[Область техники, к которой относится изобретение]
[0001]
Вариант осуществления, рассмотренный в данном документе, относится к впитывающему изделию, такому как бумажный подгузник или гигиеническая прокладка, к листу, предпочтительно применяемому для него, и к фильерному нетканому материалу, предпочтительно применяемому для него.
[Предшествующий уровень техники]
[0002]
Типовое впитывающее изделие выполнено с впитывающим матом, который впитывает текучую среду, такую как выделенная моча или менструальная кровь, и водостойким листом, который способен противодействовать заданному давлению воды. Данный лист, будучи предусмотренным для стоячих сборок и наружного края изделия, может воспрепятствовать утечке текучей среды из впитывающего изделия.
[0003]
Одним из вышеуказанных водостойких листов является нетканый материал, полученный способом раздува из расплава, который имеет малый размер отверстий сетки и, кроме того, затрудняет проникновение воды, но имеет низкую прочность. С другой стороны, фильерный нетканый материал, который представляет собой нетканый материал другого типа, легко пропускает воду, поскольку имеет больший размер отверстий сетки по сравнению с нетканым материалом, полученным способом раздува из расплава, но имеет высокую прочность.
[0004]
С учетом характеристик этих нетканых материалов водостойкий лист был создан за счет упрочнения нетканого материала, полученного способом раздува из расплава, посредством фильерного нетканого материала. Например, нетканый материал 40 со структурой SMS, который образован при упрочнении нетканого материала 42, полученного способом раздува из расплава, посредством фильерных нетканых материалов 41, 41, как показано на фиг. 3В, в частности, посредством размещения, нетканого материала 42, полученного способом раздува из расплава, между двумя листами фильерного нетканого материала 41, 41, как показано на фиг. 3А, был исследован для его использования в качестве водостойкого листа (см. патентный литературный источник 1).
[Ссылочные материалы по предшествующему уровню техники]
[Патентная литература]
[0005]
[Патентный литературный источник 1]
Выложенная патентная публикация Японии №2015-66308
[Сущность изобретения]
[Проблемы, подлежащие решению посредством изобретения]
[0006]
Однако при разрыве слоя нетканого материала, полученного способом раздува из расплава, в нетканом материале 40 со структурой SMS давление, характеризующее водоупорность листа, в значительной степени уменьшается до давления, характеризующего водоупорность и соответствующего размеру отверстий сетки фильерного нетканого материала. Следовательно, если высокое давление воды будет неоднократно приложено к водостойкому листу, выполненному из нетканого материала со структурой SMS, во впитывающем изделии, впитывающее изделие может не обеспечить воспрепятствования утечке текучей среды. С учетом этого неудобства типовой нетканый материал со структурой SMS может быть подвергнут улучшению для обеспечения комфортности для носителя.
[0007]
Впитывающее изделие и лист, предпочтительно используемый для впитывающего изделия, и фильерный нетканый материал, предпочтительно используемый для впитывающего изделия по представленному варианту осуществления, были разработаны с учетом вышеуказанных проблем. Одна из задач состоит в обеспечении удобства для носителя.
Помимо вышеуказанной задачи действия и эффекты, которые могут быть получены при использовании каждой конфигурации из нижеприведенных «Вариантов осуществления изобретения», но которые не достигаются посредством обычных технических решений, могут рассматриваться как другие задачи представленного варианта осуществления.
[Средства решения проблемы]
[0008]
Авторы настоящего варианта осуществления охотно провели исследования для решения вышеуказанной проблемы и получили впитывающее изделие, которое может обеспечить комфортность для носителя, при новом подходе, заключающемся в придании заданной водостойкости/водоупорности фильерному нетканому материалу, подлежащему использованию для листа, а не при традиционном подходе, заключающемся в придании заданной водоупорности нетканому материалу, получаемому способом раздува из расплава и подлежащему использованию для листа.
[0009]
(1) Фильерный нетканый материал, раскрытый в данном документе, сформирован из волокна из термопластичной смолы. Фильерный нетканый материал имеет заданную водоупорность, которая характеризуется тем, что при неоднократном измерении давления, характеризующего водоупорность фильерного нетканого материала, в соответствии со стандартом 811 Международной организации по стандартизации (ISO) второе давление, характеризующее водоупорность и измеренное для второго или последующего раза, меньше первого давления, характеризующего водоупорность и измеренного для первого раза, на величину заданного давления или меньшую величину, и первое давление, характеризующее водоупорность, составляет 160 мм водяного столба или более, и заданное давление составляет 30 мм водяного столба или менее. В данном случае заданная водоупорность означает свойство, которое соответствует давлению, характеризующему водоупорность, постоянно требуемую для листа.
[0010]
(2) Волокно может предпочтительно иметь среднее значение тонины, составляющей от 0,1 до 1,0 денье, и фильерный нетканый материал может иметь массу на единицу площади, составляющую от 8 до 20 г/м2.
(3) Полиолефиновая смола, содержащая полипропилен, может быть предпочтительно использована в качестве термопластичной смолы.
[0011]
(4) Полиолефиновая смола может предпочтительно соответствовать следующим <характеристике а> - <характеристике h>:
<характеристика а> доля мезопентад составляет от 30 до 80 мол.%;
<характеристика b> выполняется неравенство (I)

где доля мезопентад обозначена ʺAʺ и доля рацемических пентад обозначена ʺBʺ;
<характеристика с> доля рацемических-мезорацемических-мезопентад составляет 2,5 мол.% или более;
<характеристика d> выполняется неравенство (II)

где доля мезотриад обозначена ʺCʺ, доля рацемических триад полиолефиновой смолы обозначена ʺDʺ, и доля триад полиолефиновой смолы обозначена ʺEʺ;
<характеристика е> средневзвешенная молекулярная масса составляет от 10000 до 200000;
<характеристика f> выполняется неравенство (III)

где средневзвешенная молекулярная масса полиолефиновой смолы обозначена ʺMwʺ и среднечисленная молекулярная масса полиолефиновой смолы обозначена ʺMnʺ; и
<характеристика g> количество веществ, экстрагируемых кипящим простым диэтиловым эфиром, составляет от 0 до 10% масс.; и
<характеристика h> полиолефиновая смола содержит низкокристаллическую полиолефиновую смолу, соответствующую вышеприведенным <характеристике а> - <характеристике g>, в количестве от 5 до 50% масс. от общей массы твердого компонента.
[0012]
(5) Лист, раскрытый в данном документе, предпочтительно может содержать лист, сформированный одним из вышеуказанных фильерных нетканых материалов, и также может быть свободен от нетканого материала, полученного способом раздува из расплава.
(6) Лист может предпочтительно иметь долю площади тисненой части, в которой волокно подвергнуто сварке, составляющую от 5 до 25%.
[0013]
(7) Два листа могут быть предпочтительно наложены друг на друга.
(8) Представленное впитывающее изделие может предпочтительно включать в себя вышеуказанный лист, расположенный на стороне, обращенной к коже.
(9) Во впитывающем изделии данный лист может предпочтительно использоваться для стоячих сборок, выполненных с возможностью их вертикального расположения на стороне, обращенной к коже.
[Эффект от изобретения]
[0014]
Во впитывающем изделии по представленному варианту осуществления заданная водоупорность придана фильерному нетканому материалу, подлежащему использованию для листа, и, следовательно, впитывающее изделие может обеспечить воспрепятствование проникновению текучей среды, выделенной из носителя, через лист. Это может обеспечит комфорт для носителя.
[Краткое описание чертежей]
[0015]
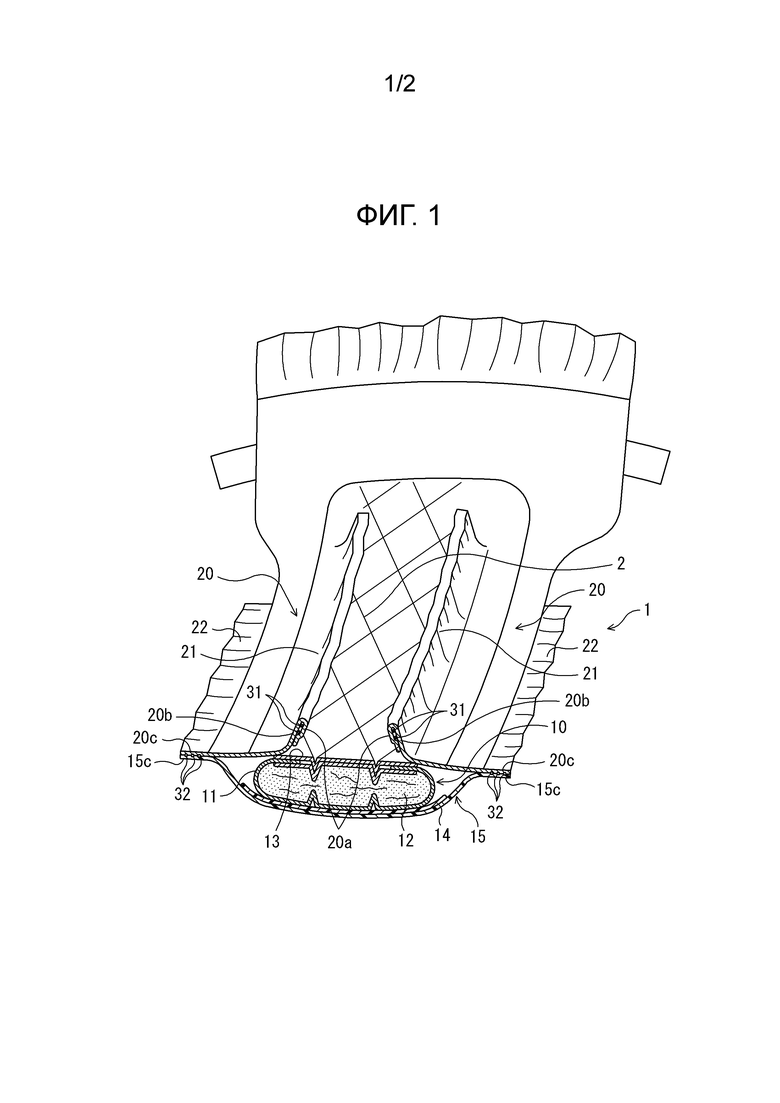
[Фиг. 1] Фиг. 1 представляет собой частичный вид бумажного подгузника (впитывающего изделия) с разрезом в промежностной части;
[фиг. 2] фиг. 2 представляет собой вид в перспективе, схематически иллюстрирующий лист, выполненный из фильерного нетканого материала; и
[фиг. 3] фиг. 3А и 3В представляют собой виды в перспективе, схематически иллюстрирующие лист, выполненный из нетканого материала со структурой SMS, при этом фиг. 3А иллюстрирует состояние с разделенными соответствующими слоями из нетканых материалов, фиг. 3В иллюстрирует состояние с наложенными друг на друга слоями из нетканых материалов.
[Вариант осуществления изобретения]
[0016]
Вариант осуществления впитывающего изделия будет описан далее со ссылкой на сопровождающие чертежи. Следует отметить, что нижеприведенный вариант осуществления представляет собой только пример, и отсутствует намерение исключить различные модификации и применения технических решений, которые не описаны в данном документе в явном виде. Соответствующие конфигурации варианта осуществления могут быть модифицированы без отхода от его объема и, кроме того, могут быть выбраны, исключены и скомбинированы в соответствии с требованиями.
[0017]
Впитывающее изделие по представленному варианту осуществления представляет собой гигиеническое изделие, которое впитывает текучую среду, такую как моча или менструальная кровь, при его ношении носителем. Примерами впитывающего изделия являются бумажные подгузники, скрепляемые лентами, и бумажные подгузники типа трусов (так называемые «одноразовые подгузники»), урологическая прокладка, гигиеническая прокладка и ежедневная прокладка для трусов. В нижеприведенном варианте осуществления впитывающее изделие проиллюстрировано в виде бумажного подгузника, скрепляемого лентами.
[0018]
В представленном варианте осуществления направление бумажного подгузника, которое «соединяет» переднюю часть, размещаемую в контакте с животом носителя, с задней частью, размещаемой в контакте со спиной носителя, рассматривается как продольное направление. Сторона, находящаяся напротив кожи носителя (то есть внутренняя сторона в состоянии при ношении), упоминается как сторона, обращенная к коже, и сторона, противоположная по отношению к стороне, обращенной к коже, (то есть наружная сторона в состоянии при ношении) упоминается как сторона, не обращенная к коже. Кроме того, направление, которое «соединяет» сторону, обращенную к коже, со стороной, не обращенной к коже, упоминается как направление толщины, и направление, перпендикулярное как к продольному направлению, так и к направлению толщины, упоминается как направление ширины.
Кроме того, выражение «численное значение Х - численное значение Y» означает «диапазон от численного значения Х до численного значения Y» в представленном варианте осуществления, если не указано иное.
[0019]
[I. Вариант осуществления]
[1. Бумажный подгузник]
Прежде всего со ссылкой на фиг. 1 будет приведено описание, относящееся к базовой структуре бумажного подгузника. В данном случае описание главном образом сфокусировано на структуре промежностной части 1, которая размещается в промежности носителя бумажного подгузника.
Промежностная часть 1 бумажного подгузника расположена в центре, определяемом в продольном направлении. Промежностная часть 1 предусмотрена с впитывающим материалом 10 в части, внутренней в направлении ширины, и с боковыми листами (листами) 20 на стороне, обращенной к коже, со стороны, наружной в направлении ширины.
[0020]
Впитывающий материал 10 представляет собой элемент, выполненный с возможностью впитывания текучих сред и состоящий из множества материалов типа листов или типа матов. Впитывающий материал 10 образован наложением верхнего листа 13 (также называемого «центральным листом») на обращенную к коже сторону впитывающего мата 12 (также называемого «сердцевиной»), обернутого оберточным листом 11, и наложением заднего листа 14 на не обращенную к коже сторону впитывающего мата 12. Не обращенная к коде сторона впитывающего материала 10 (то есть не обращенная к коже сторона заднего листа 14) закрыта закрывающим листом 15.
[0021]
Оберточный лист 11 и верхний лист 13 впитывающего материала 10 обладают способностью к пропусканию текучих сред (проницаемостью для текучих сред) для обеспечения возможности впитывания впитывающим матом 12 текучей среды, выделенной из носителя. Напротив, задний лист 14 и закрывающий лист 15 обладают способностью не пропускать текучие среды (непроницаемостью для текучих сред) для предотвращения утечки текучей среды, однажды впитанной впитывающим матом 12.
Кроме того, сетка 2 канавок образована на впитывающем материале 10 так, что улучшаются прилегаемость бумажного подгузника к носителю, способность к обеспечению диффузии выделенной текучей среды во впитывающем материале 10 и воздухопроницаемость бумажного подгузника.
[0022]
Боковой лист 20 представляет собой элемент листового типа, предусмотренный для защиты бумажного подгузника от утечки текучей среды. Для этого боковой лист 20 также обладает непроницаемостью для текучих сред. Этот боковой лист 20 имеет заданную водоупорность, которая будет подробно описана ниже.
В этом примере сборки 21 и 22 выполнены вдоль продольного направления на обоих краях каждого бокового листа 20, определяемых в направлении ширины, и периферийных частях обоих краев (в дальнейшем совместно упоминаемых как «краевые периферийные части»). Стоячие сборки 21, которые поднимаются по направлению к стороне кожи, расположены на одной из краевых периферийных частей на стороне каждого бокового листа 20, внутренней в направлении ширины, и сборки 22 для ног, которые выступают наружу в направлении ширины, расположены на другой краевой периферийной части на стороне бокового листа 20, наружной в направлении ширины.
[0023]
Стоячие сборки 21 предусмотрены для предотвращения вытекания выделенной текучей среды наружу в направлении ширины.
В стоячих сборках 21 части 20а и 20b листа, расположенные в краевой периферийной части бокового листа 20, внутренней в направлении ширины, сложены и наложены друг на друга и окружают первую каучуковую нить (эластичный элемент) 31, проходящую вдоль продольного направления. В частности, боковой лист 20 имеет часть 20а листа, образующую внутреннюю стенку и расположенную со стороны, внутренней в направлении ширины, относительно первой каучуковой нити 31, и часть 20b листа, образующую наружную стенку и расположенную со стороны, наружной в направлении ширины, относительно первой каучуковой нити 31. Это означает, что две части 20а и 20b листа наложены друг на друга в части бокового листа 20.
Как указано выше, стоячие сборки 21, которые поднимаются по направлению к стороне коже и собираются в складки, образованы посредством размещения первой каучуковой нити 31 в части, в которой две части 20а и 20b бокового листа 20 сложены и наложены друг на друга.
[0024]
Сборки 22 для ног предусмотрены для повышения комфортности за счет повышения способности к обеспечению соответствия форме ног носителя.
В сборках 22 для ног наружная часть 20с листа, расположенная в краевой периферийной части бокового листа 20, наружной в направлении ширины, и наружная часть 15с листа, расположенная в краевой периферийной части закрывающего листа 15, наружной в направлении ширины, наложены друг на друга и окружают вторую каучуковую нить (эластичный элемент) 32, проходящий вдоль продольного направления.
Как указано выше, сборки 22 для ног, которые выступают наружу в направлении ширины и собираются в складки, образованы посредством размещения второй каучуковой нити 32 в части, в которой две части 20с и 15с листов, представляющих собой боковые листы 20 и закрывающий лист 15, наложены друг на друга.
[0025]
[2. Боковой лист]
Далее будет приведено описание, относящееся к детализированной структуре бокового листа 20.
Боковой лист 20 образован только из фильерного нетканого материала, выполненного из волокна из термопластичной смолы. Это означает, что боковой лист 20 свободен от нетканого материала, такого как нетканый материал со структурой SMS и нетканый материал со структурой SMMS, содержащий слой, полученный способом раздува из расплава (нетканый материал, полученный способом раздува из расплава), или нетканый материал, полученный способом раздува из расплава, содержащий только слой, полученный способом раздува из расплава.
[0026]
Фильерный нетканый материал представляет собой листообразный элемент, полученный «накоплением» нити из непрерывного волокна, сформированного из расплава термопластичной смолы. Нить, «накопленная» в таком фильерном нетканом материале, принимает форму длинных волокон. В этом примере тиснение выполняют на фильерном нетканом материале для сварки волокон посредством нагрева и/или сдавливания.
[0027]
В дальнейшем будет приведено описание, относящееся к детализированному примеру изготовления фильерного нетканого материала.
Прежде всего блок длинных волокон, выполненный из нити, полученной из термопластичной смолы, находящейся в расплавленном состоянии, вводят в воздухосос для утонения волокна посредством вытягивания, и утоненное волокно накапливают на конвейере. Посредством этого получают волокнистый холст. После этого блоки длинных волокон, образующие волокнистые холсты, скрепляют вместе посредством тиснения. Например, тисненый рисунок, выполненный регулярно вдоль направления перемещения конвейера и направления, перпендикулярного к направлению перемещения, образуют на волокнистом холсте посредством валика для тиснения, имеющего рельеф для тиснения, соответствующий тисненому рисунку и образованный на его наружной периферии. Волокнистый холст, который подвергся вышеуказанному тиснению, изготавливают в качестве фильерного нетканого материала.
[0028]
Напротив, нетканый материал, полученный способом раздува из расплава, представляет собой листообразный элемент, полученный накоплением коротких волокон, изготовленных посредством распыления расплавленной термопластичной смолы в газовой струе. Такой нетканый материал, полученный способом раздува из расплава, имеет тенденцию быть менее прочным и иметь меньший размер отверстий сетки по сравнению с фильерным нетканым материалом.
В дальнейшем будет приведено подробное описание, относящееся последовательно к структурной конфигурации и химической структуре бокового листа 20.
[0029]
[2-1. Структурная конфигурация]
Как проиллюстрировано на фиг. 2, боковой лист 20 по представленному варианту осуществления сформирован из фильерного нетканого материала, выполненного из волокна, имеющего меньший диаметр, чем волокно, используемое для обычного фильерного нетканого материала (см. ссылочную позицию 41 на фиг. 3), с высокой плотностью и, следовательно, имеющего малый размер отверстий сетки. Следовательно, боковой лист 20 имеет заданную водоупорность при избежании снижения прочности. Соответственно, водоупорность бокового листа 20 обеспечивается фильерным нетканым материалом, образующим боковой лист 20. Для этого фильерный нетканый материал имеет заданную водоупорность.
[0030]
Заданная водоупорность в данном случае означает физическое свойство, которое постоянно соответствует давлению, характеризующему водоупорность, требуемую для бокового листа 20, при неоднократном приложении давления воды.
Поскольку обеспечивается прочность, предотвращается снижение или изменение давления, характеризующего водоупорность фильерного нетканого материала, используемого для бокового листа 20, даже при неоднократном приложении давления воды. Кроме того, поскольку имеется малый размер отверстий сетки, давление, характеризующее водоупорность фильерного нетканого материала, используемого для бокового листа 20, повышается. Другими словами, боковой лист 20, выполненный из фильерного нетканого материала, обеспечивает более высокую прочность, чем нетканый материал, включающий в себя, например, слой, полученный способом раздува из расплава, и поэтому разрывается в меньшей степени под действием приложенного давления воды, и давление, характеризующее его водоупорность и соответствующее «размеру его сетки», легко сохраняется. Следовательно, даже при неоднократном приложении давления воды предотвращается снижение давления, характеризующего водоупорность.
[0031]
Вышеуказанная заданная водоупорность определяется не только «давлением, характеризующим водоупорность» фильерного нетканого материала, но и также «размером отверстий сетки» и «долей площади тисненой части» (в дальнейшем данный термин сокращен до «доли площади тиснения») фильерного нетканого материала.
В дальнейшем будет приведено описание, относящееся к «давлению, характеризующему водоупорность», «размеру отверстий сетки» и «доле площади тиснения» фильерного нетканого материала, используемого для бокового листа 20.
[0032]
<давление, характеризующее водоупорность>
Давление, характеризующее водоупорность, означает верхний предел давления воды, которое может выдерживать фильерный нетканый материал. В частности, «давление, характеризующее водоупорность», представляет собой верхний предел высоты поверхности столба воды от фильерного нетканого материала, поверхность которого не пропускает воду, налитую в цилиндр без дна, размещенный на фильерном нетканом материале.
В частности, для бокового листа 20 используется фильерный нетканый материал, который имеет - при неоднократном измерении давления, характеризующего водоупорность фильерного нетканого материала, в соответствии со стандартом 811 Международной организации по стандартизации (ISO) - второе давление Р2, характеризующее водоупорность и измеренное для второго или последующего раза, которое меньше первого давления Р1, характеризующего водоупорность и измеренного для первого раза, на величину заданного давления РР или меньшую величину.
[0033]
Первое давление Р1, характеризующее водоупорность, и второе заданное давление Р2, полученное вычитанием заданного давления РР из первого давления Р1, характеризующего водоупорность, равны давлению или больше давления воды, которое требуется выдерживать для предотвращения утечки выделенной текучей среды. Необходимое давление составляет, например, 130 мм водяного столба.
Предполагается, что первое давление Р1, характеризующее водоупорность, в представленном варианте осуществления составляет 160 мм водяного столба или более. По соображениям, связанным с надежным избежанием утечки текучей среды, первое давление Р1, характеризующее водоупорность, предпочтительно составляет 170 мм водяного столба или более, более предпочтительно 180 мм водяного столба или более.
[0034]
Предполагается, что заданное давление РР составляет 30 мм водяного столба или менее. По соображениям, связанным с сохранением способности к избежанию утечки текучей среды, заданное давление РР предпочтительно составляет 20 мм водяного столба или менее, более предпочтительно 10 мм водяного столба или менее.
Соответственно, второе давление Р2, характеризующее водоупорность, составляет, по меньшей мере 130 (=160-30) мм водяного столба или более, предпочтительно 140 (=170-30=160-20) мм водяного столба или более, более предпочтительно 150 (=180-30=170-20=160-10) мм водяного столба или более. Кроме того, второе давление Р2, характеризующее водоупорность, более предпочтительно составляет 160 (=180-20=170-10) мм водяного столба, еще более предпочтительно 170 (=180-10) мм водяного столба или более.
[0035]
<размер отверстий сетки>
«Размер отверстий сетки» представляет собой параметр, который характеризует размер ячеи (поры) фильерного нетканого материала. Само собой разумеется, малый «размер отверстий сетки» обеспечивает противодействие проникновению текучей среды, а большой «размер отверстий сетки» обеспечивает легкое пропускание текучей среды. Следовательно, меньший «размер отверстий сетки» обеспечивает повышение вышеуказанного «давления, характеризующего водоупорность».
[0036]
Тем не менее, поскольку фильерный нетканый материал может растягиваться, что приводит к увеличению «размера отверстий сетки», при увеличении давления воды, приложенного к боковому листу 20, значение «размера отверстий сетки» и высота водяного столба, определяющая «давление, характеризующее водоупорность», собственно говоря, не находятся в линейной зависимости. Кроме того, размер пор фильерного нетканого материала не является стабильным, а варьируется. Соответственно, трудно непосредственно использовать «размер отверстий сетки» в качестве параметра, соответствующего «давлению, характеризующему водоупорность».
С учетом вышеизложенного среди параметров, соответствующих «размеру отверстий сетки», используются «тонина» и «масса на единицу площади», которые не изменяются независимо от высоты водяного столба, определяющей давление воды, приложенное к боковому листу 20.
[0037]
«Тонина» представляет собой параметр, зависящий от диаметра (толщины) волокна или площади поперечного сечения волокна, и характеризуется массой, приходящейся на заданную длину. В данном примере используется единица измерения «денье», которая характеризует массу в граммах на 9000 метров одного непрерывного волокна. Соответственно, диаметр волокна фильерного нетканого материала уменьшается при уменьшении «тонины».
Поскольку диаметр волокна фильерного нетканого материала варьируется, в качестве параметра принято среднее значение «тонины» волокна. Следовательно, среднее значение «тонины» волокна упоминается просто как «тонина».
[0038]
«Масса на единицу площади» представляет собой параметр, соответствующий толщине нетканого материала или количеству наложенных друг на друга слоев нетканого материала, и характеризуется массой на единицу площади. В этом примере «масса на единицу площади» рассматривается как масса в граммах на один квадратный метр.
При одной и той же «массе на единицу площади» диаметр волокна уменьшается, а также число волокон (число нитей из волокна) увеличивается при уменьшении «тонины», при этом можно утверждать, что «размер отверстий сетки» становится меньше. При одной и той же «тонине» число волокон увеличивается при увеличении «массы на единицу площади», при этом можно утверждать, что «размер отверстий сетки» становится меньше.
В боковом листе 20 по представленному варианту осуществления используется фильерный нетканый материал, имеющий значение тонины, составляющее от 0,1 до 1,0 денье, и массу на единицу площади, составляющую от 8 до 20 г/м2.
[0039]
«Тонина», составляющая менее 0,1 денье, означает низкую прочность волокна и малый диаметр волокна, так что способность волокна к формированию нити уменьшается. Напротив, «тонина», превышающая 1,0 денье, означает большой диаметр волокна, что приводит к увеличению «размера отверстий сетки». По соображениям, связанным как с обеспечением способности волокна к формированию нити, так и с ограничением «размера отверстий сетки», «тонина» предпочтительно составляет 0,2-0,8 денье, более предпочтительно 0,4-0,6 денье.
[0040]
«Масса на единицу площади», составляющая менее 8 г/м2, приводит к уменьшению толщины и прочности, так что может ухудшиться способность фильерного нетканого материала к формоизменению. Напротив, «масса на единицу площади», превышающая 20 г/м2, приводит к увеличению толщины и прочности, так что ощущение при касании (на ощупь) фильерного нетканого материала может ухудшиться. По соображениям, связанным с обеспечением как способности к формоизменению, так и надлежащего ощущения при касании фильерного нетканого материала, «масса на единицу площади» предпочтительно составляет 10-18 г/м2, более предпочтительно 12-16 г/м2.
[0041]
Задание «тонины» и «массы на единицу площади» в заданных пределах, описанных выше, предотвращает снижение прочности бокового листа 20, выполненного из фильерного нетканого материала, и обеспечивает формирование бокового листа 20 из более тонкого волокна, чем используемое для традиционного фильерного нетканого материала, при высокой плотности, так что может быть изготовлен боковой лист 20, имеющий малый «размер отверстий сетки». Это может надежно обеспечить заданную водоупорность фильерного нетканого материала, подлежащего использованию для бокового листа 20.
[0042]
<доля площади тиснения>
Доля площади тиснения представляет собой отношение общей площади, подвергнутой тиснению, к общей площади фильерного нетканого материала в плоскости. Если предположить в данном случае, что общая площадь фильерного нетканого материала в плоскости обозначена ʺS1ʺ и общая площадь, подвергнутая тиснению, обозначена ʺS2ʺ, процентное отношение ʺS1ʺ к ʺS2ʺ (=(S1/S2)×100) рассматривается как доля площади тиснения.
[0043]
В боковом листе 20 по представленному варианту осуществления используется фильерный нетканый материал, имеющий долю площади тиснения, составляющую от 5 до 25%.
Доля площади тиснения, составляющая менее 5%, вызывает легкое вспушивание фильерного нетканого материала, так что может ухудшиться способность бокового листа 20 к фиксации формы. Напротив, доля площади тиснения, превышающая 25%, приводит к увеличению прочности или жесткости бокового листа 20 и, следовательно, может ухудшить ощущение при касании. По соображениям, связанным с обеспечением как способности к фиксации формы, так и надлежащего ощущения при касании бокового листа 20, доля площади тиснения предпочтительно составляет от 6 до 20%. При увеличении доли площади тиснения водоупорность фильерного нетканого материала имеет тенденцию к увеличению.
[0044]
<прочее>
В боковом листе 20 по представленному варианту осуществления может использоваться фильерный нетканый материал, имеющий волокно, ориентированное в заданном направлении, или фильерный нетканый материал, имеющий волокно с нерегулярной ориентацией.
Если используется фильерный нетканый материал, указанный первым, могут обеспечиваться прочность и жесткость при заданной ориентации (вследствие наличия анизотропии), так что может увеличиваться степень свободы при конструировании впитывающего изделия. Если используется фильерный нетканый материал, указанный последним, могут быть предотвращены разные прочность и жесткость в разных направлениях (из-за наличия изотропии), боковой лист 20 может быть размещен без учета ориентации, что способствует повышению эффективности изготовления впитывающего изделия.
[0045]
[2.2. Химическая структура]
Далее будет выполнено описание, относящееся к химической структуре бокового листа 20, выполненного из фильерного нетканого материала. Нижеприведенная химическая структура может рассматриваться как пример предпосылки, обеспечивающей способность волокна, которое должно применяться для фильерного нетканого материала бокового листа 20, к формированию нити при ограничении диаметра волокна.
[0046]
В волокне фильерного нетканого материала, из которого должен быть выполнен боковой лист 20, используется полиолефиновая смола, которая содержит полипропилен (РР). В данном случае полиолефиновая смола может дополнительно содержать полиэтилен (РЕ).
Вышеупомянутый полипропилен может быть ориентировочно подразделен на низкокристаллический полипропилен (низкокристаллическую полиолефиновую смолу), имеющий (-ую) температуру плавления, составляющую менее 100°С, и высококристаллический полипропилен (высококристаллическую полиолефиновую смолу), имеющий (-ую) температуру плавления, составляющую 100°С или более. Примерами высококристаллического полипропилена являются полипропиленовый гомополимер, статистический сополимер пропилена и блок-сополимер пропилена. Низкокристаллический пропилен будет подробно рассмотрен ниже в разделе [2-2-2].
[0047]
[2-2-1. Полиолефиновая смола]
Вышеуказанная полиолефиновая смола предпочтительно имеет показатель текучести расплава (иногда обозначаемый сокращенно ʺMFRʺ), составляющий 20-100 г/10 минут. Показатель текучести расплава представляет собой один из показателей, характеризующих легкость течения смолы в расплавленном состоянии. Больший показатель текучести расплава свидетельствует об увеличении текучести и улучшении формуемости, но обуславливает тенденцию к снижению конечного предела прочности при растяжении.
[0048]
Показатель текучести расплава, составляющий менее 20 г/10 минут, может свидетельствовать об ухудшении способности полиолефиновой смолы к формованию волокна. Напротив, показатель текучести расплава, превышающий 100 г/10 минут, может свидетельствовать об ухудшении ощущения при касании бокового листа 20, выполненного из фильерного нетканого материала, сформированного из полиолефиновой смолы. По этой причине по соображениям, связанным с обеспечением способности к формованию волокна и надлежащего ощущения при касании, показатель текучести расплава полиолефиновой смолы более предпочтительно составляет 20-90 г/10 минут, еще более предпочтительно 20-80 г/10 минут.
[0049]
Кроме того, другая термопластичная смола или добавка может быть смешана с полиолефиновой смолой, подлежащей использованию.
Другая термопластичная смола включает олефиновый полимер. Примерами олефинового полимера являются сополимер пропилена и этилена, сополимер пропилена, этилена и диена, сополимер этилена и α-олефина, сополимер этилена и винилацетата и гидрогенизированный синтетический эластомер. Эти полимеры могут быть использованы по одному или в комбинации из двух или более полимеров.
[0050]
Добавка представляет собой общеизвестную добавку, и ее примерами являются смазочный материал, вспенивающее средство, инициатор образования активных центров, средство для придания атмосферостойкости, поглотитель ультрафиолетовых лучей, светостабилизатор, термостабилизатор, антистатическое средство, разделительное средство, огнезащитное средство, синтетическое масло, воск, средство для улучшения электрических характеристик, средство, препятствующее проскальзыванию, средство, препятствующее слипанию, средство регулирования вязкости, средство, препятствующее окрашиванию, противофлокуляционный агент, пигмент, краситель, пластификатор, мягчитель, противостаритель, поглотитель хлористоводородной кислоты, поглотитель хлорида, антиоксидант и средство, уменьшающее липкость.
[0051]
[2-2-2. Низкокристаллический полипропилен]
Далее будет приведено подробное описание, относящееся к химической структуре низкокристаллического полипропилена, подлежащего использованию.
Прежде всего будет приведено описание, относящееся к базовой стереорегулярной структуре (последовательности) низкокристаллического полипропилена, подлежащего использованию. В данном случае стереорегулярная структура диады, в которой две метильные группы боковой цепи находятся с одной и той же стороны, названа мезо- (m), в то время как стереорегулярная структура диады, в которой две метильные группы боковой цепи находятся с разных сторон, названа рацемической (r). Стереорегулярная структура, в которой две диады выровнены, названа последовательностью триад, и стереорегулярная структура, в которой три диады выровнены, названа последовательностью пентад.
[0052]
Последовательности триад представляют собой мезотриаду (mm), рацемическую триаду (rr) и триаду (mr). Мезотриада представляет собой стереорегулярную структуру, в которой две мезодиады выровнены, рацемическая триада представляет собой стереорегулярную структуру, в которой две рацемические диады выровнены, и триада представляет собой стереорегулярную структуру, в которой рацемическая диада и мезодиада выровнены в данной последовательности.
Последовательности пентад представляют собой мезопентаду (mmmm), рацемическую пентаду (rrrr) и рацемическую-мезорацемическую-мезопентаду (rmrm). Мезопентада представляет собой стереорегулярную структуру, в которой три мезодиады выровнены, рацемическая пентада представляет собой стереорегулярную структуру, в которой три рацемические диады выровнены, рацемическая-мезорацемическая-мезопентада представляет собой стереорегулярную структуру, в которой рацемическая диада, мезодиада, рацемическая диада и мезодиада выровнены в данной последовательности.
[0053]
Доля (в данном случае процентная доля) каждой вышеприведенной стереорегулярной структуры по отношению к низкокристаллическому полипропилену, который подлежит использованию, определена в виде «название стереорегулярной структуры»+«доля» (мол.%). Например, доля мезопентад по отношению к низкокристаллическому полипропилену, который подлежит использованию, упоминается как доля мезопентад, и аналогичным образом доля рацемических-мезорацемических-мезопентад по отношению к низкокристаллическому полипропилену, который подлежит использованию, упоминается как доля рацемических-мезорацемических-мезопентад.
[0054]
Примером низкокристаллического полипропилена, подлежащего использованию, является кристаллический полипропилен, имеющий стереорегулярность с небольшой потерей точности. В частности, предпочтительно использовать низкокристаллический полипропилен, который соответствует нижеприведенным <характеристике а> - <характеристике h>.
[0055]
<характеристика а> доля мезопентад:
Доля мезопентад предпочтительно составляет от 30 до 80 мол.%.
Доля мезопентад, составляющая менее 30 мол.%, приводит к тому, что затвердевание расплавленного низкокристаллического полипропилена занимает время, так что способность к формованию волокна может ухудшаться. Напротив, доля мезопентад, превышающая 80 мол.%, делает степень кристалличности низкокристаллического полипропилена чрезмерно высокой, так что волокно легко разрывается, и, следовательно, способность к формованию волокна может ухудшаться. С учетом вышеприведенной причины по соображениям, связанным с обеспечением способности к формованию волокна, доля мезопентад предпочтительно составляет 40-70 мол.%, более предпочтительно 50-60 мол.%.
[0056]
<характеристика b> соотношение доли мезопентад и доли рацемических пентад:
Если доля мезопентад обозначена ʺAʺ и доля рацемических пентад обозначена ʺBʺ, эти доли предпочтительно удовлетворяют неравенству I, то есть B/(1-A)≤0,1.
Левая часть неравенства I может рассматриваться как показатель, который характеризует однородность стереорегулярной структуры низкокристаллического полипропилена, и увеличение этого показателя может быть причиной липкости. По соображениям, связанным с надежным подавлением липкости, более предпочтительно выполнение неравенства I', то есть B/(1-A)≤0,05, еще более предпочтительно выполнение неравенства Iʺ, то есть B/(1-A)≤0,04.
[0057]
<характеристика с> доля рацемических-мезорацемических-мезопентад:
Доля рацемических-мезорацемических-мезопентад предпочтительно превышает 2,5 мол.%.
Доля рацемических-мезорацемических-мезопентад, составляющая 2,5 мол.% или менее, приводит к снижению неупорядоченности низкокристаллического полипропилена, степень кристалличности повышается вследствие кристаллизации посредством изотактической цепи блоков полипропилена. Соответственно, волокно легко разрывается, и поэтому способность к формованию волокна может ухудшиться. По соображениям, связанным с обеспечением способности к формованию волокна, доля рацемических-мезорацемических-мезопентад предпочтительно составляет 2,6 мол.% или более, более предпочтительно 2,7 мол.% или более.
Обычно верхний предел доли рацемических-мезорацемических-мезопентад составляет приблизительно 10 мол.%. Следовательно, доля рацемических-мезорацемических-мезопентад предпочтительно составляет 10 мол.% или менее.
[0058]
<характеристика d> соотношение доли мезотриад, доли рацемических триад и доли триад:
Если доля мезотриад, доля рацемических триад и доля триад обозначены соответственно ʺCʺ, ʺDʺ и ʺEʺ, предпочтительно, чтобы эти доли удовлетворяли неравенству II, то есть С×D/E2≤2,0.
Левую часть неравенства II можно рассматривать как показатель, который характеризует неупорядоченность полимера, и при уменьшении значения левой части имеет место тенденция к росту неупорядоченности. При росте неупорядоченности волокно в меньшей степени поддается разрыванию, так что липкость может подавляться. С учетом этого по соображениям, связанным с обеспечением способности к формованию волокна, избежанием чрезмерного роста неупорядоченности, а также подавлением липкости волокна, более предпочтительно выполнение неравенства (II'), то есть 0,2≤С×D/E2≤2,0, еще более предпочтительно выполнение неравенства (IIʺ), то есть 0,25≤С×D/E2≤1,8.
[0059]
<характеристика е> средневзвешенная молекулярная масса:
Низкокристаллический полимер, подлежащий использованию, предпочтительно имеет средневзвешенную молекулярную массу от 10000 до 200000.
Средневзвешенная молекулярная масса, составляющая менее 10000, приводит к чрезмерному снижению вязкости низкокристаллического полипропилена, так что волокно легко разрывается, и, следовательно, способность к формованию волокна может ухудшиться. Напротив, средневзвешенная молекулярная масса, превышающая 200000, приводит к чрезмерному повышению вязкости низкокристаллического полипропилена, так что способность к формированию нити из волокна может ухудшиться. Исходя из вышеизложенного, по соображениям, связанным с обеспечением как способности к формованию волокна, так и способности к формированию нити из волокна, средневзвешенная молекулярная масса более предпочтительно составляет от 30000 до 100000, еще более предпочтительно от 40000 до 80000.
[0060]
<характеристика f> молекулярно-массовое распределение (соотношение средневзвешенной молекулярной массы и среднечисленной молекулярной массы):
Если средневзвешенная молекулярная масса и среднечисленная молекулярная масса низкокристаллического полипропилена, подлежащего использованию, обозначены соответственно ʺMwʺ и ʺMnʺ, низкокристаллический полипропилен предпочтительно удовлетворяет неравенству III, то есть Mw/Mn≤4.
Левую часть неравенства III можно рассматривать как показатель, который характеризует липкость волокна, и если он составляет четыре или более, волокно имеет склонность быть липким. Исходя из вышеизложенного, по соображениям, связанным с ограничением липкости, низкокристаллический полипропилен более предпочтительно удовлетворяет неравенству III', то есть Mw/Mn≤3, и еще более предпочтительно удовлетворяет неравенству IIIʺ, то есть Mw/Mn≤2.
[0061]
<характеристика g> количество веществ, экстрагируемых кипящим простым диэтиловым эфиром:
Количество веществ, экстрагируемых кипящим простым диэтиловым эфиром из низкокристаллического полипропилена, подлежащего использованию, предпочтительно составляет от 0 до 10% масс.
Количество веществ, экстрагируемых кипящим простым диэтиловым эфиром, можно рассматривать как показатель, который характеризует липкость волокна, и при его увеличении волокно имеет склонность быть липким. Исходя из вышеизложенного, по соображениям, связанным с ограничением липкости, количество веществ, экстрагируемых кипящим простым диэтиловым эфиром, более предпочтительно составляет от 0 до 5% масс.
[0062]
<характеристика h> массовая доля низкокристаллического полипропилена:
Массовая доля низкокристаллического полипропилена, подлежащего использованию, предпочтительно составляет от 5 до 50% масс. от общей массы твердого компонента. «Общая масса твердого компонента» в данном случае означает сумму масс низкокристаллического полипропилена и высококристаллического полипропилена.
При массовой доле, составляющей менее 5% масс., не удается компенсировать недостаток высококристаллического полипропилена, который затрудняет получение малого диаметра волокна без увеличения номера дроби. Напротив, массовая доля, находящаяся в вышеуказанных пределах, обеспечивает возможность надежного обеспечения содержания низкокристаллического полипропилена, так что волокно обладает стойкостью к разрыву и также улучшается способность к формированию нити. Следовательно, может быть обеспечено стабильное получение волокна, имеющего малый диаметр. По вышеуказанным соображениям массовая доля низкокристаллического полипропилена более предпочтительно составляет от 10 до 50% масс., еще более предпочтительно от 20 до 50% масс.
[0063]
<прочее> способ получения:
Примерами способа производства низкокристаллического полипропилена, соответствующего вышеуказанным <характеристике а> - <характеристике h>, являются способ, в котором используется металлоценовый катализатор, и способ, описанный в патенте Японии №4242498.
[0064]
[3. Действие и результат]
Поскольку бумажный подгузник изготавливают так, как описано выше, могут быть получены следующие действия и результаты.
(1) Поскольку фильерный нетканый материал, из которого выполнен боковой лист 20, имеет заданную водоупорность, в бумажном подгузнике по представленному варианту осуществления может быть обеспечено противодействие проникновению выделенной текучей среды в боковой лист 20, так что может быть предотвращена утечка текучей среды. Следовательно, может быть обеспечена комфортность для носителя.
[0065]
Придание водоупорности фильерному нетканому материалу не предлагалось для традиционного бумажного подгузника.
Причиной этого является то, что затруднено обеспечение как водоупорности, так и надлежащего ощущения при касании. Например, когда масса фильерного нетканого материала на единицу площади увеличивается, водоупорность может быть обеспечена, но несомненно ухудшается ощущение при касании. Напротив, если масса фильерного нетканого материала на единицу площади ограничивается для обеспечения надлежащего ощущения при касании, затруднено обеспечение водоупорности.
[0066]
По этой причине предпосылка данного раскрытия изобретения состоит в том, что почти не рассматривалось придание водоупорности фильерному нетканому материалу, предназначенному для использования для гигиенического изделия или впитывающего изделия, такого как бумажный подгузник, для которого обеспечение надлежащего ощущения при касании имеет важное значение.
С другой стороны, бумажный подгузник по представленному варианту осуществления базируется на новой идее, заключающейся в том, что заданная водоупорность придается фильерному нетканому материалу. Другими словами, была получена новая структура, в которой заданная водоупорность придана фильерному нетканому материалу, из которого выполнен боковой лист 20, для получения бумажного подгузника, который может предотвратить утечку текучей среды и который посредством этого может обеспечить комфортность для носителя.
[0067]
(2) При приложении давления воды к боковому листу, выполненному из нетканого материала со структурой SMS, в традиционном бумажном подгузнике слои из фильерного нетканого материала не разрываются, но слой из нетканого материала, полученного способом раздува из расплава, может разорваться. Водоупорность такого разорванного нетканого материала со структурой SMS сильно снижается по сравнению с фильерным нетканым материалом со структурой SMS до разрыва от водоупорности, соответствующей размеру отверстий сетки нетканого материала, полученного способом раздува из расплава, до водоупорности, соответствующей размеру отверстий сетки фильерного нетканого материала. Соответственно, водоупорность бокового листа, выполненного из традиционного бокового листа, легко снижается после неоднократного приложения давления воды, и поэтому существует возможность того, что водоупорность после ухудшения не будет соответствовать требуемой водоупорности.
[0068]
В отличие от вышеизложенного боковой лист 20 по представленному варианту осуществления выполнен из фильерного нетканого материала, который может быть «защищен» от снижения и изменения водоупорности даже при неоднократном приложении давления воды. Вследствие этого в случае периодического выделения текучей среды носителем, что означает неоднократное приложение давления воды к боковому листу 20, может быть обеспечено непрерывное противодействие утечке текучей среды.
В частности, первое давление Р1, характеризующее водоупорность, составляет 160 мм водяного столба или более, и заданное давление РР, которое соответствует снижению давления от первого давления Р1, характеризующего водоупорность, до второго давления Р2, характеризующего водоупорность, составляет 30 мм водяного столба или менее. Это означает, что второе давление Р2, характеризующее водоупорность, составляет самое меньшее 130 (=160-30) мм водяного столба или более. Давления Р1 и Р2, характеризующие водоупорность, выше давления воды, которое нетканый материал должен выдерживать для воспрепятствования утечке выделенной текучей среды, так что может надежно продолжаться воспрепятствование утечке текучей среды. Другими словами, заданное давление РР ограничено, так что может подавляться ухудшение выполнения функции воспрепятствования утечке текучей среды.
[0069]
(3) В боковом листе, выполненном из нетканого материала со структурой SMS в традиционном бумажном подгузнике, водоупорность и ощущение при касании обеспечиваются нетканым материалом, полученным способом раздува из расплава, и прочность обеспечивается фильерным нетканым материалом. По этой причине водоупорность и ощущение при касании обеспечивались нетканым материалом, полученным способом раздува из расплава, а не фильерным нетканым материалом.
В отличие от вышеуказанного боковой лист 20 выполнен из волокна, имеющего меньший диаметр, чем диаметр волокна, образующего традиционный фильерный нетканый материал, при высокой плотности. В частности, фильерный нетканый материал, имеющий «тонину» от 0,1 до 1,0 денье и «массу на единицу площади», составляющую от 8 до 20 г/м2, используется для бокового листа 20. Это способствует тому, что боковой лист 20 будет обеспечивать надлежащее ощущение при касании помимо наличия заданной водоупорности.
[0070]
(4) Кроме того, в части бокового листа 20 две части 20а и 20b листа наложены друг на друга, так что часть, в которой две части 20а и 20b листа наложены друг на друга, может обеспечить дополнительное повышение водоупорности.
Кроме того, поскольку две части 20а и 20be листа сложены и наложены друг на друга, но не скреплены вместе, это создает возможность того, что будет предотвращено ухудшение ощущения при касании, создаваемого боковым листом 20, которое обусловлено повышением жесткости по сравнению с боковым листом, имеющим удвоенную «массу на единицу площади». Если использовать более простую формулировку, можно указать, что существует возможность уменьшения жесткости (ощущения жесткости) частей 20а и 20b листа.
[0071]
(5) Как описано выше, боковой лист 20 обеспечивает надлежащее ощущение при касании помимо наличия заданной водоупорности. Это позволяет разместить боковой лист 20 на стороне, обращенной к коже, что требует хорошего ощущения при касании в бумажном подгузнике. Другими словами, бумажный подгузник, в котором боковой лист 20, выполненный из фильерного нетканого материала, расположен на стороне, обращенной к коже, может препятствовать утечке текучей среды, а также обеспечивать надлежащее ощущение при касании.
[0072]
(6) Аналогичным образом, боковой лист, который обеспечивает надлежащее ощущение при касании помимо заданной водоупорности, может быть применен для стоячих сборок 21, от которых в особенности требуется надлежащее ощущение при касании в бумажном подгузнике. Другими словами, бумажный подгузник, в котором боковой лист 20 применяется для стоячих сборок 21, может препятствовать утечке текучей среды в направлении ширины, а также обеспечивать надлежащее ощущение при касании. Следовательно, может обеспечиваться комфортность для носителя.
[0073]
[II. Примеры]
В дальнейшем будет приведено описание, относящееся к примерам представленного варианта осуществления.
Материал, используемое количество, доля и содержание, и последовательность процесса в нижеприведенных примерах могут быть соответствующим образом изменены без отхода от объема представленного варианта осуществления. Соответственно, объем представленного варианта осуществления никоим образом не должен ограничиваться нижеприведенными примерами.
[0074]
[Таблица 1]
[% масс.]
тиснения
[%]
[лист]
[мм водяного столба]
В
динамическим способом из расплава
динамическим способом из расплава
вое
давления
[0075]
[Способ изготовления нетканого материала]
Сначала будет приведено описание, относящееся к смолам, подлежащим использованию в качестве материала для нетканых материалов, со ссылкой на вышеприведенную Таблицу 1. В качестве смолы А была использована полиолефиновая смола на основе полипропилена (высококристаллического полипропилена), которая имеет температуру плавления, составляющую 162°С, и показатель текучести расплава, составляющий 30 г/10 минут.
[0076]
В качестве смолы В была использована полиолефиновая смола на основе полипропилена (низкокристаллического полипропилена), которая соответствует вышеприведенным <характеристике а> - <характеристике h> и которая имеет температуру плавления, составляющую 52°С, и показатель текучести расплава, составляющий 45 г/10 минут.
Смеси были приготовлены посредством смешивания смолы А и смолы В соответствующих соотношениях, приведенных в Таблице 1, что означает, что полипропиленовое волокно было отформовано и преобразовано в нетканые материалы.
[0077]
В дальнейшем будет приведено описание, относящееся к способу изготовления фильерного нетканого материала (Примеры 1-6 и Сравнительные примеры 4-6).
Сначала смола А и смола В были расплавлены в экструдере, и был получен расплав. После этого расплав выпускали через сопло для формования полипропиленового волокна. После этого отформованное полипропиленовое волокно охлаждали охлаждающим воздухом; растягивающее усилие прикладывали к волокну посредством вытягивания в воздушной среде так, чтобы волокно приобрело заданную тонину (тонину, показанную в Таблице 1), и волокно собирали на конвейере и укладывали так, чтобы получить заданную массу на единицу площади (массу на единицу площади, показанную в Таблице 1). После этого тепло и давление подводили к уложенному полипропиленовому волокну посредством валика для тиснения, и волокно частично расплавляли при заданной доле площади тиснения (доле площади тиснения, показанной в Таблице 1) для его спутывания. Нетканые материалы по Примерам 1-6 и Сравнительным примерам 4-6 были получены вышеуказанным способом.
[0078]
Далее будет приведено описание, относящееся к способу изготовления нетканого материала со структурой SMS (Сравнительные примеры 1-3).
В этом способе изготовления нетканый материал, полученный способом раздува из расплава, укладывали на массе полипропиленовых волокон, подлежащей преобразованию в фильерный нетканый материал, и полипропиленовое волокно, подлежащее преобразованию в фильерный нетканый материал, дополнительно укладывали на нетканом материале, полученном способом раздува из расплава. Формирование и укладка полипропиленового волокна, подлежащего преобразованию в фильерный нетканый материал, такие же, как в вышеприведенном способе изготовления.
[0079]
В частности, нетканый материал, получаемый способом раздува из расплава, образуют по схеме распыления расплава с заданной массой на единицу площади (массой на единицу площади, показанной в Таблице 1) на волокнистом холсте, сформированном укладкой полипропиленового волокна, предназначенного для формирования фильерного нетканого материала. Кроме того, полипропиленовое волокно, подлежащее преобразованию в фильерный нетканый материал, снова укладывали на сформированном нетканом материале, полученном способом раздува из расплава. Затем таким же образом, как в способе изготовления фильерного нетканого материала, тепло и давление подводили к стопе посредством валика для тиснения, и волокно частично расплавляли с заданной долей площади тиснения (долей площади тиснения, показанной в Таблице 1) для спутывания. Нетканые материалы по Сравнительным примерам 1-3 были получены вышеуказанным способом.
[0080]
[2. Метод измерения и метод оценки]
Методы измерения и методы оценки для получения результатов, показанных в вышеприведенной Таблице 1, представлены в виде нижеприведенных <метода i> - <метода vi>. Кроме того, методы оценки химических структур представляют собой нижеприведенные <метод vii> - <метод x>.
[0081]
<метод i> показатель текучести расплава:
Показатель текучести расплава определяли в соответствии с Таблицей 1 Японского промышленного стандарта (JIS) L7210 ʺPlastics-Determination of the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) of thermoplasticsʺ при использовании прибора для определения индекса расплава (MELTINDEXER S-101, производимого компанией Toyo Seiki Seisaku-sha, Ltd.) в устройстве для обеспечения течения расплава с диаметром отверстия, составляющим 2,095 мм, длиной отверстия, составляющей 0,8 мм, и введенной массой, составляющей 2160 г. Измерение выполняли при температуре при измерении, составляющей 230°С, и количество (г) расплавленного полимера, выпущенного за 10 минут, рассчитывали на основе времени, необходимого для выпуска заданного объема расплавленного полимера.
[0082]
<метод ii> тонина:
Тонину рассчитывали посредством разделения изготовленного нетканого материала за исключением участков на обоих краях, имеющих ширину 10 см, в направлении ширины на пять по существу одинаковых частей, отбора квадратного образца с длиной стороны, составляющей один сантиметр, из каждой части, измерения диаметра волокна в 20 точках каждого образца посредством микроскопа и вычисления тонины исходя из среднего диаметра из измеренных диаметров.
<метод iii> масса на единицу площади:
Массу на единицу площади получали посредством подготовки пяти образцов, каждый из которых имел длину 20 см и ширину 20 см и которые были произвольно извлечены из изготовленного нетканого материала за исключением участков на обоих краях, имеющих ширину 10 см, взвешивания каждого образца и преобразования средней массы в массу на единицу площади.
[0083]
<метод iv> доля площади тиснения:
Долю площади тиснения рассчитывали посредством разделения изготовленного нетканого материала за исключением участков на обоих краях, имеющих ширину 10 см, в направлении ширины на пять по существу одинаковых частей, отбора квадратного образца с длиной стороны, составляющей один сантиметр, из каждой части, фотографирования увеличенного изображения каждого образца посредством микроскопа и определения доли площади углублений, соответствующих тиснению нетканого материала, в 20 точках каждого образца при использовании программы обработки изображений, и вычисления среднего значения определенной доли площади тиснения.
[0084]
<метод v> давление, характеризующее водоупорность:
Давление, характеризующее водоупорность, определяли в соответствии с ISO811 или JIS L1092.
В дальнейшем будет приведено подробное описание, относящееся к определению давления, характеризующего водоупорность. Для определения давления, характеризующего водоупорность, изготовленный нетканый материал разрезали на восемь квадратных образцов с длиной стороны, составляющей 20 см, и каждый образец размещали в держателе образца в устройстве FX-3000 для испытаний гидростатическим давлением, которое производится компанией TEXTEST AG. Один или два листа размещают за один раз, при этом каждый лист размещают так, чтобы он был свободен от морщин и имел площадь для измерений, составляющую 100 см2.
[0085]
После этого давление, характеризующее водоупорность, определяли в состоянии, в котором давление воды увеличивается со скоростью 600 мм водяного столба в минуту в режиме испытаний под давлением. При данном измерении давление, определенное при вытекании воды из трех или более точек, определяли как давление, характеризующее водоупорность.
Когда необходимо было определить давление, характеризующее водоупорность, при неоднократном приложении давления воды, образец, подвергшийся измерению давления, характеризующего водоупорность, отсоединяли от устройства для испытаний, и влагу с обеих сторон (верхней и нижней поверхностей) листа нетканого материала удаляли бумажным полотенцем, пока образец удерживался в держателе образца, и затем образец размещали в том же устройстве для испытаний для определения давления, характеризующего водоупорность, таким же способом.
[0086]
<метод vi> ощущение при касании:
Ощущение при касании оценивали посредством подготовки пяти образцов для измерений, каждый из которых имел длину 20 см и ширину 20 см и которые были произвольно извлечены из изготовленного нетканого материала за исключением участков на обоих краях, имеющих ширину 10 см, и оценки ощущения от образца, когда человек, участвующий в испытании, касался образцов рукой. Оценка имела три уровня: ʺoʺ (хорошее), ʺΔʺ (среднее), ʺ×ʺ (плохое).
[0087]
<метод vii> молекулярно-массовое распределение:
Устройство и условия для определения молекулярно-массового распределения приведены ниже.
Устройство для измерения методами гель-проникающей хроматографии (GPC)
- колонка: TOSO GMHHR-H(S)HT
- детектор: детектор RI WATERS 15°C для жидкостной хроматографии условия измерения
- растворитель: 1,2,4-трихлорбензол
- температура при измерении: 145°С
- скорость потока: 1,0 мл/мин
- концентрация образца: 2,2 мг/мл
- впрыскиваемое количество: 160 мкл
- калибровочная кривая: Universal Calibration
- программа анализа: HT-GPC (версия 1.0)
[0088]
<метод viii> количество веществ, экстрагируемых кипящим простым диэтиловым эфиром:
Устройство и условия для определения количества веществ, экстрагируемых кипящим простым диэтиловым эфиром, приведены ниже.
Экстрактор Сокслета
условия измерений
- образец, подлежащий экстракции: 5-6 г
- форма образца: порошок (пеллету преобразуют в порошок тонким измельчением)
- экстрагирующий растворитель: простой диэтиловый эфир
- длительность экстракции: 10 часов
- число раз экстракции: 180 раз или более
- метод вычисления количества экстракта: вычисление по следующей формуле
(количество (г), экстрагируемое простым диэтиловым эфиром)/(масса (г) загруженного порошка)×100
[0089]
<метод ix> доля мезопентад, доля рацемических пентад и доля рацемических-мезорацемических-мезопентад:
Доля каждой стереорегулярной структуры низкокристаллического полимера, подлежащего использованию для фильерного нетканого материала, была получена определением спектра 13С-NMR. Измерение выполнялось в соответствии с заданием пика/максимального значения, предложенного A. Zambelli и др. в работе ʺMacromolecules, 8, 687(1975)ʺ.
Устройство и условия для данного измерения приведены ниже.
- устройство: устройство 13С-NMR (ЯМР-спектрометр), модель JNM-EX400, производится компанией JEOL Ltd.
- схема: полная развязка от протонов
- концентрация: 220 мг/мл
- растворитель: смешанный растворитель из 1,2,4-трихлорбензола и дейтерированного бензола в соотношении 90:10
- температура: 130°С
- ширина импульса: 45°
- интервал повторения импульсов: 4 секунды
- совокупное количество: 10000 раз
<расчетные формулы>
M=m/S×100
R=γ/S×100
S=Pββ+Pαβ+Pαγ
S: интенсивность сигнала атома углерода метильной группы боковой цепи всего пропиленового звена
Pββ: 19,8-22,5 м.д.
Pαβ: 18,0-17,5 м.д.
Pαγ: 17,5-17,1 м.д.
γ: цепь рацемических пентад: 20,7-20,3 м.д.
m: цепь мезопентад: 21,7-22,5 м.д.
[0090]
<метод x> температура плавления и температура кристаллизации:
Температуру плавления и температуру кристаллизации получали в нижеуказанном устройстве нижеуказанным способом.
Образец массой 10 мг расплавляли при 230°С в течение трех минут в атмосфере азота заранее и затем охлаждали до 0°С со скоростью 10°С/мин посредством использования дифференциального сканирующего калориметра (модель DSC-7, производится компанией PerkinElmer Co. Ltd.). Значение, соответствующее вершине максимального пика на полученной экзотермической кривой кристаллизации, рассматривалось в качестве температуры кристаллизации. Кроме того, значение, соответствующее вершине максимального пика на полученной эндотермической кривой плавления при нагреве образца со скоростью 10°С/мин после выдерживания при 0°С в течение трех минут, рассматривалось как температура плавления.
[0091]
[3. Анализ]
Далее будут проанализированы нетканые материалы по Примерам 1-6 и Сравнительным примерам 1-6.
<Примеры>
Сначала будут проанализированы фильерные нетканые материалы по Примерам 1-6.
Каждый из фильерных нетканых материалов по Примерам 1-6 имеет давление, характеризующее водоупорность (первое давление Р1, характеризующее водоупорность), измеренное для первого раза, и давление, характеризующее водоупорность (второе давление Р2, характеризующее водоупорность), измеренное для второго раза, которые оба составляют 130 мм водяного столба или более и являются более высокими, чем давление, характеризующее водоупорность и требующееся для предотвращения утечки выделенной текучей среды. Кроме того, снижение давления (заданное давление РР) от давления, характеризующего водоупорность и измеренного для первого раза, до давления, характеризующего водоупорность (второго давления Р2, характеризующего водоупорность) и измеренного для второго раза, ограничено величиной, составляющей 30 мм водяного столба, или меньшей величиной.
Предполагается, что функция предотвращения утечки текучей среды надежно выполняется и надежно предотвращается ухудшение выполнения данной функции, поскольку вышеуказанные «тонина» и «масса на единицу площади» в Примерах 1-5 позволяют использовать волокно, имеющее малый диаметр, при высокой плотности, так что фильерный нетканый материал может иметь заданную водоупорность при предотвращении снижения прочности.
[0092]
При подробном анализе было установлено, что давления, характеризующие водоупорность и измеренные для первого раза и второго раза, составляли 160-170 мм водяного столба в Примерах 3 и 4, 170-180 мм водяного столба или более в Примерах 1, 2 и 6 и 200 мм водяного столба или более в Примере 5.
Предполагается, что давление, характеризующее водоупорность и измеренное в Примере 5, является более высоким, чем измеренные в Примерах 1-4 и 6, поскольку в каждом из Примеров 1-4 и 6 использовался один лист фильерного нетканого материала, а в Примере 5 использовались два наложенных друг на друга листа фильерного нетканого материала.
[0093]
Снижение давления (заданное давление РР) от давления, характеризующего водоупорность и измеренного для первого раза, до давления, характеризующего водоупорность и измеренного для второго раза, составляло 10 мм водяного столба или менее во всех Примерах 1-6 и, в частности, составляло 0 мм водяного столба в Примерах 1 и 6.
Предполагается, что давление, характеризующее водоупорность, сохраняется в Примерах 1 и 6 вследствие более высокой доли площади тиснения по сравнению с остальными Примерами 2-5. Кроме того, сохранение давления, характеризующего водоупорность, в Примере 6 также обеспечивается за счет большей массы на единицу площади по сравнению с остальными Примерами 1-5.
[0094]
Кроме того, ощущение при касании фильерного нетканого материала в каждом из Примеров 1-5 оценивалось как ʺoʺ.
Предполагается, что такая хорошая оценка ощущения при касании обусловлена использованием волокна, имеющего малый диаметр, при высокой плотности, как описано выше.
[0095]
Несмотря на наличие давлений, характеризующих водоупорность и измеренных для первого раза и второго раза, которые составляли оба 130 мм водяного столба или более, фильерный нетканый материал по Примеру 6 был оценен как создающий ощущение при касании на уровне ʺ×ʺ.
Эта низкая оценка ощущения при касании в Примере 6 является результатом того, что тонина и масса на единицу площади больше, чем в Примерах 1-5, так что укладка толстого волокна в виде толстого слоя приводит к повышению жесткости нетканого материала, обусловленному жесткостью волокна.
[0096]
<Сравнительный пример>
Далее будут проанализированы фильерные нетканые материалы по Сравнительным примерам 1-6.
Каждый из нетканых материалов со структурой SMS по Сравнительным примерам 1-3 имел давление, характеризующее водоупорность и измеренное для первого раза, которая составляло более 160 мм водяного столба или более, но давление, характеризующее водоупорность и измеренное для второго раза, составляло менее 130 мм водяного столба. Это означает, что снижение давления воды от давления, характеризующего водоупорность и измеренного для первого раза, до давления, характеризующего водоупорность и измеренного для второго раза, для нетканого материала со структурой SMS в каждом из Сравнительных примеров 1-3 составляет более 30 мм водяного столба. Кроме того, давление, характеризующее водоупорность и измеренное для второго раза, является более низким, чем давление воды, которое должен выдерживать нетканый материал для предотвращения утечки выделенной текучей среды.
[0097]
То, что такое снижение давления, характеризующего водоупорность, не подавляется и приводит к низкому давлению, характеризующему водоупорность и измеренному для второго раза, обусловлено следующими причинами.
В каждом нетканом материале со структурой SMS по Сравнительным примерам 1-3 слой фильерного нетканого материала имеет массу на единицу площади, которая меньше массы на единицу площади фильерных нетканых материалов по Примерам 1-6. Кроме того, слой нетканого материала в нетканом материале со структурой SMS в каждом из Сравнительных примеров 1-3 имеет «тонину», которая больше, чем у фильерных нетканых материалов по Примерам 1-5, и, следовательно, имеет большой «размер отверстий сетки». Напротив, слой нетканого материала, полученного способом раздува из расплава, в нетканом материале со структурой SMS в каждом из Сравнительных примеров 1-3 имеет «размер отверстий сетки», который меньше, чем в фильерных нетканых материалах по Примерам 1-6, но имеет прочность, которая ниже прочности фильерных нетканых материалов по Примерам 1-6.
Исходя из вышеизложенного, полагают, что в нетканых материалах со структурой SMS по Сравнительным примерам 1-3 слой нетканого материала, полученного способом раздува из расплава, разрывается при измерении давления, характеризующего водоупорность, для первого раза, и давление, характеризующее водоупорность и соответствующее размеру отверстий сетки (тонине и массе на единицу площади) фильерного нетканого материала, имеющегося вокруг места разрыва, измеряется для второго раза.
[0098]
Нетканые материалы со структурой SMS по Сравнительным примерам 1-3 были оценены как создающие ощущение при касании на уровне ʺΔʺ.
Нетканые материалы со структурой SMS были оценены как создающее недостаточно хорошее ощущение при касании, поскольку фильерные нетканые материалы в нетканых материалах со структурой SMS имеют большую «тонину», вызывающую повышение жесткости, и становятся жесткими.
Фильерные нетканые материалы по Сравнительным примерам 4-6 имеют давления, характеризующие водоупорность и измеренные для первого раза, которые составляют 160 мм водяного столба или менее, что означает, что заданное давление, характеризующее водоупорность, не было получено. Соответственно, не выполнялось измерение давлений, характеризующих водоупорность, для второго раза.
[0099]
Полагают, что фильерный нетканый материал по Сравнительному примеру 4 имеет «тонину», которая больше, чем у фильерных нетканых материалов по Примерам 1-5, и поэтому имеет большой размер отверстий сетки, что приводит к низкому давлению, характеризующему водоупорность и измеренному для первого раза.
Полагают, что фильерный нетканый материал по Сравнительному примеру 5 имеет «массу на единицу площади», которая меньше, чем масса на единицу площади фильерных нетканых материалов по Примерам 1-6, и поэтому имеет большой размер отверстий сетки, что приводит к низкому давлению, характеризующему водоупорность и измеренному для первого раза.
Полагают, что фильерный нетканый материал по Сравнительному примеру 6 содержит большее количество смолы В, и поэтому используемое волокно легко разрывается, что приводит к низкому давлению, характеризующему водоупорность и измеренному для первого раза.
[0100]
[III. Модификация]
В завершение далее будут подробно описаны модификации представленного варианта осуществления.
Боковой лист 20 не ограничен листом, выполненным только из фильерного нетканого материала, и может в альтернативном варианте содержать также нетканый материал, полученный способом раздува из расплава. В дополнительном альтернативном варианте нетканый материал со структурой SMS может применяться для бокового листа 20. В этом случае слой фильерного нетканого материала, имеющего заданную водоупорность и описанного выше, включен в нетканый материал со структурой SMS. В случае, если боковой лист 20 включает в себя нетканый материал, полученный способом раздува из расплава, это может обеспечить увеличение первого давления Р1, характеризующего водоупорность, при гарантировании заданной водоупорности и, следовательно, может способствовать повышению комфортности для носителя.
Фильерный нетканый материал, имеющий заданную водоупорность, может быть использован для других листов, таких как задний лист 14 и закрывающий лист 15, помимо бокового листа 20. Кроме того, вышеописанный фильерный нетканый материал и лист, в котором используется фильерный нетканый материал, могут применяться для разных изделий, которые требуют заданной водоупорности, помимо впитывающих изделий, проиллюстрированных бумажными подгузниками. В любом случае вышеописанный фильерный нетканый материал может непрерывно обеспечивать требуемую водоупорность. Кроме того, лист, в котором используется фильерный нетканый материал, может непрерывно обеспечивать требуемую водоупорность, и другой элемент помимо фильерного нетканого материала в листе может придавать дополнительную функциональную характеристику листу.
[Описание ссылочных позиций]
[0101]
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2020 |
|
RU2780691C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2015 |
|
RU2665448C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2751905C1 |
| ОДНОРАЗОВОЕ ИЗДЕЛИЕ ДЛЯ НОШЕНИЯ | 2021 |
|
RU2831002C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| РАСТЯГИВАЮЩАЯСЯ СТРУКТУРА ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2710631C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2771693C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2022 |
|
RU2840943C2 |
Предложен фильерный нетканый материал, выполненный из волокна из термопластичной смолы, и фильерный нетканый материал имеет заданную водоупорность, которая характеризуется тем, что при неоднократном измерении давления, характеризующего водоупорность фильерного нетканого материала, в соответствии со стандартом 811 Международной организации по стандартизации (ISO) второе давление, характеризующее водоупорность и измеренное для второго или последующего раза, меньше первого давления, характеризующего водоупорность и измеренного для первого раза, на величину заданного давления или меньшую величину; первое давление, характеризующее водоупорность, составляет 160 мм водяного столба или более, и заданное давление составляет 30 мм водяного столба или менее. Изобретение позволяет получить впитывающее изделие, которое может обеспечить комфортность для носителя, при новом подходе, заключающемся в придании заданной водостойкости/водоупорности фильерному нетканому материалу, подлежащему использованию для листа, а не при традиционном подходе, заключающемся в придании заданной водоупорности нетканому материалу, получаемому способом раздува из расплава и подлежащему использованию для листа. 3 н. и 4 з.п. ф-лы, 4 ил., 1 табл.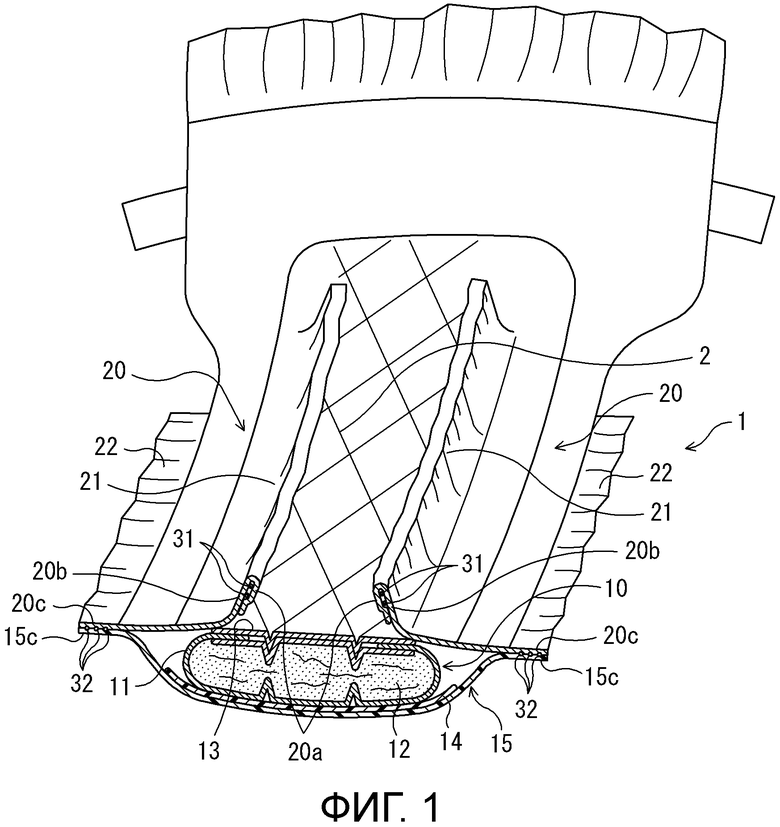
1. Фильерный нетканый материал, выполненный из волокна из термопластичной смолы, при этом:
фильерный нетканый материал имеет заданную водоупорность, которая характеризуется тем, что при неоднократном измерении давления, характеризующего водоупорность фильерного нетканого материала, в соответствии со стандартом 811 Международной организации по стандартизации (ISO) второе давление, характеризующее водоупорность и измеренное для второго или последующего раза, меньше первого давления, характеризующего водоупорность и измеренного для первого раза, на величину заданного давления или меньшую величину;
первое давление, характеризующее водоупорность, составляет 160 мм водяного столба или более, и заданное давление составляет 30 мм водяного столба или менее;
термопластичная смола представляет собой полиолефиновую смолу, содержащую полипропилен; и
полиолефиновая смола содержит низкокристаллическую полиолефиновую смолу в количестве от 5 до 50% масс. от общей массы твердого компонента, при этом низкокристаллический полиолефин удовлетворяет следующим условиям:
доля мезопентад составляет от 30 до 80 мол.%;
выполняется неравенство (I)
B/(1-A) ≤0,1 (I),
где доля мезопентад обозначена ʺAʺ и доля рацемических пентад полиолефиновой смолы обозначена ʺBʺ;
полиолефиновая смола имеет долю рацемических-мезорацемических-мезопентад, составляющую 2,5 мол.% или более;
выполняется неравенство (II)
С×D/E2≤2,0 (II),
где доля мезотриад полиолефиновой смолы обозначена ʺCʺ, доля рацемических триад полиолефиновой смолы обозначена ʺDʺ, и доля триад полиолефиновой смолы обозначена ʺEʺ;
средневзвешенная молекулярная масса составляет от 10000 до 200000;
выполняется неравенство (III)
Mw/Mn≤4 (III),
где средневзвешенная молекулярная масса полиолефиновой смолы обозначена ʺMwʺ и среднечисленная молекулярная масса полиолефиновой смолы обозначена ʺMnʺ; и
количество веществ, экстрагируемых кипящим простым диэтиловым эфиром, составляет от 0 до 10% масс.
2. Материал по п.1, в котором:
волокно имеет среднее значение тонины, составляющее от 0,1 до 1,0 денье, и материал имеет массу на единицу площади, составляющую от 8 до 20 г/м2.
3. Лист, содержащий лист, сформированный фильерным нетканым материалом по п. 1 или 2 и свободный от нетканого материала, полученного способом раздува из расплава.
4. Лист по п. 3, в котором
лист имеет долю площади тисненой части, в которой волокно подвергнуто сварке, составляющую от 5 до 25%.
5. Лист по п. 3 или 4, в котором два листа наложены друг на друга.
6. Впитывающее изделие, содержащее лист по любому из пп. 3-5, расположенный на стороне, обращенной к коже.
7. Изделие по п. 6, в котором лист выполнен с возможностью применения для стоячих сборок, выполненных с возможностью их вертикального расположения на стороне, обращенной к коже.
| US 20090233073 A1, 17.09.2009 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ, ОБЛАДАЮЩИЙ ХОРОШИМИ ХАРАКТЕРИСТИКАМИ ВПИТЫВАНИЯ И КАПИЛЛЯРНОГО ВПИТЫВАНИЯ | 2001 |
|
RU2279267C2 |

