Настоящее изобретение относится к валику для нанесения клея и к способу нанесения узора клея на лист материала с применением валика для нанесения клея.
Во многих отраслях промышленности необходимо приклеивать лист материала к дополнительному изделию и/или к нему самому. В табачной промышленности, например, лист материала в форме оберточной бумаги или ободковой бумаги оборачивают вокруг табачного стержня и фильтрующего компонента и приклеивают к ним с целью их скрепления между собой.
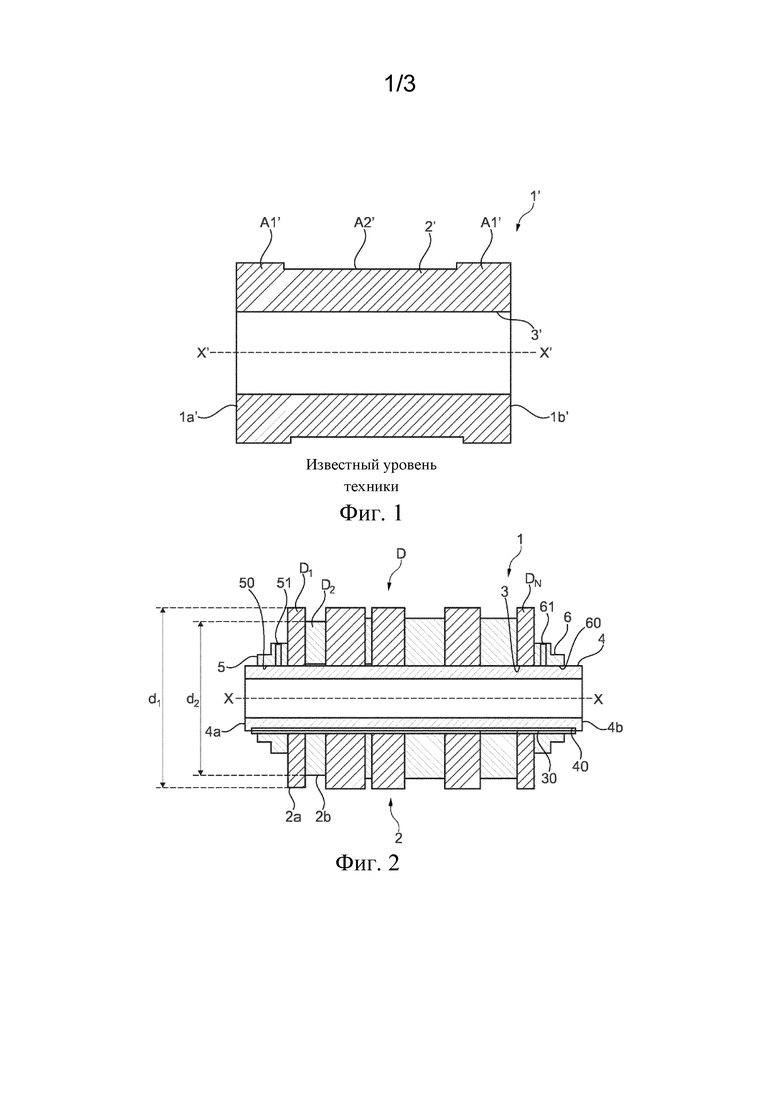
Клей может быть нанесен на лист материала с валика 1’ для нанесения клея, например, как показано на фиг. 1. Валик 1’ для нанесения клея обычно имеет, как правило, цилиндрическую форму с продольной осью X’ вращения. Валик 1’ для нанесения клея проходит от первого конца 1a’ до второго конца 1b’ вдоль своей продольной оси X’ вращения. Поверхность 2’ для нанесения клея предусмотрена на окружности валика 1’ для нанесения клея. Центральное отверстие 3’ может проходить в продольном направлении от первого конца 1a’ ко второму концу 1b’ валика 1’ для нанесения клея вдоль продольной оси X’ вращения, чтобы вмещать вал (не показан) для приведения во вращение валика 1’ для нанесения клея при применении.
Поверхность 2’ для нанесения клея, как правило, содержит по меньшей мере одну область A1’, имеющую относительно больший диаметр, и по меньшей мере одну область A2’, имеющую относительно меньший диаметр. Как будет понятно, упомянутые диаметры относятся к продольной оси X’ вращения валика 1’ для нанесения клея. Разность диаметров между областью A1’, имеющей относительно больший диаметр, и областью A2’, имеющей относительно меньший диаметр, зависит от, помимо всего прочего, типа применяемого клея и от типа листа материала, на который должен быть нанесен клей. Разность диаметров может составлять порядка нескольких микрометров. Конфигурация областей A1’, A2’ обеспечивает узор. При применении клей наносят на поверхность 2’ для нанесения клея, которую затем сворачивают поверх листа материала, на который затем переносится клей. Клей, нанесенный на области A1’, имеющие относительно больший диаметр, переносится на лист материала, в то время как клей, нанесенный на области A2’, имеющие относительно меньший диаметр, не переносится на лист материала. Таким образом, клей может быть выборочно нанесен на лист материала согласно требуемому узору. Такой узор может быть полезен для управления областями, на которых лист материала приклеен к дополнительному изделию и/или к себе.
Валики 1’ для нанесения клея изготавливают перед их установкой и применением в блоке для нанесения клея. Это изготовление включает механическую обработку поверхности 2’ для нанесения клея для образования требуемого узора, например требуемых диаметров областей A1’, A2’ относительно большего и меньшего диаметров, соответственно, и требуемой компоновки этих областей A1’, A2’. Когда необходимо нанесение клея в точно контролируемых количествах и местах, узор, образованный на поверхности 2’ для нанесения клея, должен быть механически обработан с жестко контролируемыми допусками. Кроме того, может существовать необходимость в том, чтобы поверхностная отделка поверхности 2’ для нанесения клея была особенно гладкой и непрерывной в каждой или во всех областях А1’, А2’ узора. Может существовать необходимость в дополнительной обработке поверхности 2’ для нанесения клея в случае такой поверхностной отделки, что дополнительно увеличивает затраты и время, требуемые для изготовления валика 1’ для нанесения клея.
Следует иметь в виду, что может быть необходимо или желательно изменить узор на поверхности 2’ для нанесения клея, например, для применения разных типов клея, и/или для склеивания разных типов листа материала, и/или для приклеивания листов материала к разным типам или конфигурациям изделий. Например, в табачной промышленности компоновка табачного стержня и фильтрующего компонента может изменяться, что, в свою очередь, может обеспечить необходимость в изменении узора нанесения клея на полосу оберточной бумаги. Требование к валикам 1’ для нанесения клея, имеющим разный узор на своей поверхности 2’ для нанесения клея, особенно выражено при изготовлении уменьшенных количеств множества разных типов изделий, например, с целью исследования и разработки. Однако для каждого требуемого узора нанесения клея должен быть предусмотрен разный валик 1’ для нанесения клея, имеющий другой узор на своей поверхности 2’ для нанесения клея. Однако изготовление другого валика 1’ для нанесения клея является затратным по времени и дорогостоящим.
Было бы желательно предоставить валик для нанесения клея, предназначенный для нанесения узора клея на лист материала, и/или способ нанесения узора клея на лист материала, который по меньшей мере частично препятствует одной или более из указанных выше проблем.
Согласно одному аспекту настоящего изобретения предоставлен способ нанесения узора клея на лист материала, при этом способ включает выбор множества отделяемых дисков для образования окружной поверхности для нанесения клея, нанесение клея на окружную поверхность для нанесения клея дисков и перенос клея с окружной поверхности для нанесения клея дисков на лист материала.
Преимущественно клей, таким образом, может быть нанесен в соответствии с требуемым узором клея на лист материала относительно быстрее и при относительно меньших затратах. Выбор множества отделяемых дисков для образования окружной поверхности для нанесения клея с требуемым узором клея занимает относительно меньше времени и является относительно менее дорогостоящим, чем механическая обработка окружной поверхности валика для нанесения клея, чтобы образовать поверхность для нанесения клея, имеющую желаемый узор. Соответственно, необходимый валик для нанесения клея может быть предоставлен быстрее и с меньшими затратами, и, следовательно, клей может быть нанесен на лист материала с меньшей задержкой и с меньшими затратами.
Кроме того, ремонт и/или очистка валика для нанесения клея могут быть достигнуты относительно быстрее и легче, чем в случае с валиками для нанесения клея известного уровня техники. Например, предоставление множества отделяемых дисков может позволять извлекать только те диски, которые загрязнены (например, покрыты клеем или другими загрязнителями), для очистки. Дополнительно или альтернативно предоставление множества отделяемых дисков может позволять извлекать только те диски, которые повреждены или изношены, для замены или ремонта. Оставшиеся диски могут оставаться готовыми к применению, что, в свою очередь, сокращает время простоя валика для нанесения клея. Более того, очистка и/или ремонт множества отделяемых дисков могут быть относительно более быстрыми, когда множество отделяемых дисков отделены, чем это возможно в валиках для нанесения клея известного уровня техники. Соответственно, время простоя валика для нанесения клея может быть относительно уменьшено.
В контексте данного документа термин «лист» относится к элементу, имеющему ширину и длину, по существу превышающие его толщину.
В контексте данного документа термин «отделяемый» предназначен для обозначения того, что диски представляют собой отдельные элементы и выполнены с возможностью перемещения друг относительно друга, когда они не применяются для нанесения клея. В контексте данного документа термин «диск» относится к, как правило, цилиндрическому элементу, имеющему ширину, которая обычно меньше, чем его диаметр.
Каждый из дисков может содержать центральное отверстие для размещения дисков на валу для приведения дисков в действие. Каждый диск может содержать паз для шпонки.
В контексте данного документа фраза «паз для шпонки» относится к первому элементу шпоночного соединения, содержащему отверстие или вырез, который выполнен с возможностью зацепления при применении со вторым элементом шпоночного соединения, например, шпонкой, предусмотренной на валу. При зацеплении друг с другом элементы шпоночного соединения предотвращают вращение дисков относительно вала и вокруг него.
Способ может включать извлечение одного или более из множества отделяемых дисков. Способ может включать замену извлеченного одного или более из множества отделяемых дисков одним или более дополнительными отделяемыми дисками, например, с обеспечением таким образом другого узора клея.
В некоторых вариантах осуществления способ может включать выбор одного или более дополнительных отделяемых дисков, например, в зависимости от желаемого дополнительного узора клея.
В некоторых вариантах осуществления перенос клея с окружной поверхности для нанесения клея дисков на лист материала включает перенос клея на оберточную или ободковую бумагу для устройства, генерирующего аэрозоль.
Согласно одному аспекту настоящего изобретения предоставлен валик для нанесения клея, имеющий продольную ось вращения, при этом валик содержит множество отделяемых дисков для обеспечения окружной поверхности для нанесения клея.
Согласно одному аспекту настоящего изобретения предоставлен валик для нанесения клея, предназначенный для установки на валу и имеющий продольную ось вращения, при этом валик содержит множество отделяемых дисков для обеспечения окружной поверхности для нанесения клея.
В некоторых вариантах осуществления каждый из отделяемых дисков может иметь ширину и диаметр. Первый из множества отделяемых дисков может иметь ширину и/или диаметр, отличные от ширины и/или диаметра второго из множества отделяемых дисков. Первый из множества отделяемых дисков может иметь первый узор, предусмотренный на его окружной поверхности. Второй из множества отделяемых дисков может иметь второй узор, предусмотренный на его окружной поверхности. Первый узор может отличаться от второго узора. Первый и/или второй узор могут содержать одно или более углублений или канавок и/или выступов или ребер. Первый и/или второй узор могут содержать первую часть, имеющую первый диаметр, и вторую часть, имеющую второй диаметр, при этом, например, второй диаметр может быть меньше первого диаметра. Первая и/или вторая часть могут располагаться на периферийной кромке окружной поверхности или смежно с ней.
Первый из множества отделяемых дисков может быть изготовлен из первого материала, а второй из множества отделяемых дисков может быть изготовлен из второго материала. Первый из множества отделяемых дисков может быть изготовлен из первого материала, имеющего первую плотность, а второй из множества отделяемых дисков может быть изготовлен из второго материала, имеющего вторую плотность, отличную от первой плотности, например, более или менее плотную, чем первая плотность.
Первый из множества отделяемых дисков может быть расположен на расстоянии от второго из множества отделяемых дисков, например, посредством промежуточного диска. При наличии промежуточный диск может иметь диаметр, который меньше, чем каждый из диаметров первого и второго из множества отделяемых дисков. Промежуточный диск может быть образован из материала, отличного от материала одного или каждого из первого и/или второго из множества отделяемых дисков.
В некоторых вариантах осуществления один, некоторые или каждый из отделяемых дисков могут содержать первый элемент шпоночного соединения для зацепления с соответствующей частью (например, второй элемент шпоночного соединения) вала. Один из первого и второго элементов шпоночного соединения может представлять собой паз для шпонки. Другой из второго и первого элементов шпоночного соединения может содержать шпонку, например, выполненную с возможностью зацепления при применении с пазом для шпонки. В некоторых вариантах осуществления каждый из отделяемых дисков может содержать паз для шпонки для зацепления с соответствующей частью вала.
Валик для нанесения клея может содержать вал. При наличии вала вал может содержать второй элемент шпоночного соединения. Вал может быть выполнен с возможностью или расположен с возможностью приведения во вращение при применении. Вал может быть соединен или выполнен с возможностью соединения с источником крутящего момента.
Преимущественно элементы шпоночного соединения сохраняют при применении радиальную ориентацию множества отделяемых дисков относительно вала, когда указанный вал зацеплен с множеством отделяемых дисков. Таким образом, крутящий момент, вращающий вал, при применении может быть передан на множество отделяемых дисков, зацепленных поблизости, что обеспечивает таким образом вращение множества отделяемых дисков с валом.
Валик для нанесения клея может дополнительно содержать первый зажим и второй зажим, например там, где между ними может быть расположено множество отделяемых дисков. Первый и/или второй зажим может быть прикреплен (например, с возможностью снятия) или выполнен с возможностью прикрепления (например, с возможностью снятия) к валу и/или к одному или более из множества отделяемых дисков.
Валик для нанесения клея может содержать одно или более средств крепления или закрепителей. Одно или более средств крепления или закрепителей могут быть выполнены с возможностью закрепления множества отделяемых дисков вместе и/или к конкретному или любому валу. При наличии одного или более средств крепления или закрепителей способ может включать применение одного или более средств крепления или закрепителей для скрепления множества отделяемых дисков с валом для вращения. Если предусмотрено одно или более средств крепления или закрепителей, способ может включать применение одного или более средств крепления или закрепителей для скрепления множества отделяемых дисков друг с другом. Одно или более средств крепления или закрепителей могут содержать один или более резьбовых элементов. В вариантах осуществления способ может включать зацепление с резьбой одного или более резьбовых элементов для скрепления множества отделяемых дисков друг с другом и/или с валом для вращения.
Согласно одному аспекту настоящего изобретения предоставлен блок для нанесения клея, содержащий валик для нанесения клея, как описано в данном документе. Блок для нанесения клея может содержать вал для вращения валика для нанесения клея. Блок для нанесения клея может содержать резервуар для удержания клея. Резервуар может представлять собой ванну. Ванна может содержать клей. Блок для нанесения клея может содержать привод для вращения валика для нанесения клея, находящегося в контакте с клеем внутри резервуара (при его наличии). Блок для нанесения клея может содержать один или более валиков для переноса, например для переноса клея из ванны на валик для нанесения клея. Блок для нанесения клея может содержать дополнительный валик, например, направляющий валик. Дополнительный валик может быть расположен или выполнен с возможностью расположения при применении для направления листа материала к поверхности для нанесения клея валика для нанесения клея.
Валик для нанесения клея и блок для нанесения клея могут быть выполнены с возможностью нанесения клея на оберточную или ободковую бумагу для применения в табачной промышленности.
Все научные и технические термины, применяемые в этом документе, имеют значения, обычно применяемые в данной области техники, если не указано иное. Приведенные в данном документе определения предназначены для облегчения понимания определенных терминов, часто применяемых в данном документе.
По всему описанию и формуле изобретения данного описания слова «содержит» и «содержащий» и их вариации означают «включающий, но без ограничения», и они не предназначены для исключения других веществ, добавок, компонентов, целых чисел или этапов (и не исключают их). По всему описанию и формуле изобретения данного описания единственное число охватывает множественное число, если контекст не требует иного. В частности, когда применяется форма единственного числа, описание следует понимать как предполагающее множественность, а также единственность, если контекст не требует иного.
Во избежание сомнений, любые из описанных в данном документе признаков в равной степени применимы к любому аспекту настоящего изобретения. В рамках объема настоящей заявки прямо предусмотрено, что различные аспекты, варианты осуществления, примеры и альтернативы, изложенные в предыдущих абзацах, в формуле изобретения и/или в последующем описании и графических материалах, и, в частности, их отдельные признаки могут быть взяты самостоятельно или в любой комбинации. Признаки, описанные в связи с одним аспектом или вариантом осуществления настоящего изобретения применимы ко всем аспектам или вариантам осуществления, если такие признаки не являются несовместимыми.
Настоящее изобретение будет далее описано исключительно в качестве примера со ссылкой на сопроводительные графические материалы, где:
на фиг. 1 показан схематичный вид сбоку в сечении валика для нанесения клея согласно известному уровню техники;
на фиг. 2 показан схематичный вид сбоку в сечении валика для нанесения клея согласно варианту осуществления настоящего изобретения;
на фиг. 3 показан вид в перспективе блока для нанесения клея, содержащего валик для нанесения клея, показанный на фиг. 2;
на фиг. 4 показан схематичный вид сбоку в сечении валика для нанесения клея согласно варианту осуществления настоящего изобретения; и
на фиг. 5 показан схематичный вид сбоку в сечении валика для нанесения клея согласно варианту осуществления настоящего изобретения.
Обращаясь теперь к фиг. 2, показан валик 1 для нанесения клея согласно одному варианту осуществления настоящего изобретения. Валик 1 для нанесения клея содержит множество отделяемых дисков D1-DN (D1, D2…DN), расположенных вокруг вала 4, и первый и второй зажимы 5, 6. Валик 1 для нанесения клея имеет продольную ось X вращения, проходящую через вал 4, множество отделяемых дисков D1-DN и первый и второй зажимы 5, 6.
Каждый из множества отделяемых дисков D1-DN содержит центральное отверстие 3 в своей толщине, при этом центральные отверстия 3 соответствуют наружной поверхности вала 4 и выполнены с возможностью вмещения ее в себе.
Хотя только первый и второй диски D1, D2 из множества отделяемых дисков D1-DN подробно описаны в последующем описании, следует понимать, что оставшиеся диски из множества отделяемых дисков D3-DN имеют аналогичные признаки.
Каждый из первого и второго дисков D1, D2 из множества отделяемых дисков D1-DN содержит окружную поверхность 2a, 2b. Вместе окружные поверхности 2a, 2b (и также окружные поверхности 2a-2X всех из множества отделяемых дисков D1-DN) содержат окружную поверхность 2 для нанесения клея валика 1 для нанесения клея.
Первый диск D1 имеет первый диаметр d1 и первую ширину w1. Второй диск D2 имеет второй диаметр d2 и вторую ширину w2. Второй диаметр d2 меньше, чем первый диаметр d1. Вторая ширина w2 больше, чем первая ширина w1. Второй диск D2 обеспечивает или содержит разделитель, выполненный с возможностью расположения с интервалом первого диска D1 от дальнейших из множества отделяемых дисков D3-DN.
Вал 4 является, как правило, цилиндрическим и проходит от первого конца 4a ко второму концу 4b. Вал 4 выполнен с возможностью соединения при применении с источником крутящего момента (не показан). Шпонка 40 проходит от окружной наружной поверхности вала 4 и проходит в продольном направлении вдоль него.
Каждый из множества отделяемых дисков D1-DN содержит паз 30 для шпонки, проходящий в его центральное отверстие 3. Пазы 30 для шпонки имеют форму, размер и ориентацию, соответствующие шпонке 40 на валу 4 для обеспечения того, чтобы диски D1-DN не были относительно вращаемыми по отношению к валу 4. Шпонка может быть предусмотрена на диске и в пазу для шпонки на валу 4.
Каждый из первого и второго зажимов 5, 6 содержит центральное отверстие 50, 60 в своей толщине, при этом каждое центральное отверстие 50, 60 соответствует наружной поверхности вала 4 и выполнено с возможностью вмещения ее в себе. Каждый из первого и второго зажимов 5, 6 содержит поверхность примыкания, выполненную с возможностью примыкания при применении к кольцеобразной поверхности одного из множества отделяемых дисков D1-DN. Каждый из первого и второго зажимов 5, 6 также содержит крепежное отверстие 51, 61 в своей толщине в направлении, перпендикулярном продольной оси X вращения. Каждое крепежное отверстие 51, 61 имеет резьбу вдоль по меньшей мере части своей длины.
Перед применением валик 1 для нанесения клея собирают. Первый зажим 5 смещают на первый конец 4а вала 4. Закрепитель, который в данном варианте осуществления представляет собой установочный винт (не показан), зацепляют посредством резьбы с крепежным отверстием 51 первого зажима 5 и затягивают до тех пор, пока установочный винт не зацепится с наружной поверхностью вала 4. Таким образом, первый зажим 5 закреплен на месте смежно с первым концом 4а вала 4.
Центральное отверстие 3, проходящее через первый диск D1, затем выравнивают со вторым концом 4b вала 4 и перемещают вдоль него в осевом направлении. Первый диск D1 и вал 4 выровнены под углом так, что шпонка 40 на валу 4 выравнивается с пазом 30 для шпонки в первом диске D1. В этой ориентации первый диск D1 смещается в осевом направлении вдоль вала 5 от его второго конца 4b к первому концу 4а до тех пор, пока кольцевая поверхность первого диска D1 не будет примыкать к поверхности примыкания первого зажима 5. Каждый из оставшегося множества отделяемых дисков D2-DN, в свою очередь, затем перемещают аналогичным образом на вал 4. Затем второй зажим 6 перемещают на второй конец 4b вала 4 и перемещают вдоль вала 4 до тех пор, пока поверхность примыкания второго зажима 6 не будет примыкать к кольцевой поверхности указанного из множества отделяемых дисков D1-DN, ближайшей ко второму концу 4b вала 4. Второй зажим 6 затем прикрепляют к валу 4 таким же образом, как описано выше в отношении первого зажима 5.
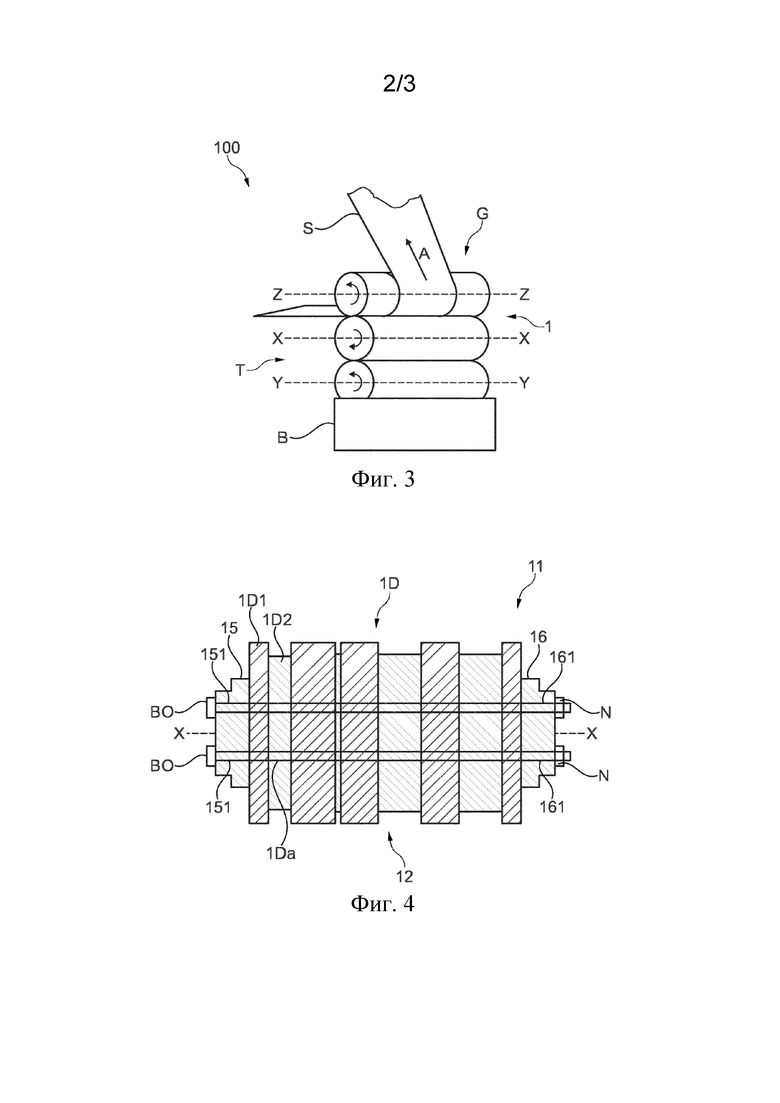
Обращаясь теперь к фиг. 3, показан блок 100 для нанесения клея, содержащий валик 1 для нанесения клея, показанный на фиг. 2, направляющий валик G, валик T для переноса, ванну B и лист S материала. Как будет понятно, валик 1 для нанесения клея содержит множество отделяемых дисков D1-DN и показан в упрощенной форме, как показано на фиг. 3, только в иллюстративных целях.
Валик T для переноса расположен в ванне B таким образом, что клей, предусмотренный в ванне B, контактирует с наружной поверхностью валика T для переноса. Валик 1 для нанесения клея и валик T для переноса расположены таким образом, что их соответствующие продольные оси X, Y вращения параллельны, и окружная поверхность валика T для переноса контактирует с окружной поверхностью 2 для нанесения клея валика 1 для нанесения клея. Направляющий валик G расположен таким образом, что его продольная ось Z вращения параллельна продольной оси X вращения валика 1 для нанесения клея. Окружная поверхность направляющего валика G является смежной с окружной поверхностью 2 для нанесения клея валика 1 для нанесения клея, тем самым образуя зазор между ними.
При применении каждый из валиков T, 1, G приводится во вращение посредством источника крутящего момента (не показан). Валик T для переноса и направляющий валик G приводятся во вращение в первом направлении (например, направлении по часовой стрелке), в то время как валик 1 для нанесения клея приводится во вращение в противоположном направлении (например, направлении против часовой стрелки). Валик T для переноса вращается в ванной B, благодаря чему клей временно приклеивается к его наружной поверхности. Клей переносят на окружную поверхность 2 для нанесения клея валика 1 для нанесения клея с валика T для переноса в точке контакта между ними и смежно с ней. Клей переносят только к окружной поверхности 2a из поверхностей первого диска D1 и поверхностей множества отделяемых дисков D1-DN, имеющих относительно больший диаметр. Второй диск D2 и диски из множества отделяемых дисков D2-DN, имеющих относительно меньший диаметр по сравнению с диаметром первого диска D2, не контактируют с валиком T для переноса, и, следовательно, клей не переносится на него.
Лист S материала втягивается к блоку 100 для нанесения клея в направлении стрелки A и направляется направляющим валиком G в зазор между направляющим валиком G и валиком 1 для нанесения клея, где клей переносится на лист S материала. Клей переносится в виде узора, соответствующего узору, предусмотренному на окружной поверхности 2 для нанесения клея валика 1 для нанесения клея.
Когда необходимо изменить узор на окружной поверхности 2 для нанесения клея валика 1 для нанесения клея, изменяют комбинацию множества отделяемых дисков D1-DN.
Второй зажим 6 открепляют от вала 4 посредством отвинчивания установочного винта, крепящего его к нему. Затем второй зажим 6 смещают по оси от второго конца 4b вала 4 и извлекают из него. Один, некоторые или каждый из множества отделяемых дисков D1-DN затем извлекают с вала 4 посредством его или их осевого смещения с его второго конца 4b. Другую комбинацию множества отделяемых дисков D1-DN затем добавляют к валу 4 посредством их осевого смещения на нем с его второго конца 4b. Второй зажим 6 еще раз смещают в осевом направлении на второй конец 4b вала 4. Второй зажим 6 затем прикрепляют к валу 4 посредством установочного винта, как описано выше, тем самым прикрепляя множество отделяемых дисков D1-DN к валу 4.
Обращаясь теперь к фиг. 4, показан валик 11 для нанесения клея согласно дополнительному варианту осуществления настоящего изобретения, в котором признаки, аналогичные описанным выше в отношении валика 1 для нанесения клея, показанного на фиг. 2, обозначены аналогичными признаками, которым предшествует «1», которые не будут дополнительно описаны в данном документе. Валик 11 для нанесения клея, показанный на фиг. 4, отличается от валика, показанного на фиг. 2, тем, что вал не предусмотрен. Вместо этого, множество отделяемых дисков 1D1-1DN скреплены вместе посредством болтов BO, которые проходят параллельно продольной оси Х вращения валика 11 для нанесения клея. Каждый из зажимов 15, 16 содержит крепежные отверстия 151, 161, проходящие в его толщине, которые параллельны продольной оси X вращения. В этом варианте осуществления множество отделяемых дисков 1D1-1DN не являются полыми, и каждый из них не имеет центрального отверстия, проходящего в его толщине, а также в них отсутствует паз для шпонки. Вместо этого каждый из множества отделяемых дисков 1D1-1DN содержит крепежные отверстия 1Da, проходящие в его толщине, которые соответствуют по размеру, форме и расположению крепежным отверстиям 151, 161, проходящим через зажимы 15, 16.
Перед применением образуется требуемая компоновка множества отделяемых дисков 1D1-1DN. Первый и второй зажимы 15, 16 расположены на каждом конце компоновки множества отделяемых дисков 1D1-1DN, и болт BO вставляют через крепежное отверстие 151, проходящее через первый зажим 15, и, следовательно, через крепежное отверстие 1Da, проходящее через каждый из множества отделяемых дисков 1D1-1DN, и через крепежное отверстие 161, проходящее через второй зажим 16, пока конец болта BO не будет выступать за пределы второго зажима 16. Болты BO вставляют через каждое из других крепежных отверстий 151 в первом зажиме 15 и их соответствующие крепежные отверстия 1Da, 161 во множестве отделяемых дисков 1D1-1DN и втором зажиме 16 соответственно. Затем гайки N прикрепляют к свободным концам болтов BO. Благодаря завинчиванию гаек N скрепляют зажимы 15, 16 и множество отделяемых дисков 1D1-1DN вместе.
Первый зажим 15 затем соединяют с приводным валом (не показан) для передачи крутящего момента на валик 11 для нанесения клея. Соединение может быть любого типа, подходящего для передачи крутящего момента от приводного вала на валик 11 для нанесения клея. Второй зажим 16 соединен с опорным валом (не показан) для поддержки валика 11 для нанесения клея во время его вращения. Затем клей может быть нанесен на лист S материала, как описано выше в отношении валика 11 для нанесения клея.
Когда необходимо изменить узор на окружной поверхности 12 для нанесения клея валика 11 для нанесения клея, гайки N извлекают с болтов BO, и болты BO извлекают с зажимов 15, 16 и множества отделяемых дисков 1D1-1DN. Затем другую компоновку множества отделяемых дисков 1D1-1DN образуют и скрепляют посредством зажимов 15, 16, болтов BO и гаек N, как описано выше в отношении предыдущей компоновки.
Как будет понятно, в вариантах осуществления один или более болтов BO могут быть сначала вставлены через первый зажим 15, а затем каждый диск из множества отделяемых дисков 1D1-1DN смещают на болт или болты BO, чтобы образовать компоновку множества отделяемых дисков 1D. Дополнительно или альтернативно зажимы 15, 16 и множество отделяемых дисков 1D1-1DN могут быть скреплены друг с другом с применением альтернативных закрепителей, например одного или более винтов.
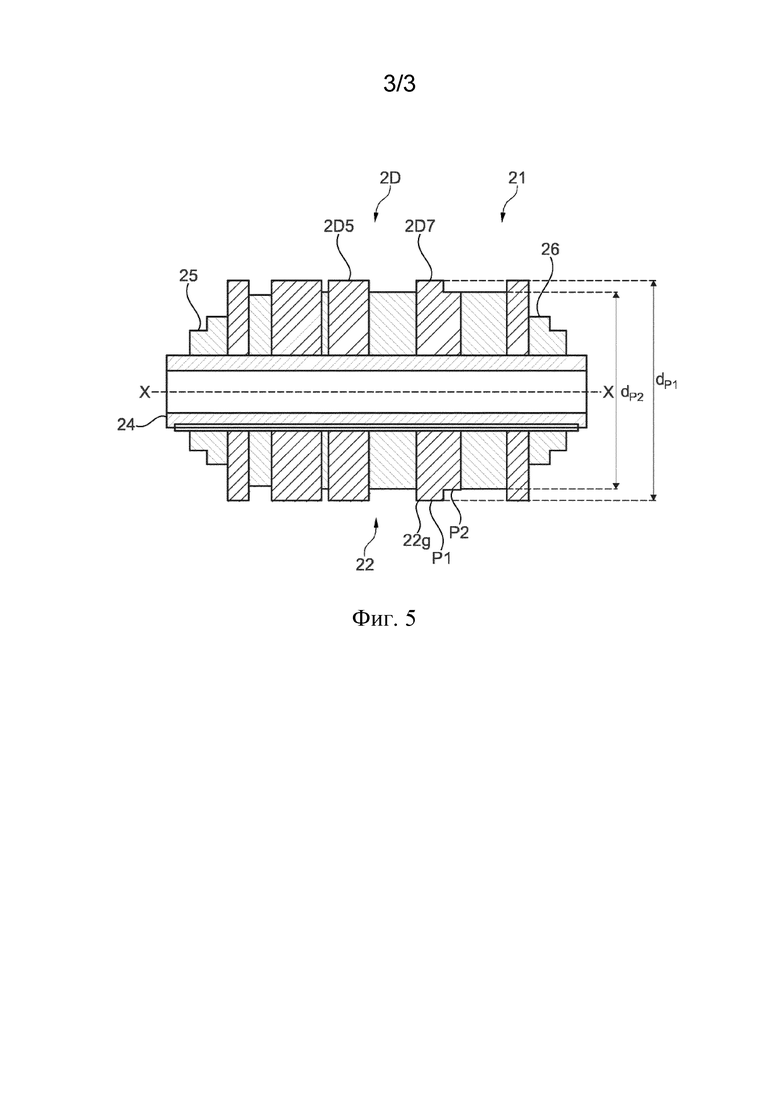
Обращаясь теперь к фиг. 5, показан валик 21 для нанесения клея согласно дополнительному варианту осуществления настоящего изобретения, в котором признаки, аналогичные описанным выше в отношении валика 1 для нанесения клея, показанного на фиг. 2, обозначены аналогичными признаками, которым предшествует «2», которые не будут дополнительно описаны в данном документе. Валик 21 для нанесения клея, показанный на фиг. 5, отличается от валика, показанного на фиг. 2, тем, что седьмой диск 2D7 из множества отделяемых дисков 2D1-2DN, имеет другой узор на своей окружной поверхности 22g, в отличие от пятого диска 2D5. Окружная поверхность 22g седьмого диска 2D7 содержит первую часть P1, имеющую первый диаметр dP1, и вторую часть P2, имеющую второй диаметр dP2, при этом второй диаметр dP2 меньше первого диаметра dP1.
Соответственно, при применении клей будет перенесен только на первую часть P1 окружной поверхности 22g седьмого диска 2D7 и, следовательно, только от первой части P1 окружной поверхности 22g седьмого диска 2D7 на лист S материала. Таким образом, узор может быть образован с применением относительно меньшего количества из множества отделяемых дисков 2D1-2DN. Соответственно, образование требуемого узора может быть сравнительно более быстрым. Следовательно, расход времени простоя блока 100 для нанесения клея, внутри которого применяется валик 21 для нанесения клея, относительно уменьшен.
Следует понимать, что хотя только седьмой диск 2D7 показан как содержащий разные первую и вторую части P1, P2 его окружной поверхности 22g, это не обязательно должно иметь место, и вместо этого один, некоторые или каждый другой из множества отделяемых дисков 2D1-2DN также могут содержать разные первую и вторую части на своей или своих окружной поверхности (поверхностях) 22. Дополнительно или альтернативно конфигурация седьмого диска 2D7 представляет собой лишь один пример диска, имеющего другой узор на его окружной поверхности 22g. В вариантах осуществления седьмой диск 2D7 (и/или один, некоторые или каждый другой из множества отделяемых дисков 2D1-2DN) может иметь более двух частей P1, P2, имеющих разные диаметры dP1, dP2. В вариантах осуществления вторая часть P2 может быть связана с каждой стороны первыми частями P1. В вариантах осуществления окружная поверхность одного, некоторых или каждого из множества отделяемых дисков 2D1-2DN может иметь диаметр, который постепенно увеличивается и/или увеличивается, например, в первой части P1, во второй части P2 и/или от первой части P1 ко второй части P2.
Хотя описаны первый и второй зажимы 5, 15, 25, 6, 16, 26, они не являются существенными для настоящего изобретения. Множество отделяемых дисков D1-DN, 1D1-1DN, 2D1-2DN могут быть дополнительно или альтернативно непосредственно скреплены вместе. Множество отделяемых дисков D1-DN, 1D1-1DN, 2D1-2DN могут быть дополнительно или альтернативно прикреплены к валу 4, 24 (при его наличии).
В каждом случае диски D1-DN, 1D1-1DN, 2D1-2DN могут быть выбраны для предоставления конкретного узора нанесения клея. Если требуется или желателен дополнительный узор, можно заменить некоторые или каждый из дисков D1-DN, 1D1-1DN, 2D1-2DN на другие диски D1-DN, 1D1-1DN, 2D1-2DN, или могут быть заменены положения дисков, чтобы тем самым образовать дополнительный узор нанесения клея. Замена или изменение дисков D1-DN, 1D1-1DN, 2D1-2DN может быть осуществлена быстро и удобно, гарантируя, что валик готов к применению с нанесением нового узора.
Специалистам в данной области также должно быть понятно, что любое количество комбинаций вышеупомянутых признаков и/или признаков, которые показаны на прилагаемых графических материалах, обеспечивают явные преимущества по сравнению с известным уровнем техники и, следовательно, находятся в пределах объема настоящего изобретения, описанного в данном документе. Например, соединение множества отделяемых дисков 1D1-1DN, показанных на фиг. 4, в равной степени применимо к валику 21 для нанесения клея, показанному на фиг. 5.
Схематические графические материалы не обязательно выполнены в масштабе и представлены для целей иллюстрации, а не для ограничения. На графических материалах изображен один или более аспектов, описанных в настоящем раскрытии. Однако следует понимать, что и другие аспекты, не изображенные на графических материалах, попадают в рамки объема настоящего изобретения. Следует понимать, что конкретные компоновки множества отделяемых дисков D1-DN, 1D1-1DN, 2D1-2DN, показанные на графических материалах, предназначены только для иллюстративных целей, и что число, последовательность, размеры и/или узоры на окружных поверхностях множества отделяемых дисков D1-DN, 1D1-1DN, 2D1-2DN могут отличаться от показанных на графических материалах.
Изобретение относится к валику для нанесения клея и к способу нанесения узора клея на лист материала с применением валика для нанесения клея. Техническим результатом является быстрота очистки валика от клея. Технический результат достигается тем, что способ нанесения узора клея на лист материала блоком для нанесения клея включает в себя валик для нанесения клея, который содержит множество отделяемых дисков, при этом способ включает в себя выбор множества отделяемых дисков для образования окружной поверхности дисков для нанесения клея, нанесение клея на окружную поверхность дисков для нанесения клея и перенос клея с окружной поверхности дисков для нанесения клея на оберточную бумагу или ободковую бумагу для устройства, генерирующего аэрозоль, а также технический результат достигается блоком для нанесения клея для осуществления данного способа. 2 н. и 10 з.п. ф-лы, 5 ил.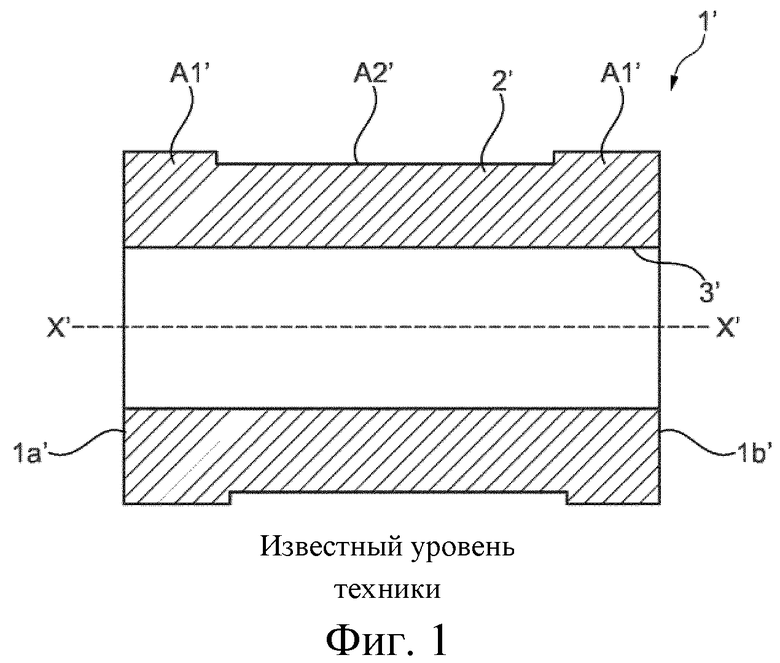
1. Способ нанесения узора клея на лист материала блоком для нанесения клея, включающим в себя валик для нанесения клея, который содержит множество отделяемых дисков, при этом способ включает в себя выбор множества отделяемых дисков для образования окружной поверхности дисков для нанесения клея, нанесение клея на окружную поверхность дисков для нанесения клея и перенос клея с окружной поверхности дисков для нанесения клея на оберточную бумагу или ободковую бумагу для устройства, генерирующего аэрозоль.
2. Способ по п. 1, отличающийся тем, что включает в себя извлечение одного или более из множества отделяемых дисков и замену его или их одним, или более дополнительными отделяемыми дисками с обеспечением таким образом другого узора клея.
3. Способ по п. 1 или 2, отличающийся тем, что включает в себя скрепление множества отделяемых дисков с валом для вращения.
4. Блок для нанесения клея для осуществления способа по любому из пп. 1-3, содержащий валик для нанесения клея, имеющий продольную ось вращения, при этом валик содержит множество отделяемых дисков для обеспечения окружной поверхности для нанесения клея, при этом блок для нанесения клея выполнен с возможностью нанесения клея на оберточную или ободковую бумагу для устройства, генерирующего аэрозоль.
5. Блок для нанесения клея по п. 4, отличающийся тем, что первый из множества отделяемых дисков имеет первый узор, предусмотренный на его окружной поверхности, и второй из множества отделяемых дисков имеет второй узор, предусмотренный на его окружной поверхности.
6. Блок для нанесения клея по п. 4 или 5, отличающийся тем, что первый из множества отделяемых дисков изготовлен из первого материала, а второй из множества отделяемых дисков изготовлен из второго материала.
7. Блок для нанесения клея по любому из пп. 4-6, отличающийся тем, что первый из множества отделяемых дисков расположен на расстоянии от второго из множества отделяемых дисков посредством промежуточного диска.
8. Блок для нанесения клея по п. 7, отличающийся тем, что промежуточный диск имеет диаметр, который меньше, чем каждый из диаметров первого и второго из множества отделяемых дисков.
9. Блок для нанесения клея по любому из пп. 4-8, отличающийся тем, что каждый из отделяемых дисков содержит паз для шпонки для зацепления с соответствующей частью вала.
10. Блок для нанесения клея по любому из пп. 4-9, отличающийся тем, что дополнительно содержит первый зажим и второй зажим, при этом множество отделяемых дисков расположены между ними.
11. Блок для нанесения клея по любому из пп. 4-10, отличающийся тем, что содержит резервуар для удержания клея и предпочтительно привод для вращения валика для нанесения клея, находящегося в контакте с клеем внутри резервуара.
12. Блок для нанесения клея по любому из пп. 4-11, отличающийся тем, что каждый из отделяемых дисков имеет ширину и диаметр, и при этом первый из множества отделяемых дисков имеет ширину и/или диаметр, отличные от ширины и/или диаметра второго из множества отделяемых дисков.
| WO 2014091192 A1, 19.06.2014 | |||
| US 3987753 A, 26.10.1976 | |||
| US 5314559 A, 24.05.1994 | |||
| 0 |
|
SU154068A1 | |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1982 |
|
SU1096113A1 |
| Установка для нанесения клея на изделия | 1977 |
|
SU701721A1 |

