трусов и тому подобное, но отсутствует какое-либо ограничение в отношении этого, и предусмотрен широкий охват изделий, которые используются для впитывания текучих сред, которые выделяются из организма человека.
Как правило, впитывающее изделие включает в себя поверхностный материал, материал, образующий заднюю поверхность, и удерживающий жидкости, впитывающий элемент, который расположен между поверхностным материалом и материалом, образующим заднюю поверхность.
Поверхностный материал, как правило, является проницаемым для текучих сред.
Материал, образующий заднюю поверхность, как правило, является минимально проницаемым для жидкостей или водоотталкивающим, но может быть проницаемым для текучих сред.
Многослойный нетканый материал по настоящему изобретению особенно подходит в качестве материала такого впитывающего изделия, который предотвращает утечку. Примеры материала впитывающего изделия, который предотвращает утечку, включают не только материалы, образующие заднюю поверхность, но и также листовые материалы для формирования манжет, защищающих от утечки.
[0047]
Фиг.5 показывает впитывающее изделие 3, которое представляет собой пример впитывающего изделия, имеющего многослойный нетканый материал по настоящему изобретению. Фиг.5(b) показывает толщину многослойного нетканого материала 1 в увеличенном виде. Впитывающее изделие 3 имеет поверхность, обращенную к коже, и поверхность, не обращенную к коже, на стороне, противоположной по отношению к поверхности, обращенной к коже. Впитывающее изделие 3 включает в себя поверхностный материал 32, проницаемый для текучих сред, и удерживающий жидкости, впитывающий элемент 34, который расположен со стороны поверхности поверхностного материала 32, не обращенной к коже. Многослойный нетканый материал 1 расположен со стороны поверхности впитывающего элемента 34, не обращенной к коже. Многослойный нетканый материал 1 используется в качестве материала, образующего заднюю поверхность, для предотвращения утечки текучей среды, которая была впитана впитывающим элементом 34, со стороны поверхности впитывающего изделия, не обращенной к коже.
[0048]
Следует отметить, что в данном описании «поверхность, обращенная к коже», представляет собой поверхность впитывающего изделия или его составляющего элемента (например, впитывающего элемента 34), которая обращена к коже носителя, то есть сторону, относительно близкую к коже носителя при ношении впитывающего изделия, и «поверхность, не обращенная к коже», представляет собой поверхность впитывающего изделия или его составляющего элемента, которая обращена в сторону, противоположную коже, то есть сторону, относительно удаленную от кожи носителя при ношении впитывающего изделия. Следует отметить, что выражение «при ношении» означает нормальное и надлежащее положение при ношении, то есть состояние, в котором поддерживается правильное положение впитывающего изделия при ношении.
[0049]
Поскольку впитывающее изделие 3 имеет многослойный нетканый материал 1 с высокой устойчивостью к давлению воды, расположенный со стороны поверхности впитывающего элемента 34, не обращенной к коже, может быть эффективно предотвращена утечка текучей среды, впитанной впитывающим элементом 34, наружу. Кроме того, поскольку многослойный нетканый материал 1 представляет собой нетканый материал, улучшаются текстура и внешний вид наружной поверхности впитывающего изделия 3. Многослойный нетканый материал 1 предпочтительно расположен так, что слой 10, полученный фильерным способом, ориентирован в направлении поверхности, не обращенной к коже. Если многослойный нетканый материал 1 представляет собой нетканый материал со структурой SM, предпочтительно, чтобы слой 20, полученный из расплава с раздувом, был расположен со стороны поверхности, обращенной к коже, и слой 10, полученный фильерным способом, был расположен со стороны поверхности, не обращенной к коже. Если многослойный нетканый материал 1 представляет собой нетканый материал со структурой SMS, любой слой 10, полученный фильерным способом, может быть ориентирован по направлению к поверхности, не обращенной к коже. То есть также в случае, когда слои 10, полученные фильерным способом, предусмотрены на двух поверхностях слоя 20, полученного из расплава с раздувом, по соображениям, связанным с предотвращением повреждений, вызываемых трением многослойного нетканого материала 1, и тому подобного, предпочтительно, чтобы слой, который получен из расплава с раздувом и составляющие волокна которого имеют диаметр, составляющий менее 1 мкм, и прочность которого, как правило ниже прочности волокна, полученного фильерным способом, был расположен ближе к впитывающему элементу 34, чем слой 10, полученный фильерным способом.
[0050]
Впитывающее изделие 3, показанное на фиг.5, представляет собой подгузник так называемого раскрываемого типа. Промежностная часть А расположена в середине, определяемой в продольном направлении, одна из двух зон, проходящих до передней и задней сторон промежностной части А, представляет собой заднюю зону В, и другая зона представляет собой переднюю часть С. Скрепляющие ленты 35 предусмотрены на двух боковых краевых частях задней части В. Принимающая зона 36, к которой прикрепляются скрепляющие ленты 35, предусмотрена на той поверхности передней части С, которая не обращена к коже (поверхности, которая ориентирована в сторону, противоположную стороне кожи носителя, при ношении впитывающего изделия). Скрепляющие ленты 35 прикреплены к боковым клапанам 31, которые расположены с двух сторон задней части В, определяемых в направлении ширины. Манжеты 37, защищающие от утечки, предусмотрены с двух сторон впитывающего изделия 3, проходящих в продольном направлении. Каждый из боковых клапанов 31 образован из многослойного элемента, образованного из листа 38, предназначенного для формирования манжеты 37, защищающей от утечки, и многослойного нетканого материала 1. Лист 38 для формирования манжеты 37, защищающей от утечки, имеет нитевидный или непрерывный эластичный элемент 62, проходящий в продольном направлении впитывающего изделия 3. Кроме того, множество нитевидных эластичных элементов 63 закреплены вдоль продольного направления между многослойным нетканым материалом 1 и листом 38, предназначенным для формирования манжеты 37, защищающей от утечки, на боковых краях впитывающего изделия 3, наружных в направлении ширины.
[0051]
Впитывающее изделие также может представлять собой натягиваемый подгузник. Натягиваемый подгузник, как правило, имеет промежностную часть в середине, определяемой в продольном направлении, и имеет заднюю часть, которая представляет собой одну из двух зон, проходящих до передней и задней сторон промежностной части, и переднюю часть, которая представляет собой другую зону. Две боковые стороны задней части и две боковые стороны передней части соединены друг с другом для образования двух боковых швов. При этом образуются отверстие для талии, через которое может проходить талия носителя, и два отверстия для ног, через которые могут проходить ноги носителя.
[0052]
Далее способ изготовления многослойного нетканого материала по настоящему изобретению будет описан на основе предпочтительного варианта его осуществления со ссылкой на чертежи. Фиг.6 схематически показывает пример способа изготовления вышеописанного многослойного нетканого материала 1 в качестве варианта осуществления способа изготовления многослойного нетканого материала по настоящему изобретению. Способ изготовления многослойного нетканого материала 1 по данному варианту осуществления включает этап получения многослойного элемента 2, на котором слой 10, полученный фильерным способом, накладывают на одну или две поверхности слоя 20, полученного из расплава с раздувом, этап тиснения, заключающийся в выполнении тиснения многослойного элемента 2, и этап каландрования, заключающийся в выполнении каландрования многослойного элемента 2 (см. фиг.6). В способе изготовления многослойного нетканого материала по настоящему изобретению или этап тиснения, или этап каландрования может быть выполнен первым, то есть этап каландрования может быть выполнен после этапа тиснения, или этап тиснения может быть выполнен после этапа каландрования. В данном варианте осуществления этап каландрования выполняют после этапа тиснения.
[0053]
Этап получения многослойного элемента 2 включает этап формирования слоя 10, получаемого фильерным способом, посредством использования фильерного способа и этап формирования слоя 20, получаемого из расплава с раздувом, посредством использования способа плавления с раздувом.
В способе изготовления по данному варианту осуществления сначала волокна 11, получаемые фильерным способом, формуют посредством прядильной фильеры первой прядильной головки 51, расположенной над конвейером (непоказанным), и укладывают в виде холста на конвейере для формирования слоя 10, получаемого фильерным способом. Затем сформированный слой 10, полученный фильерным способом, перемещают посредством конвейера (непоказанного) в направлении (направлении MD, или машинном направлении, означающем направление перемещения), обозначенном ссылочной позицией MD. Во время перемещения волокна 21, получаемые из расплава с раздувом, формуют посредством прядильной фильеры второй прядильной головки 52, расположенной над конвейером (непоказанным), и укладывают непосредственно на слое 10, полученном фильерным способом. Соответственно, слой 20, полученный из расплава с раздувом, формируется на слое 10, полученном фильерным способом, и образуется многослойный элемент 2А из слоя, полученного фильерным способом, и слоя, полученного из расплава с раздувом. После этого многослойный элемент 2А, состоящий из слоя, полученного фильерным способом, и слоя, полученного из расплава с раздувом, перемещают дальше посредством конвейера (непоказанного) в направлении MD. Во время перемещения волокна 11, получаемые фильерным способом, формуют посредством прядильной фильеры третьей прядильной головки 53, расположенной над конвейером (непоказанным), и укладывают непосредственно на слое 20, полученном из расплава с раздувом. Соответственно, на слое 20, полученном из расплава с раздувом, формируется слой 10, получаемый фильерным способом, и образуется многослойный элемент 2, состоящий из слоя, полученного фильерным способом, слоя, полученного из расплава с раздувом, и слоя, полученного фильерным способом (в дальнейшем в качестве альтернативы упоминаемый как многослойный элемент 2).
[0054]
Далее выполняют этап тиснения. В частности, многослойный элемент 2 перемещают в направлении MD и подают в место, находящееся между тиснильным валом 54 и опорным валом 55, которые расположены напротив друг друга, и выполняют тиснение многослойного элемента 2. Предпочтительно, чтобы этап тиснения выполнялся в состоянии с нагревом до температуры, которая равна или больше температуры плавления волокон, содержащихся в многослойном элементе 2, то есть волокон 11, полученных фильерным способом, и волокон 21, полученных из расплава с раздувом. Если этап тиснения выполняется в состоянии, в котором многослойный элемент 2 нагрет, в многослойном элементе 2 образуется тисненая часть, соединяющая слои многослойного элемента 2, слои многослойного элемента 2 соединяются в одно целое, и поэтому многослойный элемент 2 может иметь вид нетканого материала.
[0055]
Далее выполняют этап каландрования. В частности, многослойный элемент 2, подвергнутый тиснению, перемещают в направлении MD и подают в место между парой опорных валов 56 и 57, и выполняют каландрование многослойного элемента 2.
Опорные валы 56, 57, используемые для каландрования, как правило, имеют гладкую поверхность.
Предпочтительно, чтобы этап каландрования выполнялся при температуре, которая ниже температуры плавления волокон, содержащихся в многослойном элементе 2, то есть волокон 11, полученных фильерным способом, и волокон 21, полученных из расплава с раздувом.
При подвергании многослойного элемента 2 каландрованию многослойный элемент 2 сдавливается в направлении толщины, слои 10, полученные фильерным способом, вдавливаются в слой 20, полученный из расплава с раздувом, и таким образом получают многослойный нетканый материал 1.
Этап тиснения и этап каландрования могут выполняться в произвольном порядке, но по соображениям, связанным со стабилизацией многослойной структуры многослойного нетканого материала 1, предпочтительно, чтобы этап тиснения выполнялся первым.
Многослойный нетканый материал 1 с существенно повышенной устойчивостью к давлению воды может быть легко изготовлен в соответствии со способом изготовления по данному варианту осуществления.
[0056]
Как правило, в способе плавления с раздувом или фильерном способе смолу расплавляют и подвергают формованию, и поэтому могут иметь место случаи, в которых температура слоя 20, полученного из расплава с раздувом, или слоев 10, полученных фильерным способом, непосредственно после формирования будет более высокой, чем температура внутри помещения. В данном варианте осуществления каландрование может быть выполнено для многослойного элемента 2 после охлаждения многослойного элемента 2, или каландрование может быть выполнено для многослойного элемента 2 до охлаждения многослойного элемента 2. В данном варианте осуществления каландрование выполняют вне линии формования и не непрерывно по отношению к процессу на данной линии, и каландрование, следовательно, выполняют после охлаждения. Примеры способа охлаждения включают способ, в котором многослойный элемент 2 оставляют при температуре, которая ниже температуры многослойного элемента 2, способ, в котором воздушную струю подводят к многослойному элементу 2, способ, в котором обработку выполняют вне линии формования и не непрерывно по отношению к процессу на данной линии, и тому подобные способы. Кроме того, если каландрование выполняют до охлаждения, каландрование может быть выполнено для многослойного элемента 2, который является мягким и, вероятно, будет сплющиваться, и поэтому степень заполненности многослойного нетканого материала 1 может быть увеличена, и может быть дополнительно повышена устойчивость к давлению воды.
[0057]
По соображениям, связанным с обеспечением возможности вдавливания слоя 20, полученного из расплава с раздувом, в слои 10, полученные фильерным способом, нагрузка на единицу длины на этапе каландрования предпочтительно составляет 2 Н/мм или более, более предпочтительно 4 Н/мм или более и еще более предпочтительно 10 Н/мм или более.
По соображениям, связанным с предотвращением ситуации, при которой волокна 11, полученные фильерным способом, проникают в слой 20, полученный из расплава с раздувом, и образуют сквозное отверстие в слое 20, полученном из расплава с раздувом, нагрузка на единицу длины предпочтительно составляет 40 Н/мм или менее, более предпочтительно 30 Н/мм или менее и еще более предпочтительно 25 Н/мм или менее.
По соображениям, связанным с достижением обеих вышеуказанных целей, нагрузка на единицу длины предпочтительно составляет от 2 до 40 Н/мм, более предпочтительно от 4 до 30 Н/мм и еще более предпочтительно от 10 до 25 Н/мм.
Следует отметить, что способ изготовления многослойного нетканого материала по настоящему изобретению может включать этап пропускания через зазор между валами с использованием двух разглаживающих валов помимо этапа получения многослойного элемента 2, этапа тиснения и этапа каландрования. В отличие от этапа каландрования этап пропускания через зазор между валами не предназначен для сжатия многослойного элемента или многослойного нетканого материала. Соответственно, нагрузка на единицу длины на этапе пропускания через зазор между валами, как правило, составляет приблизительно 1,5 Н/мм и меньше нагрузки на единицу длины на этапе каландрования.
[0058]
Нагрузку на единицу длины определяют нижеприведенным методом.
Метод определения нагрузки на единицу длины
Пленку для измерения давления (Prescale, производимую компанией Fujifilm Corporation) направляют в место, находящееся между двумя валами, используемыми на этапе каландрования или этапе пропускания через зазор между валами. Цвет пленки для измерения давления сравнивают с образцами стандартных цветов, так что считывается/определяется нагрузка на единицу длины. Если цвет пленки для измерения давления находится на уровне верхнего предела из образцов стандартных цветов, выбирают пленку для измерения давления с бульшим диапазоном значений измеряемых давлений, и измерение выполняют снова.
[0059]
Примеры полимера, представляющего собой исходный материал для получения слоев 10, получаемых фильерным способом, и слоя 20, получаемого из расплава с раздувом, включают: полиолефин, такой как полиэтилен и полипропилен; сложный полиэфир, такой как полиэтилентерефталат; полиамид, такой как нейлон 6 и нейлон 66; полиакриловую кислоту, алкиловый сложный эфир полиметакриловой кислоты, поливинилхлорид, поливинилиденхлорид, полимолочную кислоту, полиуретан, блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этилена-пропилена с чередованием блоков (SEPS) и тому подобные, которые могут быть использованы сами по себе или в комбинации из двух или более.
Полимер, представляющий собой исходный материал для получения слоев 10, получаемых фильерным способом, и полимер, представляющий собой исходный материал для получения слоя 20, получаемого из расплава с раздувом, могут быть одинаковыми или могут отличаться друг от друга.
[0060]
Горизонтальное поперечное сечение волокон 11, полученных фильерным способом, и волокон 21, полученных из расплава с раздувом, может иметь форму круга, треугольника, четырехугольника, пятиугольника или многоугольника с бульшим числом сторон, звезды или тому подобного. Из данных форм предпочтительна форма круга. В данном примере форма круга не ограничена формой идеального круга и может также представлять собой форму эллипса. Форма горизонтального поперечного сечения волокон 11, полученных фильерным способом, и форма горизонтального поперечного сечения волокон 21, полученных из расплава с раздувом, могут быть одинаковыми или могут отличаться друг от друга.
[0061]
В способе изготовления по вышеприведенному варианту осуществления, показанном на фиг.6, после получения многослойного элемента 2А, в котором слой 10, полученный фильерным способом, и слой 20, полученный из расплава с раздувом, наложены друг на друга в данном порядке, волокна 11, полученные фильерным способом, укладывают непосредственно на слой 20, полученный из расплава с раздувом, в многослойном элементе 2А для формирования слоя 10, получаемого фильерным способом, так что получают многослойный элемент 2, который должен быть подвергнут тиснению. Соответственно, многослойный нетканый материал 1, который изготовлен, имеет тисненую часть, соединяющую слой 20, полученный из расплава с раздувом, и слои 10, полученные фильерным способом и наложенные на две поверхности слоя 20, полученного из расплава с раздувом, в качестве тисненой части, но не имеет внутрислойной тисненой части, образованной сдавливанием и сжатием только слоя 20, полученного из расплава с раздувом, или слоев 10, полученных фильерным способом. То есть в многослойном нетканом материале 1 образована только тисненая часть, соединяющая слой 20, полученный из расплава с раздувом, и слой 10, полученный фильерным способом и наложенный на одну или две поверхности слоя 20, полученного из расплава с раздувом.
[0062]
В дальнейшем будет описана внутрислойная тисненая часть. Фильерный нетканый материал, как правило, изготавливают посредством формования волокон, получаемых фильерным способом, для формирования слоя, получаемого фильерным способом, и последующего выполнения тиснения, как правило, горячего тиснения слоя, полученного фильерным способом. Соответственно, слой, полученный фильерным способом, как правило, имеет внутрислойную тисненую часть, соединяющую волокна в слое, полученном фильерным способом.
По соображениям, связанным с поддержанием очень хорошей гибкости и тому подобных характеристик нетканого материала, предпочтительно, чтобы многослойный нетканый материал по настоящему изобретению не имел такой внутрислойной тисненой части и чтобы в нем была образована только тисненая часть, соединяющая слой 20, полученный из расплава с раздувом, и слой 10, полученный фильерным способом и расположенный на одной или двух поверхностях слоя 20, полученного из расплава с раздувом.
[0063]
Способ изготовления многослойного нетканого материала, в котором образована только тисненая часть, соединяющая слой 20, полученный из расплава с раздувом, и слои 10, полученные фильерным способом, не ограничен вышеприведенным вариантом осуществления и может представлять собой, например, нижеприведенный способ. Сначала после формирования слоя 20, полученного из расплава с раздувом, волокна 11, полученные фильерным способом, укладывают непосредственно на слой 20, полученный из расплава с раздувом, для формирования слоя 10, получаемого фильерным способом, так что получают многослойный элемент 2А, в котором слой 20, полученный из расплава с раздувом, и слой 10, полученный фильерным способом, наложены друг на друга в данном порядке. Далее, полученный многослойный элемент 2А переворачивают. После этого слой 10, получаемый фильерным способом, формируют на слое 20, полученном из расплава с раздувом, в многослойном элементе 2А, и последующую обработку выполняют так же, как в вышеприведенном варианте осуществления, так что изготавливают многослойный нетканый материал 1.
Как описано выше, по соображениям, связанным с производительностью, предпочтительно, чтобы этап получения многослойного элемента включал этап формирования одного из слоя, получаемого из расплава с раздувом, и слоя, получаемого фильерным способом, и последующего формирования другого слоя посредством укладки волокон для формирования данного другого слоя непосредственно на данный один слой.
[0064]
Многослойный нетканый материал по настоящему изобретению был описан выше на основе предпочтительного варианта его осуществления, но многослойный нетканый материал по настоящему изобретению не ограничен многослойным нетканым материалом в вышеприведенном варианте осуществления.
Например, многослойный нетканый материал 1 по вышеприведенному варианту осуществления таков, что слои 10, полученные фильерным способом, наложены на две поверхности слоя 20, полученного из расплава с раздувом, но также существует возможность того, что слой 10, полученный фильерным способом, будет наложен только на одну поверхность слоя 20, полученного из расплава с раздувом.
Кроме того, в соответствии со способом изготовления по вышеприведенному варианту осуществления многослойный элемент 2 с трехслойной структурой образуют посредством формирования слоя 10, получаемого фильерным способом, слоя 20, получаемого из расплава с раздувом, и слоя 10, получаемого фильерным способом, в данном порядке, но также существует возможность того, что этап тиснения и этап каландрования будут выполняться для многослойного элемента 2А, состоящего из слоя, полученного фильерным способом, и слоя, полученного из расплава с раздувом, без формирования последнего слоя 10, получаемого фильерным способом. В этом случае получают многослойный нетканый материал, в котором слой 10, полученный фильерным способом, будет наложен на одну поверхность слоя 20, полученного из расплава с раздувом. Многослойный элемент 2А, состоящий из слоя, полученного фильерным способом, и слоя, полученного из расплава с раздувом, может быть получен посредством формирования слоя 10, получаемого фильерным способом, и последующей укладки волокон 21, полученных из расплава с раздувом, непосредственно на слой 10, полученный фильерным способом, для формирования слоя 20, получаемого из расплава с раздувом, или может быть получен посредством формирования слоя 20, получаемого из расплава с раздувом, и последующей укладки волокон 11, полученных фильерным способом, непосредственно на слой 20, полученный из расплава с раздувом, для формирования слоя 10, получаемого фильерным способом.
[0065]
Кроме того, в вышеприведенном варианте осуществления слои 10, получаемые фильерным способом, и слой 20, получаемый из расплава с раздувом, формируют на одной и той производственной линии, но вместо данного способа также возможно формирование слоев 10, получаемых фильерным способом, и слоя 20, получаемого из расплава с раздувом, на разных производственных линиях. В частности, так возможна укладка волокон 21, полученных из расплава с раздувом, в виде холста на слое 10, полученном фильерным способом и сформированном заранее на другой производственной линии, для формирования слоя 20, получаемого из расплава с раздувом. Кроме того, также возможны формирование слоя 10, получаемого фильерным способом, и слоя 20, получаемого из расплава с раздувом, заранее на разных производственных линиях и образование многослойного элемента 2 посредством наложения друг на друга слоя 10, полученного фильерным способом, и слоя 20, полученного из расплава с раздувом. Кроме того, также возможны выполнение каландрования многослойного элемента 2, в котором слой 10, полученный фильерным способом, наложен только на одну поверхность слоя 20, полученного из расплава с раздувом, и последующее наложение слоя 10, полученного фильерным способом, на противоположную поверхность многослойного элемента для получения многослойного нетканого материала с трехслойной структурой.
[0066]
Предпочтительный вариант осуществления способа изготовления впитывающего изделия по настоящему изобретению включает этап наложения друг на друга поверхностного материала 32, впитывающего элемента 34 и многослойного нетканого материала 1 так, чтобы слои были расположены в данном порядке в направлении толщины. Многослойный нетканый материал 1 получают посредством использования способа изготовления многослойного нетканого материала по настоящему изобретению. Многослойный нетканый материал 1 размещают так, чтобы слой 10, полученный фильерным способом, был расположен на поверхности, противоположной по отношению к поверхности, обращенной к впитывающему элементу 34. На этапе наложения достаточно того, чтобы в конце концов было получено впитывающее изделие, в котором поверхностный материал 32, впитывающий элемент 34 и многослойный нетканый материал 1 были наложены друг на друга в данном порядке от стороны поверхности, обращенной к коже, до стороны поверхности, не обращенной к коже, и отсутствует какое-либо особое ограничение в отношении порядка, в котором поверхностный материал 32, впитывающий элемент 34 и многослойный нетканый материал 1 накладывают друг на друга. Например, многослойный нетканый материал 1 может быть наложен после наложения поверхностного материала 32 и впитывающего элемента 34 друг на друга, поверхностный материал 32 может быть наложен после наложения впитывающего элемента 34 и многослойного нетканого материала 1 друг на друга, или поверхностный материал 32, впитывающий элемент 34 и многослойный нетканый материал 1 могут быть одновременно наложены друг на друга.
Примеры
[0067]
В дальнейшем настоящее изобретение будет описано более подробно посредством примеров. Однако настоящее изобретение не ограничено нижеприведенными примерами.
[0068]
Пример 1
После формирования слоя (S), полученного фильерным способом, волокна, полученные из расплава с раздувом, укладывали непосредственно на слой (S), полученный фильерным способом, для формирования слоя (М), получаемого из расплава с раздувом. После этого волокна, полученные фильерным способом, были уложены непосредственно на сформированный слой (М), полученный из расплава с раздувом, для формирования слоя (S), получаемого фильерным способом. Таким образом был получен многослойный элемент, в котором слой (S), полученный фильерным способом, слой (М), полученный из расплава с раздувом, и слой (S), полученный фильерным способом, были наложены друг на друга в данном порядке. Затем после выполнения тиснения данного многослойного элемента выполняли каландрование, так что был получен многослойный нетканый материал по Примеру 1. Многослойный нетканый материал по Примеру 1 не имел внутрислойной тисненой части, и в нем была образована только тисненая часть, соединяющая слой, полученный из расплава с раздувом, и слои, полученные фильерным способом и наложенные на две поверхности слоя, полученного из расплава с раздувом. Оба слоя, полученных фильерным способом, были образованы из волокон, изготовленных из полипропиленовой смолы, и слой, полученный из расплава с раздувом, был образован из волокон, изготовленных из полипропиленовой смолы. Нагрузка на единицу длины во время каландрования, действующая на слои, полученные фильерным способом, и размеры соответствующих частей в Примере 1 были такими, как показанные в Таблице 1.
[0069]
Таблица 1
(Длина L большой оси/Длина S малой оси)
[мм вод.ст.]
Таблица 1 (продолжение)
(Длина L большой оси/Длина S малой оси)
[мм вод.ст.]
Таблица 1 (продолжение)
(Длина L большой оси/Длина S малой оси)
[мм вод.ст.]
[0070]
Примеры 2-5
Многослойные нетканые материалы были изготовлены так же, как в Примере 1, за исключением того, что нагрузка на единицу длины во время каландрования была изменена так, как показано в Таблице 1. Многослойные нетканые материалы по Примерам 2-6 не имели внутрислойной тисненой части, и в них была образована только тисненая часть, соединяющая слой, полученный из расплава с раздувом, и слои, полученные фильерным способом и наложенные на две поверхности слоя, полученного из расплава с раздувом.
Пример 6
Многослойный нетканый материал был изготовлен так же, как в Примере 1, за исключением того, что поверхностная плотность нетканого материала, образующего слой, полученный фильерным способом, и нагрузка на единицу длины во время каландрования были изменены так, как показано в Таблице 1. Многослойный нетканый материал по Примеру 6 не имел внутрислойной тисненой части, и в нем была образована только тисненая часть, соединяющая слой, полученный из расплава с раздувом, и слои, полученные фильерным способом и наложенные на две поверхности слоя, полученного из расплава с раздувом.
[0071]
Пример 7
Многослойный нетканый материал был изготовлен так же, как в Примере 1, за исключением того, что нагрузка на единицу длины во время каландрования и диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, были изменены так, как показано в Таблице 2. Многослойный нетканый материал по Примеру 7 не имел внутрислойной тисненой части, и в нем была образована только тисненая часть, соединяющая слой, полученный из расплава с раздувом, и слои, полученные фильерным способом и наложенные на две поверхности слоя, полученного из расплава с раздувом.
[0072]
Сравнительный пример 1
Нетканый материал мелтблаун (полученный из расплава с раздувом) по Сравнительному примеру 1 был изготовлен посредством выполнения каландрования нетканого материала мелтблаун. Размеры соответствующих частей нетканого материала мелтблаун по Сравнительному примеру 1 были такими, как показанные в Таблице 1.
Сравнительный пример 2
Нетканый материал мелтблаун по Сравнительному примеру 2 был изготовлен так же, как в Сравнительном примере 1, за исключением того, что каландрование не выполнялось. Размеры соответствующих частей нетканого материала мелтблаун по Сравнительному примеру 2 были такими, как показанные в Таблице 1.
Сравнительный пример 3
Многослойный нетканый материал по Сравнительному примеру 3 был изготовлен так же, как в Примере 1, за исключением того, что каландрование не выполнялось.
Сравнительные примеры 4, 6 и 8
Нетканые материалы мелтблаун по Сравнительным примерам 4, 6 и 8 были изготовлены так же, как в Сравнительном примере 1, за исключением того, что нагрузка на единицу длины во время каландрования и диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, были изменены так, как показано в Таблице 1.
[0073]
Сравнительный пример 5
Многослойный нетканый материал по Сравнительному примеру 5 был изготовлен так же, как в Примере 1, за исключением того, что нагрузка на единицу длины во время каландрования и диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, были изменены так, как показано в Таблице 1.
Сравнительный пример 7
Многослойный нетканый материал по Сравнительному примеру 7 был изготовлен так же, как в Примере 1, за исключением того, что диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, был изменен так, как показано в Таблице 1.
Сравнительный пример 9
Многослойный нетканый материал по Сравнительному примеру 9 был изготовлен так же, как в Примере 1, за исключением того, что нагрузка на единицу длины во время каландрования была изменена так, как показано в Таблице 1.
[0074]
Устойчивость нетканых материалов, полученных в Примерах 1-7 и Сравнительных примерах 1-9, была определена вышеописанным методом, и их текстуры были оценены нижеприведенным методом. В Таблице 1 показаны результаты определения устойчивости к давлению воды и результаты оценки текстуры.
Метод оценки текстуры
Многослойный нетканый материал был сжат до давления 5 кПа посредством использования прибора KES для испытаний на сжатие (KES FB-3, изготавливаемого компанией Kato Tech Co., Ltd.) в стандартном режиме за исключением того, что конечная скорость была задана равной 0,1 мм/с, и была измерена величина LC, которая представляет собой жесткость при сжатии. Значение LC, более близкое к 1, означает сжатие при большей жесткости, и, следовательно, меньшее значение указывает на лучшую текстуру.
[0075]
Как показано в Таблице 1, многослойные нетканые материалы по Примерам 1-7 имели устойчивость к давлению воды, составляющую 1600 мм вод. ст. или более, которая была значительно повышена по сравнению с многослойным нетканым материалом по Сравнительному примеру 3, не подвергнутым каландрованию, и однослойными неткаными материалами мелтблаун по Сравнительным примерам 1, 2, 4, 6 и 8.
Многослойный нетканый материал по Сравнительному примеру 3, не подвергнутый каландрованию, имел отношение tmax/tmin, составляющее 1,3, и многослойный нетканый материал по Сравнительному примеру 9, подвергнутый каландрованию при низкой нагрузке на единицу длины, имел отношение tmax/tmin, составляющее 2,0, в то время как многослойные нетканые материалы по Примерам 1-6 имели отношение tmax/tmin, превышающее 2, и представляется, что эта характеристика способствует повышению устойчивости многослойного нетканого материала по настоящему изобретению к давлению воды.
Кроме того, многослойный нетканый материал по Сравнительному примеру 3, не подвергнутый каландрованию, имел степень заполненности, составляющую 6,7, в то время как многослойные нетканые материалы по Примерам 1-6 имели степень заполненности, составляющую 10 или более, и представляется, что эта характеристика способствует повышению устойчивости многослойного нетканого материала по настоящему изобретению к давлению воды.
[0076]
Из сравнения между Сравнительными примерами 5 и 6, сравнения между Сравнительными примерами 7 и 8 и сравнения между Примером 7 и Сравнительным примером 4 видно, что в случае, если диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, составляет менее 1 мкм, устойчивость к давлению воды повышается за счет наложения друг на друга слоев, полученных фильерным способом, и слоя, полученного из расплава с раздувом, и выполнения каландрования данных слоев. Кроме того, диаметры волокон из слоев, полученных из расплава с раздувом, по Сравнительному примеру 7, Сравнительному примеру 5, Примеру 7 и Примеру 1 составляли соответственно 1,1 мкм, 1,0 мкм, 0,9 мкм и 0,8 мкм в данном порядке, то есть, если диаметр волокон меньше 1 мкм, устойчивость к давлению воды резко улучшается.
Из данных результатов видно, что для обеспечения высокой устойчивости многослойного нетканого материала по настоящему изобретению к давлению воды важно, чтобы диаметр волокон, представляющих собой волокна, полученные из расплава с раздувом, составлял менее 1 мкм и удовлетворялось по меньшей мере одной из вышеприведенных условий (1) и (2).
[0077]
Кроме того, из степеней заполненности и результатов оценки текстуры многослойных нетканых материалов по Примерам 1-4 видно, что более высокая степень заполненности, скорее всего, связана с повышением устойчивости к давлению воды. По соображениям, связанным с обеспечением как высокой устойчивости к давлению воды, так и хорошей текстуры, предпочтительно снизить степень заполненности многослойного нетканого материала до значений, составляющих 35% или менее, чтобы получить текстуру, которая является такой же хорошей, как у многослойного нетканого материала по Сравнительному примеру 3, не подвергнутого каландрованию.
[0078]
Кроме того, многослойный нетканый материал по Сравнительному примеру 3, не подвергнутый каландрованию, имел отношение максимальной ширины волокна к минимальной ширине волокна для волокон, полученных фильерным способом, которое составляет 1,1, в то время как многослойные нетканые материалы по Примерам 1-7 и Сравнительному примеру 9, подвергнутые каландрованию, имели отношение максимальной ширины волокна к минимальной ширине волокна (максимальный диаметр волокна/минимальный диаметр волокна) для волокон, полученных фильерным способом, которое составляет от 1,4 до 2,2. Это обстоятельство показывает, что, поскольку многослойные нетканые материалы по Примерам 1-7 и Сравнительному примеру 9 были подвергнуты каландрованию, появились зоны, в которых волокна, полученные фильерным способом, были в значительной степени расплющены. Кроме того, отношение максимальной ширины волокна к минимальной ширине волокна для волокон, полученных фильерным способом, в каждом из многослойных нетканых материалов по Примерам 1-7 было больше, чем в случае многослойного нетканого материала по Сравнительному примеру 9, подвергнутого каландрованию при низкой нагрузке на единицу длины. Поскольку многослойные нетканые материалы по Примерам 1-7 были подвергнуты каландрования при достаточно высокой нагрузке на единицу длины, появились зоны, в которых волокна, полученные фильерным способом, были в значительной степени расплющены. Соответственно, может быть закрыта бульшая площадь/зона поверхности слоя, полученного из расплава с раздувом, и представляется, что это также способствует повышению устойчивости к давлению воды.
[0079]
Как показано в Таблице 1, в Примерах 1-7 форма горизонтального поперечного сечения волокон, полученных из расплава с раздувом, представляла собой частично эллиптическую форму, и форма горизонтального поперечного сечения волокон, полученных фильерным способом, также представляла собой эллиптическую форму. Частично эллиптическая форма (указанная как «частично эллипс» в Таблице 1) означает, что горизонтальное поперечное сечение имеет часть с формой идеального круга или по существу с формой идеального круга и часть с формой эллипса. С другой стороны, в Сравнительном примере 3 форма горизонтального поперечного сечения волокон, полученных из расплава с раздувом, представляла собой форму идеального круга, и форма горизонтального поперечного сечения волокон, полученных фильерным способом, представляла собой по существу форму идеального круга. Это обстоятельство указывает на то, что волокна слоев были деформированы до эллиптической формы посредством каландрования. Соответственно, волокна, полученные фильерным способом, могут закрывать бульшую площадь/зону поверхности слоя, полученного из расплава с раздувом, и представляется, что это также способствует повышению устойчивости к давлению воды.
[0080]
Примеры 8-11
Многослойные нетканые материалы были изготовлены так же, как в Примере 1, за исключением того, что нагрузка на единицу длины во время каландрования и диаметр волокон, представляющих собой волокна, полученные фильерным способом, до каландрования были изменены так, как показано в Таблице 2. Многослойные нетканые материалы по Примерам 8-11 не имели внутрислойной тисненой части, и в них была образована только тисненая часть, соединяющая слой, полученный из расплава с раздувом, и слои, полученные фильерным способом и наложенные на две поверхности слоя, полученного из расплава с раздувом.
Сравнительный пример 9
Многослойный нетканый материал по Сравнительному примеру 9 был изготовлен так же, как в Примере 1, за исключением того, что нагрузка на единицу длины во время каландрования была изменена так, как показано в Таблице 2.
[0081]
Таблица 2
(Длина L большой оси/Длина S малой оси)
[мм вод.ст.]
[0082]
Устойчивость к давлению воды в Примерах 8-11 и Сравнительном примере определяли вышеописанным методом. Кроме того, текстуры нетканых материалов по примерам и сравнительным примерам оценивали вышеописанным методом. В Таблице 2 показаны результаты определения устойчивости к давлению воды и результаты оценки текстуры.
[0083]
Сравнение между результатами для Примеров 8 и 9 показывает, что, несмотря на то, что нагрузка на единицу длины во время каландрования была выше в Примере 9, чем в Примере 8, устойчивость к давлению воды была повышена в большей степени в Примере 8, чем в Примере 9. Представляется, что причина этого состоит в том, что, поскольку волокна, полученные фильерным способом, были более тонкими в Примере 8, чем в Примере 9, волокна, полученные фильерным способом, имели более высокую плотность расположения волокон в слоях, полученных фильерным способом, и имели меньшее межволоконное расстояние и ограничивали перемещение волокон, полученных из расплава с раздувом, с более короткими интервалами, и, следовательно, волокна, полученные из расплава с раздувом, были зафиксированы в большем числе мест. По соображениям, связанным с повышением устойчивости к давлению воды, диаметр волокон, представляющих собой волокна, полученные фильерным способом, предпочтительно составляет 35 мкм или менее.
Промышленная применимость
[0084]
Как показывают характеристики многослойного нетканого материала по настоящему изобретению, можно получить многослойный нетканый материал, устойчивость которого к давлению воды повышена.
В соответствии со способом изготовления многослойного нетканого материала по настоящему изобретению можно получить многослойный нетканый материал, устойчивость которого к давлению воды повышена.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2751905C1 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ПОТОВПИТЫВАЮЩИЙ ЛИСТ | 2017 |
|
RU2713963C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, ЛИСТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2719524C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2796016C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2018 |
|
RU2740088C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2795648C1 |
| СКРЕПЛЕННЫЙ ГОРЯЧИМ ВОЗДУХОМ НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2018 |
|
RU2733362C1 |
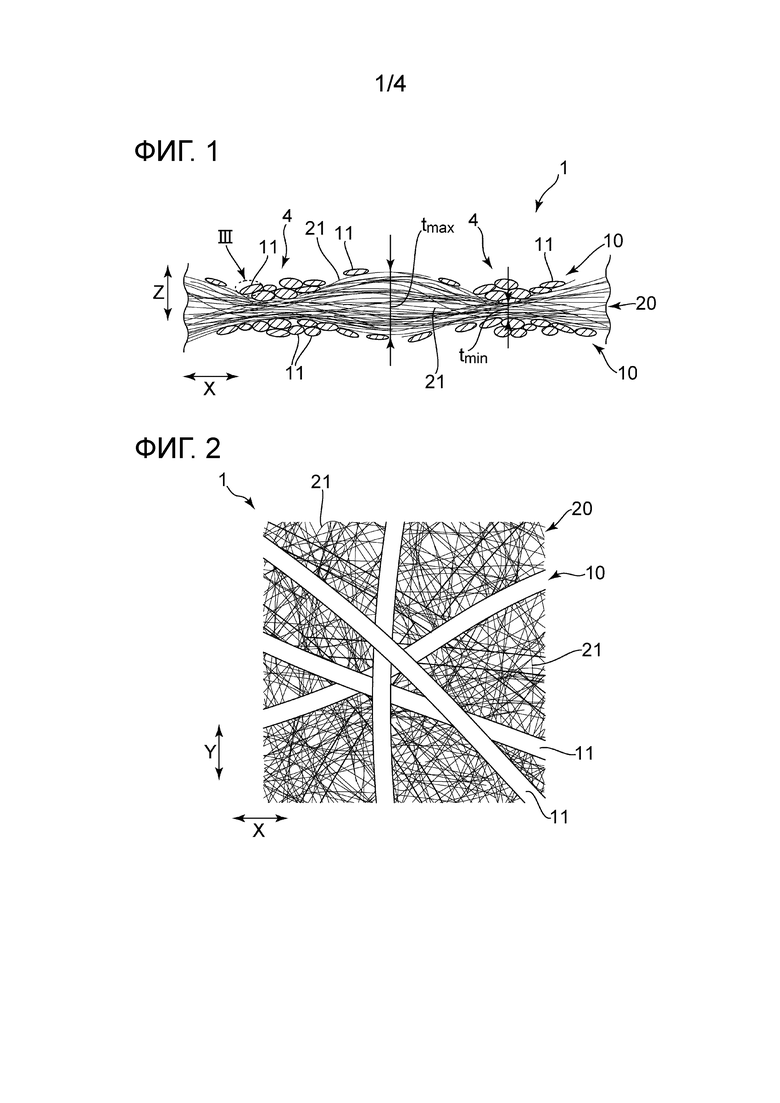
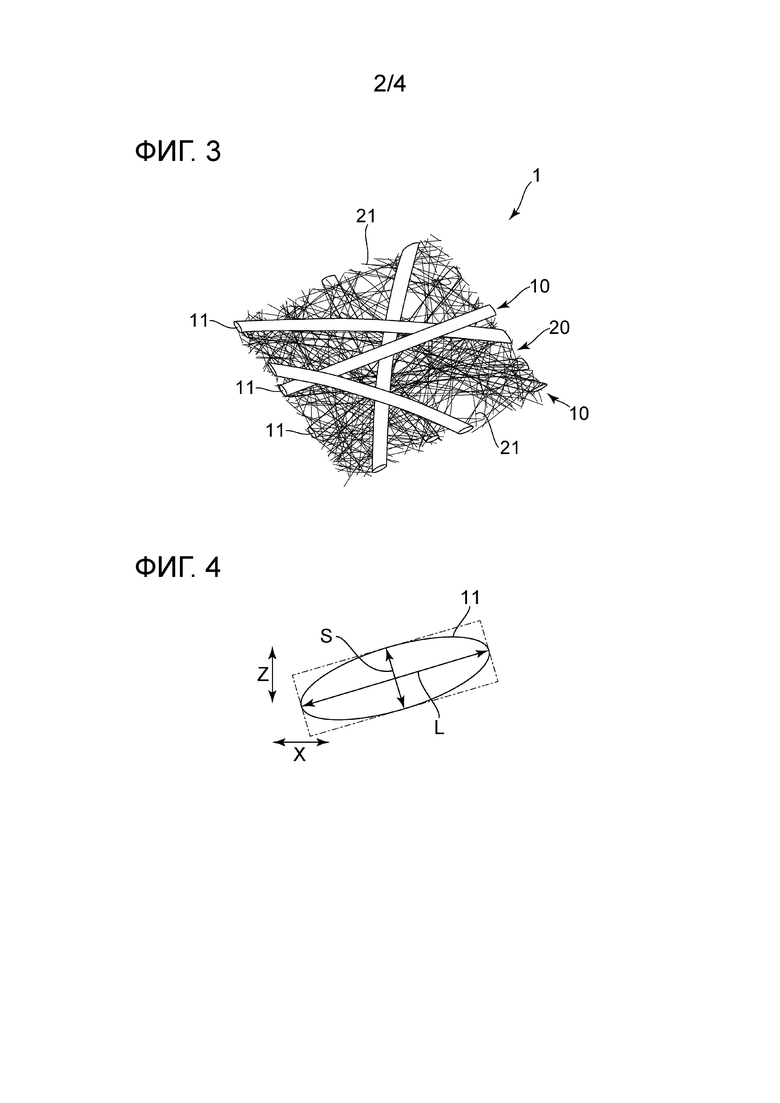
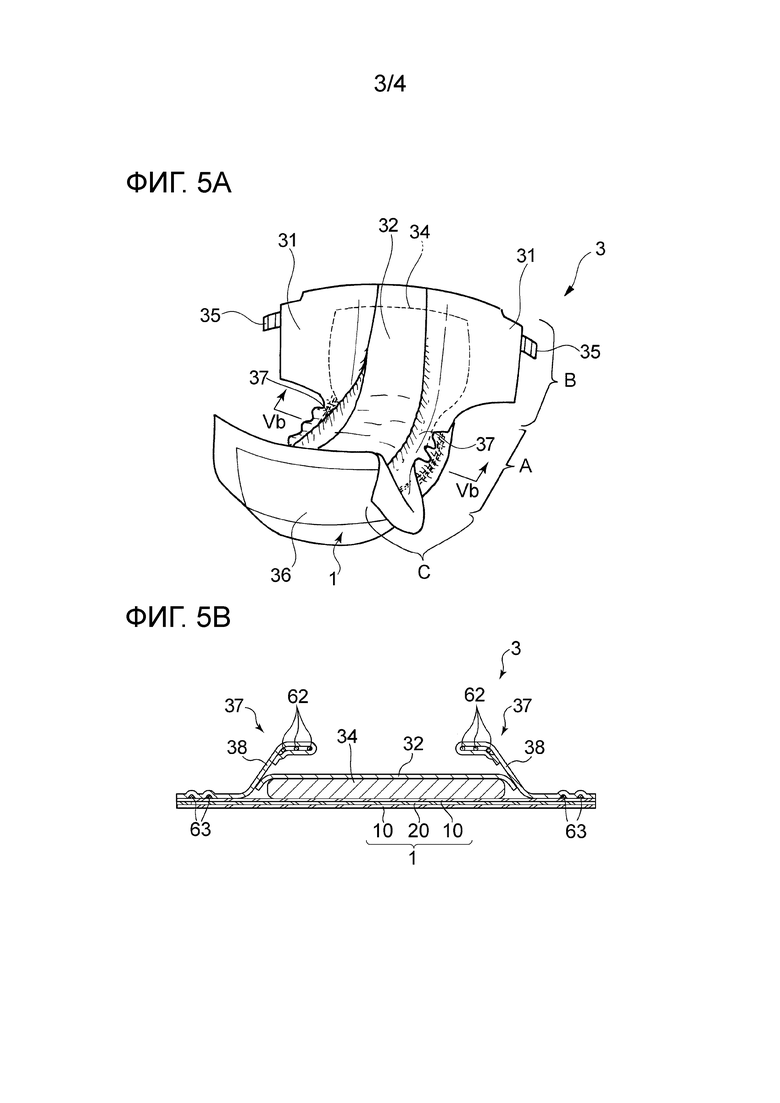
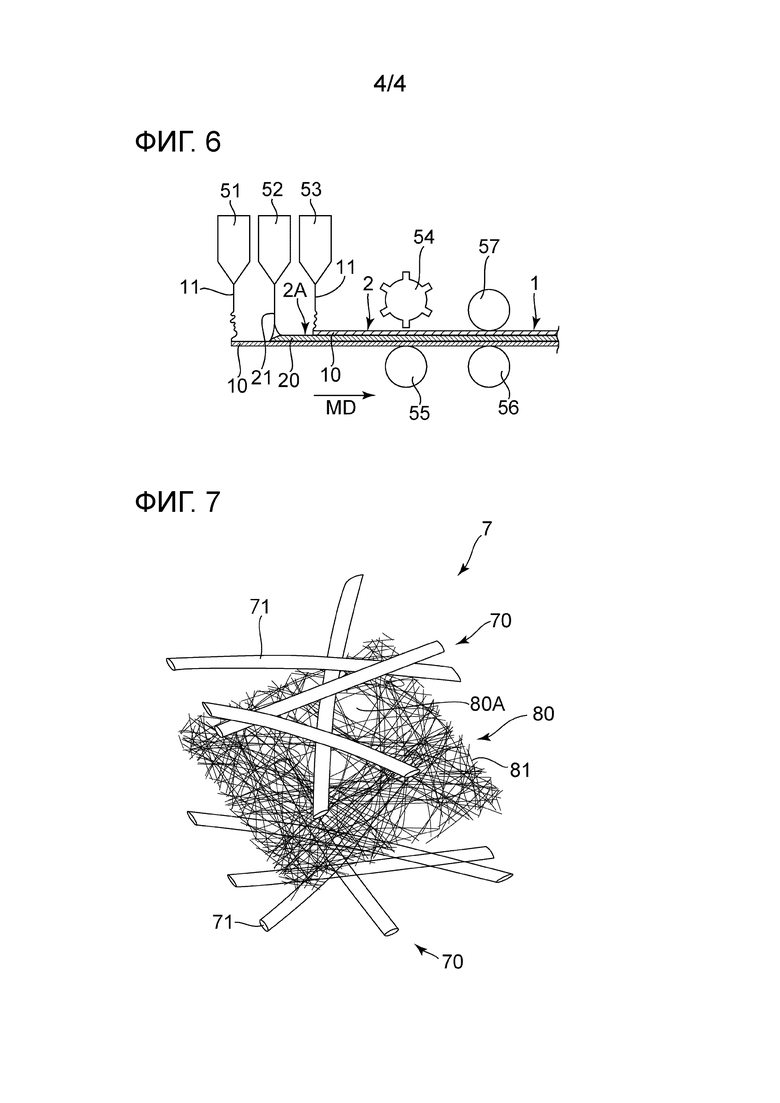
Многослойный нетканый материал по настоящему изобретению включает в себя слой 20, полученный из расплава с раздувом, и слой 10, полученный фильерным способом, наложенный на одну или две поверхности слоя 20, полученного из расплава с раздувом, и диаметр волокон, представляющих собой волокна 21, образующие слой 20, полученный из расплава с раздувом, составляет менее 1 мкм. Многослойный нетканый материал по настоящему изобретению таков, что отношение tmax/tmin, которое представляет собой отношение максимальной толщины tmax к минимальной толщине tmin слоя 20, полученного из расплава с раздувом, составляет более 2, или степень заполненности, которая представляет собой степень заполненности пространства волокнами, составляет более 7,7%. В каждом волокне 11, образующем слой 10, полученный фильерным способом, соотношение размеров волокна в горизонтальном поперечном сечении волокна 11 составляет более 1,2. 3 н. и 5 з.п. ф-лы, 8 ил., 2 табл.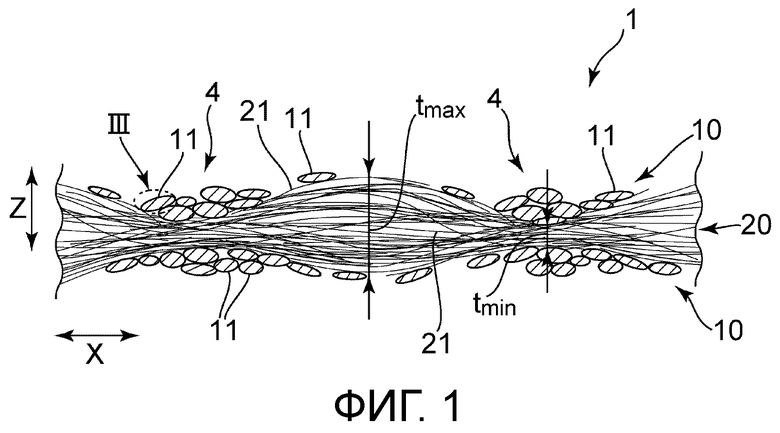
1. Многослойный нетканый материал для впитывающего изделия, имеющий слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложенный на одну или две поверхности слоя, полученного из расплава с раздувом,
при этом волокна, образующие слой, полученный из расплава с раздувом, имеют диаметр волокон, составляющий менее 0,9 мкм,
многослойный нетканый материал содержит на слое, полученном из расплава с раздувом,
первую часть, в которой волокна, образующие слой, полученный фильерным способом, расположены относительно плотно,
вторую часть, в которой волокна, образующие слой, полученный фильерным способом, расположены относительно редко,
причем волокна, образующие слои, полученные фильерным способом, вдавлены в слой, полученный из расплава с раздувом, в первой части, в которой волокна, образующие слой, полученный фильерным способом, расположены относительно плотно,
толщина слоя, полученного из расплава с раздувом, меньше в первой части, в которой волокна, образующие слой, полученный фильерным способом, расположены относительно плотно, чем во второй части, в которой волокна, образующие слой, полученный фильерным способом, расположены относительно редко,
отношение tmax/tmin, которое представляет собой отношение максимальной толщины tmax к минимальной толщине tmin слоя, полученного из расплава с раздувом, составляет более 2, и
устойчивость многослойного нетканого материала к давлению воды составляет 1600 мм вод. ст. или более.
2. Многослойный нетканый материал для впитывающего изделия по п. 1, в котором первый диаметр волокон, образующих слой, полученный фильерным способом, составляет 35 мкм или менее, причем
отношение максимальной ширины волокон к минимальной ширине волокон, образующих слой, полученный фильерным способом, составляет более чем 1,4, и
степень заполненности многослойного нетканого материала, которая представляет собой степень заполненности пространства волокнами, составляет более 7,7%.
3. Многослойный нетканый материал для впитывающего изделия по п. 1, в котором во всех или некоторых волокнах, образующих слой, полученный фильерным способом, соотношение размеров волокна в горизонтальном поперечном сечении волокна составляет более 1,2.
4. Многослойный нетканый материал для впитывающего изделия по п. 1, в котором степень заполненности многослойного нетканого материала, представляющая собой степень заполненности пространства волокнами, составляет 35% или менее.
5. Многослойный нетканый материал для впитывающего изделия по 1, в котором доля волокон, в которых большая ось горизонтального поперечного сечения волокна проходит в направлении, более близком к направлению, параллельному плоскости многослойного нетканого материала, чем малая ось, в волокнах, образующих слой, полученный фильерным способом, составляет от 75 до 100%.
6. Многослойный нетканый материал для впитывающего изделия по п. 1, в котором степень заполненности слоя, полученного из расплава с раздувом, представляющая собой степень заполненности пространства волокнами, составляет более 4,1% и 11% или менее.
7. Впитывающее изделие, имеющее сторону поверхности, обращенной к коже, и сторону поверхности, не обращенной к коже,
при этом впитывающее изделие включает в себя поверхностный материал и впитывающий элемент, расположенный со стороны поверхности поверхностного материала, не обращенной к коже,
многослойный нетканый материал для впитывающего изделия по п. 1 расположен со стороны поверхности впитывающего элемента, не обращенной к коже, и
многослойный нетканый материал расположен так, что слой, полученный фильерным способом, ориентирован по направлению к стороне поверхности, не обращенной к коже.
8. Способ изготовления многослойного нетканого материала для впитывающего изделия, включающий этап формирования слоя, получаемого фильерным способом, который включает волокна, имеющие диаметр волокна 35 мкм или менее, посредством использования фильерного способа и этап формирования слоя, получаемого из расплава с раздувом, который включает волокна, имеющие диаметр волокна 0,9 мкм или менее, посредством использования способа плавления с раздувом,
при этом способ включает:
- этап получения многослойного элемента, имеющего слой, полученный из расплава с раздувом, и слой, полученный фильерным способом, наложенный на одну или две поверхности слоя, полученного из расплава с раздувом;
- этап тиснения, заключающийся в выполнении тиснения многослойного элемента, посредством введения многослойного элемента между тиснильным валом и опорным валом, имеющим гладкую поверхность, для сжатия многослойного элемента; и
- этап каландрования, заключающийся в выполнении каландрования многослойного элемента посредством введения многослойного элемента между парой валов, имеющих гладкую поверхность для сжатия многослойного элемента,
причем устойчивость многослойного нетканого материала к давлению воды составляет 1600 мм вод. ст. или более.
| Нетканые основы | 2014 |
|
RU2637100C2 |
| JP 2011130790 A, 07.07.2011 | |||
| JP 2001504723 A, 10.04.2001 | |||
| ОДНОРАЗОВЫЙ ПОДГУЗНИК ТИПА ТРУСОВ | 2015 |
|
RU2673651C2 |

