ОБЛАСТЬ ТЕХНИКИ
Настоящее раскрытие относится к способу подготовки композиционного материала, который содержит различные функциональные области.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Варианты реализации изобретения проиллюстрированы в качестве примера и не ограничены прилагаемыми фигурами.
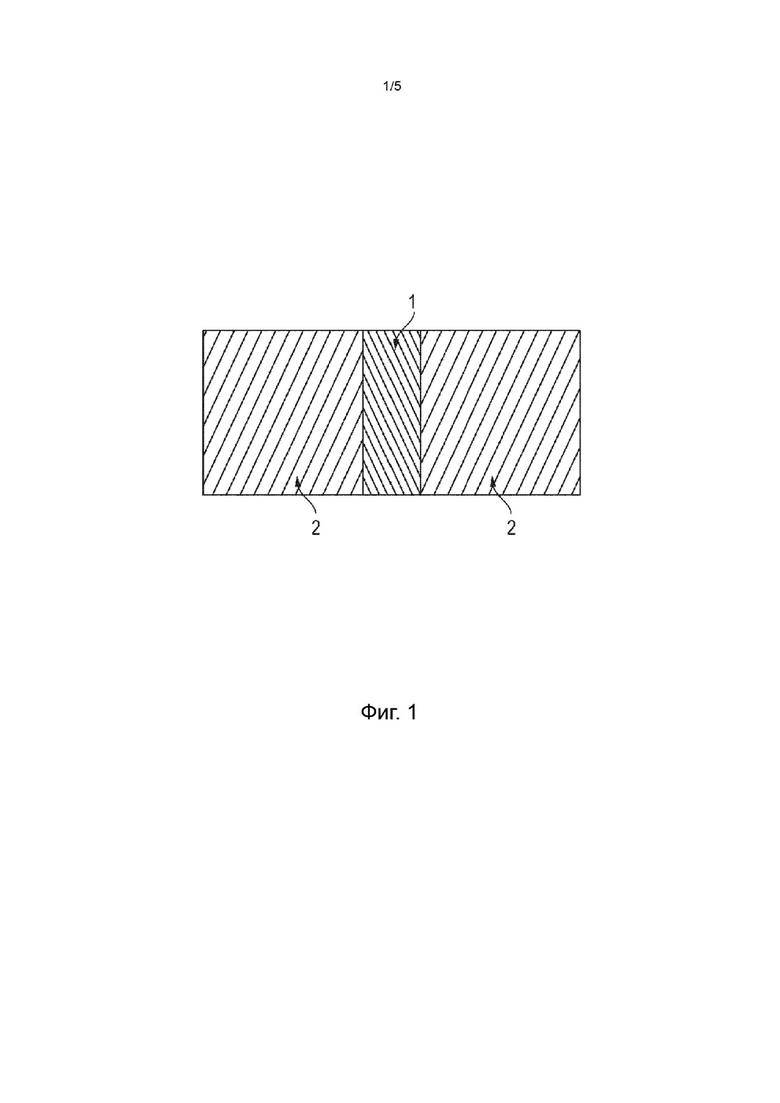
На Фиг. 1 содержится иллюстрация продукта, который содержит области с различной гибкостью.
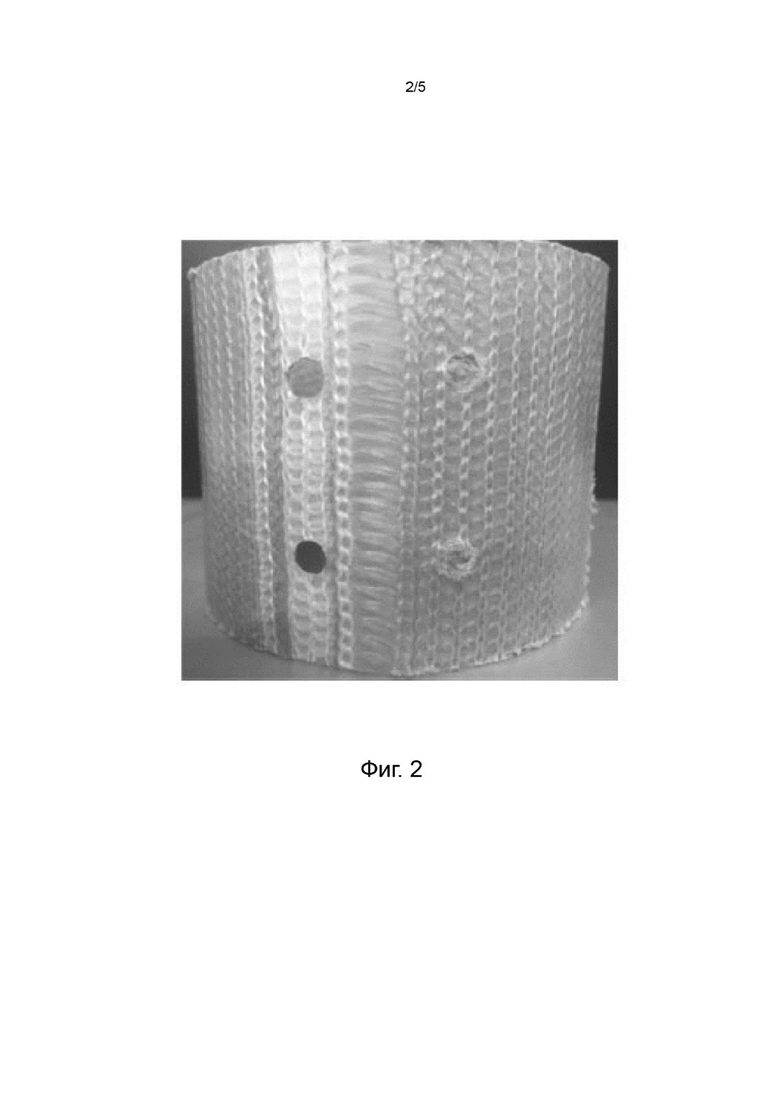
На Фиг. 2 содержится иллюстрация продукта, который содержит области с различной стойкостью к истиранию.
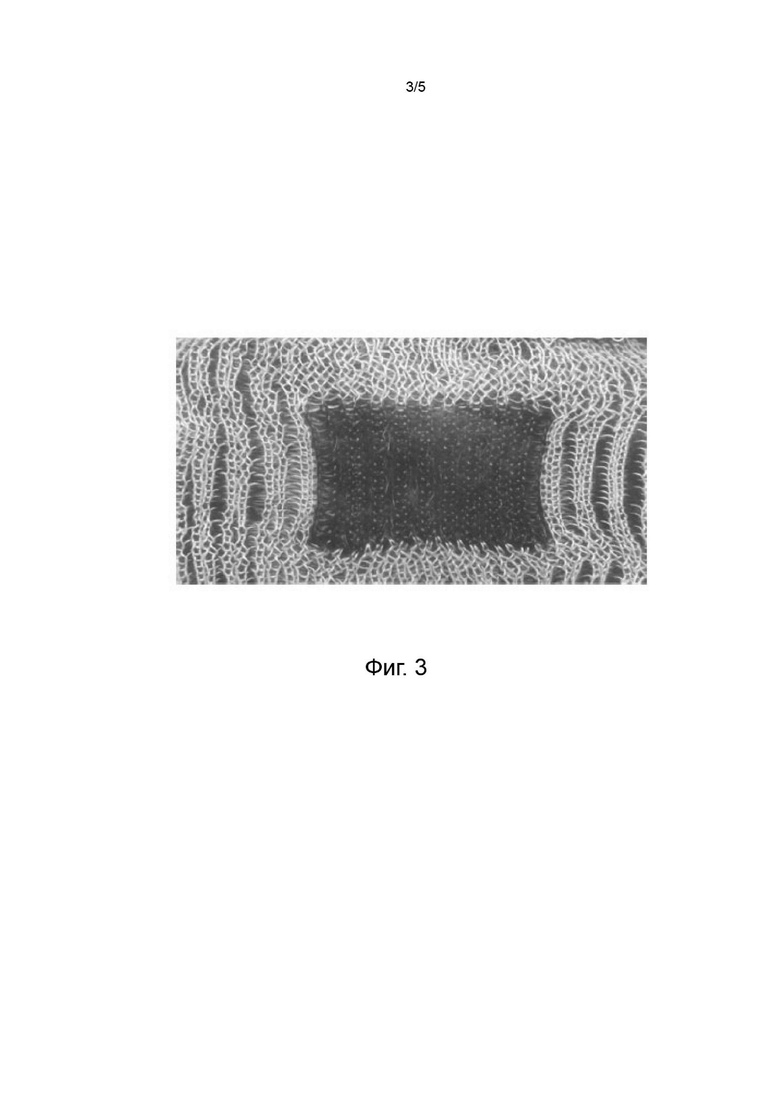
На Фиг. 3 содержится иллюстрация продукта, который содержит области с различной теплопроводностью.
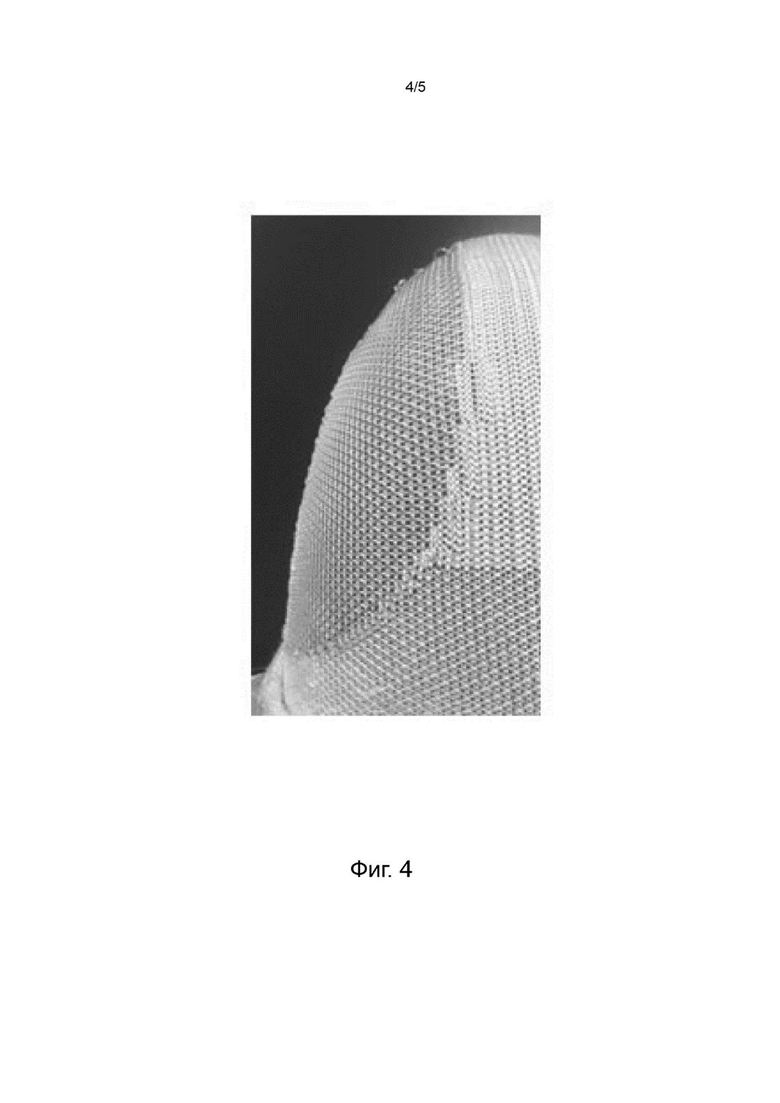
На Фиг. 4 содержится иллюстрация преформы, которая содержит области с различной прозрачностью.
На Фиг. 5 содержится иллюстрация продукта, полученного из преформы в соответствии с фиг.4, которая содержит области с различной прозрачностью.
Специалисты в данной области оценят, что элементы на фигурах показаны для простоты и ясности и не обязательно были изображены в масштабе.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО(ЫХ) ВАРИАНТА(ОВ) РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Нижеприведенное обсуждение сфокусировано на конкретных вариантах реализации и осуществления этих идей. Такое подробное описание предоставляет возможность способствовать описанию определенных вариантов реализации изобретения и не должно рассматриваться в качестве ограничивающего по отношению к раскрытию или идеям изобретения, или к области их применения. Будет оценено, что другие варианты реализации можно использовать на основе раскрытия и идей, представленных в настоящем документе.
Термины «содержит», «содержащий», «включает», «включающий», «имеет», «имеющий» или любые другие их варианты предназначены для обозначения неисключительного включения. Например, способ, изделие или устройство, включающие набор признаков, не обязательно ограничены исключительно этими признаками, но могут включать другие признаки, явным образом не указанные или не присущие таким способу, изделию или устройству. Кроме того, если явным образом не указано иное, термин «или» означает включающее «или», а не исключающее «или». Например, условию «А или В» соответствует любое из следующих утверждений: «А является истинным (или присутствует), а В является ложным (или не присутствует)», «А является ложным (или не присутствует), а В является истинным (или присутствует)», и «как А, так и В являются истинными (или присутствуют)».
Также для описания элементов и компонентов, описываемых в данном документе, используют формы единственного числа. Это сделано только лишь для удобства и подачи общего смысла объема изобретения. Данное описание следует понимать как включающее один, или по меньшей мере один, или форму единственного числа, также включающую форму множественного числа, или наоборот, если явным образом не подразумевается иное. Например, если в данном документе описывается один элемент, вместо одного элемента могут использоваться несколько элементов. Аналогично, если в данном документе описано более одного элемента, один элемент может быть заменен этими более чем одним элементами.
Данное изобретение относится к области продуктов, сделанных из композитного материала(ов). Под композитными материалами понимается продукт, содержащий матрицу, состоящую из полимерного материала, в частности, термопластичного или термореактивного материала, причем эта матрица армирована материалом, имеющего точку плавления выше, чем точка плавления полимерного материала. Термин «FRP», как правило, означает «фиброармированный пластик».
Композитные материалы известны уже много лет. Они обладают высокой стойкостью к механическим воздействиям по отношению к массе материала. Они также обладают очень высокой коррозионной стойкостью. Они обладают свойствами, превосходящими свойства взятых в отдельности компонентов.
Они обеспечивают, в особенности в области автомобилестроения или авиации, снижать вес деталей, традиционно выполняемых из стали. Они также обладают высокой стойкостью к усталости.
Армирующие элементы могут быть получены разными способами: добавлением минеральных волокон, диспергированных в матрице, использованием стального каркаса или синтетического материала, использованием ткани из армирующих волокон, использованием нетканых материалов или матов или других продуктов, полученных с помощью текстильных процессов.
Армирующие элементы из ткани имеют плоскую структуру и образованы из уточной нити и основной нити, расположенных перпендикулярно. Их изготовление требует использования отдельной бобины для каждой основной нити.
Совсем недавно стало очевидным использование вязаных армирующих элементов. Термин «вязаные армирующие элементы» означает продукт, как правило, получаемый из непрерывной нити, в котором указанная нить образует переплетенную сетку, расположенную в последовательных рядах. Производство традиционного вязаного переплетения требует только наличия бобины с нитью для получения сетки из нити.
Указанная нить может быть монофиламентного или мультифиламентного типа. Мультифиламент может быть ровингом (то есть набором параллельных непрерывных филаментов, собранных без скручивания), нитью из волокон (то есть набором коротких прерывистых волокон, собранных путем скручивания). Нить может также быть сборкой из нескольких нитей или филаментов из различных материалов. Эту сборку можно использовать для скручивания, плетения и т.д. Следовательно, можно производить нить, содержащую полимерный материал и армирующий материал. Например, армирующую нить можно собирать из нитей арамида, углерода, стекловолокна и термопластичного материала (то есть полипропилена, поликарбоната, полиэфиримида (PEI) и т.д.). В результате такой тип нити может называться смешанной нитью.
Вязание смешанной нити такого типа позволяет получать сухую преформу, содержащую как армирующий элемент, так и матрицу.
По сравнению с ткаными армирующими элементами, вязаные армирующие элементы имеет много преимуществ.
С ткаными армирующими элементами, предварительно пропитанными полимерным материалом, например гелеобразным, которые обычно называют «препрегом», нужно обращаться осторожно. Они липкие при снятии защитной пленки. Их можно хранить только ограниченное время при комнатной температуре.
Приклеивание тканых армирующих элементов на форму является долгой и деликатной операцией. Это требует использования нескольких слоев «препрега», которые необходимо разрезать и разумно уложить в соответствии с формой формы, чтобы обеспечить достаточную толщину, избегая при этом слишком большого перекрытия.
При резке ткани из препрега отходы продукта могут составлять 30% материала. Кроме того, для изготовления ткани требуются сотни бобин.
Производство традиционного вязаного переплетения требует только наличия бобины с нитью для получения сетки из нити. Различные техники вязания позволяют получить вязаные переплетения, формирующие одну деталь, в трех измерениях, без шитья. Известные техники вязания позволяют выполнять круговое вязание или прямое вязание.
Делается различие между способами уточного вязания и способами основовязания.
При уточном вязании (также называемом челночным стежком) нить предпочтительно следует направлению рядов (направление утка по аналогии с тканью). Каждая петля одного ряда вяжется одна за другой. Каждый ряд вяжется один за другим. Для всего вязания можно использовать одну нить. Каждая игла контролируется индивидуально; при вязании можно добиться сложной трехмерной формы.
При основовязании (также известном как крученый стежок) нить предпочтительно следует направлению столбцов (направление основы по аналогии с тканью). Все петли одного ряда вяжутся одновременно. Каждый ряд вяжется один за другим. На столбец сетки нужна одна нить. Иглы соединены в разные группы. Можно индивидуально управлять группами, но не составляющими их иглами. Производимые вязаные переплетения являются плоскими. Толщина все же возможна, но без сложных трехмерных форм.
В заявке владельца патента FR 3065181 описан процесс производства сухой преформы для изготовления продукта, сделанного из композитных материалов. В этом документе описывается преформа, произведенная путем уточного вязания по меньшей мере одной нити для сетки и по меньшей мере одной однонаправленной армирующей нити. Эта преформа больше не требует впрыскивания смолы, поскольку она образована путем вязания смеси нити или филаментов из армирующего материала и нити или филаментов из термопластичного материала, причем последний предназначен для плавления во время формования. Вязаная нить фактически состоит из смеси филаментов из термопластичного материала и филаментов из армирующего материала.
В документе US 2012/0168012 описаны композитные трубы, полученные с помощью жидкой пропитки. Они содержат круговую вязаную структуру, служащую опорой, на которую посредством пропитки в форме наносится полимерная матрица. Последовательные дополнительные слои также добавляются перед консолидацией набора.
Существует потребность в производстве продуктов из композитных материалов, который содержит области с различными функциональными возможностями (с различными свойствами). Под различными функциональными возможностями мы имеем в виду, например: область, обеспечивающую возможность сверления/резания в детали из материала, устойчивого к сверлению/резанию; гибкую область в жесткой детали; теплопроводящую область в теплоизоляционной детали.
При традиционных методах изготовления композитных материалов детали из разных материалов должны быть сделаны отдельно, а затем собраны.
Сборка является деликатным этапом. Собранный композит имеет более хрупкую область в точках сборки. Сборка также приводит к нарушению определенных свойств, в частности электрических свойств, или требует проведения специальной обработки. Сборка также может создать разрыв в поверхности, который может создать турбулентность (ср. аэронавигационный профиль). Сборка также вызывает избыточный вес из-за введения других материалов.
Задачей настоящего изобретения является предоставление композитных материалов, обладающих различными взаимопроникающими функциональными возможностями (свойствами), без необходимости отдельной сборки заранее произведенных деталей.
Согласно конкретным вариантам осуществления, было обнаружено, что можно вязать сухую преформу, которая может содержать области разного состава, а затем трансформировать ее путем плавления в твердый композитный материал, который может содержать области с разными функциональными возможностями (свойствами). Указанные функции, как правило, могут быть доступны только после слияния.
Согласно определенным вариантам осуществления при вязании можно использовать нити из разных материалов в определенных областях. Эти различные материалы могут обеспечивать определенную функциональную возможность (определенные свойства) в определенной области конечного композитного продукта.
Согласно еще другим вариантам осуществления настоящее изобретение может относиться к способу изготовления продукта, который может быть сделан из композитного материала, который может содержать матрицу из полимерного материала, армированную волокнами, причем полимерный материал имеет точку плавления ниже, чем точка плавления материала, из которого состоят армирующие волокна. Указанный продукт может содержать по меньшей мере две области с различными функциональными возможностями (свойствами). Согласно некоторым вариантам осуществления в по меньшей мере одной области полимерный материал может составлять по меньшей мере 50% от массы конечного продукта.
В соответствии с конкретными вариантами осуществления способ согласно изобретению может включать по меньшей мере следующие этапы: производство вязаного изделия в трех измерениях и в виде непрерывной детали путем способа уточного вязания, при этом вязаное изделие представляет собой сухую преформу, соответствующую форме продукта, который должен быть получен и может содержать по меньшей мере две области разного состава; формование путем нагревания под давлением для достижения по меньшей мере точки плавления полимерного материала без достижения температуры точки плавления армирующего материала; и охлаждение полученного таким образом продукта.
Согласно определенным вариантам осуществления трехмерное вязание потенциально может быть неосесимметричным и/или с закрытыми и/или полностью открытыми фациями. Вязание можно производить прямым или круговым способом вязания.
Согласно еще другим вариантам осуществления, вязание преимущественно выполняется прямым вязанием, что позволяет получать сложные трехмерные формы, чего не было бы в случае с круговым вязанием.
Согласно конкретным вариантам осуществления преформа может иметь две разные области или совокупность разных областей.
Согласно еще другим вариантам осуществления, под полимерным материалом можно понимать термореактивные материалы, такие как, например, эпоксидные смолы, полиэфирные смолы и т.д. Согласно еще другим вариантам осуществления, под полимерным материалом можно понимать термопластичные материалы, такие как поликарбонат, полипропилен, полиамид, полиуретан, полиметилметакрилат (РММА), полиэтилентерефталат низкой плотности, полиэфиримид, полиэфирэфиркетон (PEEK), полиэфиркетонекетон (PEKK) и др.
Согласно еще другим вариантам осуществления армирующие материалы могут представлять собой синтетические материалы, такие как арамиды (пара-; мета-), полиамид, полиэтилентерефталат, полиэстер; натуральные материалы, такие как лен, конопля; неорганические материалы, такие как стекло, кварц, углерод, базальт и т.д.
Согласно конкретным вариантам осуществления полимерный материал может составлять, в по меньшей мере одной области конечного продукта от 55% до 85% от массы готового продукта, предпочтительно от 60% до 80% от массы готового продукта.
Согласно одному варианту осуществления преформу производят путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
Согласно другому варианту осуществления преформу производят путем вязания армирующей нити; причем полимерный материал вводят в форму в жидком виде.
Согласно еще другим вариантам осуществления, в зависимости от желаемого применения, области состава, отличные от преформы, могут быть произведены путем изменения природы, плотности и/или состава армирующих волокон.
Согласно еще другим вариантам осуществления эти разные области могут создавать разные свойства в готовом продукте, которые могут быть различной гибкостью, различной теплопроводностью, различной электропроводностью или различной стойкостью к истиранию.
Согласно конкретным вариантам осуществления преформа может содержать по меньшей мере две области, которые могут содержать разные армирующие материалы.
Согласно еще другим вариантам осуществления способ согласно изобретению является особенно выгодным, поскольку готовые изделия не имеют соединения (таким образом обеспечивается непрерывность аэродинамического профиля) и не требует сборки различных деталей. При взаимопроникновении материалов их механическое сопротивление увеличивается, и потенциальный отказ соединительного элемента не происходит.
Согласно конкретным вариантам осуществления, возможны многие различные аспекты и варианты осуществления. Некоторые из этих аспектов и вариантов осуществления описаны в данном документе. После прочтения этого описания специалисты в данной области техники поймут, что эти аспекты и варианты осуществления являются только иллюстративными и не ограничивают объем данного изобретения. Варианты осуществления могут соответствовать любому одному или более вариантам осуществления, перечисленным ниже.
Вариант осуществления 1. Способ изготовления продукта, сделанного из композитного материала, при этом продукт содержит матрицу из полимерного материала, армированную волокнами, причем полимерный материал имеет точку плавления ниже, чем точка плавления материала, из которого состоят армирующие волокна, при этом продукт дополнительно содержит по меньшей мере две области с различными функциональными возможностями (свойствами), причем по меньшей мере одна область содержит по меньшей мере 50% полимерного материала по массе от конечного продукта, при этом способ включает следующие этапы:
- производство вязаного изделия в трех измерениях и в виде непрерывной детали путем уточного вязания, при этом вязаное изделие представляет собой сухую преформу, соответствующую форме продукта, который должен быть получен, при этом сухая преформа содержит по меньшей мере две области, имеющие разный состав,
- формование путем нагревания под давлением для достижения по меньшей мере точки плавления полимерного материала без достижения температуры точки плавления армирующего материала, и
охлаждение полученного таким образом продукта.
Вариант осуществления 2. Способ по варианту осуществления 1, отличающийся тем производство вязаного изделия в трех измерениях выполняют путем вязания прямого утка.
Вариант осуществления 3. Способ по любому одному из вариантов осуществления 1 и 2, отличающийся тем, что по меньшей мере одна область конечного продукта содержит от 55% до 85% полимерного материала по массе от конечного продукта.
Вариант осуществления 4. Способ по любому одному из предшествующих вариантов осуществления, отличающийся тем, что преформу производят путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
Вариант осуществления 5. Способ по любому одному из вариантов осуществления 1 и 3, отличающийся тем, что преформу производят путем вязания армирующей нити; причем полимерный материал вводят в форму жидким путем.
Вариант осуществления 6. Способ по любому одному из предшествующих вариантов осуществления, отличающийся тем, что преформа содержит по меньшей мере две области, содержащие разные армирующие материалы.
Вариант осуществления 7. Способ по любому одному из предшествующих вариантов осуществления, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную гибкость в конечном композитном продукте.
Вариант осуществления 8. Способ по любому одному из вариантов осуществления 1, 2, 3, 4, 5 и 6, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную теплопроводность в конечном композитном продукте.
Вариант осуществления 9. Способ по любому одному из вариантов осуществления 1, 2, 3, 4, 5 и 6, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную стойкость к истиранию в конечном композитном продукте.
Вариант осуществления 10. Способ по любому одному из вариантов осуществления 1, 2, 3, 4 и 5, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную прозрачность.
Вариант осуществления 11. Способ по любому одному из предшествующих вариантов осуществления, отличающийся тем, что полимерный материал выбирают из поликарбоната, полипропилена, полиамида, полиуретана, полиметилметакрилата (РММА), полиэтилентерефталата низкой плотности, полиэфиримида, полиэфирэфиркетона (PEEK), полиэфиркетонкетона (PEKK).
Вариант осуществления 12. Способ по любому одному из предшествующих вариантов осуществления, отличающийся тем, что армирующие материалы выбирают из пара-арамидов, мета-арамидов, полипропилена, полиамида, полиэтилентерефталата, полиэстера, льна, конопли, стекла, кварца, углерода, базальта.
Вариант осуществления 13. Использование сухой преформы, полученной путем вязания прямого утка в трех измерениях, для изготовления продукта из композитного материала, содержащего области с различными функциональными возможностями (свойствами).
Вариант осуществления 14. Использование по варианту осуществления 13, отличающееся тем, что сухую преформу получают путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
Вариант осуществления 15. Использование по варианту осуществления 13, отличающееся тем, что сухую преформу получают путем вязания нити из армирующего материала; полимерного материала, добавляемого на этапе литья под давлением в форму.
Вариант осуществления 16. Способ изготовления продукта, сделанного из композитного материала, при этом продукт содержит матрицу из полимерного материала, армированную волокнами, причем полимерный материал имеет точку плавления ниже, чем точка плавления материала, из которого состоят армирующие волокна, при этом продукт дополнительно содержит по меньшей мере две области с различными функциональными возможностями (свойствами), причем по меньшей мере одна область содержит по меньшей мере 50% полимерного материала по массе от конечного продукта, при этом способ включает следующие этапы:
- производство вязаного изделия в трех измерениях и в виде непрерывной детали путем уточного вязания, при этом вязаное изделие представляет собой сухую преформу, соответствующую форме продукта, который должен быть получен, при этом сухая преформа содержит по меньшей мере две области, имеющие разный состав,
- формование путем нагревания под давлением для достижения по меньшей мере точки плавления полимерного материала без достижения температуры точки плавления армирующего материала, и
охлаждение полученного таким образом продукта.
Вариант осуществления 17. Способ по варианту осуществления 16, отличающийся тем производство вязаного изделия в трех измерениях выполняют путем вязания прямого утка.
Вариант осуществления 18. Способ по варианту осуществления 16, отличающийся тем, что по меньшей мере одна область конечного продукта содержит от 55% до 85% полимерного материала по массе от конечного продукта.
Вариант осуществления 19. Способ по варианту осуществления 16, отличающийся тем, что преформу производят путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
Вариант осуществления 20. Способ по варианту осуществления 16, отличающийся тем, что преформу производят путем вязания армирующей нити; причем полимерный материал вводят в форму жидким путем.
Вариант осуществления 21. Способ по варианту осуществления 16, отличающийся тем, что преформа содержит по меньшей мере две области, содержащие разные армирующие материалы.
Вариант осуществления 22. Способ по варианту осуществления 16, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную гибкость в конечном композитном продукте.
Вариант осуществления 23. Способ по варианту осуществления 16, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную теплопроводность в конечном композитном продукте.
Вариант осуществления 24. Способ по варианту осуществления 16, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную стойкость к истиранию в конечном композитном продукте.
Вариант осуществления 25. Способ по варианту осуществления 16, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную прозрачность.
Вариант осуществления 26. Способ по варианту осуществления 16, отличающийся тем, что полимерный материал выбирают из поликарбоната, полипропилена, полиамида, полиуретана, полиметилметакрилата (РММА), полиэтилентерефталата низкой плотности, полиэфиримида, полиэфирэфиркетона (PEEK), полиэфиркетонкетона (PEKK).
Вариант осуществления 27. Способ по варианту осуществления 16, отличающийся тем, что армирующие материалы выбирают из пара-арамидов, мета-арамидов, полипропилена, полиамида, полиэтилентерефталата, полиэстера, льна, конопли, стекла, кварца, углерода, базальта.
Вариант осуществления 28. Использование сухой преформы, полученной путем вязания прямого утка в трех измерениях, для изготовления продукта из композитного материала, содержащего области с различными функциональными возможностями (свойствами).
Вариант осуществления 29. Использование по варианту осуществления 28, отличающееся тем, что сухую преформу получают путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
Вариант осуществления 30. Использование по варианту осуществления 28, отличающееся тем, что сухую преформу получают путем вязания нити из армирующего материала; полимерного материала, добавляемого на этапе литья под давлением в форму.
Вариант осуществления 31. Использование по варианту осуществления 28, отличающееся тем, что по меньшей мере одна область продукта содержит от 55% до 85% полимерного материала по массе от конечного продукта.
Вариант осуществления 32. Использование по варианту осуществления 28, отличающееся тем, что преформу производят путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
Вариант осуществления 33. Использование по варианту осуществления 28, отличающееся тем, что преформу производят путем вязания армирующей нити; причем полимерный материал вводят в форму жидким путем.
Вариант осуществления 34. Использование по варианту осуществления 28, отличающееся тем, что преформа содержит по меньшей мере две области, содержащие разные армирующие материалы.
Вариант осуществления 35. Использование по варианту осуществления 28, отличающееся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную гибкость в конечном композитном продукте.
ПРИМЕРЫ
Идеи, описанные в данном документе, будут дополнительно описаны в последующих примерах, которые не ограничивают объем изобретения, описанный в формуле изобретения.
ПРИМЕР 1: Композитный продукт, содержащий жесткую область и гибкую область Трехмерная преформа связывалась в виде одной детали путем способа вязания прямым утком.
В областях, предназначенных для формирования жестких деталей готового продукта, нить состояла из углеродных армирующих волокон и термопластичных волокон из легкоплавкого полиэтилентерефталата (LPET для «полиэтилентерефталата с низкой температурой плавления»). Армирующие волокна составляли 20-45% от общего объема волокон.
В другой области, предназначенной для формирования гибкой детали готового продукта, нить состояла из кевларовых армирующих волокон и термопластичных волокон из легкоплавкого полиэтилентерефталата (LPET). Армирующие волокна составляли 15%-37% от общего объема волокон.
В областях, предназначенных для формирования жестких деталей, плотность составляла от 4 рядов/см до 6 рядов/см и от 2 столбцов/см до 2,8 столбцов/см. Масса на единицу площади составляла от 800 г/м2 до 2000 г/м2.
В области, предназначенной для формирования гибкой детали готового продукта, плотность составляла от 3,7 рядов/см до 5,5 рядов/см и от 2 столбцов/см до 2,7 столбцов/см. Масса на единицу площади составляла от 400 г/м2 до 1200 г/м2.
Трехмерную преформу помещали в стальную форму и контрформу и нагревали до температуры от 190°С до 230°С и до давления от 1 бара до 4 бар.
Готовый продукт, проиллюстрированный на фиг.1, имеет две жесткие области 2, механическими свойствами которых являются модуль Юнга от 10 ГПа до 30 ГПа и предел прочности на разрыв от 60 МПа до 600 МПа, и гибкую область 1, механическими свойствами которых являются модуль Юнга от 2 ГПа до 15 ГПа и предел прочности на разрыв от 30 МПа до 450 МПа.
Гибкая область этого типа продукта может служить шарниром, гасителем колебаний или обеспечивать «мягкий» контакт.
ПРИМЕР 2: Композитный продукт, имеющий области с разной стойкостью к истиранию
Трехмерная преформа связывалась в виде одной детали путем способа вязания прямым утком.
В областях, предназначенных для формирования обрабатываемых (сверление, обрезка) частей готового продукта, нить состояла из армирующих стекловолокон. Армирующие волокна составляли 20%-45% от общего объема волокон.
В областях, предназначенных для формирования стойких к истиранию частей готового продукта, нить была изготовлена из кевларовых армирующих стекловолокон. Армирующие волокна составляли 20%-45% от общего объема волокон.
В областях, предназначенных для формирования обрабатываемых частей, плотность составляла от 3 рядов/см до 6 рядов/см и от 2 столбцов/см до 2,7 столбцов/см. Масса на единицу площади составляла от 1200 г/м2 до 2500 г/м2.
В областях, предназначенной для формирования стойких к истиранию частей готового продукта, плотность составляла от 3 рядов/см до 6 рядов/см и от 2 столбцов/см до 2,8 столбцов/см. Масса на единицу площади составляла от 800 г/м2 до 2000 г/м2.
Трехмерную преформу помещали в стальную форму с гибкой «пузырьчатой» контрформой. Впрыскивали эпоксидный полимер и все нагревали до температуры от 130°С до 190°С и до давления от 1 бара до 4 бар.
Готовый продукт, проиллюстрированный на фиг. 2, имел стойкие к истиранию области, механическими свойствами которых являются модуль Юнга от 4 ГПа до 19 ГПа и предел прочности на разрыв от 100 МПа до 1000 МПа, и обрабатываемые области, механическими свойствами которых являются модуль Юнга от 3 ГПа до 15 ГПа и предел прочности на разрыв от 70 МПа до 850 МПа.
На фиг. 2 видно, что отверстия были просверлены в обрабатываемой области (слева), тогда как в стойкой к истиранию области попытка сверления не позволяет сформировать чистые отверстия.
ПРИМЕР 3: Композитный продукт, содержащий теплопроводящие области и теплоизолирующие области
Трехмерная преформа связывалась в виде одной детали путем способа вязания прямым утком.
В областях, предназначенных для формирования проводящих частей готового продукта, нить состояла из углеродных армирующих стекловолокон. Армирующие волокна составляли 33%-45% от общего объема волокон.
В областях, предназначенных для формирования изолирующих частей готового продукта, нить была изготовлена из кевларовых армирующих стекловолокон. Армирующие волокна составляли 33%-45% от общего объема волокон.
В областях, предназначенных для формирования проводящих частей, плотность составляла от 3 рядов/см до 6 рядов/см и от 2 столбцов/см до 2,8 столбцов/см. Масса на единицу площади составляла от 800 г/м2 до 2000 г/м2.
В областях, предназначенных для формирования проводящих частей готового продукта, плотность составляла от 3 рядов/см до 6 рядов/см и от 2 столбцов/см до 2,7 столбцов/см. Масса на единицу площади составляла от 500 г/м2 до 1500 г/м2.
Трехмерную преформу помещали в стальную форму со стальной контрформой. Впрыскивали эпоксидный полимер и все нагревали до температуры от 130°С до 190°С и до давления от 1 бара до 4 бар.
Готовый продукт, показанный на фиг. 3 содержит проводящую зону в центре, теплопроводность которой составляет от 2,5 Вт⋅м/К до 8 Вт⋅м/К, и изолирующую область по периферии, теплопроводность которой составляет от 0,2 Вт⋅м/К до 1 Вт⋅м/К.
Эти две области также можно различить по их электропроводности.
Изобретение не ограничивается этими примерами, и другие функциональные возможности (свойства) также могут быть достигнуты, не выходя за рамки настоящего изобретения. Можно, например, также создать мягкие на ощупь области, шероховатые области и т.д.
ПРИМЕР 4: Продукт с областями разной прозрачности
На Фиг. 4 проиллюстрирована трехмерная преформа, связанная в виде одной детали путем способа вязания прямым утком.
Заготовка имела область, в которую входят только поликарбонатные волокна.
Плотности составляли от 4 рядов/см до 6 рядов/см и от 2 столбцов/см до 2,8 столбцов/см. Масса на единицу площади этой области составляла от 500 г/м2 до 1300 г/м2.
Та же преформа включала другую композитную область, состоящую из 20-45% по объему стекловолокна и 80-55% поликарбоната. Плотности составляли от 3,6 рядов/см до 5 рядов/см и от 2 столбцов/см до 2,7 столбцов/см. Масса на единицу площади этой области составляла от 550 г/м2 до 1800 г/м2.
Две области образовывали одну вязаную деталь без шитья или сборки.
Трехмерную преформу помещали в стальную форму с контрформой. Все нагревали до температуры от 200°С до 250°С и до давления от 3 бар до 10 бар.
Готовый продукт, показан на фиг. 5. Использование подходящего полимера делает зону возможным получение области чистого полимера прозрачной после преобразования.
Механические свойства в области чистого полимера составили: модуль Юнга от 1 ГПа до 4 ГПа и предел прочности на разрыв от 40 МПа до 70 МПа; а в композитной области - модуль Юнга от 4 ГПа до 19 ГПа и предел прочности на разрыв от 50 МПа до 600 МПа.
Следует отметить, что не все действия, описанные выше в общем описании или примерах, необходимы, что часть конкретных действий может не требоваться, и что можно выполнять одно или более дополнительных действий в дополнение к описанным выше. Кроме того, порядок, в котором перечислены действия, не обязательно является порядком, в котором их выполняют.
Полезные свойства, другие преимущества и решения проблем были описаны выше по отношению к конкретным вариантам осуществления. При этом полезные свойства, преимущества, решения проблем и любые признаки, которые могут приводить к получению каких-либо полезных свойств, преимуществ или решений, не следует рассматривать как критически важные, необходимые или существенные признаки любого или всех пунктов формулы изобретения.
Описание и иллюстрации вариантов осуществления, описанных в данном документе, предназначены для предоставления общего понимания структуры различных вариантов осуществления. Описание и иллюстрации не предназначены для того, чтобы служить в качестве полного и исчерпывающего описания всех элементов и признаков устройств и систем, в которых применяются описанные в данном документе структуры или способы. Отдельные варианты осуществления также могут быть предложены в комбинации в одном варианте осуществления, и наоборот, различные признаки, которые для краткости описаны в контексте одного варианта осуществления, также могут быть предложены отдельно или в любой подкомбинации. Кроме того, использование величин с указанием их числовых диапазонов охватывает каждое и любое значение в пределах указанного диапазона. Многие другие варианты осуществления могут стать очевидными для специалистов в данной области техники только после прочтения данного описания. Можно использовать другие варианты осуществления или получить их из данного описания так, чтобы выполнить структурные замены, логические замены или другие изменения, не отступая от объема изобретения. Вследствие этого описание должно рассматриваться как иллюстративное, а не как ограничительное.
Группа изобретений относится к способу изготовления продукта, а также к использованию сухой преформы. Продукт содержит матрицу из полимерного материала, армированную волокнами. Полимерный материал имеет точку плавления ниже, чем точка плавления материала, из которого состоят армирующие волокна. Продукт дополнительно содержит по меньшей мере две области с различными свойствами. Причем по меньшей мере одна область содержит по меньшей мере 50% полимерного материала по массе от конечного продукта. Способ включает этап производства вязаного изделия в трех измерениях и в виде непрерывной детали путем уточного вязания. Вязаное изделие представляет собой сухую преформу, соответствующую форме продукта, который должен быть получен. Сухая преформа содержит по меньшей мере две области, имеющие разный состав. Способ включает этап формования путем нагревания под давлением для достижения по меньшей мере точки плавления полимерного материала без достижения температуры точки плавления армирующего материала, и охлаждение полученного таким образом продукта. Группа изобретений обеспечивает предоставление композитных материалов, обладающих различными взаимопроникающими функциональными возможностями, без необходимости отдельной сборки заранее произведенных деталей. 2 н. и 13 з.п. ф-лы, 5 ил., 4 пр.
1. Способ изготовления продукта, сделанного из композитного материала, при этом продукт содержит матрицу из полимерного материала, армированную волокнами, причем полимерный материал имеет точку плавления ниже, чем точка плавления материала, из которого состоят армирующие волокна, при этом продукт дополнительно содержит по меньшей мере две области с различными свойствами, причем по меньшей мере одна область содержит по меньшей мере 50% полимерного материала по массе от конечного продукта, при этом способ включает следующие этапы:
- производство вязаного изделия в трех измерениях и в виде непрерывной детали путем уточного вязания, при этом вязаное изделие представляет собой сухую преформу, соответствующую форме продукта, который должен быть получен, при этом сухая преформа содержит по меньшей мере две области, имеющие разный состав,
- формование путем нагревания под давлением для достижения по меньшей мере точки плавления полимерного материала без достижения температуры точки плавления армирующего материала, и
охлаждение полученного таким образом продукта.
2. Способ по п. 1, отличающийся тем, что производство вязаного изделия в трех измерениях выполняют путем вязания прямого утка.
3. Способ по любому одному из пп. 1 и 2, отличающийся тем, что по меньшей мере одна область конечного продукта содержит от 55% до 85% полимерного материала по массе от конечного продукта.
4. Способ по любому одному из предшествующих пунктов, отличающийся тем, что преформу производят путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
5. Способ по любому одному из пп. 1 и 3, отличающийся тем, что преформу производят путем вязания армирующей нити; причем полимерный материал вводят в форму жидким путем.
6. Способ по любому одному из предшествующих пунктов, отличающийся тем, что преформа содержит по меньшей мере две области, содержащие разные армирующие материалы.
7. Способ по любому одному из предшествующих пунктов, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную гибкость в конечном композитном продукте.
8. Способ по любому одному из пп. 1-5 и 6, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную теплопроводность в конечном композитном продукте.
9. Способ по любому одному из пп. 1-5 и 6, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную стойкость к истиранию в конечном композитном продукте.
10. Способ по любому одному из пп. 1-4 и 5, отличающийся тем, что две области преформы выполнены с возможностью формировать области, имеющие разную прозрачность.
11. Способ по любому одному из предшествующих пунктов, отличающийся тем, что полимерный материал выбирают из поликарбоната, полипропилена, полиамида, полиуретана, полиметилметакрилата (PMMA), полиэтилентерефталата низкой плотности, полиэфиримида, полиэфирэфиркетона (PEEK), полиэфиркетонкетона (PEKK).
12. Способ по любому одному из предшествующих пунктов, отличающийся тем, что армирующие материалы выбирают из пара-арамидов, мета-арамидов, полипропилена, полиамида, полиэтилентерефталата, полиэстера, льна, конопли, стекла, кварца, углерода, базальта.
13. Использование сухой преформы, полученной путем вязания прямого утка в трех измерениях, для изготовления продукта из композитного материала, содержащего области с различными свойствами.
14. Использование по п. 13, отличающееся тем, что сухую преформу получают путем вязания смешанной нити, содержащей полимерный материал и армирующий материал.
15. Использование по п. 13, отличающееся тем, что сухую преформу получают путем вязания нити из армирующего материала; полимерного материала, добавляемого на этапе литья под давлением в форму.
| US 2012168012 A1, 05.07.2012 | |||
| US 2012168012 A1, 05.07.2012 | |||
| Гидравлическое устройство уравновешивания шпинделей прокатного стана | 1988 |
|
SU1560344A1 |
| US 5472769 A, 05.12.1995 | |||
| US 2017067490 A1, 09.03.2017 | |||
| Кругловязальная машина для выработки трикотажа с продольно-поперечным утком | 1974 |
|
SU903407A1 |

