Настоящее изобретение относится к устройству для нанесения клея на пленку и к установке для изготовления многослойной пленки, включающему в себя устройство нанесения этого типа.
В различных отраслях промышленности, особенно в упаковочной промышленности, используются пленки, состоящие из нескольких слоев, а также из различных материалов, взаимно соединенных посредством совместной экструзии или склеивания.
Среди различных типов доступных клеев наиболее широко в этом секторе используются клеи, не содержащие растворителей, особенно для осуществления упаковывания, предназначенного для пищевой промышленности.
Способы и устройство для соединения нескольких слоев пленки клеями, не содержащими растворителей, известны, например, из патентов EP 0324892 B2 и EP 2085218 B1 того же заявителя.
Согласно этим известным способам, чтобы соединить два слоя пленки, двухкомпонентный клей, не содержащий растворителя, наносится на одну поверхность одного из двух слоев, а затем два слоя приводятся в соприкосновение для создания тонкослойной многослойной пленки.
В этих процессах используют двухкомпонентный клей, не содержащий растворителя, два компонента которого - как правило, смолу и отвердитель - смешивают перед нанесением на слой пленки, и, в частности, перед транспортировкой на соединяющее устройство.
Смешивание двух компонентов приводит к химической реакции, которая, соответственно исходным соединениям, является реакцией полимеризации, реакцией образования перекрестных связей или обоими, благодаря чему постепенно увеличивается вязкость клея до полного отверждения. Одновременно, клей увеличивает прочность сцепления, что позволяет надежно соединять два слоя пленки.
Поэтому, после смешивания нанесение клея на пленку должно осуществляться в течение ограниченного интервала времени, в течение которого его вязкость такова, что она позволяет ему осаждаться в однородном слое толщиной в несколько микрон.
Предел времени, в течение которого смешанный клей остается «наносимым» на пленку, называется «жизнеспособность».
Помимо этого ограниченного срока, клей, который больше не может использоваться повторно, должен быть удален быстро и полностью из частей устройства, с которым он находится в контакте, чтобы не повредить их.
Однако операции по очистке этих деталей особенно обременительны, как с точки зрения стоимости, в связи с необходимостью использовать химические продукты (растворители и т.д.), так и с точки зрения организации работы из-за срочности, с которой эти операции должны быть выполнены, а именно - до полного отверждения клея.
По этим причинам, состав клеев, не содержащих растворителей, в настоящее время изучается на предмет обеспечения компромисса между «жизнеспособностью», - которая не слишком мала, чтобы, например, позволять прервать процесс производства на несколько десятков минут, не вызывая простоя устройства и очистки частей, контактирующих с клеем - и временем затвердевания, которое не слишком велико.
Однако в конце процесса соединения с помощью используемых в настоящее время клеев, многослойную пленку необходимо выдерживать в течение некоторого периода времени, варьируемого от нескольких десятков часов (или даже нескольких дней), чтобы обеспечить завершение процесса затвердевания прежде чем использовать ее для последующих операций, таких как резка или печать.
Тем не менее, современные тенденции заключаются в том, чтобы попытаться сократить время затвердевания до минимума, чтобы как можно быстрее получить конечный продукт в рамках оптимизации производственных мощностей и гибкости систем.
В документе WO 2105/002749 A1 раскрыт способ и устройство для соединения двух слоев пленки, в которых каждый из двух компонентов двухкомпонентного клея на основе эпоксидной смолы наносят раздельно на два слоя пленки. Две пленки приводятся в соприкосновение с образованием тонкого слоя, и компоненты смешиваются между двумя слоями пленки для активации эпоксида. Смешивание происходит за счет ультразвуковой кавитации, которая генерирует формирование и последующее схлопывание пузырьков, которые путем возмущения компонентов клея активируют химическую реакцию, приводящую к затвердеванию клеевой композиции.
Однако, устройство и способ, описанные в WO 2105/002749 A1, имеют некоторые недостатки. Фактически, на эффективность смешивания влияет скорость, с которой слои пленки движутся в оборудовании, а точнее, влияет временной диапазон, в пределах которого два компонента клея, расположенные между двумя слоями пленки, подвергаются воздействию ультразвуковых волн.
Поэтому, для этой системы, когда скорость процесса возрастает, - параметр, который обычно желательно максимизировать, смешивая два компонента - уменьшается. Это может привести к замедлению или к неполноте процесса затвердевания клеевой композиции.
Кроме того, при такой системе, смешивание двух клеевых компонентов и последующую реакцию трудно контролировать, что усложняет калибровку устройства.
Чтобы преодолеть вышеупомянутые проблемы, заявитель разработал способ, в котором два компонента двухкомпонентного клея наносятся отдельно на два слоя пленки, которые затем приводятся в соприкосновение для формирования тонкослойной многослойной пленки. В соответствии с этим способом, активация реакции двух компонентов происходит путем простого контакта поверхностей, на которые нанесены компоненты клея.
В контексте настоящего изобретения термин «простой контакт» означает, что два компонента смешиваются друг с другом просто путем взаимного контакта, то есть без помощи внешних средств, предназначенных для обеспечения энергией, например, в виде теплоты, ультразвуковых волн, электромагнитного излучения или тому подобного, что могло бы вызывать смешение компонентов.
Однако, поскольку это возможно только в зависимости от параметров толщины и однородности слоя компонента клея, нанесенного на соответствующие слои пленки, эти параметры требуют особо тщательного контроля.
Фактически, при этом способе количество клея или компонента клеевой композиции, нанесенного на каждом слое, и, следовательно, толщина, - составляют примерно половину или даже менее, по сравнению с таковой для известных из уровня техники способов, использующих нанесение предварительно смешанного клея только на один из двух слоев пленки, подлежащих соединению.
В частности, эта толщина обычно составляет менее 1,5 мкм, а предпочтительно - от 0,3 до 0,8 мкм. Для обеспечения полной и равномерной реакции клеевой композиции, помещенной между двумя слоями пленки, разность толщины слоя каждого компонента клея не должно превышать 10% от номинального значения толщины, то есть несколько сотых микрона.
Устройства нанесения предшествующего уровня техники, такие как описанные в ЕР 0324892 В2, неспособны выполнять настолько тонкое регулирование толщины слоя клея, чтобы это было способно удовлетворить указанным выше параметрам. Это в основном зависит от сложности ограничения операционных допусков частей устройства нанесения, и, в частности, валиков, не прибегая к альтернативным и особенно дорогостоящим производственным процессам.
Кроме того, эти устройства предшествующего уровня техники снабжены системами ручного регулирования, эффективность которых зависит главным образом от способности оператора устанавливать устройство.
В этом контексте, целью настоящего изобретения является создание устройства нанесения клея на пленку, которое преодолевает проблемы предшествующего уровня техники, описанные выше.
Таким образом, задачей настоящего изобретения является создание устройства нанесения, которое позволяет точно управлять толщиной слоя клея, наносимого на слои движущейся пленки, даже когда толщина упомянутого слоя меньше 3 или 4 мкм.
Другой целью настоящего изобретения является создание устройства нанесения, которое обеспечивает повторяемость этих параметров процесса нанесения.
Еще одной целью настоящего изобретения является создание устройства нанесения, которое требует лишь некоторых модификаций относительно устройств нанесения известного уровня техники, и, следовательно, требует ограниченных затрат.
Целью настоящего изобретения является также создание устройства для изготовления многослойной пленки, снабженного вышеупомянутым устройством нанесения.
В частности, целью изобретения является создание устройства, которое позволяет реализовать вышеупомянутый способ соединения, разработанный заявителем.
Эти и другие задачи решаются с помощью устройства нанесения клея на пленку, которое включает в себя:
- по меньшей мере первый дозирующий валик; а также
- по меньшей мере второй дозирующий валик, обращенный к первому, способный вращаться в контакте с клеем;
при этом поверхность первого дозирующего валика отделена от поверхности второго дозирующего валика зазором таким образом, что после вращения часть поверхности второго дозирующего валика покрыта однородным слоем клея, причем устройство также включает в себя регулирующее устройство для перемещения по меньшей мере первого дозирующего валика относительно второго дозирующего валика для изменения ширины зазора и, следовательно, толщины слоя клея на поверхности второго валика.
В соответствии с предпочтительным аспектом изобретения, указанное регулирующее устройство может управляться блоком управления, который может быть выполнен с возможностью управления положением первого дозирующего валика и регулирования ширины зазора в зависимости от геометрических и/или размерных параметров упомянутого первого дозирующего валика.
Полученное таким образом устройство позволяет корректировать положение первого дозирующего валика относительно заданного номинального положения, отменять или, в любом случае, ограничивать влияние геометрических и/или размерных допусков первого дозирующего валика на фактическую величину вышеупомянутого зазора.
Согласно аспекту изобретения, блок управления может быть подключен к устройству для обнаружения углового положения первого дозирующего валика.
В зависимости от этого положения, блок управления определяет размерные и/или геометрические параметры рабочей области первого дозирующего валика, вычисляет новое положение упомянутого валика и управляет системой регулирования, чтобы привести валик в вышеупомянутое положение.
Согласно другому аспекту изобретения, первый дозирующий валик может быть связан с системой позиционирования, которая позволяет размещать валик в дискретном количестве определенных угловых положений. Это позволяет определить рабочую область и связанные с ней геометрические и/или размерные параметры, и скорректировать их с заданной точностью.
Согласно другому аспекту изобретения, блок управления может обращаться к базе данных, содержащей вышеупомянутые геометрические и/или размерные параметры первого дозирующего валика.
В другом аспекте изобретения регулирующее устройство может включать в себя пару эксцентриковых опор, каждая из которых выполнена с возможностью поддержки одного конца первого дозирующего валика. Указанные эксцентриковые опоры предпочтительно содержат неподвижную часть и подвижную часть, которая может вращаться относительно неподвижной части вокруг оси вращения Xe. Первый дозирующий валик размещен с возможностью вращения внутри подвижной части так, что его ось X расположена с эксцентриситетом относительно оси вращения движущейся части.
Таким образом, регулирующее устройство выполнено с возможностью чрезвычайно точно управлять перемещением первого дозирующего валика и, следовательно, зазором, который может составлять только один микрон. Эта величина, относящаяся к толщине слоя клея, постепенно уменьшается вторым дозирующим валиком до наносящего валика, позволяя варьировать толщину слоя клея на пленке до нескольких сотых долей микрона.
В соответствии с предпочтительным вариантом, подвижная часть может вращаться относительно неподвижной части с помощью двигателя, управляемого блоком управления. Указанная движущаяся часть предпочтительно содержит кольцо, снабженное снаружи зубьями, входящими в зацепление с червячным винтом, соединенным с указанным двигателем.
В другом аспекте изобретения блок управления может быть соединен с датчиками, предназначенными для определения параметра, взаимосвязанного с температурой поверхности одного или обоих дозирующих валиков 121, 122.
Вышеупомянутые задачи также решаются с помощью установки для изготовления многослойной пленки, имеющей одно или несколько устройств нанесения, как описано выше. Преимущественно, указанная установка может быть выполнена с возможностью реализации способа изготовления многослойной пленки, в котором два компонента двухкомпонентного клея наносятся отдельно на два слоя пленки, которые затем приводятся в соприкосновение с образованием тонкослойной многослойной пленки.
В соответствии с предпочтительным вариантом, указанная установка содержит:
- первое наносящее устройство для нанесения первого компонента двухкомпонентного клея на по меньшей мере первую поверхность первого слоя пленки;
- второе наносящее устройство нанесения для нанесения второго компонента двухкомпонентного клея на по меньшей мере первую поверхность второго слоя пленки;
- соединяющий модуль для приведения вышеуказанных поверхностей упомянутого первого и второго слоев во взаимный контакт в точке склеивания для создания многослойной пленки;
- механизм намотки для намотки соединенной многослойной пленки на приемную катушку.
Используя устройства нанесения в соответствии с изобретением, можно наносить компонент клея на слои пленки с требуемой толщиной, даже менее 0,5 мкм, имея возможность контролировать отклонения с точностью до нескольких сотых микрона.
В аспекте изобретения соединяющий модуль может содержать каландр и нажимной валик, определяющие точку склеивания между ними, в которой две поверхности пленок вступают в соприкосновение. Чтобы оптимизировать процесс реакции компонентов клея, после точки склеивания соединенная многослойная пленка наматывается на каландр на дуге соприкосновения с углом, предпочтительно от 18 до 23°.
Также для этой цели, в соответствии с другим аспектом изобретения, перед точкой склеивания первый слой пленки наматывается на каландр на дуге соприкосновения с углом, предпочтительно от 68 до 78°.
Дополнительные характеристики и преимущества настоящего изобретения станут более очевидными из описания примера предпочтительного, но не исключительного варианта осуществления устройства нанесения и устройства для изготовления многослойной пленки, как показано на сопроводительных чертежах, на которых:
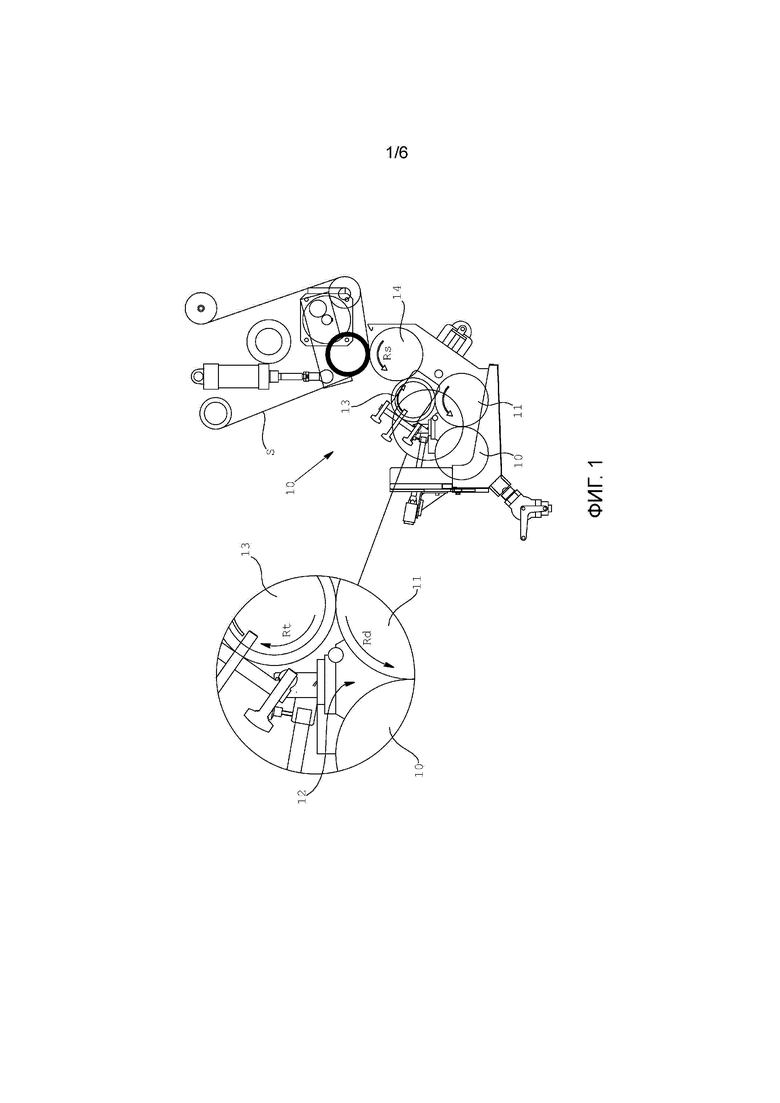
- Фиг.1 - схематичный вид сбоку наносящего устройства в соответствии с настоящим изобретением;
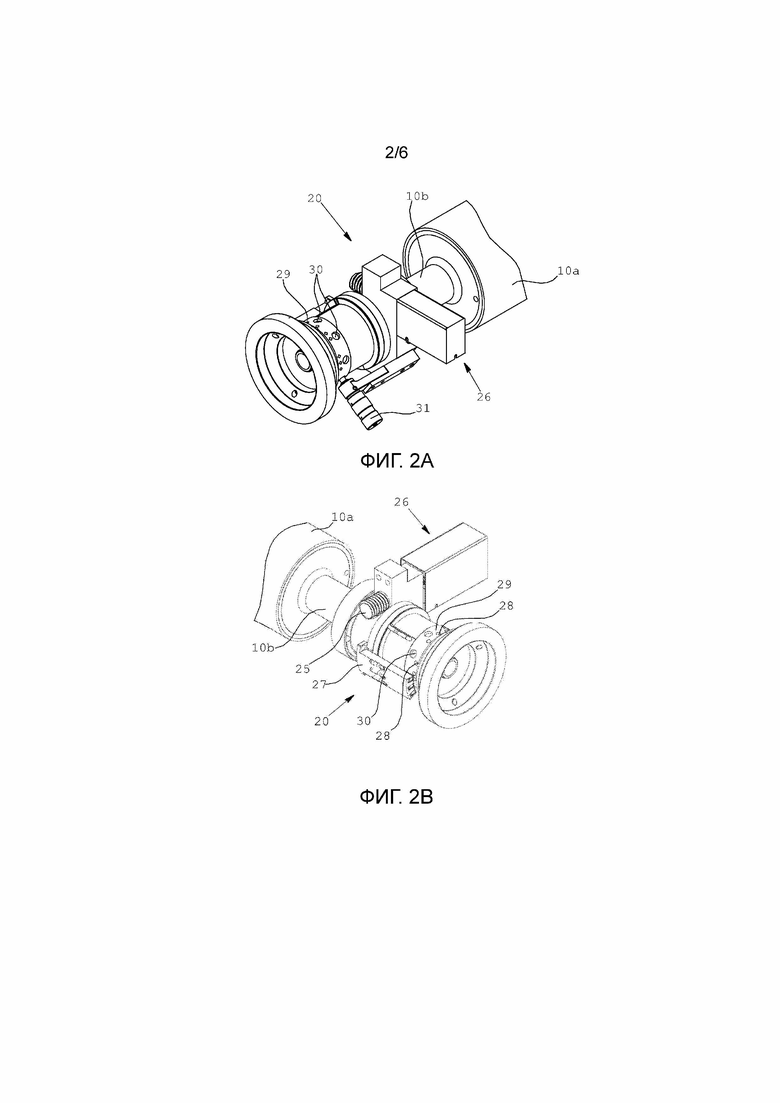
- Фиг.2а и 2b - два вида в перспективе регулирующего устройства положения дозирующего валика;
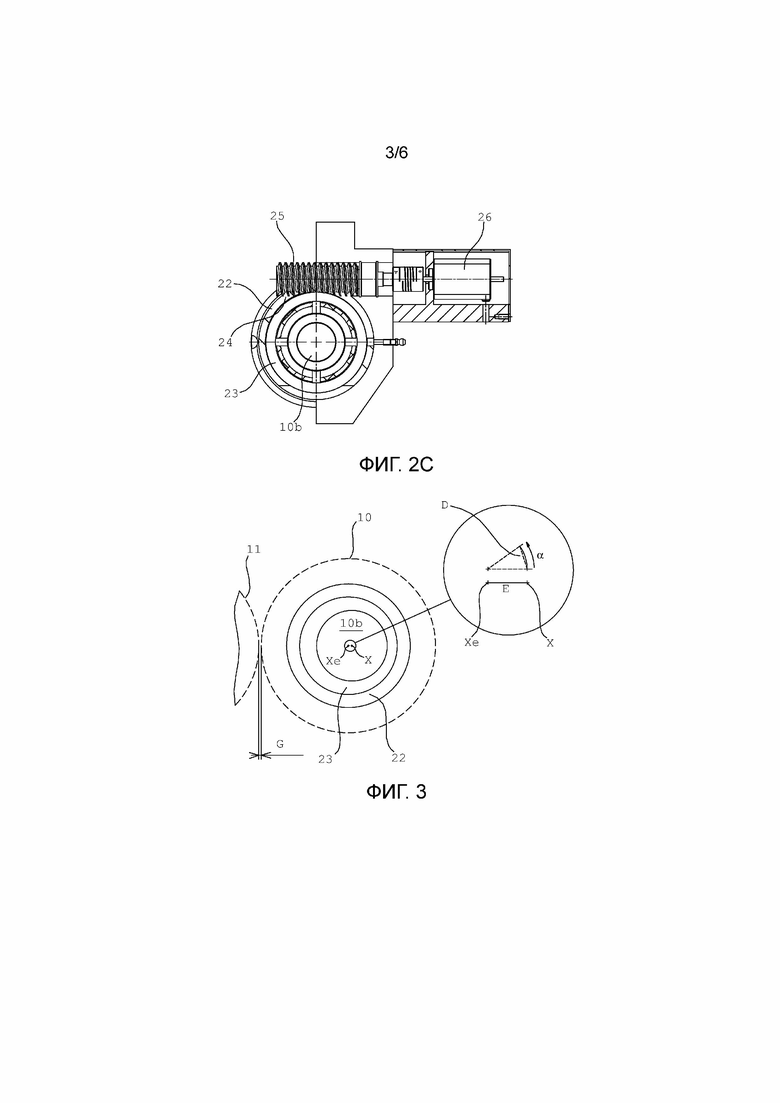
- Фиг.2с - вид в разрезе по плоскости, перпендикулярной оси дозирующего валика;
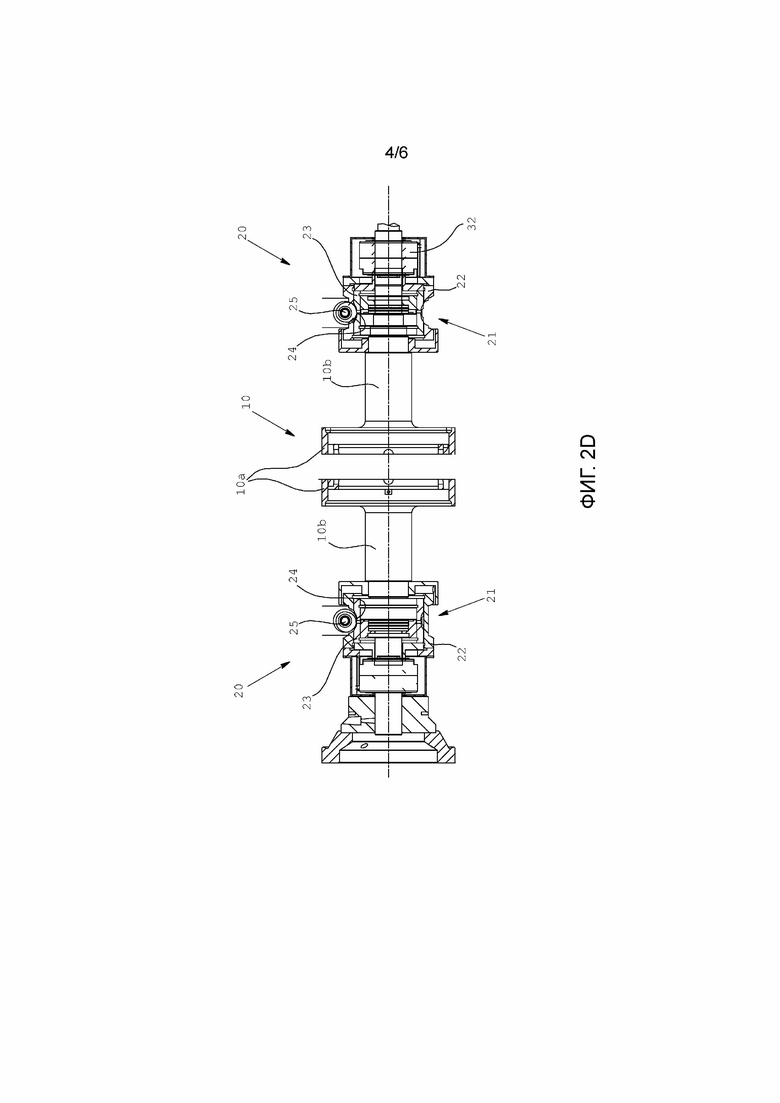
- Фиг.2d - вид в разрезе по плоскости, проходящей через ось дозирующего валика;
- Фиг.3 - схематичное представление части регулирующего устройства с фиг.2;
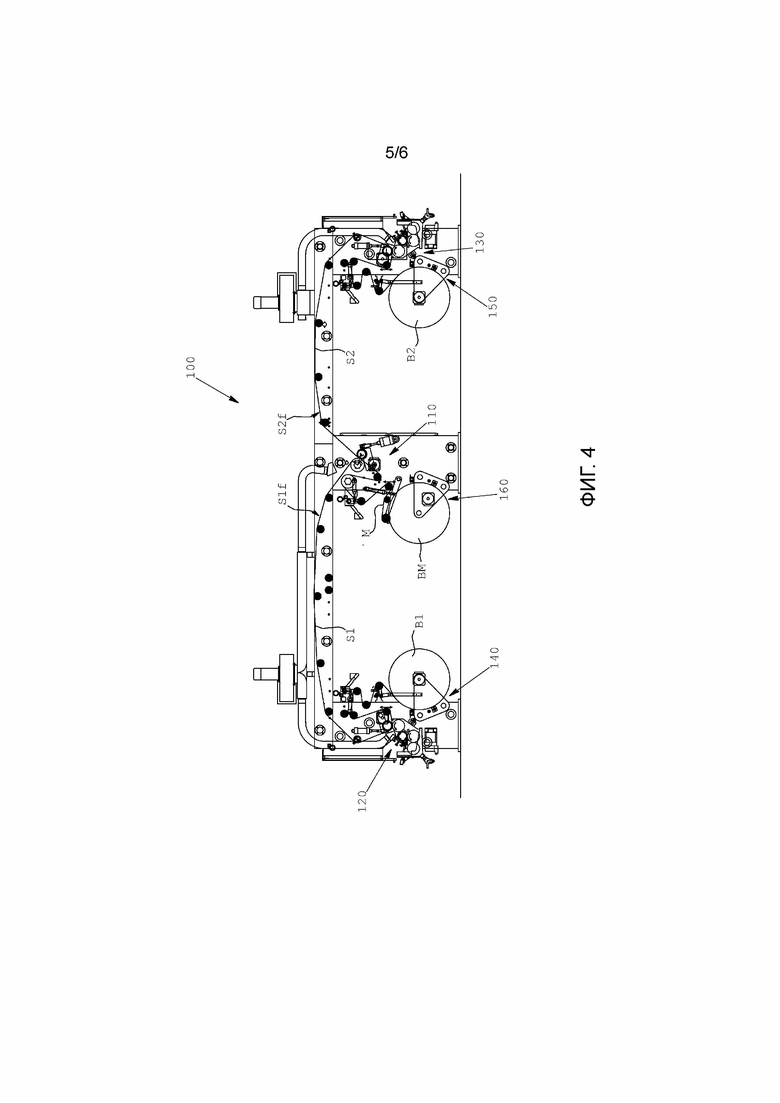
- Фиг.4 - схематичный вид сбоку установки для изготовления многослойной пленки, снабженной наносящим устройством согласно фиг.1;
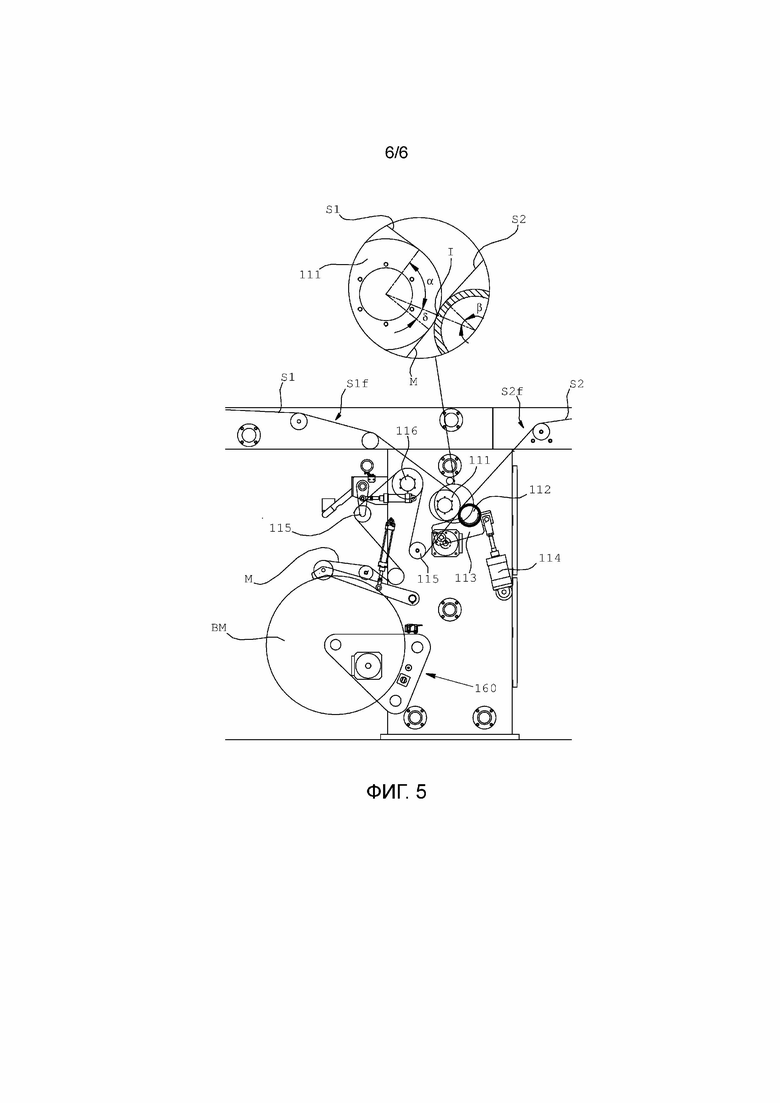
- Фиг.5 - схематичный вид сбоку соединяющего модуля установки, показанной на фиг.4.
Как можно видеть на прилагаемой фиг.1, позиция 1 указывает в целом на устройство для нанесения клея на движущуюся пленку.
В контексте настоящего изобретения клей представляет собой клеевую композицию, содержащую по меньшей мере два компонента, рецептурно представляющие собой набор, компоненты которого готовят отдельно, и сохраняют отделенными друг от друга до момента, когда слои пленки, подлежащие соединению, будут соединены, и в которых компоненты набора предпочтительно находятся в текучей или пастообразной форме.
Термин «пленка» означает любую структуру, обычно гибкую, с толщиной менее 1 мм, а предпочтительно - менее 0,5 мм. Подходящими материалами являются, например, бумага, полимеры и полимеры с металлическим покрытием, металлические листы или нетканый материал.
Устройство нанесения включает в себя первый дозирующий валик 10 и второй дозирующий валик 11, расположенные параллельно и обращенные друг к другу. Первый дозирующий валик 10 предпочтительно поддерживается блокированным от вращения во время работы устройства. Второй дозирующий валик 11, в свою очередь, вращается относительно первого в направлении вращения, обозначенном стрелкой Rd. Наружная поверхность дозирующих валиков 10, 11 - предпочтительно является гладкой и имеющей покрытие, или изготовлена из хромированной стали.
В пространстве между двумя дозирующими валиками 10, 11 в верхней части образована камера 12, в которой может находиться клей, контактирующий с частью наружной поверхности обоих валиков. Для поддержания текучести клея на необходимом уровне дозирующие валики предпочтительно снабжены средствами нагрева для нагревания наружной поверхности.
Поверхности двух дозирующих валиков 10, 11 отделены друг от друга зазором в несколько сотых миллиметра, так что после вращения второго дозирующего валика по отношению к первому, клей наносится тонким слоем через зазор, а тонкий и однородный слой остается прилипшим к поверхности второго дозирующего валика 11. Этот слой клея посредством одного или нескольких валиков, вращающихся в контакте со вторым дозирующим валиком 11, переносится на движущуюся пленку S.
В показанном варианте устройство нанесения включает в себя дополнительный передающий валик 13, который вращается в контакте со вторым дозирующим валиком 11 в противоположном направлении вращения Rt.
Передающий валик 13 предпочтительно покрыт слоем вулканизированной резины. Задача передающего валика 13 состоит в том, чтобы забирать слой клея со второго дозирующего валика 11 и переносить его на наносящий валик 14, который вращается в контакте с ним в противоположном направлении вращения Rs.
Наносящий валик 14, в свою очередь, находится в контакте со слоем движущейся пленки S, на которой клей распределяется непрерывным и однородным слоем.
Преимущественно скорость вращения наносящего валика 14 больше по сравнению со скоростью вращения передающего валика 13, которая, в свою очередь, больше по сравнению со скоростью вращения второго дозирующего валика 11.
Это увеличение скорости позволяет постепенно уменьшать толщину слоя клея, нанесенного на поверхность валиков, а затем на слой пленки.
Зазор, то есть минимальное расстояние между поверхностями дозирующих валиков 10, 11, - можно регулировать с помощью системы регулирования, так чтобы варьировать толщину слоя клея, захваченного вторым дозирующим валиком 11, и, следовательно, толщину слоя клея, нанесенного на пленку S.
На фиг.2а-2d показана детализация наносящего устройства, в которой видна вышеупомянутая система регулирования, обозначенная в целом как 20. В соответствии с предпочтительным вариантом изобретения упомянутая система регулирования воздействует на первый дозирующий валик 10, перемещающий его относительно второго дозирующего валика 11, у которого ось вращения зафиксирована.
Первый дозирующий валик 10 содержит рабочую центральную часть 10а, заключенную между двух опорных валов 10b (фиг.2d), посредством которых дозирующий валик поддерживается рамой устройства нанесения (не показано на чертеже). Каждый опорный вал 10b соединен с эксцентриковой опорой 21, содержащей неподвижную часть 22, выполненную за одно целое с рамой устройства, и движущуюся часть 23, соединенную с неподвижной частью, и вращающуюся относительно нее вокруг оси вращения Xe (фиг.3). Указанные неподвижные и подвижные части предпочтительно выполнены в виде концентрических колец. В частности, подвижная часть 23, внутреннее кольцо, размещена в неподвижной части 22, внешнем кольце.
Опорный вал 10b, в свою очередь, размещен с возможностью вращения в седле, выполненном в подвижной части 23, так что его ось вращения X смещена относительно оси вращения Xe движущейся части. На фиг.3 представлена схематично и в разрезе неподвижная часть 22, подвижная часть 23 и опорный вал 10b. На чертеже буква E указывает на эксцентриситет между осью X первого дозирующего валика 10 и осью вращения Xe подвижной части 23, которая, чтобы сделать чертеж более понятным, намеренно показана не пропорциональной. На самом деле, значение эксцентриситета E предпочтительно составляет от 0,2 мм до 1 мм.
Обращаясь к фиг.3, можно лучше понять работу регулирующего устройства 20. Когда движущаяся часть 23 вращается вокруг оси Xe на угол α, ось X первого дозирующего валика 10 выполняет вращение вдоль окружности с радиусом E, сдвигаясь относительно исходного положения на длину D. Этот сдвиг заставляет поверхность первого дозирующего валика 10 двигаться в направлении к или от поверхности второго дозирующего валика 11 и, следовательно, увеличивать или уменьшать зазор G (не показан на чертеже).
На наружной поверхности подвижной части 23 выполнены зубцы 24, предпочтительно - с винтовым профилем, с которыми входит в зацепление червячный винт 25 (фиг.2с, 2d).
Вращение червячного винта 25 в одном или в другом направлении вызывает вращение движущейся части 23 и, следовательно, как описано выше, увеличение или уменьшение зазора G.
Винт 25 перемещается двигателем 26, в качестве опции связанным с датчиком 32 (фиг.2d).
Система регулирования этого типа позволяет изменять зазор G с точностью до одного микрона, при этом расширение зазора обычно составляет от 50 до 80 мкм.
Согласно изобретению, система регулирования управляется блоком управления (не показанным на чертеже), выполненным с возможностью корректировать положение первого дозирующего валика 10 относительно второго дозирующего валика 11 в зависимости от геометрических и/или размерных параметров поверхности первого дозирующего валика. Фактически, поскольку первый дозирующий валик 10 удерживается в зафиксированном угловом положении во время процесса нанесения, любые дефекты (геометрические и/или размерные допуски) не могут быть усреднены, как это происходит для второго дозирующего валика 11.
Для этой цели, в соответствии с предпочтительным аспектом изобретения, блок управления соединен с устройством для определения углового положения первого дозирующего валика 10. С помощью этого устройства блок управления определяет, какая часть поверхности первого дозирующего валика 10 участвует в процессе нанесения, и в частности, зону, близкую к зазору G, где клей наносится тонким слоем на поверхность второго дозирующего валика 11.
Фактически, эта рабочая часть не остается всегда одной и той же - напротив, первый дозирующий валик 10 используется в разных угловых положениях - иногда даже в одной и той же производственной партии, например, для использования новой чистой зоны или, во всяком случае, для равномерного использования его поверхности.
Преимущественно, блок управления может быть связан с базой данных или может содержать базу данных, в которой хранятся вышеупомянутые геометрические и/или размерные параметры первого дозирующего валика 10, такие как эксцентриситет, цилиндричность, прямолинейность и т. д.
Эти параметры могут быть заранее определены с помощью измерительного устройства и сохранены в вышеупомянутой базе данных.
В зависимости от вышеуказанных параметров, блок управления может согласованно управлять работой двигателей 26 двух эксцентриковых опор 21, чтобы расположить первый дозирующий валик 10 так, чтобы величина зазора G как можно точнее соответствовала номинальной константе параметра процесса по длине рабочей части дозирующих валиков.
Таким образом, регулирующее устройство 20 имеет возможность компенсировать рабочие допуски дозирующих валиков, поддерживать константы и корректировать количество и, следовательно, толщину клея, захваченного вторым дозирующим валиком.
В предпочтительном варианте упомянутая система для определения углового положения первого дозирующего валика включает в себя один или более датчиков 27 (фиг.2b), встроенных в раму устройства, предназначенных для обнаружения положения множества отверстий со ссылочной позицией 28, выполненных на первом дозирующем валике 10 или на его встроенной части.
В показанном варианте, датчик 27 содержит оптический датчик, выполненный с возможностью обнаружения положения множества отверстий 28, выполненных на суппорте 29, выполненной как единое целое с первым дозирующим валиком 10. Альтернативно, датчик 27 может содержать индуктивный, емкостный или магнитный датчики, или другие датчики положения с контактом или без него.
Как упоминалось выше, первый дозирующий валик 10 может быть размещен в разных угловых положениях, которые затем поддерживаются во время работы устройства нанесения. В соответствии с предпочтительным вариантом эти положения определяются множеством гнезд 30 (фиг.2d), выполненных на суппорте 29. Позиционирующий механизм 31 (фиг.2с) может входить в зацепление с упомянутыми гнездами 30, чтобы поддерживать во время работы заданное выбранное угловое положение.
Согласно предпочтительному аспекту изобретения, блок управления может быть соединен с датчиками, предназначенными для определения параметра, взаимосвязанного с температурой поверхности одного или обоих дозирующих валиков 10, 11.
Этот параметр может содержать, например, температуру текучей среды, с помощью которой нагревается поверхность дозирующих валиков.
Блок управления, обрабатывающий вышеупомянутые значения температуры, способен вычислять тепловые расширения валиков, а также, в зависимости от вязкости/текучести используемого клея, может корректировать положение дозирующих валиков для восстановления идеального значения зазора G.
Чтобы регулировать толщину слоя клея, наносимого на пленку S, блок управления может быть выполнен с возможностью управлять приводом, который вращает второй дозирующий валик 11 и передающий валик 13 и, в частности, непрерывно регулировать частоту вращения в зависимости от скорости поступательного перемещения пленки S и, в качестве варианта, - от температурного параметра дозирующих валиков.
Как видно на фиг.4, позиция 100 указывает в целом на установку для изготовления тонкослойной многослойной пленки, полученной путем соединения двух слоев пленки.
Установка 100 содержит по меньшей мере соединяющий модуль 110, первое наносящее устройство 120 и наносящее второе устройство 130, такие как описанное выше.
В соответствии с предпочтительным вариантом осуществления, упомянутые первое и второе наносящие устройства 120, 130 выполнены каждое с возможностью нанесения компонента двухкомпонентного клея, соответственно на первый слой пленки S1 и на второй слой пленки S2.
Два слоя пленки S1 и S2 затем последовательно направляются множеством валиков к соединяющему модулю, в котором они сцепляются друг с другом для создания соединенной многослойной пленки М.
Первый и второй слои пленки S1, S2 разматываются из двух катушек B1, B2, поддерживаемых и вращающихся с помощью первого устройства 140 размотки и второго устройства 150 размотки, которые соответственно обслуживают первое наносящее устройство 120 и второе наносящее устройство 130.
Многослойная пленка М, в свою очередь, наматывается на катушку BM с помощью механизма 160 намотки.
На фиг.5 показан соединяющий модуль 110 устройства. В соединяющем модуле 110 первый слой пленки S1, на поверхности S1f, на которую наносится первый компонент клея, и второй слой пленки S2, на поверхности S2f, на которую наносится второй компонент клея, - сходятся вместе.
В соответствии с предпочтительным вариантом, соединяющий модуль 110 содержит нагретый каландр 111 и нажимной валик 112, предпочтительно покрытый резиной, который вращается в контакте с каландром 111.
Нажимной валик 112 установлен на подвижных опорах 113, которые, с помощью исполнительных механизмов 114, могут поворачиваться вокруг точки вращения Ps, чтобы перемещать нажимной валик 112 в направлении от каландра 111 или регулировать контактное давление.
Между каландром 111 и нажимным валиком 112 определяется точка 1 склеивания, в которой две поверхности S1f и S2f входят в контакт чтобы начать химическую реакцию двух компонентов клея.
Контактное давление, создаваемое нажимным валиком, является достаточным для полного смешивания двух компонентов А и В клея, так что после точки склеивания два слоя пленки S1, S2 соединяются в многослойную пленку М.
Согласно предпочтительному варианту, первый слой пленки S1 частично наматывается вокруг поверхности каландра 111 до точки I контакта, тогда как второй слой пленки S2 частично наматывается на наружную поверхность нажимного валика 112.
Согласно предпочтительному варианту, каландр 111 имеет возможность нагреваться с помощью текучей среды, которая циркулирует под внешней поверхностью, например, в сети витых трубок.
Теплота, выделяемая из каландра 111, может быть перенесена на первый компонент клея на первый слой пленки S1 для повышения эффективности процесса затвердевания.
Для этой цели первый слой пленки S1 транспортируется к точке I склеивания так, что угол намотки α на каландре 111 составляет предпочтительно от 68 до 78°, а более предпочтительно от 71° до 75°. Идеальный угол составляет около 73°.
Второй слой пленки S2, в свою очередь, транспортируется к точке I склеивания так, что угол намотки β на нажимном валике предпочтительно составляет от 18 до 26°, а более предпочтительно от 20 до 24°. Идеальный угол составляет около 22°.
Опять же, для улучшения процесса затвердевания клея, после точки I склеивания, соединенная многослойная пленка М предпочтительно поддерживается в контакте с каландром 111 на дуге соприкосновения δ от 18 до 23°.
Множество направляющих валиков 115 транспортируют соединенную пленку М от точки I склеивания к механизму 160 намотки, где она наматывается на приемную катушку BM.
Предпочтительно, соединяющий модуль снабжен дополнительно охлаждаемым каландром 116, расположенным между точкой I склеивания и механизмом 160 намотки.
В зависимости от материала слоев пленки S1, S1, многослойную пленку М можно охлаждать, частично наматывая ее на указанный каландр 116, прежде чем она будет смотана.
Изобретение было описано исключительно для иллюстративных и неограничивающих целей в соответствии с некоторыми предпочтительными вариантами осуществления. Специалисты в данной области техники могут найти множество других вариантов осуществления и воплощений, которые все будут подпадать под действие настоящего изобретения.
Группа изобретений относится к устройству для нанесения клея на пленку и может быть использовано в различных отраслях промышленности, особенно в упаковочной промышленности. Устройство для нанесения клея на пленку включает в себя по меньшей мере первый дозирующий валик (10), который поддерживается блокированным от вращения во время работы устройства, а также по меньшей мере второй дозирующий валик (11), обращенный к первому, который имеет возможность вращаться в контакте с клеем. Поверхность первого дозирующего валика (10) отделена от поверхности второго дозирующего валика (11) зазором (G) таким образом, что в результате вращения часть поверхности второго дозирующего валика (11) покрывается однородным слоем клея. Устройство также включает в себя регулирующее устройство (20) для перемещения по меньшей мере первого дозирующего валика (10) относительно второго дозирующего валика (11) для изменения ширины зазора (G) и, следовательно, толщины слоя клея на поверхности второго валика. Регулирующее устройство (20) управляется блоком управления, выполненным с возможностью управления положением первого дозирующего валика (10) и регулирования ширины зазора (G) в зависимости от геометрических и/или размерных параметров поверхности упомянутого первого дозирующего валика (10). Установка для изготовления многослойной пленки может быть снабжена одним или несколькими наносящими устройствами. Техническим результатом группы изобретений является обеспечение возможности точного управления толщиной слоя клея, наносимого на слои движущейся пленки, даже когда толщина упомянутого слоя меньше 3 или 4 мкм, обеспечение повторяемости этих параметров процесса нанесения, снижение затрат. 2 н. и 10 з.п. ф-лы, 8 ил.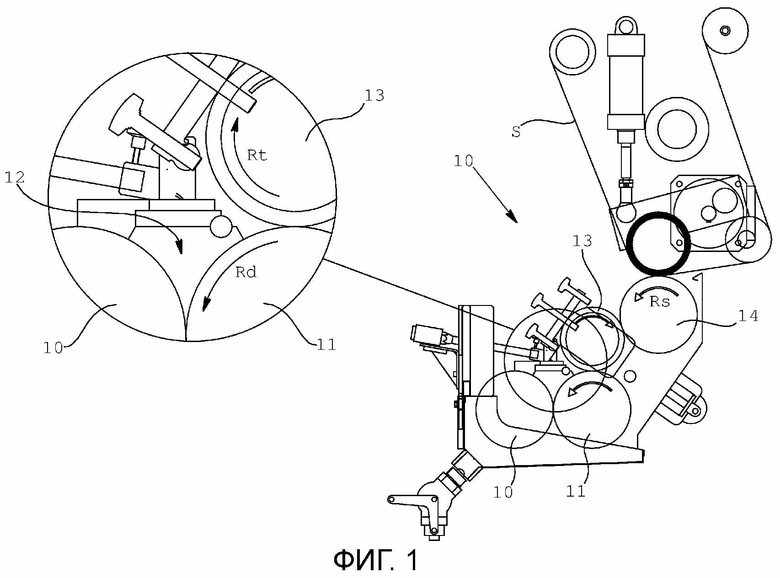
1. Устройство для нанесения клея на пленку, включающее в себя:
- по меньшей мере первый дозирующий валик (10), который поддерживается блокированным от вращения во время работы устройства; а также
- по меньшей мере второй дозирующий валик (11), обращенный к первому, который имеет возможность вращаться в контакте с клеем;
при этом поверхность первого дозирующего валика (10) отделена от поверхности второго дозирующего валика (11) зазором (G) таким образом, что в результате вращения часть поверхности второго дозирующего валика (11) покрывается однородным слоем клея, причем устройство также включает в себя регулирующее устройство (20) для перемещения по меньшей мере первого дозирующего валика (10) относительно второго дозирующего валика (11) для изменения ширины зазора (G) и, следовательно, толщины слоя клея на поверхности второго валика, при этом регулирующее устройство (20) управляется блоком управления, выполненным с возможностью управления положением первого дозирующего валика (10) и регулирования ширины зазора (G) в зависимости от геометрических и/или размерных параметров поверхности упомянутого первого дозирующего валика (10).
2. Устройство по п.1, в котором блок управления соединен с устройством для определения углового положения первого дозирующего валика (10), причем блок управления выполнен с возможностью определять, какая часть поверхности первого дозирующего валика (10) участвует в процессе нанесения, и, в частности, зону, близкую к зазору G, где клей наносится тонким слоем на поверхность второго дозирующего валика (11).
3. Устройство по п.2, в котором первый дозирующий валик (10) связан с системой позиционирования, которая позволяет размещать валик в дискретном количестве определенных угловых положений.
4. Устройство по любому из пп.1-3, в котором блок управления имеет возможность обращаться к базе данных, содержащей геометрические и/или размерные параметры первого дозирующего валика (10).
5. Устройство по любому из пп.1-4, в котором регулирующее устройство (20) содержит пару эксцентриковых опор (21), каждая из которых выполнена с возможностью поддержки конца первого дозирующего валика, причем эксцентриковые опоры содержат неподвижную часть (22) и подвижную часть (23), имеющую возможность вращения относительно неподвижной части вокруг оси вращения (Xe), причем первый дозирующий валик размещен с возможностью вращения в подвижной части так, что его ось (X) расположена с эксцентриситетом относительно оси вращения (Xe) подвижной части (23).
6. Устройство по п.5, в котором подвижная часть (23) имеет возможность вращения относительно неподвижной части посредством двигателя (26), управляемого блоком управления.
7. Устройство по п.6, в котором подвижная часть (23) содержит кольцо, имеющее снаружи зубья (24), которые входят в зацепление с червячным винтом (25), соединенным с двигателем (26).
8. Устройство по любому из пп.1-7, в котором блок управления соединен с датчиками (27), выполненными с возможностью определения параметра, взаимосвязанного с температурой поверхности одного или обоих дозирующих валиков (10, 11).
9. Установка для изготовления многослойной пленки, снабженная одним или несколькими наносящими устройствами по любому из пп.1-8.
10. Установка по п.9, включающая в себя:
- первое наносящее устройство (120) для нанесения первого компонента двухкомпонентного клея на по меньшей мере первую поверхность (S1f) первого слоя пленки (S1);
- второе наносящее устройство (130) для нанесения второго компонента двухкомпонентного клея на по меньшей мере первую поверхность (S2f) второго слоя пленки (S2);
- соединяющий модуль (110) для приведения вышеупомянутых поверхностей первого и второго слоев во взаимный контакт в точке (I) склеивания для создания многослойной пленки (М);
- механизм (160) намотки для намотки соединенной многослойной пленки на приемную катушку (BM).
11. Установка по п.10, в которой соединяющий модуль (110) содержит нагреваемый каландр (111) и нажимной валик (112), между которыми определяется точка (I) склеивания, в которой две поверхности пленки вступают в контакт, причем модуль выполнен так, что после точки склеивания многослойная пленка (M) имеет возможность наматываться на каландр (111) на дуге контакта с углом (δ) от 18 до 23°.
12. Установка по п.11, в которой перед точкой (I) склеивания первый слой пленки (S1) наматывается на каландр (111) на дуге контакта с углом (α) от 68 до 78°.
| DE 102008012072 B3, 13.08.2009 | |||
| EP 324892 B2, 26.07.1989 | |||
| СПОСОБ ЛЕЧЕНИЯ ТУБЕРКУЛЕЗА ЛЕГКИХ | 1993 |
|
RU2085218C1 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЛАКА | 1999 |
|
RU2225265C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПЛЕНКИ ИЛИ СЛОЯ ПОКРЫТИЯ СО СТРУКТУРИРОВАННОЙ С ОБЕИХ СТОРОН ПОВЕРХНОСТЬЮ | 1998 |
|
RU2193968C2 |

