Область техники, к которой относится изобретение
Настоящее изобретение относится к области станочных систем. Настоящее изобретение также относится к области оптического определения положения обрабатывающего инструмента in situ в обрабатывающем модуле, и, в частности, в станочной системе. Настоящее изобретение также относится к области оптического определения профиля обрабатывающего инструмента in situ в обрабатывающем модуле, и, в частности, в станочной системе. В особенности, это вопрос станочной системы, образующей станок, который осуществляет механическую обработку путем удаления материала, в частности, на этапе обработки деталей вращения (токарной обработки, токарно-прутковой обработки и т.п.), включая станочную систему с числовым программным управлением (ЧПУ).
Уровень техники
В области станочных систем есть потребность в точном знании положения обрабатывающего инструмента, установленного в держателе инструмента. Также полезно знать, как развивается износ указанного инструмента. Данная информация полезна для того, чтобы гарантированно обеспечить диапазон параметров обработки, соответствующий плану обработки, разработанному во время настройки станка.
Изготовление деталей посредством обрабатывающих модулей (станочных систем), в частности, ножниц, автоматических токарных станков, токарно-фрезерных многоцелевых станков, фрезерных станков, обрабатывающих центров и многопозиционных станков-автоматов обычно содержит три отдельные стадии.
На первой стадии или стадии настройки (или предварительной настройки) оператор (например токарь, обрабатывающий прутки) определяет и проверяет на обрабатывающем модуле план обработки, то есть последовательность операций и движений шпинделя, необходимых для получения требуемой обработанной детали. Оператор стремится, например, получить по возможности самый эффективный план обработки, то есть план, который позволяет выполнить механообработку данной детали за минимум операций, и избежать столкновений обрабатывающих инструментов друг с другом и их столкновений с деталью. Оператор выбирает инструменты, которые должны быть использованы, и проверяет качество получаемых деталей, например, состояние поверхностей, соответствие допускам и т.п.
На второй стадии или стадии изготовления производят серию деталей на обрабатывающем модуле, который был предварительно настроен по параметрам, которые были определены во время настройки. Данная стадия является единственной производственной стадией; часто ее выполнение во времени идет в режиме 24/7, при этом в обрабатывающий модуль подают исходный материал посредством питателя или посредством загрузчика коротких заготовок (незавершенных деталей).
Может случаться, что изготовление серии деталей прерывается, например, для замены изношенных обрабатывающих инструментов, для изготовления иного типа деталей на том же самом обрабатывающем модуле, для обслуживания станка и т.п., а впоследствии изготовление возобновляется. В ситуации такого рода может быть необходима стадия запуска, чтобы применить параметры, которые были определены ранее во время настройки. Стадия запуска осуществляется быстрее, чем настройка.
На стадии запуска часто бывает необходимо заменять установленные на станке обрабатывающие инструменты другим набором инструментов, подходящим для механообработки, которая должна осуществляться. Точность положения и уровень износа указанных инструментов определяют качество станочной обработки, но эти параметры трудно воспроизводить в ходе последовательных запусков.
Кроме того, на стадии изготовления, когда производится обработка новых деталей, и частности, в случае длительных производственных периодов не исключено, что может происходить медленное изменение (дрейф) взаимного положения держателя инструмента и держателя детали - изменение, вызванное, в частности, тепловым расширением узлов станка. Более того, информация об износе концевого участка используемого для механообработки инструмента, который определяет зону резания и содержит одну или более режущих кромок, является решающей для поддержания качества станочной обработки. Развитие этого износа, которое в общем называют скоростью износа, но которое в действительности охватывает различные процессы, иногда присутствующие в сочетании, часто никак не контролируют, а если и контролируют, то при помощи вспомогательной установки, что требует дополнительного времени для такого контроля, а также для снятия/обратной установки инструмента в обрабатывающий модуль.
Как следствие, в процессе станочной обработки, не только использование изношенного инструмента, непригодного для требуемой механообработки детали, и даже поломка режущего инструмента, но и контроль износа в специализированной системе отдельной от станочного модуля приводят к эффектам, которые негативно сказываются на производительности и рентабельности производственных систем.
Важно иметь возможность сохранять параметры механообработки, обеспечивающие строгое выполнение технических требований для обрабатываемой детали, оптимизируя процент производственного времени обрабатывающего инструмента, и также оптимизируя время использования каждого инструмента. На практике, в инструкции, которые управляют обрабатывающим инструментом, поправки не вносят, или вносят в исключительных случаях, в то время как на протяжении времени использования концевой участок инструмента подвержен прогрессирующему изменению профиля, при котором изменяется геометрия и положение режущих кромок.
Существует множество вариантов эволюции профиля износа обрабатывающего инструмента во время его использования; к примеру, можно упомянуть износ рельефа (полосу износа на передней поверхности), износ в виде зазубрин, в виде лунок, износ в виде пластической деформации (углубления или выпячивания), формирование нароста на кромке, износ в виде сколов вне зоны резания, сколы режущей кромки, износ в виде термического растрескивания, разрушения режущей кромки и т.п.
Было бы полезным оценивать износ обрабатывающего инструмента не только по потере материала в зоне резания инструмента, но также путем контроля эволюции формы профиля, чтобы предвидеть тип ожидаемого износа, и, следовательно, корректировать один или более различных параметров механообработки и/или позиционирования в станочной системе в зависимости от типа предстоящего износа. Например, в случае износа в виде зазубрин можно выбрать изменение глубины резания, в то время как в случае пластической деформации можно принять решение увеличить интенсивность орошения инструмента охлаждающей жидкостью.
Согласно некоторым эмпирическим решениям, рекомендуется производить замену инструмента после обработки заданного числа деталей. Такие решения не только не оптимизируют экономическую эффективность технологического инструмента, прежде всего в случае специального инструмента, который дорого стоит или его трудно доставать, но более того они не страхуют от преждевременной поломки инструмента, или от пагубного влияния его износа на качество изготовляемых деталей.
Существуют системы для оценивания или измерения износа режущего инструмента посредством чувствительных органов (контактных) или бесконтактных (визуальных, лазерных или датчиков электрического поля), чтобы подтверждать целостность или приемлемость использования режущего инструмента (например, для фрезерования или сверления). Такие проверки осуществляют вне процесса механообработки и обрабатывающего модуля, что приводит к появлению периода простоя, когда изготовление изделий прекращается, что несовместимо с требованиями длительных производственных периодов. Методы такого рода описаны в патентных документах US 2006021208, СА 2071764 А1, US 2014233839 и FR 2952196.
Дополнительно могут быть упомянуты системы контроля для распознавания поломки инструмента, основанные на измерении посредством датчиков сигналов, передаваемых станочной системой, в частности, результатов акустических измерений или измерений усилий (сил, крутящих моментов, эффективной мощности и т.п.) в механических узлах, таких как рычаги кулачков или шпиндели станка. Путем сравнения обнаруженного сигнала (вибрации, шума, давления, …) с эталонным сигналом, ранее сохраненным в системе контроля во время нормального цикла механообработки, можно включать предупреждающий сигнал, если записываемый сигнал слишком сильно отклоняется от эталонного сигнала.
В патентном документе US 2018111240 раскрыто решение, в котором в бесконтактном измерительном устройстве используется световой барьер, проходящий между излучателем и приемником света для обнаружения положения вращающегося обрабатывающего инструмента. Из-за близкого взаимного расположения активной части инструмента, а также элементов излучателя и фотоприемника данная технология требует защитных средств, в частности, так, чтобы не происходило повреждения элементов излучателя света и фотоприемника маслом и стружкой, которые присутствуют вблизи инструмента. Кроме того, данная система позволяет знать, произошло касание светового барьера инструментом или нет, но не дает информации о точном положении или о профиле концевого участка инструмента.
В патентном документе FR 2645782 описана система для контроля поломок инструмента в обрабатывающем центре, оснащенном станочной системой с ЧПУ. Две видеокамеры формируют изображения инструмента до и после механообработки, а сравнение изображений позволяет обнаружить аномалию инструмента. В документе ЕР 3021183 предложено устройство, интегрированное в станочную систему, для мониторинга и коррекции положения режущей кромки инструмента, установленного в держатель, посредством видеокамеры. Однако, указанным устройствам необходимо обращаться к дополнительной системе отсчета в станочной системе, а именно к системе отсчета, характеризующей видеокамеру, которая позволяет определять положение видеокамеры в станочной системе, а оттуда - относительное положение каждого из узлов станочной системы. Устройство такого рода потенциально порождает дополнительные погрешности, касающиеся положения инструмента, в частности, относительно обрабатываемой детали.
В патентном документе ЕР 0377374 предложена система для определения положения обрабатывающего инструмента относительно станочной системы. Используется камера, которая сравнивает два перпендикулярных изображения шаблона, положение которого известно, с соответствующими последовательно получаемыми изображениями системы инструмента.
В патентном документе ЕР 2426555 раскрыт аппарат для обнаружения перемещения режущего инструмента относительно обрабатываемой заготовки. Аппарат содержит видеокамеру, которая неподвижно установлена в части станочной системы, которая также содержит обрабатываемую заготовку, установленную в патроне, и держатель инструмента.
Также можно обратиться к патентному документу JPH 07246547, в котором использована система обнаружения для определения координат инструмента, которая состоит из отражателя, установленного на валу крепления режущего инструмента, и измерительного устройства, содержащего лазерные интерферометры для определения координат инструмента.
Из вышеизложенного вытекает, что существует потребность в усовершенствованном (более регулярном, быстром и/или более точном) определении профиля концевого участка (активного обрабатывающего участка) инструмента, который используется при механообработке путем удаления материала.
Раскрытие изобретения
Одна задача настоящего изобретения состоит в том, чтобы предложить обрабатывающий модуль, способный определять профиль концевого участка инструмента, установленного в держатель инструмента обрабатывающего модуля.
Другая задача изобретения заключается в возможности быстрого определения положения или профиля, или, и положения и профиля концевого участка инструмента, установленного в держатель. Поэтому цель состоит в том, чтобы предложить решение, позволяющее определять профиль (положение) концевого участка инструмента, не извлекая инструмент из держателя инструмента, чтобы не только не тратить напрасно время, но прежде всего не менять привязку положения инструмента в держателе, и привязку держателя инструмента в станочной системе.
Еще одна задача настоящего изобретения заключается в том, чтобы предложить обрабатывающий модуль свободный от ограничений известных обрабатывающих модулей.
Согласно изобретению, вышеуказанные задачи решаются, в частности, посредством обрабатывающего модуля станочной системы для механообработки, содержащего:
- держатель детали, предназначенный для приема детали, подлежащей механообработке,
- управляющее устройство держателя детали, выполненное с возможностью управления и изменения положения держателя детали в обрабатывающем модуле,
- держатель, предназначенный для приема инструмента, содержащего концевой участок, используемый для механообработки детали, установленной в держатель детали,
- управляющее устройство держателя инструмента, выполненное с возможностью управления и изменения положения держателя инструмента в обрабатывающем модуле,
- измерительное устройство для определения профиля инструмента, установленного в держатель инструмента, содержащее оптическую систему для определения профиля концевого участка инструмента, установленного в держатель, при этом оптическая система установлена на держателе детали.
У данного решения есть, в частности, преимущество по сравнению с известным уровнем техники, заключающееся в том, что средства для обнаружения и измерения концевого участка инструмента находятся in situ в обрабатывающем модуле, следовательно, в станочной системе. Одно из преимуществ такого построения основано на том факте, что измерение и получение изображения концевого участка инструмента производится локально, там, где выполняются операции механообработки, при этом конечный результат измерения или изображения фактически соответствует мгновенной реальной форме/геометрии/положению концевого участка инструмента без артефактов. Соответственно, если инструмент испытывает деформацию, вызванную местной температурой обрабатывающего модуля, то данное термическое изменение учитывается, а вот если обратиться к измерительному модулю отдельно от станочной системы, то инструмент будет остывать и результат измерения будет содержать артефакт, вызванный изменением температуры. Другие преимущества основаны на том факте, что поскольку оптическая система прикреплена к держателю детали, пространственная привязка держателя детали к держателю инструмента в целом служит в качестве привязки оптической системы к инструменту, как его «видит» оптическая система: это препятствует возникновению артефакта измерения, вызванного изменением системы отсчета, которое происходит, если инструмент/держатель инструмента установлен в измерительный модуль отдельно от станочной системы.
Фактически, указанное измерительное устройство образует блок для измерения профиля и, следовательно, износа инструмента, который интегрирован в обрабатывающий модуль. Такое построение позволяет осуществлять контроль износа инструмента in situ, то есть в самом обрабатывающем модуле, и, следовательно, не вынимая инструмент из держателя инструмента, и без контакта с инструментом. С этой целью указанное измерительное устройство размещено в обрабатывающем модуле, в частности, вблизи держателя инструмента. Кроме того, понятно, что размещение оптической системы, предназначенной для наблюдения за концевым участком инструмента, установленного в держателе инструмента, непосредственно на держателе детали, т.е. элементе держателя детали, улучшает показатели, в частности, в отношении времени обработки (оптическая система уже расположена так, чтобы определять концевой участок инструмента), и в отношении точности (положение оптической системы на держателе детали точно известно и является неизменным), поскольку никакая погрешность, связанная с определением относительного расположения оптической системы и держателя детали, не добавляется к определению относительного расположения оптической системы и концевого участка инструмента.
В настоящем тексте выражение «держатель детали» следует понимать как «модуль станочной системы, содержащий элементы, обеспечивающие размещение (установку), удержание (в частности, зажатие) и съем детали, подлежащей механообработке, а также перемещение указанной детали в пространстве обрабатывающего модуля станочной системы». Данный держатель детали в общем также называют «шпинделем материала». Также, в настоящем тексте выражение «держатель инструмента» следует понимать как «модуль станочной системы, содержащий элементы, обеспечивающие размещение (установку), удержание (в частности, зажатие) и съем одного или более обрабатывающих инструментов, а также перемещение указанного инструмента(-тов) в пространстве обрабатывающего модуля станочной системы».
Таким образом, отпадает необходимость основывать решение о замене режущего инструмента и/или об изменении параметров резания только на математических моделях, представляющих закон, который управляет износом режущего инструмента, и возможно на экспериментальных кривых, которые не всегда доступны, или по меньшей мере существуют для определенного диапазона параметров. Благодаря изобретению будет возможно расширить исследованный диапазон, и, следовательно, библиотеку экспериментальных кривых путем встраивания, например, в базу данных результатов измерения профиля, полученных при помощи обрабатывающего модуля в соответствии с настоящим изобретением.
Поэтому оказывается возможным оптимизировать время использования конкретно по каждому инструменту, даже рядам подобных инструментов. Например, можно будет сократить время использования инструмента, если параметры развития его износа превышают установленный предел, в частности, потому что развитие износа инструмента в действительности является менее благоприятным, чем согласно теоретической модели износа, или продлить срок использования инструмента, если параметры развития его износа не превышают установленный предел, ибо износ инструмента в действительности менее опасен, чем согласно теоретической модели износа.
Согласно одному варианту осуществления, оптическая система является частью измерительного оптического устройства, выполненного с возможностью за одну операцию формирования изображения оптической системой определять по трем координатам взаимное расположение держателя обрабатываемой детали и держателя инструмента. В частности, оптическая система формирует изображение держателя инструмента, например, определенной зоны держателя инструмента, и также, в соответствии с одной возможностью, оптическая система формирует изображение мишени, установленной на держателе инструмента, и образующей базовый элемент для отсчета положений.
Настоящее изобретение также относится к станочной системе, содержащей обрабатывающий модуль, о котором шла речь в данном тексте, при этом станочная система дополнительно содержит устройство для контроля износа инструмента, которое может вычислять отклонение профиля инструмента на основе данных, получаемых указанным устройством. Устройство использует обрабатывающий модуль для анализа состояния инструмента, и, в частности, его износа.
Поэтому понятно, что, опираясь на измерительное устройство и на полученные данные состояния инструмента, выполняющего механообработку, можно анализировать состояние инструмента, степень его износа и/или тенденцию изменения формы, в частности, там, где это касается зоны резания.
Изобретение также относится к:
- способу определения положения инструмента,
- способу определения профиля инструмента, и,
- способу определения износа инструмента в станочной системе, при этом инструмент установлен в держатель инструмента в обрабатывающем модуле, содержащем держатель детали и держатель инструмента.
Указанные способы будут рассмотрены и описаны дополнительно в разделе подробного описания изобретения.
Краткое описание чертежей
Варианты осуществления настоящего изобретения рассмотрены в описании, иллюстрированном прилагаемыми чертежами, среди которых:
фиг. 1 в аксонометрии изображает обрабатывающий модуль, соответствующий одному варианту осуществления изобретения;
фиг. 2 в аксонометрии и увеличенном виде изображает фрагмент II из фиг. 1, где показан другой инструмент, установленный в держатель инструмента;
фиг. 3 в аксонометрии и увеличенном виде изображает видимый на фрагменте III фиг. 2 концевой участок инструмента, который был использован для механообработки детали, и который изображен в поврежденном виде после износа;
фиг. 4 изображает использование оптической системы обрабатывающего модуля для определения положения и/или профиля инструмента, установленного в держателе инструмента;
фиг. 5 в аксонометрии и разобранном виде изображает держатель инструмента, оснащенный трехкоординатной мишенью;
фиг. 6 изображает использование оптической системы обрабатывающего модуля для измерения в пространстве положения держателя инструмента относительно держателя детали (который также называют шпинделем материала);
фиг. 7 представляет другую аксонометрическую проекцию, соответствующую фиг. 6;
фиг. 8 изображает оптическое устройство между держателем инструмента и держателем детали на этапе настройки по трем осям посредством трехкоординатной мишени;
фиг. 9 изображает часть фиг. 6, соответствующую держателю инструмента с трехкоординатной мишенью (при наблюдении в направлении IX фиг. 6, т.е. в направлении Z) так, как оптическая система «видит» мишень, когда последняя ориентирована в направлении оптической системы;
фиг. 10, 11 и 12 представляют три проекции, иллюстрирующие конструкцию трехкоординатной мишени, соответствующей изобретению, соответственно, фронтальную проекцию, аксонометрическую проекцию и вид в разрезе; а фиг. 13 и 14 в аксонометрии изображают вторую структуру мишени, соответствующей фиг. 10, 11 и 12 согласно варианту осуществления;
фиг. 15А и 15В иллюстрируют обработку изображения, сформированного второй съемочной системой оптической системы;
фиг. 16 представляет другую аксонометрическую проекцию, соответствующую фиг. 4, и демонстрирующую использование оптического устройства обрабатывающего модуля для определения профиля концевого участка инструмента;
фиг. 17 в аксонометрии изображает часть обрабатывающего модуля в соответствии с другим вариантом осуществления изобретения;
фиг. 18 в аксонометрии изображает вариант держателя инструмента, несущего на себе ряд инструментов, расположенных по вертикали, причем каждый инструмент ориентирован вдоль горизонтальной оси, вокруг которой после установки инструмент может вращаться; и
фиг. 19 в аксонометрии изображает обрабатывающий модуль, соответствующий еще одному варианту осуществления изобретения.
Осуществление изобретения
Согласно фиг. 1, обрабатывающий модуль 300 содержит держатель 320 детали и держатель 310 инструмента. Держатель 320 детали может быть выполнен с возможностью его съемного крепления на обрабатывающем модуле 300, в частности посредством съемных средств крепления. Как видно на фиг. 1, в держателе 320 детали съемным образом установлена подлежащая обработке деталь 322 (в данном случае показан необработанный пруток или незавершенная деталь). Держатель 320 детали включает в себя так называемый вращающий вал материала (material spindle), содержащий цангу, патрон, вращающую втулку, или платформу (pallet) или держатель платформы (palletholder). Главное направление держателя 320 детали соответствует направлению Z. Держатель 310 инструмента может быть выполнен с возможностью его съемного крепления на обрабатывающем модуле 300, в частности посредством съемных средств крепления. Как видно на фиг. 1, в держателе 310 инструмента съемным образом установлен инструмент 312 (упрощенно показан метчик или фреза). Держатель 310 инструмента содержит, например, шпиндель, каретку или зажим или снова винторезную плашку. Главное направление держателя 310 инструмента соответствует направлению X. В обрабатывающем модуле 300 вертикальное направление соответствует направлению Y, при этом три направления Z, Y и Z образуют систему ортогональных осей.
Управляющее устройство 302 держателя инструмента может управлять положением и изменять положение держателя 310 инструмента в обрабатывающем модуле 300. В области механического изготовления изделий и в настоящем тексте термин «управляющее» означает все аппаратные и программные элементы, функция которых заключается в выдаче инструкций движения всем элементам станочной системы. Обрабатывающий модуль 300 также содержит управляющее устройство (не показано) держателя 320 детали.
Обрабатывающий модуль 300 дополнительно содержит измерительное устройство 304, позволяющее определять положение, а также профиль обрабатывающего инструмента 312, установленного в держателе 310 инструмента. С этой целью указанное измерительное устройство 304 содержит оптическую систему 100 для определения профиля концевого участка 313 обрабатывающего инструмента 312, установленного в держателе 310 инструмента (см. фиг. 4, 6 и 8). На фиг. 1 показана оптическая ось О оптической системы 100, проходящая от входного зрачка 102 оптической системы. На фиг. 1 оптическая ось О расположена параллельно направлению Z или главному направлению держателя 330 детали. Как показано на фиг. 1, оптическая ось О предпочтительно также ортогональна направлению оси X держателя 310 инструмента. Согласно изобретению, как представлено на фиг. 1, на держателе 320 детали установлена оптическая система 100, по меньшей мере все элементы сенсорного устройства оптической системы 100, и осветительные элементы, которые могут быть отсоединены от сенсорного устройства оптической системы 100, и, следовательно размещены в другом месте обрабатывающего модуля 300.
Как будет разъяснено ниже, оптическая система 100 представляет собой изображающую систему, то есть оптическую систему, способную формировать изображение профиля обрабатывающего инструмента посредством съемочной системы, которая входит в состав оптической системы 100. В частности, оптическая система 100 содержит набор оптических элементов и систему получения изображений. Система получения изображений данного типа позволяет осуществлять захват фотографических и/или видео изображений, и представляет собой, например, видеокамеру или фотокамеру, в частности, цифровую фотокамеру. В контексте настоящего изобретения, рассматривается оптическая система 100, которая работает совместно с одним или более источниками света. Также понятно, что съемочная система, принадлежащая оптической системе 100, согласно изобретению, образует датчик изображения. Источник света или источники света, связанные со съемочной системой оптической системы 100, образуют генератор или генераторы электромагнитного излучения, или светового излучения, которое может быть монохроматическим или может охватывать определенный диапазон длин волн в виде комбинации серий монохроматического электромагнитного излучения (мультихромного излучения). Согласно одному варианту осуществления, упомянутый источник света или источники света не является(-ются) источником(-ками) лазерного излучения, а съемочная система оптической системы 100, согласно изобретению, образует датчик изображения, который не содержит лазерного излучателя или не связан с лазерным излучателем.
В данном тексте термин «концевой участок инструмента» означает оконечную часть инструмента, которая включает в себя зоны, используемые для механообработки, и, следовательно, зону резания или зоны, которые включают в себя режущие кромки, образованные пересечениями активных поверхностей и кромок. Фиг. 2 в увеличенном виде изображает концевой участок 313 обрабатывающего инструмента 312. На фиг. 3 можно наблюдать пример износа концевого участка 313 инструмента (другого нежели изображенный на фиг. 2) в виде зоны 313а износа, которая разделена на переднюю поверхность (cutting face) и заднюю поверхность (relief face).
В данном тексте выражение «профиль концевого участка» означает либо двумерное (2D) представление концевого участка, либо трехмерное (3D) представление концевого участка. К примеру, указанный профиль может содержать линию, соответствующую контуру концевого участка инструмента, спроецированному на плоскость, или линию пересечения с плоскостью, в частности с плоскостью ортогональной оптической оси О оптической системы 100. Также указанный профиль может образовывать трехмерную форму концевого участка 313 инструмента (например, небольшой пластины), включая режущую кромку или кромки. Также данный профиль может соответствовать пространственной форме концевого участка 313 инструмента, представленного серией линий подобно топографическому профилю.
Оптическая система 100 выполнена с возможностью определения профиля концевого участка 313 обрабатывающего инструмента 312, когда держатель 310 инструмента находится в измерительном рабочем положении, представленном на фиг. 4. В указанном измерительном рабочем положении держатель 310 инструмента и держатель 320 детали находятся близко друг к другу. В указанном измерительном рабочем положении оптическая ось О оптической системы 100 может пересекать концевой участок 313 инструмента 312, или сам инструмент 312, или по меньшей мере может находиться достаточно близко к инструменту 312, чтобы инструмент 312 был в поле зрения оптической системы 100. Другими словами, в данном случае в измерительном рабочем положении конец держателя 310 инструмента располагается на одной линии с выходом (или входным зрачком 102) оптической системы 100. Это означает, что путь светового луча из оптической системы 100 пересекает конец держателя 310 инструмента и/или конец или в более общем виде - концевой участок 313 инструмента 312.
В некоторых случаях в измерительном рабочем положении кратчайшее расстояние между концевым участком 313 обрабатывающего инструмента 312 и осью Z держателя инструмента составляет менее 50 см, или даже менее 30 см, а иногда менее 15 см. Например, в измерительном рабочем положении кратчайшее расстояние между концевым участком 313 обрабатывающего инструмента 312 и осью Z держателя детали составляет от 5 см до 50 см включительно, иногда от 5 см до 30 см включительно или от 20 см до 30 см включительно, или от 5 см до 15 см включительно.
В некоторых случаях указанное измерительное рабочее положение соответствует положению для установки инструмента 312 в держатель 310 инструмента; поэтому профиль можно измерять, как только инструмент 312 оказывается установленным.
Также в измерительном рабочем положении ось X держателя 310 инструмента может иметь разную ориентацию относительно оптической оси О оптической системы 100:
- в некоторых случаях ось X держателя 310 инструмента ортогональна направлению оптической оси О оптической системы 100, как показано на фиг. 1, так что оптическая система 100 «видит» одну сторону концевого участка и вершину инструмента 312,
- в некоторых случаях ось X держателя 310 инструмента совпадает с направлением или параллельна направлению оптической оси О оптической системы 100 (данная ситуация на чертежах не представлена), так что оптическая система 100 «видит» только вершину инструмента 312,
- в иных случаях ось X держателя 310 инструмента наклонена относительно оптической оси О оптической системы 100 (данная ситуация, когда угол между осями X и О не равен нулю и не равен 90° на чертежах не представлена).
Фактически, в зависимости от станочной системы, которая содержит соответствующий изобретению обрабатывающий модуль 300, ориентацию держателя 310 инструмента и его оси X можно изменять, в частности, в случае станочной системы с пятью или шестью осями перемещения держателя 310 инструмента.
На фиг. 4 представлен один вариант осуществления оптической системы 100. Оптическая система 100 содержит первую съемочную систему 110, выполненную так, что ее задняя фокальная плоскость может пересекать концевой участок 313 обрабатывающего инструмента 312 при указанном измерительном рабочем положении. Кроме того, первая съемочная система 110 содержит первую систему 112 получения изображений, которая позволяет производить захват изображения концевого участка 313 обрабатывающего инструмента 312 при указанном измерительном рабочем положении. На фиг. 1-4 также виден боковой осветитель 140, расположенный вблизи держателя 310 инструмента, и возможно установленный на держателе 310, для обеспечения бокового освещения концевого участка 313 инструмента 312 при измерительном рабочем положении.
Может быть предусмотрен другой тип осветителя или дополнительные осветители независимые друг от друга или дополняющие друг друга.
Согласно одному варианту осуществления (см. фиг. 1, 7 и 16) оптическое устройство 10 дополнительно содержит передний осветитель 104, ориентированный параллельно оптической оси О оптической системы 100 в направлении держателя 310 инструмента. Данный осветитель 104 может быть расположен вблизи оптической системы 100. Осветитель 104 ориентирован в направлении инструмента 312 для обеспечения переднего освещения концевого участка 313 обрабатывающего инструмента 312 при измерительном рабочем положении. В частности, как показано на фиг. 1, 7 и 16, данный передний осветитель представляет собой кольцевой источник света, окружающий входной зрачок 102 оптической системы 100, при этом ось переднего осветителя 104 совпадает с оптической осью О оптической системы 100. Данный передний осветитель 104 обеспечивает хорошее освещение поверхности концевого участка 313 инструмента, который «видит» оптическая система 100.
Согласно одному варианту осуществления (см. фиг. 1 и 16) оптическое устройство 10 дополнительно содержит задний осветитель 106, ориентированный в направлении оптической системы 100. Данный задний осветитель 106 установлен, чтобы обеспечить тыльное (контровое) по отношению к оптической системе 100 освещение концевого участка 313 инструмента 312 при измерительном рабочем положении. В частности, как показано на фиг. 1 и 16, ось данного заднего осветителя совпадает (предпочтительно расположена в одну линию) с оптической осью О оптической системы 100. При измерительном рабочем положении (см. фиг. 16) концевой участок 313 инструмента расположен между входным зрачком 102 оптической системы 100 и задним осветителем 106, так что концевой участок 313 инструмента подсвечивается сзади, что увеличивает контраст изображения зоны контура концевого участка 313, которое «видит» оптическая система 100.
Оптическая система 100 также содержит вторую съемочную систему 120 со второй системой 112 получения изображений, и позволяет осуществлять захват изображения концевого участка 313 обрабатывающего инструмента 312 при измерительном рабочем положении. С этой целью оптический тракт первой съемочной системы 110 и оптический тракт второй съемочной системы 120 имеют общий участок, который направлен вперед и берет начало от объекта, наблюдаемого оптической системой 100, в данном случае от концевого участка 313 инструмента 312 (см. фиг. 4 и 16). При другом измерительном положении, которое будет рассмотрено согласно фиг. 6 и 8, общий участок берет начало от мишени 200, установленной на держателе 310 инструмента, которая образует наблюдаемый объект, который «видит» оптическая система 100. Здесь и далее термин «наблюдаемый объект» означает конкретно либо концевой участок 313 обрабатывающего инструмента 312, либо мишень 200. При измерительном рабочем положении первая съемочная система 110 обращена в направлении наблюдаемого объекта и образует съемочную систему, центрированную с наблюдаемым объектом, а второй съемочной системе 120 соответствует оптический тракт 126, который встречается с оптическим трактом 116 первой съемочной системы 110 (которая центрирована с наблюдаемым объектом) и образует съемочную систему, которая смещена относительно наблюдаемого объекта, относительно оптической оси О оптической системы 100, и относительно общего участка оптических трактов 116 и 126, который центрирован с наблюдаемым объектом. Оптическая ось О совмещена со срединным лучом общего участка первого оптического тракта 116 и второго оптического тракта 126. На данном общем участке сегменты первого оптического тракта 116 и второго оптического тракта 126 взаимно параллельны, но не обязательно совпадают друг с другом.
На общем участке оптических трактов 116 и 126 оптические лучи по меньшей мере частично сливаются друг с другом, или же просто параллельны друг другу. У второй съемочной системы 120, которая является смещенной, имеется участок оптического тракта 126 (внутри второй съемочной системы 120), который в предпочтительном случае параллелен оптической оси О. Данный внутренний участок оптического тракта 126 связан, или, точнее, встречается с оптическим трактом 116 первой съемочной системы 110; при этом его центрирование осуществляется специализированным оптическим модулем 128, содержащим катоптрическую (отражательную) оптическую систему, такую как зеркало 129. Таким образом, вход смещенной съемочной системы (в данном случае второй съемочной системы 120) связан с оптическим трактом центрированной оптической системы (в данном случае первой съемочной системы 110).
Кроме того оптическая система 100 содержит оптический модуль 128 (например, с катоптрической оптической системой, такой как зеркало 129), расположенный между первой съемочной системой 110 и второй съемочной системой 120, и выполненный с возможностью отклонения части световых лучей, проходящих по меньшей мере через часть одной из съемочных систем (первой или второй) в направлении другой из съемочных систем (первой или второй). Оптическая система 100 устроена так, что оптический путь от наблюдаемого объекта (от концевого участка 313 инструмента 312 на фиг. 4 и 16 и от мишени 200 на фиг. 6 и 8) проходит по меньшей мере через часть одной из съемочных систем - первой съемочной системы 110 или второй съемочной системы 120 (первой съемочной системы на фиг. 4, 6, 8 и 16), прежде чем достичь другой из указанных съемочных систем (второй съемочной системы на фиг. 4, 6, 8 и 16).
Также, в соответствии с представленной схемой, первая съемочная система 110 и вторая съемочная система 120 расположены параллельно друг другу. Также, в соответствии с представленной схемой, первая съемочная система 110 установлена непосредственно на держателе 320 детали, а вторая съемочная система 120 смещена относительно оптической оси первой съемочной системы 110, но применимо может быть и обратное, а именно, может существовать схема, в которой вторая съемочная система 120 смонтирована непосредственно на держателе 320 детали, при этом вторая съемочная система 120 является эксцентричной по отношению к первой съемочной системе 110.
Таким образом, ясно, что, когда первая съемочная система 110 сцентрирована с наблюдаемым объектом, вторая съемочная система 120 также «видит» наблюдаемый объект, и также может формировать изображение наблюдаемого объекта. Как будет далее понятно, данное изображение может быть использовано для определения положения обрабатывающего инструмента 312 и для определения профиля концевого участка инструмента 312.
Таким образом, согласно одному варианту осуществления изобретения, предложен способ определения положения обрабатывающего инструмента 312, установленного в держателе 310 инструмента в обрабатывающем модуле 300, в состав которого входит держатель 320 детали и держатель 310 инструмента -способ, содержащий этапы, на которых:
i) в обрабатывающем модуле 300 предусматривают измерительное устройство 304, содержащее оптическую систему 100 для определения профиля концевого участка 313 инструмента 312, установленного в держателе 310 инструмента, при этом в измерительном устройстве оптическую систему 100 устанавливают на держатель 320 детали;
ii) устанавливают инструмент 312 в держатель 310 инструмента: данный этап определяет положение инструмента 312 относительно держателя 310 инструмента;
iii) устанавливают держатель 310 инструмента относительно держателя 320 детали в измерительное рабочее положение (например, в соответствии со схемой фиг. 4): данный этап позволяет расположить инструмент 312, и, в частности, концевой участок 313 инструмента 312 или другую часть инструмента 312 так, чтобы она была видимой для оптической системы 100;
iv) включают измерительное устройство 304, и
v) посредством оптической системы 100 определяют положение инструмента 312 в обрабатывающем модуле 300
Здесь необходимо снова отметить, что в случае соответствующего изобретению устройства обрабатывающего модуля 300, показанного на чертежах, оптическая система 100 установлена на держателе 320 детали. Поэтому ясно, что в результате формирования оптической системой 100 изображения инструмента 312 (в частности его концевого участка 313) оказывается возможным определение не только взаимного положения инструмента 312 (его концевого участка 313) и держателя 320 детали, но также и взаимного положения держателя 310 инструмента и держателя 320 детали.
В соответствии с первой возможностью, относящейся к указанному способу определения положения обрабатывающего инструмента, при включении измерительного устройства 304 используется первая съемочная система 110 и следовательно первая система 112 получения изображений, которая формирует одно (или более) изображение(-й) концевого участка 313 инструмента 312. Анализ данного изображения и, в частности, положения зоны резкой фокусировки изображения (получающегося, например, посредством схемы фиг. 4) в направлении X и относительно края инструмента, как это «видит» первая съемочная система 110, позволяет определить расстояние инструмента 312 относительно оптической системы 100, и, следовательно, положение концевого участка 313 по оси Z. Данное изображение позволяет рассмотреть режущую кромку или кромки (в виде проекции), как это «видит» первая съемочная система 110. Такое рассмотрение позволяет определить как положение, в частности, относительно края, так и геометрию (форму линии или линий на изображении, которые соответствуют режущей кромке или кромкам).
В соответствии со второй возможностью, относящейся к указанному способу определения положения обрабатывающего инструмента (альтернативной упомянутой первой возможности или дополняющей первую возможность) при включении измерительного устройства 304 используется вторая съемочная система 120 и следовательно вторая система 122 получения изображений, которая формирует одно (или более) изображение(-й) концевого участка 313 инструмента 312. Анализ данного изображения и, в частности, положения зоны резкой фокусировки изображения (получающегося, например, посредством схемы фиг. 4) в направлении X и относительно края инструмента, как это «видит» первая съемочная система 110, позволяет определить расстояние инструмента 312 относительно оптической системы 100, и, следовательно, положение концевого участка 313 по оси Z. Данное изображение также позволяет рассмотреть режущую кромку или кромки (в виде проекции), как это «видит» вторая съемочная система 120. Такое рассмотрение позволяет определить как положение, в частности, относительно края, так и геометрию (форму линии или линий на изображении, которые соответствуют режущей кромке или кромкам).
Также, согласно одному варианту осуществления изобретения, предложен способ определения профиля обрабатывающего инструмента 312, установленного в держателе 310 инструмента в обрабатывающем модуле 300, в состав которого входит держатель 320 детали и держатель 310 инструмента - способ, содержащий этапы, на которых:
i) в обрабатывающем модуле 300 предусматривают измерительное устройство 304, содержащее оптическую систему 100 для определения профиля концевого участка 313 инструмента 312, установленного в держателе 310 инструмента, при этом в измерительном устройстве оптическую систему 100 устанавливают на держатель 320 детали;
ii) устанавливают инструмент 312 в держатель 310 инструмента: данный этап позволяет определить положение инструмента 312 относительно держателя 310 инструмента;
iii) устанавливают держатель 310 инструмента относительно держателя 320 детали в измерительное рабочее положение (например, в соответствии со схемой фиг. 4): данный этап позволяет расположить инструмент 312, и, в частности, концевой участок 313 инструмента 312 или другую часть инструмента 312 так, чтобы она была видимой для оптической системы 100;
iv) включают измерительное устройство 304, и
v) посредством оптической системы 100 определяют профиль концевого участка 313 (или другой части) инструмента 312, установленного в держателе 310 инструмента.
В соответствии с первой возможностью, относящейся к указанному способу определения профиля обрабатывающего инструмента 312, при включении измерительного устройства 304 используется первая съемочная система 110 и следовательно первая система 112 получения изображений, которая формирует одно (или более) изображение(-й) концевого участка 313 инструмента 312. Анализ данного изображения позволяет определить край инструмента, как его «видит» первая съемочная система 110. Имеется в виду край, т.е. контур концевого участка 313 инструмента 312, наблюдаемый в виде проекции в плоскости (X, Y) ортогональной направлению Z, которое само параллельно оптической оси О оптической системы. Таким образом, форма (в данном случае линия контура) указанного края инструмента 312 дает информацию о геометрии концевого участка 313 инструмента 312, установленного в держателе 310 во время регистрации изображения. Данное изображение также позволяет рассмотреть режущую кромку или кромки (в виде проекции), как это «видит» первая съемочная система 110. Такое рассмотрение позволяет определить как положение, в частности, относительно края, так и геометрию (форму линии или линий на изображении, которые соответствуют режущей кромке или кромкам).
В соответствии со второй возможностью, относящейся к указанному способу определения профиля обрабатывающего инструмента 312 (альтернативной упомянутой первой возможности или дополняющей первую возможность) при включении измерительного устройства 304 используется вторая съемочная система 120 и следовательно вторая система 122 получения изображений, которая формирует одно (или более) изображение(-й) концевого участка 313 инструмента 312. Анализ данного изображения позволяет определить край инструмента, как его «видит» вторая съемочная система 120. Имеется в виду край, т.е. контур концевого участка 313 инструмента 312, наблюдаемый в виде проекции в плоскости (X, Y) ортогональной направлению Z, которое само параллельно оптической оси О оптической системы. Таким образом, форма (в данном случае линия контура) указанного края инструмента 312 дает информацию о геометрии концевого участка 313 инструмента 312, установленного в держателе 310 во время регистрации изображения. Данное изображение также позволяет рассмотреть режущую кромку или кромки (в виде проекции), как это «видит» вторая съемочная система 120. Такое рассмотрение позволяет определить как положение, в частности, относительно края, так и геометрию (форму линии или линий на изображении, которые соответствуют режущей кромке или кромкам).
Такой способ определения профиля инструмента 312, в частности, позволяет определять угловую ориентацию инструмента 312 относительно оси X держателя инструмента и, следовательно, относительно держателя 320 детали при измерительном рабочем положении, и также позволяет проверять правильность ориентации инструмента 312 относительно держателя детали при измерительном рабочем положении. Также указанный способ определения профиля инструмента 312 дает возможность назначать профиль и проверять, что установленный в держатель инструмент 312 соответствует требуемому инструменту (обнаруженный профиль соответствует ожидаемому заранее заданному профилю), и, следовательно, позволяет предотвращать установку в держатель 310 ненадлежащего инструмента.
На фиг. 8 представлено оптическое устройство 10, содержащее оптическую систему 100 и трехкоординатную (3D) мишень 200, приспособленную, согласно одному варианту осуществления, к взаимодействию с оптической системой для осуществления трехкоординатного (3D) измерения положения мишени 200 относительно оптической системы 100. Как будет далее разъяснено, указанное измерение также обеспечивает измерение положения держателя 310 инструмента (на котором находится мишень 200) относительно держателя 320 детали, который несет на себе оптическую систему 100, и на основе данных указанных измерений получение данных положения инструмента 312 (установленного в держателе 310) относительно детали 322 (установленной в держателе 320). Фактически, в данном измерительном рабочем положении мишень 200 ориентирована в направлении оптической системы 100 параллельно главной оси, образуя горизонтальное главное направление Z. С этой целью на выходе оптической системы 100 оптический путь О ортогонален активной поверхности 202 мишени 200.
Далее, согласно фиг. 8, 10, 11 и 12, будет рассмотрена мишень 200. Мишень 200 имеет форму гильзы, в данном случае форму цилиндра кругового сечения (но может иметь квадратное или иное сечение), одна сторона которого образует активную поверхность 202 для выполнения измерений. Поэтому, для выполнения измерений данная активная поверхность 202 повернута в направлении оптической системы 100, в частности, в направлении входного зрачка 102 оптической системы 100, при этом ось Z, соответствующая главному направлению (горизонтальному на чертежах), отделяет активную поверхность 202 от входного зрачка 102 оптической системы 100.
Площадь активной поверхности 202 мишени 200 поделена между первой структурой 210 и второй структурой 220. Первая структура 210 содержит плоскую базовую поверхность 212, которая является гладкой и поделена между первым участком 214, который является диффузно отражающим, и вторым участком 216, который является зеркально отражающим. В общем указанная плоская базовая поверхность 212 поделена по меньшей мере между одним участком, поверхность которого обладает отражающими свойствами, соответствующими первым параметрам отражения, и вторым участком, поверхность которого обладает отражающими свойствами, соответствующими вторым параметрам отражения, которые отличаются от первых параметров отражения. Согласно одному варианту осуществления, первый участок 214 покрыт диффузно отражающим слоем, например, слоем сульфата бария BaSO4, а второй участок 216 выполнен в виде зеркально отражающего слоя, например, слоя хрома. В изображенном варианте осуществления второй участок 216 состоит из множества локальных зон 217 круглой формы, образующих островки, которые расположены внутри первого участка 214, который является сплошным. В общем, второй участок 216 разделен на серии локальных зон 217, расположенных внутри первого участка 214. В соответствии с одной возможностью, локальные зоны 217 второго участка 216 сформированы из островков или сегментов, распределенных внутри первого участка 214. Указанные локальные зоны 217 могут быть другого вида, например, могут иметь вид сегментов или «островков» другой формы нежели круговой. Указанные локальные зоны 217 вместе образуют геометрическую фигуру - одну из следующего перечня: четырехугольник, параллелограмм, прямоугольник, квадрат, ромб, правильный многоугольник и окружность. Данная геометрическая фигура может быть фигурой с центральной симметрией. На фиг. 10 и 11 двадцать четыре круглые локальные зоны 217 расположены в виде квадрата. Назначение первой структуры 210 заключается в точном распознавании центра С3 с использованием стандартных видео средств. В случае фигуры типа «квадрат» две диагонали С1 и С2 указанного квадрата пересекаются в его центре. Следует отметить, что в измерительном рабочем положении, как представлено на фиг. 6-12, базовая поверхность 212 расположена параллельно направлениям X и Y, соответственно формируя вертикальное направление (ось) и поперечное горизонтальное направление (ось) в случае изображенного расположения.
Вторая структура 220 содержит поверхность 222, которая наклонена относительно базовой поверхности 212; при этом данная наклонная поверхность 222 является практически плоской, причем срединная плоскость данной наклонной поверхности образует с базовой поверхностью 212 острый угол α, лежащий в диапазоне 10° - 80° включительно, например, угол 20° - 30° включительно, а предпочтительно угол порядка 25° (см. фиг. 12).
Согласно одному варианту осуществления, данная наклонная поверхность 222 не является гладкой, а содержит элементы 224 рельефа, которые создают неровности поверхности, которые являются либо случайными, либо обладают заданной геометрией, например, вместе образуют решетку или сетку линий, таким образом составляют структурированную решетку (не показана) или структурированную сетку линий (см. фиг. 13). Также, согласно одному варианту осуществления, наклонная поверхность 222 второй структуры 220 является бороздчатой, в частности, наклонная поверхность 222 второй структуры 220 покрыта одним из следующих элементов: травленой сеткой, структурированной решеткой или сеткой зеркально отражающих линий 225.
Элементы 224 рельефа такого рода могут быть в виде выступов или в виде углублений, т.е. могут быть отнесены назад относительно срединной плоскости наклонной поверхности 222, в частности, в форме небольшой шероховатости или любой другой неоднородности поверхности. Такие элементы 224 рельефа могут присутствовать на всей площади наклонной поверхности 222. Элементы рельефа такого рода могут быть равномерно распределены по всей площади наклонной поверхности 222. Например, указанные элементы 224 рельефа могут образовывать конфигурацию, которая ограничивает решетчатый или сетчатый узор, или, в более общем случае, структурированную поверхность или шероховатую поверхность, которая дает хорошее рассеяние света, отраженного от наклонной поверхности 222. Площадь наклонной поверхности 222 второй структуры 220, к примеру, покрыта одним из следующих элементов: травленой сеткой или структурированной решеткой, у которой расстояние (шаг) между элементами лежит в интервале 5-100 мкм включительно, в частности в интервале 5-50 мкм включительно, в том числе 8-15 мкм включительно, например, имеет порядок 10 мкм.
Например, данная наклонная поверхность 222 выполнена из неполированного кремния или из керамики, или из неполированного металла или стекла, или из любого другого материала, на котором может быть сформирована структура, при этом элементы 224 рельефа могут быть получены посредством фотолитографии, путем станочной обработки со снятием стружки, путем непосредственного формирования рисунка (письма), или любым другим способом, который позволяет сформировать структуру. Указанные элементы 224 рельефа образуют, к примеру, углубления и/или выступы, которые соответственно отнесены назад от срединной плоскости и/или вынесены вперед за пределы срединной плоскости на несколько микрон или на несколько десятков микрон, в частности, на 0,5-50 мкм.
Согласно другому варианту осуществления, как показано на фиг. 14, площадь наклонной поверхности 222 является гладкой и содержит сетку линий хромового покрытия или иного материала, обеспечивающего зеркальное отражение указанным линиям хромового покрытия, которые образуют зеркальные элементы 225. Указанные зеркальные элементы 225 в форме линий расположены параллельно друг другу. В измерительном положении указанные зеркальные элементы 225 в форме линий или полосок расположены параллельно плоскости Y, Z, так что вдоль наклонной поверхности в направлении Z указанные линии следуют одна за другой (то же самое наблюдается, если двигаться в направлении X). Подложка, образующая небольшую пластину второй структуры 220, может быть выполнена из различных материалов, включая стекло или кремний, с диффузно отражающим слоем на наклонной поверхности 222, выполненным, например, из сульфата бария BaSO4, который чередуется с зеркальными элементами 225, или же, который покрывает всю наклонную поверхность, а зеркальные элементы 225 при этом расположены поверх данного диффузно отражающего слоя. Зеркальные элементы 225 такого рода могут быть равномерно распределены по всей площади наклонной поверхности 222. Согласно примеру варианта осуществления, указанные зеркальные элементы 225 в форме линий образуют сетку с шагом 25 мкм. При этом данные линии (в частности, из хромового покрытия) имеют ширину 12,5 мкм равную ширине промежутков между линиями или участков диффузного отражения, которые также имеют форму линий или полос шириной 12,5 мкм. В соответствии с другим вариантом осуществления, используется шаг 10 мкм или более, в общем шаг в диапазоне 5-50 мкм. Следует отметить, что зеркальные элементы 225, которые чередуются с остальной поверхностью, обеспечивающей диффузное отражение, могут иметь форму иную нежели сплошные линии или сегменты, образующие полосы; в частности, это могут быть прерывистые линии, фигуры типа полосок, кругов, треугольников или любых других геометрических форм.
Согласно варианту осуществления, который не представлен на чертежах, наклонная поверхность 222 второй структуры 220 несет на себе сосредоточенные и выступающие элементы 224 рельефа в форме небольших гребней или зубцов, которые распределены по взаимно параллельным рядам, при этом элементы 224 рельефа взаимно смещены от одного ряда к другому, образуя шахматный узор. Согласно другому варианту осуществления, который не представлен на чертежах, наклонная поверхность 222 второй структуры 220 несет на себе выступающие элементы 224 рельефа в форме сегментов, которые являются параллельными друг другу и равноудаленными и соответствуют двум сериям, пересекающимся под углом 90° друг к другу. Такой набор элементов 224 рельефа образует решетчатый рисунок. Следует отметить, что данная решетка может быть сформирована двумя сериями взаимно параллельных сегментов, которые пересекаются друг с другом под углом, отличающимся от 90°. На фиг. 10-13 наклонная поверхность 222 второй структуры 220 несет элементы 224 рельефа, которые утоплены в виде серии сегментов, которые параллельны друг другу и расположены друг от друга на равных расстояниях в направлении X: в данном случае указанные элементы 224 рельефа образуют канавки. Следовательно, направление X является ортогональным направлению сегментов, образующих элементы 224 рельефа.
Поэтому, в варианте осуществления, показанном на фиг. 14, наклонная поверхность 222 второй структуры 220 покрыта сеткой зеркальных линий 225, а именно, взаимно параллельных сплошных полос, поверхность которых обладает свойством зеркального отражения.
Таким образом, в некоторых из вышеупомянутых случаев, и, в частности, представленных на фиг. 13 и 14, наклонная поверхность 222 второй структуры 220 имеет бороздчатую фактуру.
В соответствии с вариантами осуществления, представленными для мишени 200, гильза, ограничивающая мишень 200, содержит на своей активной поверхности 202 первую структуру 210, которая занимает большую часть площади активной поверхности 202, а внутри первой структуры 210 - зону, занимаемую второй структурой 220. В этой ситуации первая структура 210 окружает вторую структуру 220. Точнее, локальные зоны 217 второго участка 216 первой структуры 210 образуют квадрат, который окружает вторую структуру 220. В соответствии с одним возможным условием, и в случае вариантов осуществления мишени 200, представленных на чертежах, первая структура 210 и вторая структура 220 расположены на активной поверхности 202 концентрично друг другу. Более того, как в представленных вариантах, первая структура 210 определяет границу окна 218 для корпуса 219, вмещающего в себе вторую структуру 220, которая, к примеру, размещена на небольшой пластине, включающей в себя наклонную поверхность 222. Когда пластина помещена в корпус 219 первой структуры 210, ее наклонная поверхность 222 повернута в направлении наружу из корпуса 219, в сторону окна 218. В данном конкретном случае вторая структура 220 расположена в корпусе 219 так, что наклонная поверхность 222 отнесена назад относительно базовой поверхности первой структуры 210: это означает, что наклонная поверхность 222, а, следовательно, и вторая структура 220 расположены сзади, позади плоскости, ограниченной базовой поверхностью 212 (относительно главного направления Z, см. фиг. 11) в корпусе 219, и отнесены назад, например, на 0,05-2 мм, или же на расстояние порядка 0,15 мм. Согласно другому возможному варианту, который не представлен на чертежах, вторую структуру 220 располагают впереди - спереди от плоскости, ограниченной базовой поверхностью 212. Согласно еще одному возможному варианту, который также не представлен на чертежах, вторую структуру 220 располагают с каждой стороны плоскости, ограниченной базовой поверхностью 212, а именно, часть наклонной поверхности 222 располагают позади, а другую часть наклонной поверхности 222 располагают спереди относительно базовой поверхности 212.
В целях защиты первой структуры 210 и второй структуры 220 от окружающей среды (пыли, масла, ударов и т.п.), как можно видеть на фиг. 12, мишень 200 содержит защитную пластину 230 из прозрачного материала, в частности, стекло, закрывающее первую структуру 210 и вторую структуру 220 со стороны активной поверхности 202. В соответствии с одним возможным вариантом осуществления, как показано на фиг. 12, мишень 200 содержит в виде пакета следующие элементы. Нижнюю стенку 231, поверх которой установлена пластина 232, в центре которой выполнен вырез, определяющий границы корпуса 219, граница которого со стороны активной поверхности 202 определена окном 218. Сверху пластина 232 прикрыта защитной пластиной 230, которая закрывает корпус 219. Все указанные элементы вместе окружены цилиндрической стенкой 234, которая удерживает всю мишень 200. Вторая структура 220 представляет собой, например, заключенную в корпус 219 кремниевую пластину с наклонной поверхностью 222 (которая несет на себе элементы 224 рельефа или зеркальные элементы 225), повернутую в направлении активной поверхности 202. Поверхность верхней пластины 232, обращенная в сторону активной поверхности 202, содержит отражающий слой 233 в виде двух зон, как это было рассмотрено выше в отношении первого участка 214 (поверхность диффузного отражения) и второго участка 216 (поверхность зеркального отражения), в частности в виде локальных элементов 217).
Кроме того, мишень 200 может быть оснащена средствами радиочастотной идентификации РЧИД (RFID, Radio Frequency Identification) (не показаны), чтобы обеспечить возможность сохранения и считывания уникального идентификатора, и данных, касающихся мишени 200, и возможно относящихся к держателю 310 инструмента (см. фиг. 1 и 5), на котором предположительно должна быть установлена мишень 200. Указанные данные могут содержать: например, справочную информацию о держателе 310 инструмента и другую информацию, связанную с использованием данного держателя инструмента (к примеру, серийный номер держателя, тип держателя, регулировку держателя относительно центра материала или относительно держателя 320 обрабатываемой детали, число раз использования держателя инструмента и т.п.). На фиг. 5, 9 и 16 мишень 200 (а, где применимо, то и микросхема RFID) установлена на части держателя 310 инструмента, образующей зажим.
Далее, согласно фиг. 8, будет рассмотрена оптическая система 100, связанная с только что описанной мишенью 200, которые вместе образуют оптическое измерительное устройство 10, которое позволяет проводить измерение взаимного положения двух объектов по трем пространственным координатам, и, таким образом измерение положения держателя 320 детали относительно держателя 310 инструмента, или положения обрабатываемой детали 322 относительно инструмента 312. В частности, ортогональное пространство рассматривается в декартовой системе координат (осей) X, Y и Z, которая указана на чертежах. Оптическая система 100 предназначена для одновременной регистрации, за одну и ту же последовательность экспозиций (съемок) как изображения первой структуры 210 мишени 200, так и изображения второй структуры 220 мишени 200. Согласно настоящему описанию, такой одновременный захват двух изображений осуществляется без фокусирования, что дает высокую скорость выполнения съемки. Другие свойства, связанные, в частности, с особенностью конструкции мишени 200, которая была рассмотрена выше, также позволяют добиться максимальной точности. Трехкоординатное оптическое измерительное устройство 10, соответствующее настоящему изобретению, за  секунды или быстрее способно выполнять воспроизводимое измерение взаимного положения объектов с погрешностью 1 мкм или менее.
секунды или быстрее способно выполнять воспроизводимое измерение взаимного положения объектов с погрешностью 1 мкм или менее.
Оптическая система 100 содержит первую съемочную систему 110 и вторую съемочную систему 120. Согласно одному варианту осуществления, указанная оптическая система 100 устроена так, что разность между фокусным расстоянием второй съемочной системы 120 и фокусным расстоянием первой съемочной системы 110 лежит в интервале между минимальным расстоянием и максимальным расстоянием, отделяющим базовую поверхность 212 от наклонной поверхности 222. Согласно другому варианту осуществления, глубина резко изображаемого пространства (DOF1) первой съемочной системы 110 гораздо больше, в частности, по меньшей мере в десять раз больше глубины резко изображаемого пространства (DOF2) второй съемочной системы 120. Например, превышение глубины резко изображаемого пространства DOF1 первой съемочной системы 110 над глубиной резко изображаемого пространства DOF2 второй съемочной системы 120 составляет 10-10000 раз, или 100-5000 раз. Среди разных возможных характеристик: DOF1 первой съемочной системы 110 больше или равна 0,8 мм, или находится в интервале 0,5-5 мм включительно, или в интервале 0,8-3 мм включительно, или же в интервале 1-2 мм включительно. Также среди разных возможных характеристик: DOF2 второй съемочной системы 120 меньше или равна 0,1 мм, или находится в интервале 5-50 мкм включительно, или в интервале 8-30 мкм включительно, или же в интервале 10-20 мкм включительно.
Согласно одному варианту осуществления изобретения, первая съемочная система 110 выполнена так, что ее задняя фокальная плоскость F1 может соответствовать базовой поверхности 212 первой структуры 210, а вторая съемочная система 120 выполнена так, что ее задняя фокальная плоскость F2 может пересекать наклонную поверхность 222 трехкоординатной мишени 200.
Когда объектом, наблюдаемым оптической системой 100, является мишень 200, первая съемочная система 110 сама по себе способна без какой-либо регулировки фокусироваться на базовой поверхности 212 первой структуры 210 в интервале расстояний между мишенью 200 и первой съемочной системой 110, которое может меняться в пределах нескольких миллиметров. Параллельно этому вторая съемочная система 120 сама по себе способна без какой-либо регулировки фокусироваться на участке наклонной поверхности 222 второй структуры 210, который находится на расстоянии от второй съемочной системы 120, соответствующем фокусному расстоянию второй съемочной системы 120. В соответствии с одним возможным вариантом, увеличение первой съемочной системы 110 меньше, чем увеличение второй съемочной системы 120.
Согласно одной возможной схеме, оптическая система 100 устроена так, что оптический тракт первой съемочной системы 110 и оптический тракт второй съемочной системы 120 имеют общий участок, расположенный на оптической оси О оптической системы 100, и включающий в себя заднюю фокальную плоскость F1 первой съемочной системы 110 и заднюю фокальную плоскость F2 второй съемочной системы 120. В этом случае оптическая система 100 предпочтительно построена так, что оптический тракт, который берет начало от объекта, проходит по меньшей мере через часть одной из съемочных систем (110, 120), прежде чем достичь другой из съемочных систем (120, 110).
Согласно одному возможному варианту осуществления, первая система 112 получения изображений первой съемочной системы 110 и вторая система 122 получения изображений второй съемочной системы 120 синхронизированы с целью одновременной регистрации первого изображения посредством первой съемочной системы 110, и второго изображения посредством второй съемочной системы 120. В данном случае понятно, что мишень и оптическая система 100 являются частью измерительного оптического устройства 10, которое выполнено с возможностью за один этап формирования изображения мишени 200 оптической системой 100 определить по трем координатам положение держателя 320 обрабатываемой детали относительно держателя 310 инструмента. В данном случае, за один этап формирования изображения концевого участка 313 инструмента, установленного в держателе 310 инструмента, посредством оптической системы 100, можно определить профиль концевого участка 313 инструмента 312, установленного в держателе 310 инструмента, и, в частности, пространственный (3D) профиль концевого участка 313 инструмента 312, установленного в держателе 310 инструмента.
Как уже было сказано выше, чтобы первая съемочная система 110 и вторая съемочная система 120 могли одновременно «видеть» мишень 200, у указанных систем имеется общий участок оптического тракта, который направлен вперед и берет начало от объекта, за которым ведет наблюдение оптическая система 100; в данном случае от мишени 200 (см. фиг. 6 и 8), после того, как мишень будет установлена на держателе 310 инструмента, а оптическая система 100 - на держателе 320 детали. С этой целью в измерительном рабочем положении первая съемочная система 110 обращена в сторону активной поверхности 202 мишени 200, и образует съемочную систему, центрированную с мишенью 200, при этом второй съемочной системе 120 соответствует оптический тракт 126, который встречается с оптическим трактом 116 первой съемочной системы 110 (которая центрирована с мишенью 200) и образует съемочную систему, которая смещена относительно мишени 200 относительно оптической оси О оптической системы 100, и относительно общего участка оптических трактов 116 и 126, который центрирован с мишенью. Другими словами, оптический тракт съемочной системы, центрированный с мишенью 200, ориентирован, по существу, под прямым углом к базовой поверхности 212.
В частности, как показано на фиг. 6 и 8, первая съемочная система 110 обращена в сторону активной поверхности 202 мишени 200, другими словами, ориентирована под прямым углом к активной поверхности 202 мишени 200. Это означает, что оптическая ось О и общий участок оптических трактов 116 и 126 центрирован с мишенью 200 и расположен перпендикулярно к активной поверхности 202 (а, следовательно, к базовой поверхности 212) мишени 200. При такой конфигурации, как можно видеть на фиг. 6 и 8, оптическая ось О и общий участок оптических трактов 116 и 126 параллельны главному направлению Z, и ортогональны к поперечным направлениям X и Y, и плоскости X, Y.
Согласно одному варианту осуществления, фокусное расстояние второй съемочной системы 120 больше фокусного расстояния первой съемочной системы 110. Например, разность фокусных расстояний второй съемочной системы 120 и первой съемочной системы 110 находится в интервале от 0.5 мм до 5 мм включительно.
Согласно одному варианту осуществления, увеличение первой съемочной системы 110 меньше или равно увеличению второй съемочной системы 120. Например, увеличение первой съемочной системы составляет 0,2-1 (включительно) увеличения второй съемочной системы 120. К примеру, увеличение первой съемочной системы 110 лежит в интервале 0,3-0,8 (включительно) или 0,4-0,6 (включительно) увеличения второй съемочной системы, а предпочтительно составляет приблизительно 0,5 увеличения второй съемочной системы 120.
В варианте осуществления, изображенном на фиг. 6 и 8, оптическая система 100 также содержит осветитель 140, упомянутый выше в отношении фиг. 1-4, который ориентирован в направлении держателя 310 инструмента, и может быть направлен в сторону трехкоординатной мишени 200, при этом осветитель 140 расположен так, чтобы обеспечить боковое освещение мишени 200. С этой целью данный осветитель 140 расположен со смещением от центра, и наклонен относительно оптического тракта 116+126 оптической системы 100. В частности, световые лучи от осветителя 140 образуют с базовой поверхностью 212 мишени угол, так что их зеркальное отражение от отражающих поверхностей мишени, и в частности, локальных зон 217, формирует отраженные световые лучи, которые не попадают в оптическую систему 100. Аналогично, когда наклонная поверхность 222 содержит зеркальные элементы 225, отражение световых лучей, приходящих от осветителя 140, от указанных зеркальных элементов 225 не попадает в оптическую систему 100.
Согласно одному варианту осуществления, первая используемая съемочная система 110 и вторая используемая съемочная система 120 являются телецентрическими. Телецентричность - это характеристика оптической системы, при которой все основные лучи (центральный луч каждого пучка, состоящего из лучей), которые проходят через систему, являются практически коллимированными и параллельными оптической оси. В случае телецентрической оптики понятие глубины резко изображаемого пространства заменяется понятием рабочего расстояния. Согласно другому варианту осуществления, одна из съемочных систем: первая система 110 или вторая система 120 не является телецентрической или обе системы не являются телецентрическими. В случае, когда обе системы являются телецентрическими, они также могут быть использованы для измерения геометрических характеристик обрабатывающего инструмента, расположенного на держателе 310 инструмента, о чем шла речь выше и будет идти дальше в настоящем тексте.
Согласно одному варианту осуществления изобретения, обрабатывающий модуль 300 содержит рассмотренную выше мишень 200, установленную на держателе 310 инструмента (см. фиг. 1). У мишени 200 имеется активная поверхность 202, которая образует отсчетную базу для позиционирования, которая может быть расположена на оптической оси О оптической системы 100, когда держатель инструмента находится в заданном угловом положении относительно оси X (после поворота, как показано стрелкой R на фиг. 1) и в заданном осевом положении вдоль оси X (см. фиг. 6, 7 и 8), за счет чего создается начальное положение держателя 310 инструмента относительно держателя 320 детали. В данном начальном положении мишень 200 расположена так, что задняя фокальная плоскость оптической системы 100 может совпадать с активной поверхностью 202 мишени. В частности (помимо других возможных вариантов) в указанном начальном положении мишень 200 расположена так, что задняя фокальная плоскость F1 первой съемочной системы 110 оптической системы 100 может совпадать активной поверхностью 202 мишени (см. фиг. 12), и так, что задняя фокальная плоскость F2 второй съемочной системы 120 может пересекать наклонную поверхность 222 мишени 200 (фокусное расстояние второй съемочной системы 120 позволяет расположить задний фокус F2 второй съемочной системы 120 на второй структуре 220 мишени 200).
Далее, согласно фиг. 1 и 6, будет рассмотрен способ трехкоординатного оптического измерения расстояний между мишенью 200 и оптической системой 100 в случае станочной системы, у которой обрабатывающий модуль 300 содержит оптическое устройство 10. Отсчетными направлениями X, Y и Z являются отсчетные направления станочной системы, в частности система координат станочной системы, которая дает вертикальное направление X (или первую поперечную ось), главное горизонтальное направление Z (или главную ось) и поперечное горизонтальное направление Y (или вторую поперечную ось). Мишень 200 помещена на держатель 310 инструмента (см. фиг. 5): держатель 310 инструмента проходит в главном горизонтальном направлении, которое соответствует оси X, с возможностью вращения вокруг оси X. С этой целью, часть держателя 310 инструмента, например, зажим (патрон), содержит углубления на своей периферической поверхности, обычно предназначенные для посадки приспособления, обеспечивающего захват/освобождение зажима, и в которые может быть помещена мишень 200, возможно связанная с микросхемой RFID, о чем говорилось ранее. Кроме того, оптическая система 100 установлена на держателе 320 детали (см. фиг. 1), который принимает в себя подлежащую обработке деталь 322. Держатель 320 детали проходит вдоль своего главного горизонтального направления, соответствующего оси Z, и имеет возможность вращения вокруг оси Z. Затем, перед этапом станочной обработки, держатель 320 детали и держатель 310 инструмента устанавливают в близкое друг к другу положение, так чтобы инструмент 312 и подлежащая обработке деталь находились в близости друг к другу, в позиции измерения взаимного расположения. Расположение мишени 200 на держателе 310 инструмента и расположение оптической системы 100 на держателе 320 детали позволяет в данной позиции измерения взаимного расположения расположить мишень 200, а точнее базовую поверхность 202, на продолжении оптической оси О оптической системы 100 (следует отметить, что указанная оптическая ось О параллельна направлению Z). Таким образом, базовая поверхность 202 мишени 200 обращена к входному зрачку 102 оптической системы 100.
Как представлено на фиг. 1, оптическое устройство 10 также содержит третью съемочную систему 130, расположенную на держателе 310 инструмента, и выполненную с возможностью регистрации ориентации активной поверхности 202 мишени 200 и/или углового положения вращающейся части держателя 310 инструмента, в частности, относительно оси X. Предварительный дополнительный этап позиционирования мишени 200 выполняют перед этапом одновременной съемки при помощи оптической системы 100, согласно которому:
- держатель 310 инструмента и держатель 320 детали располагают так, чтобы активная поверхность 202 трехкоординатной мишени 200 оказалась на оптической оси О оптической системы 100. В частности, третья съемочная система 130 может быть использована для регистрации углового положения мишени 200 относительно вращающейся части держателя 310 инструмента, а следовательно относительно оси X, что делает возможным производить изменение (если необходимо) углового положения вращающейся части держателя 310 инструмента (см. стрелку R на фиг. 1), и таким образом расположения мишени 200 так, чтобы активная поверхность 202 была обращена в сторону оптической системы 100. Позиция измерения взаимного расположения получается, когда мишень 200 ориентирована в направлении оптической системы 100, как было рассмотрено выше для случая фиг 6 и 8: в этом случае направление Z проходит между мишенью 200 и оптической системой 100.
Согласно одному варианту осуществления изобретения, оптическое устройство 10 дополнительно содержит третью съемочную систему 130, расположенную на держателе 310 инструмента, и выполненную с возможностью определения угловой ориентации держателя 310 инструмента относительно оси X. При наличии мишени 200 третья съемочная система 130 позволяет также (или позволяет только) определять ориентацию активной поверхности 202 мишени 200 относительно оси X держателя 310 инструмента.
При первом использовании оптического устройства 10 (а именно, оптической системы 100 и связанной с ней мишени 200), соответственно установленных на держателе 320 детали и на держателе 310 инструмента, должен быть выполнен предварительный дополнительный этап пространственной привязки положения мишени 200 относительно держателя 310 инструмента (который несет на себе мишень 200) по трем направлениям X, Y и Z. Следует отметить, что параметры оптической системы 100, а именно, первой съемочной системы 110 и второй съемочной системы 120 известны, включая их фокусные расстояния. На этой стадии можно отметить, что, когда рабочее пространство обрабатывающего модуля 300 ограниченно и поддерживается при постоянной температуре, его тепловая стабильность обуславливает стабильность размеров оптического устройства 10 и, следовательно, его параметров.
Стоит напомнить, что трехкоординатное измерение взаимного расположения мишени 200 и оптической системы 100 используется в случае станочной системы, чтобы конечном итоге знать в форме координат X, Y и Z пространственное взаимное расположение держателя 310 инструмента и держателя 320 детали.
В данном описании три направления X, Y и Z представляют собой, например, оси обрабатывающего модуля 300 станочной системы. Таким образом, направление Z может быть определено в качестве главной оси, а именно главного горизонтального направления, отделяющего первый объект (держатель 310 инструмента) от второго объекта (держателя 320 детали). Направление X может быть определено в качестве вертикального направления (или в более общем смысле - первой поперечной оси), а направление Y может быть определено в качестве поперечного горизонтального направления (или в более общем смысле - второй поперечной оси. Согласно одному варианту осуществления, держатель 310 инструмента вращается вокруг оси, параллельной направлению X.
На данном этапе пространственной привязки положения мишени 200 по трем координатам X, Y и Z (калибровки оптического устройства 10), например, при схеме, соответствующей фиг. 6 и 9, производят съемку посредством оптической системы 100, которая приводит, с одной стороны, к формированию первой системой 112 получения изображений, принадлежащей первой съемочной системе 110, первого резко сфокусированного изображения всей активной поверхности 202 мишени 200 со всей базовой поверхностью 212, а с другой стороны - к формированию второй системой 122 получения изображений, принадлежащей второй съемочной системе 120, второго изображения всей наклонной поверхности 222 мишени 200 с единственной резко изображаемой зоной в форме горизонтальной полосы. Указанное первое изображение содержит изображение локальных зон 217, которые в данном случае ограничивают собой квадрат (см. фиг. 10), так что обработка первого изображения дает диагонали С1 и С2 квадрата, и делает возможным определение центра С3 квадрата. Соответственно, поскольку положение оптической оси О на первом изображении известно, определение положения центра С3 квадрата дает возможность узнать в координатах X и координатах Y положение мишени 200 относительно оптической оси О, но также, с одной стороны, относительно ориентира 314 в направлении X на держателе 310 инструмента, и, с другой стороны, относительно ориентира 316 в направлении Y на держателе 310 инструмента. Фактически, как можно видеть на фиг. 6 и 9, в качестве привязки в направлении X используется поверхность держателя 310 инструмента, которая ортогональна оси X, например, образована заплечиком на корпусе держателя 310 инструмента, который на первом изображении смотрится в виде линии, и поверхность которого образует ориентир 314 в направлении X (см. фиг. 9). Кроме того, как можно видеть на фиг. 6 и 9, в качестве привязки в направлении Y используется габаритный размер держателя 310 инструмента вблизи мишени 200, который ортогонален оси X, и который в изображенном случае представляет собой ширину (параллельно направлению Y) держателя 310 инструмента вблизи мишени 200, например, диаметр, когда данная часть держателя 310 инструмента является цилиндрической с круговым сечением; данный размер (габарит) образует ориентир 316 в направлении Y.
Параллельно производится обработка второго изображения, пример которого виден на фиг. 15А. Путем анализа локального контраста данного второго изображения (см. фиг. 15В, на которой представлены кривые контраста в зависимости от положения в координатах X) определяется положение Х0 резко изображаемой зоны второго изображения в вертикальном направлении X. Данный анализ выполняется посредством алгоритма, который дает возможность определить наиболее резко изображаемые пиксели изображения. Поскольку наклон наклонной поверхности 222 известен, то может быть получена кривая соответствия между X и Z данной наклонной поверхности 222 конкретной для мишени 200. Благодаря данной кривой соответствия, знание положения Х0 (см. фиг. 15А и 15В) позволяет отсюда получить положение Z0 наклонной поверхности 222 на оптической оси О, а, следовательно, положение по координате Z мишени 200 относительно оптической системы 100. Кроме того, положение по координате Z оптической системы 100 относительно держателя 320 детали известно из данных измерительной линейки (не показана), которая расположена вдоль оси X на держателе 320 детали, который несет на себе оптическую систему 100. Аналогично, известно положение по координате Z мишени 200 относительно ориентира 314 держателя 310 инструмента.
Путем многократного выполнения данной операции, с каждым разом изменяя расстояние по координате Z держателя 320 детали относительно держателя 310 инструмента (например, путем перемещения держателя 310 инструмента назад и вперед) можно таким образом реконструировать трехмерное изображение наклонной поверхности 222 мишени 200, и получить отсчетную базу, формируя карту декартовых координат наклонной поверхности 222 мишени 200 относительно держателя 310 инструмента. В конечном счете это все касается активной поверхности 202 мишени 200 (базовой поверхности 212 и наклонной поверхности 222), которая в пространстве привязана в трех направлениях X, Y и Z относительно держателя 310 инструмента.
Затем, всякий раз, когда это необходимо при операциях использования обрабатывающего модуля 300, оснащенного мишенью 200 и оптической системой 100, может быть выполнено надлежащее измерение без разборки системы между моментами измерения, чтобы сохранить точность измерения пространственной привязки, которая была объяснена выше. С этой целью, к примеру, используют схему фиг. 6. Если необходимо, то выполняют поворот держателя 310 инструмента вокруг его оси вращения, которая параллельна оси X (см. стрелку R на фиг. 1), чтобы центрировать мишень 200 с оптической системой 100. Затем запускают съемку посредством оптической системы 100, что приводит, с одной стороны, к формированию посредством первой системы 112 получения изображений, принадлежащей первой съемочной системе 110, первого резко сфокусированного изображения всей активной поверхности 202 мишени 200 со всей базовой поверхностью 212, а, с другой стороны, к формированию посредством второй системы 122 получения изображений, принадлежащей второй съемочной системе 120, второго изображения всей наклонной поверхности 222 мишени 200 только с одной резко изображаемой зоной в форме горизонтальной полосы, соответствующей фокусному расстоянию второй съемочной системы 120. Анализ первого изображения дает возможность, как говорилось выше, определить центр С3 квадрата, образованного локальными элементами 217, и таким образом по X и по Y определить положение мишени 200 относительно оптической оси О, а также относительно держателя 310 инструмента. Анализ второго изображения, и, в частности, положения резко изображаемой зоны второго изображения (как на фиг. 6) в направлении X дает возможность определить это положение в координатах Z, а следовательно расстояние мишени 200 относительно оптической системы 100. Фактически, что касается второго изображения, поскольку положение по Z каждого пикселя изображения наклонной поверхности 222 относительно ориентиров 314 и 316 держателя 310 инструмента известно, есть возможность очень быстро измерять положение Z мишени 200 и, следовательно, держателя 310 инструмента.
Из вышеизложенного следует понимать, что указанным способом, исключительно путем анализа двух изображений, сформированных оптической системой 100, без потери времени на настройку или фокусировку оптической системы 100 можно очень быстро измерять положение мишени 200 относительно оптической системы 100 в координатах X, Y и Z, и таким образом положения держателя 310 инструмента относительно держателя 320 детали. Это возможно благодаря тому, что известно положение оптической системы 100 относительно держателя 320 детали в координатах X, Y и Z. Такая привязка центра материала (держателя 320 детали) относительно держателя 310 инструмента может быть реализована, например, путем установки на держатель 310 инструмента чувствительного органа (щупа), который на первом этапе привязки по координате X входит в контакт с концом щупа на оптической системе 100 с одной стороны, и с держателем 320 детали с другой стороны, что дает расстояние в направлении X между оптической системой 100 и держателем 320 детали. Путем осуществления данных этапов контакта щупов снова после расположения оси держателя 310 инструмента параллельно оси Z держателя детали можно получить расстояние в направлении Z между оптической системой 100 и держателем 310 инструмента. В случае термических изменений, например, теплового расширения различных узлов в станочной системе, указанная процедура измерений позволяет исключить эффект теплового расширения.
Данная процедура может быть использована для определения положения или профиля концевого участка 313 инструмента 312, установленного в держатель 310 инструмента, посредством оптической системы 100, как будет рассмотрено ниже. Процесс осуществляется в соответствии с вышеприведенным описанием, касающимся пространственной привязки положения мишени 200 по трем координатам X, Y и Z относительно оптической системы 100 с тем отличием, что вместо мишени 200 на оптической оси О оптической системы располагают концевой участок 313 инструмента 312 (см. фиг. 4 и 16). В этом случае понятно, что при включении измерительного устройства 304 вместе используются съемочная система 110 и съемочная система 120 (в частности используются одновременно), и, следовательно, первая система 112 получения изображений и вторая система 122 получения изображений формируют одно (или более) изображение(-ий) концевого участка 313 инструмента 312. Фактически, в положении осуществления измерений концевой участок 313 расположен так, что задняя фокальная плоскость F1 первой съемочной системы 110 оптической системы 100 может совпадать с частью поверхности концевого участка 313, и так, что задняя фокальная плоскость F2 второй съемочной системы 120 может пересекать часть поверхности концевого участка 313. Следовательно, фокусное расстояние второй съемочной системы 120 позволяет задний фокус F2 второй съемочной системы 120 поместить на часть поверхности концевого участка 313.
Понятно, что изображение, зарегистрированное второй съемочной системой 120, позволяет посредством зоны резкой фокусировки получить точную информацию о расстоянии по оси Z положения концевого участка 313 инструмента 312 относительно оптической системы 100 (и, следовательно, держателя 320 детали), а изображение, зарегистрированное первой съемочной системой 110, представляет собой изображение всей видимой поверхности концевого участка 313 инструмента 312, при этом все изображение или большая часть изображения является резко сфокусированной. Данное изображение концевого участка 313, зарегистрированное первой съемочной системой 110, позволяет построить карту концевого участка 313 инструмента 312, содержащую изображение линии края концевого участка 313 инструмента 312, которая видна в проекции вдоль оси Z, и образует профиль или часть профиля концевого участка 313.
Поэтому, в соответствии с третьей возможностью, касающейся способа определения профиля инструмента 312, как было описано выше, во время включения измерительного устройства 304 используется первая съемочная система 110 и, следовательно, первая система 112 получения изображений, которая формирует одно (или более) изображение(-ий) концевого участка 313 инструмента 312. Анализ указанного изображения позволяет определить край инструмента, как его «видит» первая съемочная система. Это край, т.е. контур концевого участка 313 инструмента 312, видимый в проекции на плоскость (X, Y) ортогональную направлению Z, которая сама параллельна оптической оси О оптической системы. Таким образом, форма (в данном случае линия) края инструмента 312 так, как она определена из изображения, зарегистрированного первой съемочной системой 110, дает информацию о геометрии концевого участка 313 инструмента 312, установленного в держателе 310 в момент регистрации изображения. Данное изображение также позволяет рассмотреть режущую кромку или кромки (в проекции), как их «видит» первая съемочная система 110. Такое рассмотрение осуществляется в отношении как положения, в частности, относительно края, так и геометрии (формы изображения линии, соответствующей режущей кромке).
Понятно, что указанные операции формирования изображения концевого участка 313 инструмента 312 могут быть повторены несколько раз после поворота держателя 310 инструмента вокруг оси X, в частности, поворота на несколько градусов или 10° - 20°, чтобы зарегистрировать оптической системой 100 разные изображения концевого участка 313, видимые под разными углами. Все указанные изображения дают возможность трехмерной (3D) реконструкции формы (профиля) концевого участка 313 инструмента 312.
Согласно одному варианту осуществления изобретения, также предложен способ определения износа обрабатывающего инструмента 312 в станочной системе, при котором используется вышеописанный способ определения профиля инструмента (в соответствии с одним или другим вариантами осуществления, рассмотренными выше), который дает информацию (содержащую по меньшей мере одно изображение), представляющую профиль концевого участка 313 инструмента в первом состоянии, и который далее содержит следующие этапы, на которых:
vi) выполняют операции механообработки, используя инструмент 312, за счет чего получают инструмент 312, у которого концевой участок 313 имеет видоизмененный профиль (второе состояние или новый профиль),
vii) устанавливают держатель 310 инструмента относительно держателя 320 детали в указанное измерительное положение (например, согласно схеме фиг. 4),
viii) включают измерительное устройство 304,
ix) посредством оптической системы 100 определяют измененный профиль концевого участка 313 инструмента 312, установленного в держатель 310 инструмента (например, чтобы проверить положение и/или ориентацию режущего профиля, или, например, чтобы проверить свойства режущего инструмента, и, следовательно, что состояние режущего инструмента отвечает требованиям для дальнейшей механообработки), и
x) определяют степень износа инструмента по исходному профилю и измененному профилю концевого участка 313.
В данном случае сравнение информации, связанной с изображением (или изображениями) концевого участка 313 инструмента в первом состоянии и втором состоянии дает возможность определить, проследить или квалифицировать износ инструмента, включая степень износа, тип износа, скорость износа, и т.п. Данная процедура позволяет, например, построить кривую износа, когда изображения регистрируются параллельно с использованием инструмента, в частности, для первого инструмента из ряда идентичных инструментов. Для каждого нового инструмента из такого ряда идентичных инструментов кривая износа может быть заново построена по информации, связанной с зарегистрированными изображениями, или уже установленная кривая износа может быть адаптирована, чтобы сформировать таблицу износа для инструмента данного типа. Таким образом, при использовании n-ого инструмента из ряда идентичных инструментов регистрацию изображений можно производить менее часто, и в любом случае путем сравнения с ранее полученными кривыми износа или таблицей износа, чтобы увидеть тенденцию и предсказать будущий износ данного инструмента, что дает возможность с одной стороны соответственно видоизменять настройки станочной системы для новых деталей, изготовляемых тем же инструментом, или для новых проходов механообработки, которые еще только должны быть выполнены для данной детали, и с другой стороны, чтобы планировать/принимать решение заменять инструмент для следующей детали или нет.
Данный способ также служит для квалификации состояния инструмента (хорошее, плохое) путем проверки и подтверждения (или неподтверждения), что после операций механообработки, инструмент с измененным профилем имеет новую геометрию, которая все еще соответствует требованиям спецификаций.
Более того, использование данного способа для обнаружения износа инструмента 312 также, в частности, позволяет определять угловую ориентацию инструмента 312 с его измененным профилем относительно оси X держателя инструмента и, следовательно, относительно держателя 320 детали в измерительном положении, а также позволяет подтверждать, что инструмент 312 с измененным профилем в измерительном положении находится в требуемой ориентации относительно держателя 310 инструмента. Использование данного способа обнаружения износа инструмента 312 также дает возможность устанавливать профиль, и проверять, что инструмент 312, установленный в держатель, соответствует ожидаемому инструменту (обнаруженный профиль соответствует ожидаемому и заданному профилю), и, следовательно, позволяет не допускать установку в держатель 310 инструмента в ненадлежащем состоянии.
Согласно одному варианту осуществления изобретения, предложена станочная система, оснащенная, как было описано, обрабатывающем модулем, причем станочная система, в частности, также содержат устройство 306 (см. фиг. 1) для отслеживания износа инструмента, которое может вычислять отклонение профиля инструмента на основе информации, поступающей от устройства 304, для определения профиля инструмента 312. В частности, в данной станочной системе указанное устройство 306 для отслеживания износа инструмента, если отклонение профиля концевого участка 313 инструмента 312 превышает заданное отклонение, позволяет измененный профиль (новый профиль) концевого участка 313 инструмента 312, установленного в держатель 310 инструмента, который был определен измерительным устройством 304, использовать для пересчета параметров механообработки. Параметры механообработки содержат, в частности, информацию для перемещения держателя 310 инструмента, которая передается в управляющее устройство 302 держателя инструмента. В частности, если отклонение профиля превышает порог отклонения, тогда информация, связанная с новым профилем инструмента, используется для пересчета параметров механообработки, содержащих измененную информацию для перемещения держателя 310 инструмента, которая передается в указанное управляющее устройство 302 держателя инструмента. Управляющее устройство 302 держателя инструмента принимает указанную измененную информацию, что позволяет адаптировать операции механообработки в зависимости от результатов измерения профиля инструмента измерительным устройством 304.
Предыдущие описания и пояснения были даны для варианта осуществления обрабатывающего модуля 300 с держателем 310 инструмента, проходящим вдоль оси X, которая является горизонтальной, с осью Y обрабатывающего модуля 300, которая является вертикальной, с обрабатывающим инструментом 312, вращающимся вокруг оси параллельной оси X, и держателем 310 инструмента, который может перемещаться вдоль оси X. В соответствии с другим вариантом осуществления изобретения, представленным на фиг. 17, используется обрабатывающий модуль 300 с держателем 310 инструмента, проходящим вдоль оси X, которая является вертикальной, с осью Y обрабатывающего модуля 300, которая является горизонтальной, также с обрабатывающим инструментом 312, вращающимся вокруг оси параллельной оси X, и держателем 310 инструмента, который может перемещаться вдоль оси X. Согласно другому варианту осуществления изобретения, представленному на фиг. 18 и 19, используется обрабатывающий модуль 300 с держателем 310' инструмента, который несет на себе ряд инструментов 312, 312', 312ʺ, 312ʺ' параллельных друг другу и выставленных в (вертикальном) направлении Y. Каждый инструмент 312, 312', 312ʺ, 312ʺ' из указанного ряда инструментов ориентирован вдоль оси X, которая является горизонтальной, каждый инструмент 312, 312', 312ʺ, 312ʺ' имеет возможность вращения (по стрелке А) вокруг оси параллельной оси X посредством вращающего узла (например, шпинделя), который принадлежит держателю 310' инструмента, который несет на себе один из инструментов 312, 312', 312ʺ, 312ʺ'; при этом держатель 310' инструмента выполнен с возможностью поступательного перемещения вдоль оси X и вдоль оси Y, и предпочтительно также с возможностью вращения вокруг вертикальной оси Y (по стрелке В). Данный вариант осуществления позволяет осуществлять непрерывную механообработку, переключаясь с одного из инструментов 312, 312', 312ʺ, 312ʺ' на другой. В данном случае держатель 310' инструмента также оснащен (по меньшей мере одной) мишенью 200, возможно связанной с микросхемой RFID, как было описано выше. В данном случае, представленном на фиг. 18, две мишени 200 расположена на задней стороне держателя 310' инструмента, который не вращается вокруг оси параллельной оси X. Хотя это и не показано, мишень 200 можно было бы предусмотреть для каждого инструмента 312, 312', 312ʺ, 312ʺ' на уровне вращающего узла (например, шпинделя) держателя 310' инструмента, который несет на себе один из инструментов 312, 312', 312ʺ, 312ʺ'.
Перечень позиционных обозначений, использованных на чертежах
X Вертикальное направление (первая поперечная ось)
Y Боковое горизонтальное направление (вторая поперечная ось)
Z Главное горизонтальное направление, отделяющее первый объект от второго объекта (главная ось)
С1 Диагональ
С2 Диагональ
С3 Центр
α Угол наклонной поверхности
R Стрелка, показывающая вращение держателя инструмента и мишени
10 Оптическое устройство
100 Оптическая система
О Оптическая ось
102 Входной зрачок оптической системы
104 Кольцевой передний осветитель
106 Задний осветитель
110 Первая съемочная система
DOF1 Глубина резко изображаемого пространства первой съемочной системы
F1 Задняя фокальная плоскость первой съемочной системы
112 Первая система получения изображений
116 Оптический тракт первой съемочной системы
120 Вторая съемочная система
F2 Задняя фокальная плоскость второй съемочной системы
DOF2 Глубина резко изображаемого пространства второй съемочной системы
122 Вторая система получения изображений
126 Оптический тракт второй съемочной системы
128 Оптический модуль с катоптрической оптической системой
129 Зеркало
130 Третья съемочная система
140 Осветитель (боковой подсветки)
200 Трехкоординатная мишень
202 Активная поверхность
210 Первая структура
212 Базовая поверхность
214 Первый участок (с поверхностью диффузного отражения)
216 Второй участок (с поверхностью зеркального отражения)
217 Локальные зоны
218 Окно
219 Корпус
220 Вторая структура
222 Наклонная поверхность
224 Элементы рельефа
225 Зеркальные элементы
230 Прозрачная защитная пластина
231 Нижняя стенка
232 Верхняя пластина
233 Отражающий слой
234 Цилиндрическая стенка
300 Обрабатывающий модуль
302 Управляющее устройство держателя инструмента
304 Устройство для определения профиля инструмента
306 Устройство для слежения за износом инструмента
308 Управляющее устройство держателя детали
310 Держатель инструмента
310' Многошпиндельный держатель инструмента
312 Инструмент
312' Инструмент
312ʺ Инструмент
312ʺ' Инструмент
313 Концевой участок инструмента
313А Зона износа
314 Ориентир X на держателе инструмента
316 Ориентир Y на держателе инструмента
320 Держатель детали или шпиндель для материала
322 Обрабатываемая деталь (материал)
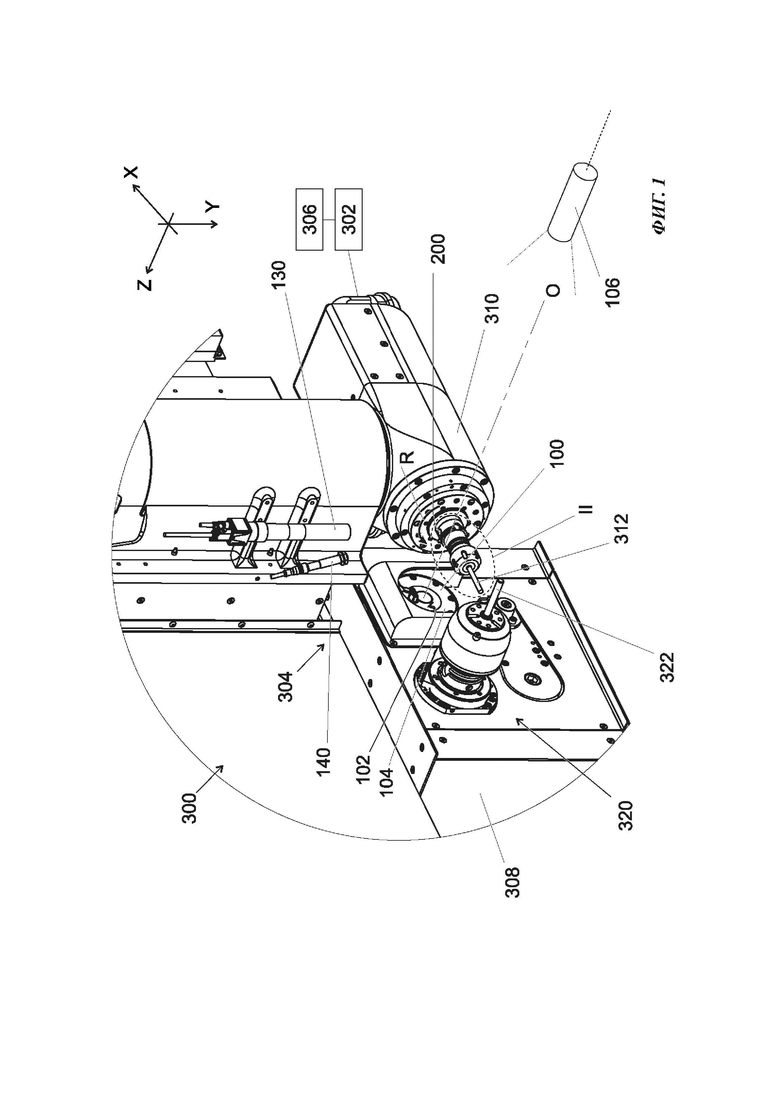
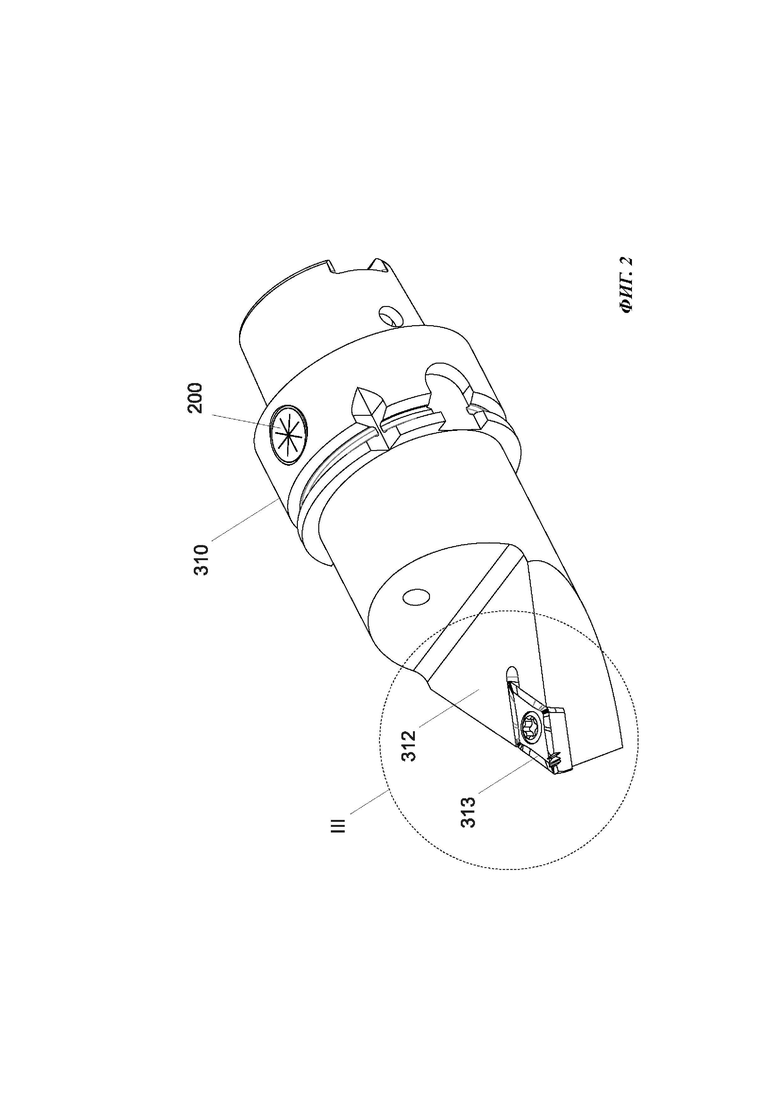
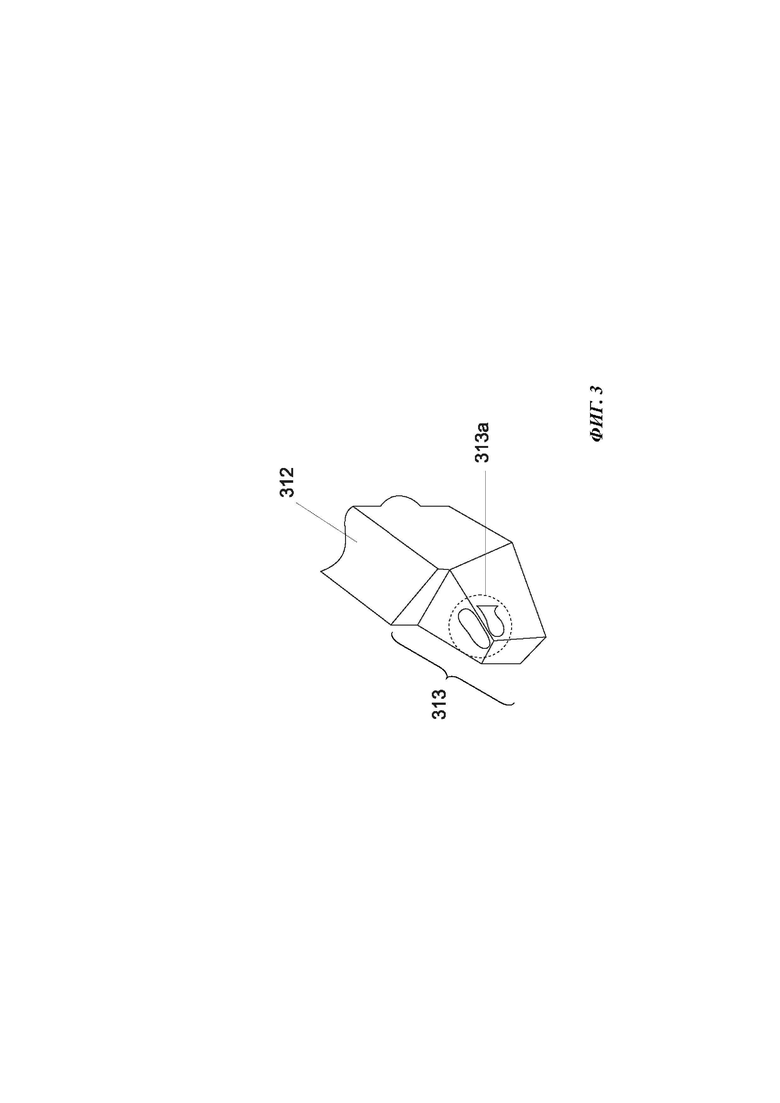
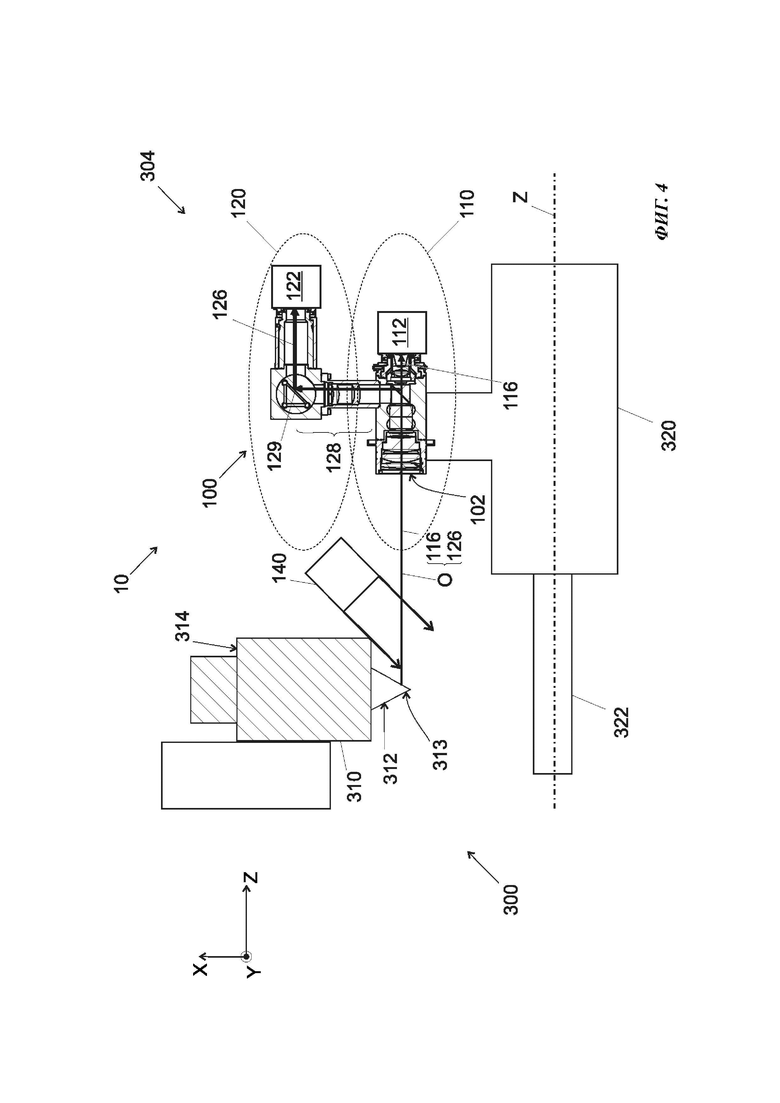
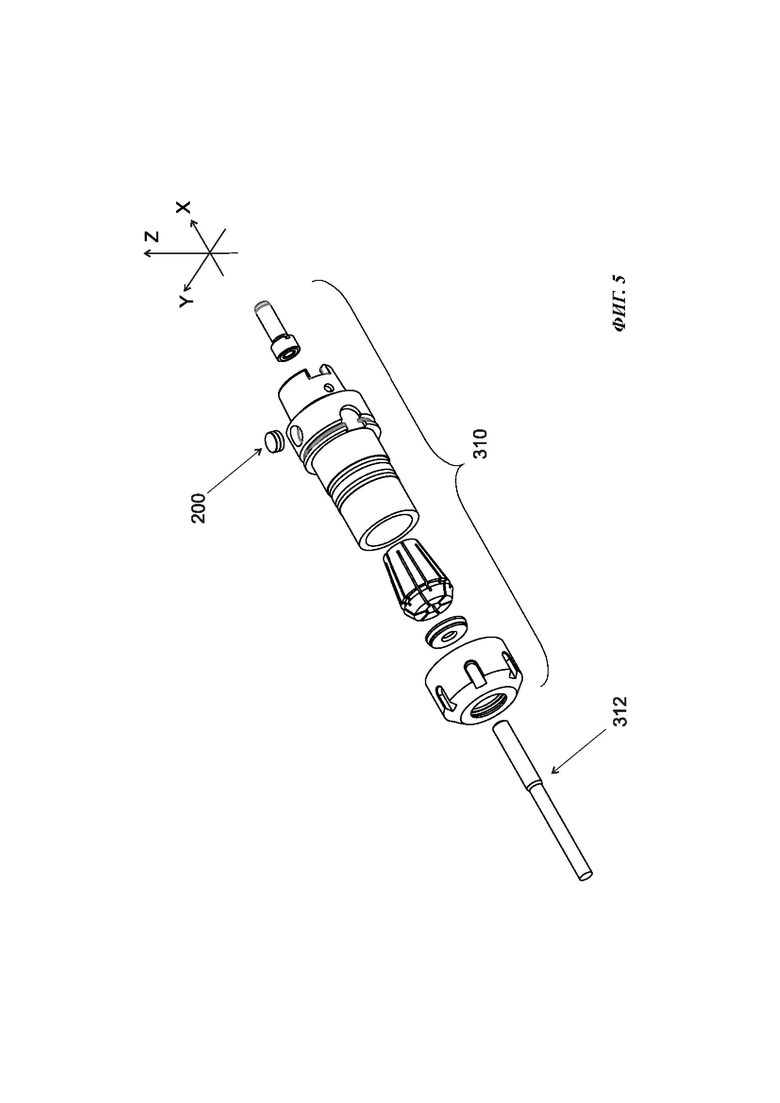
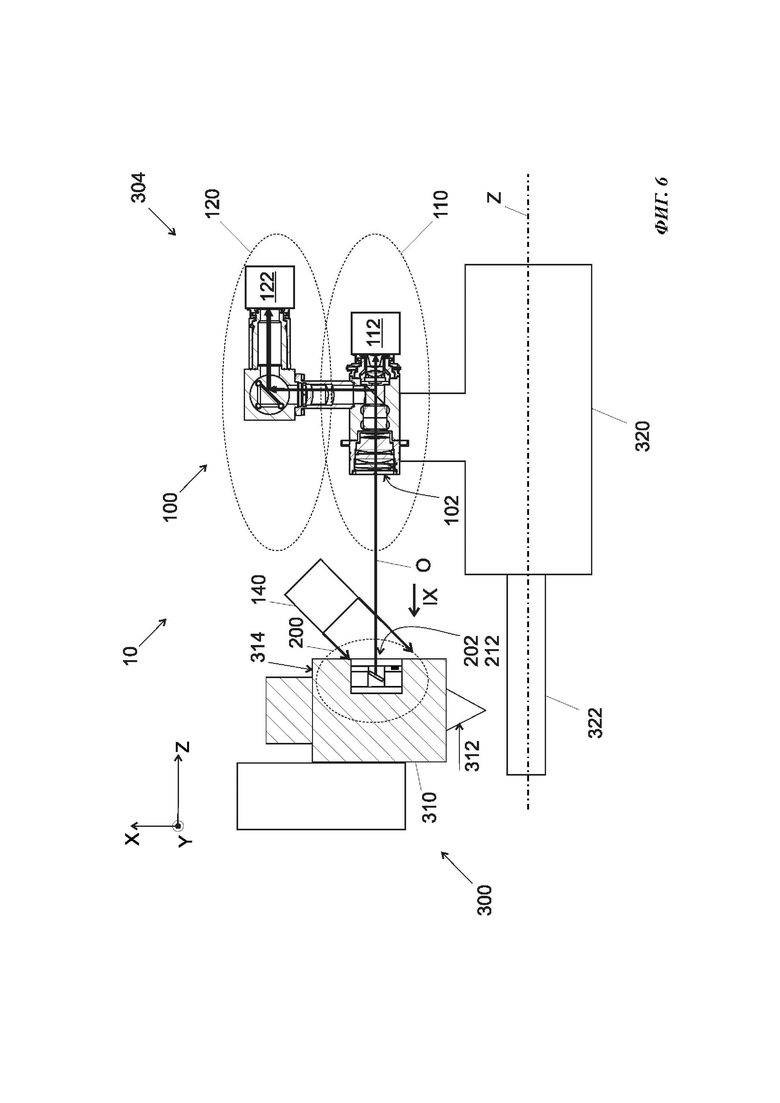
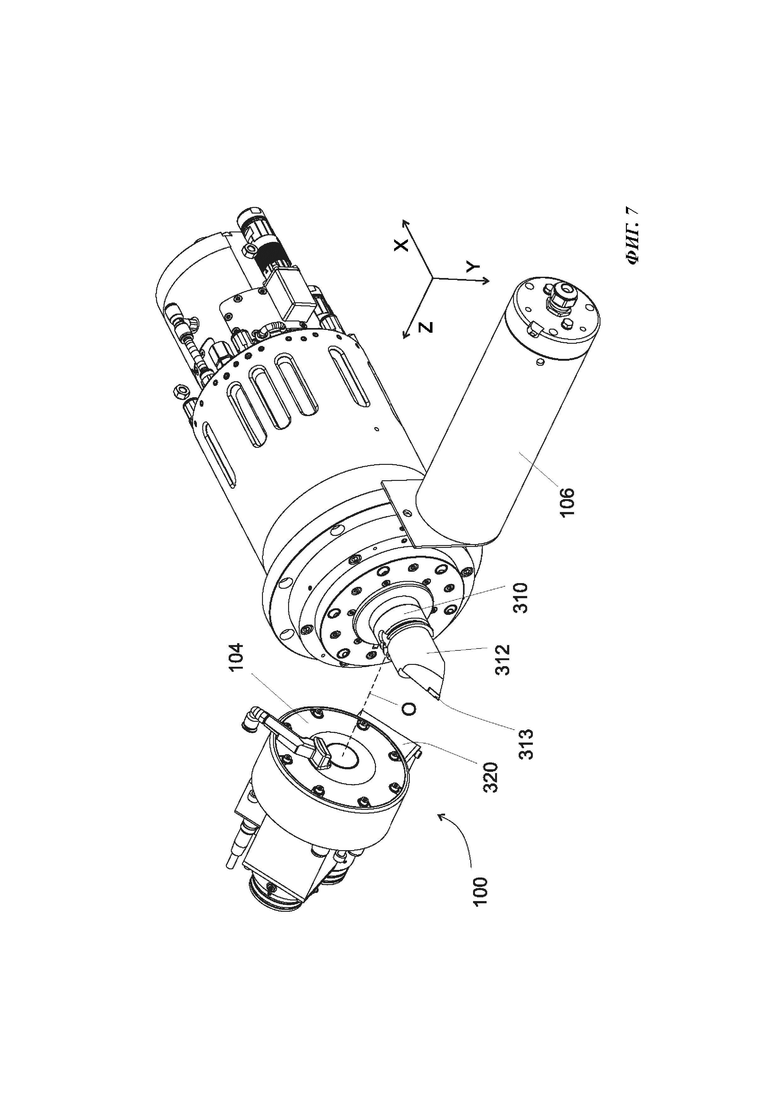
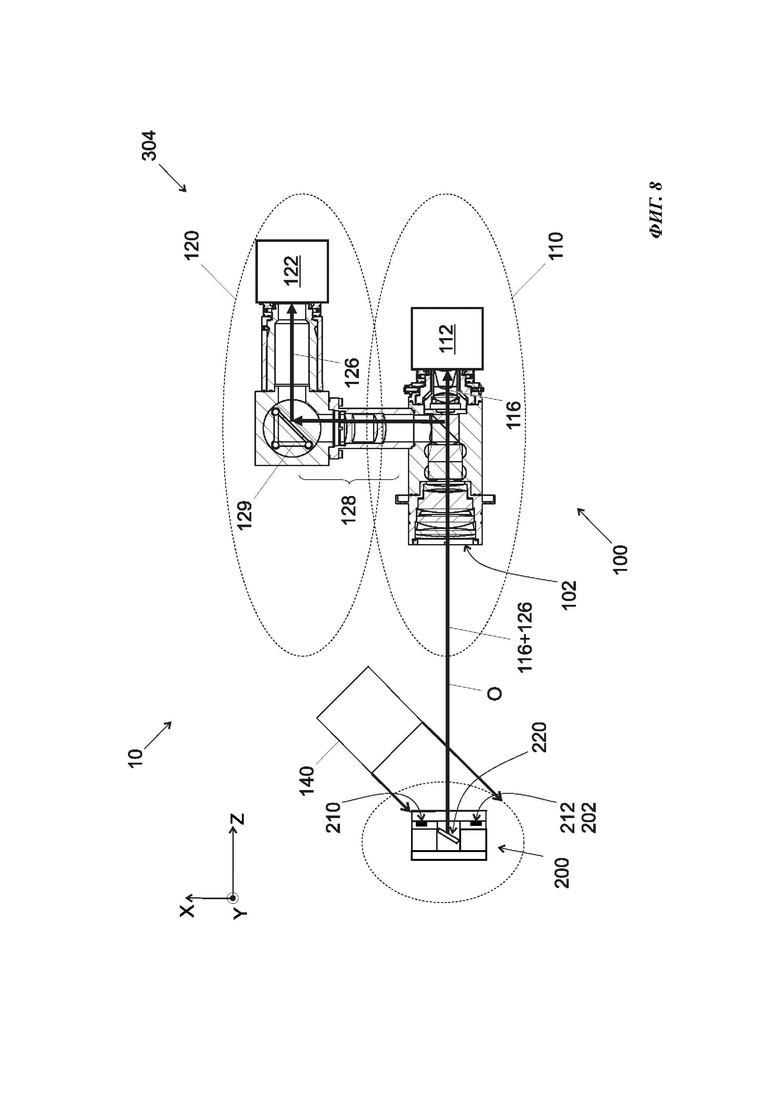
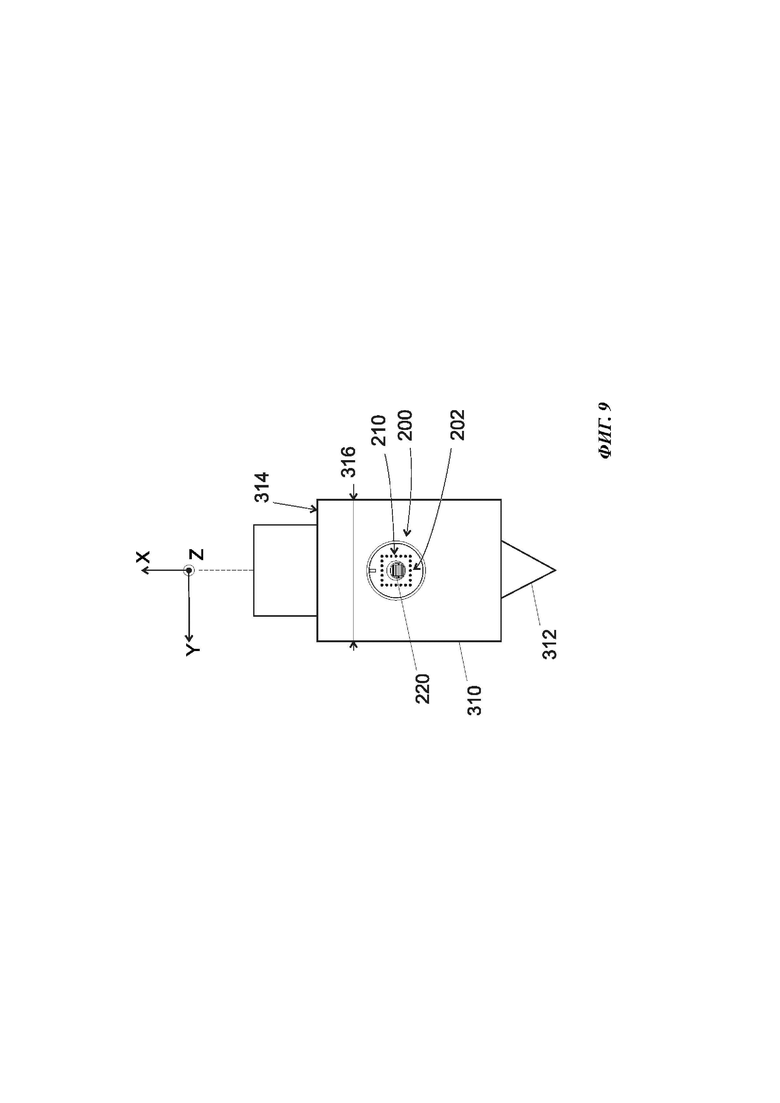
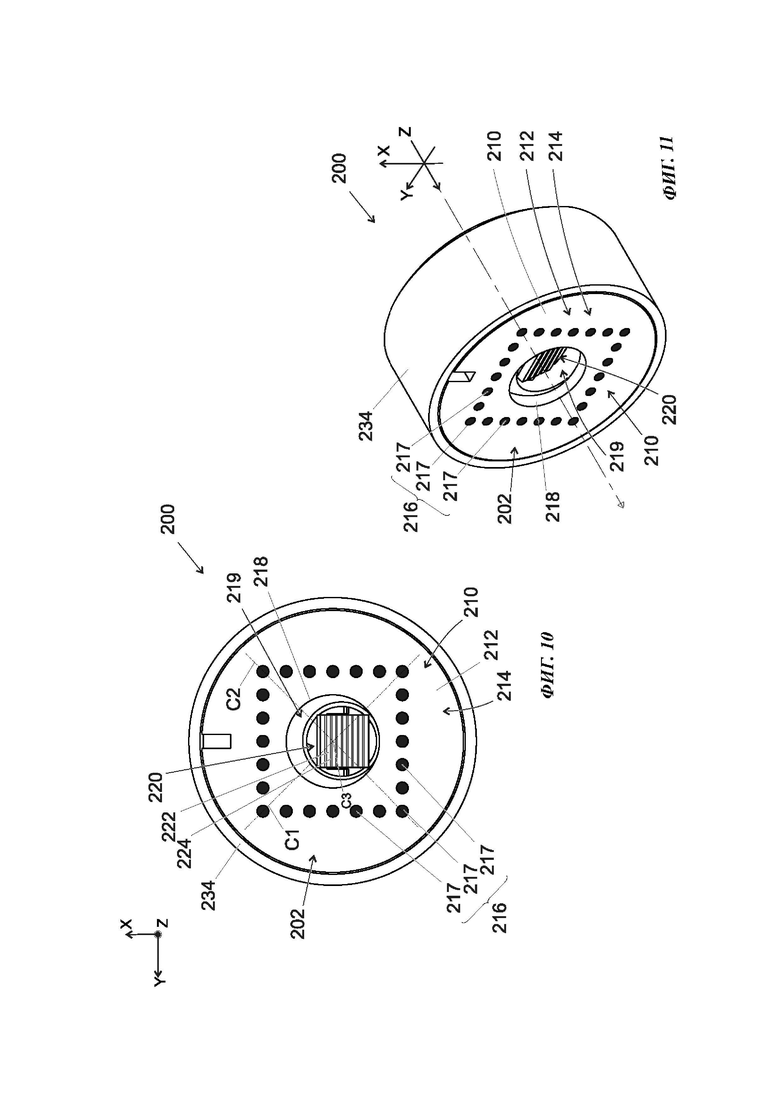
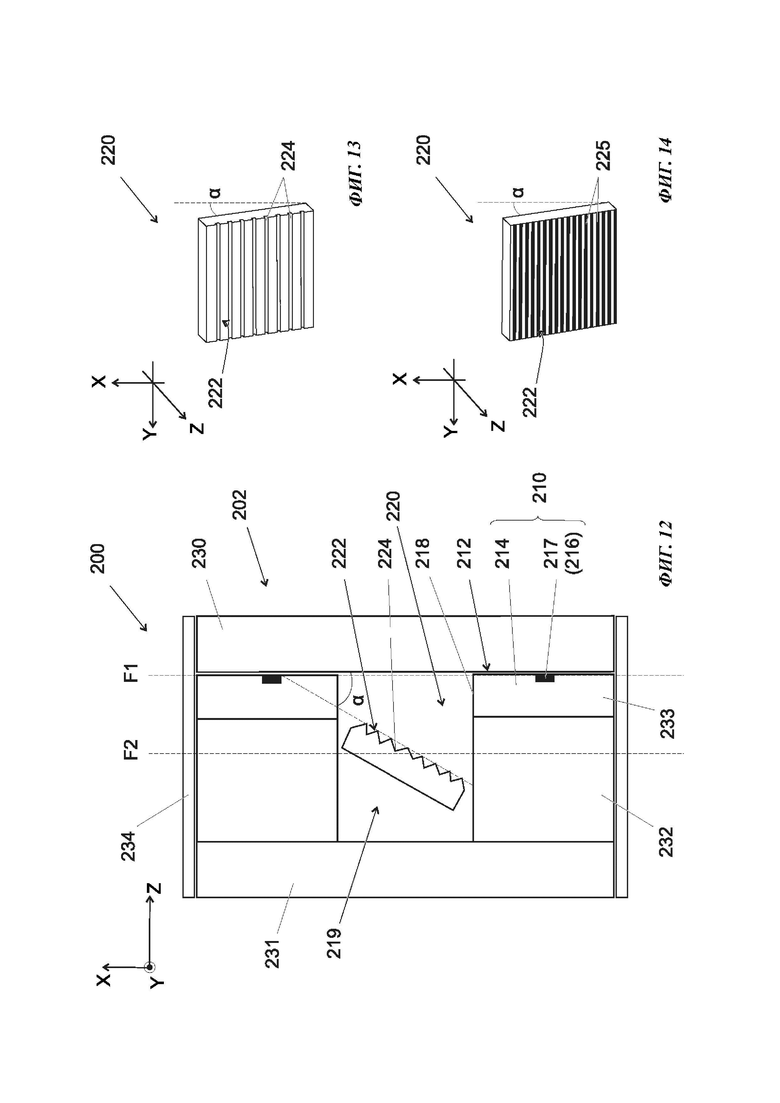
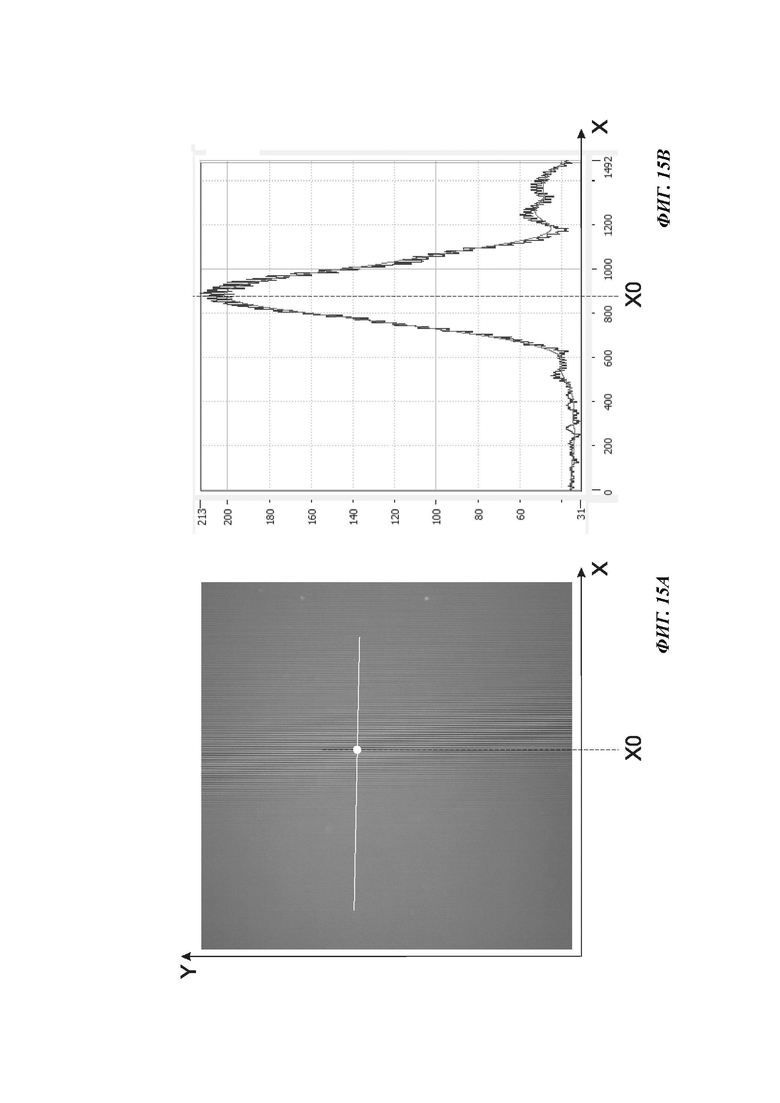
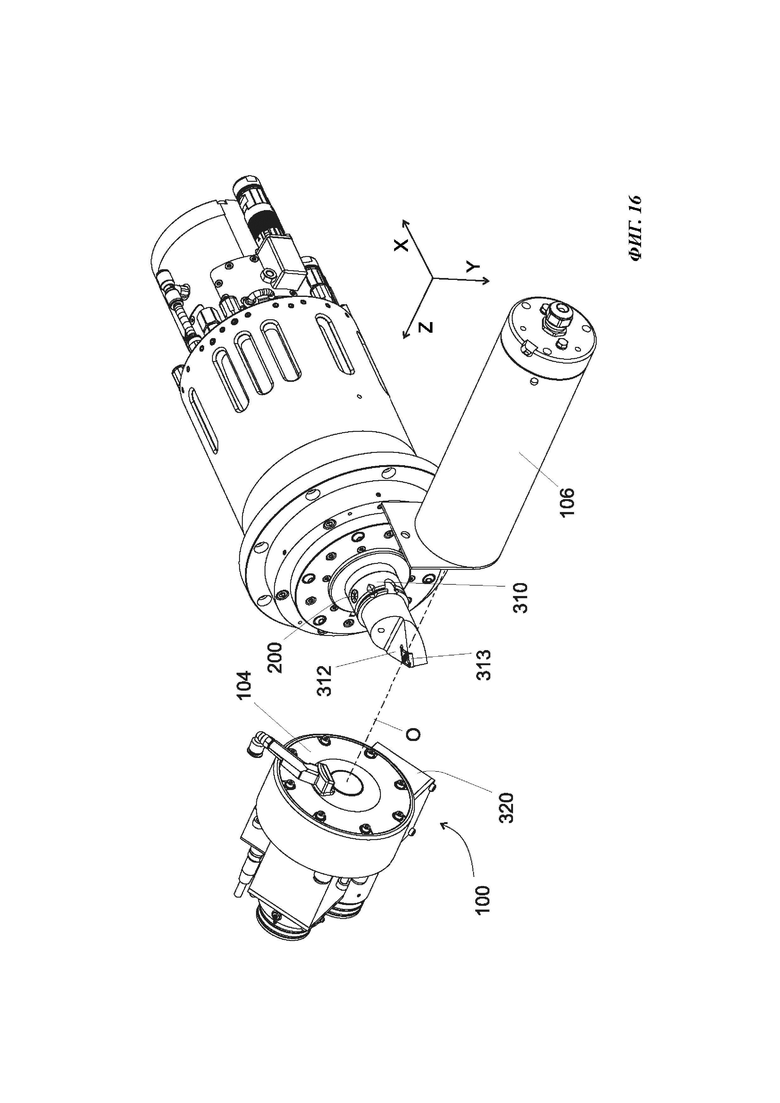
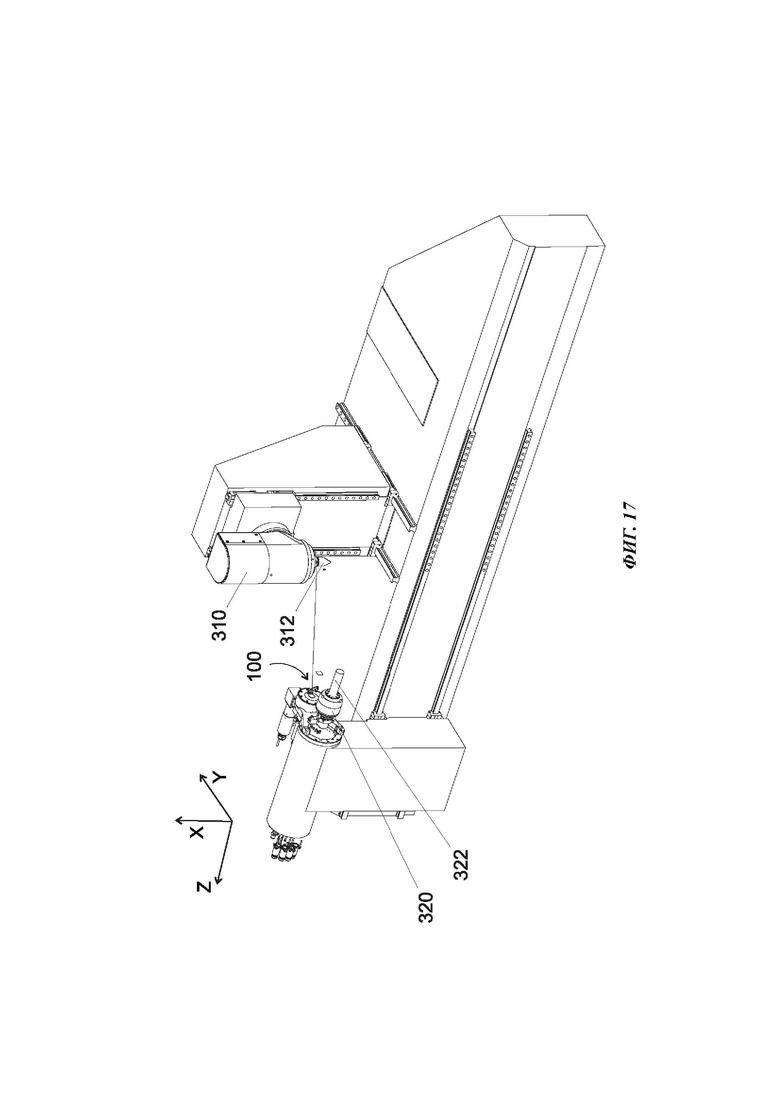
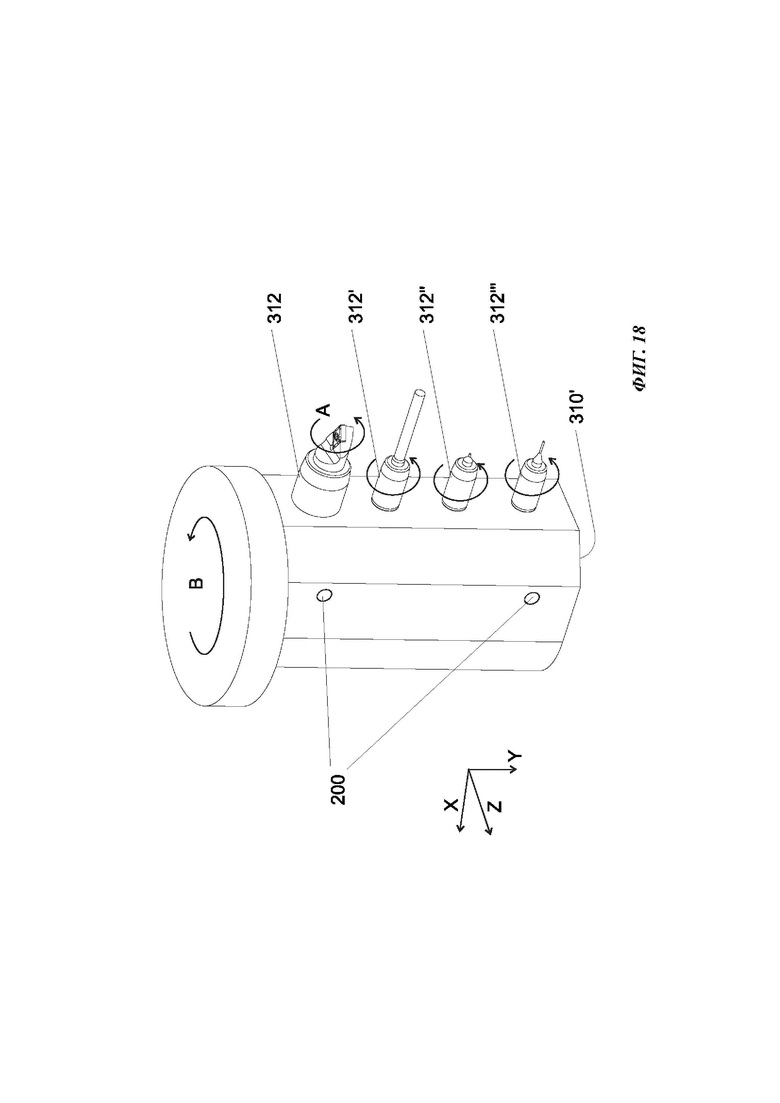
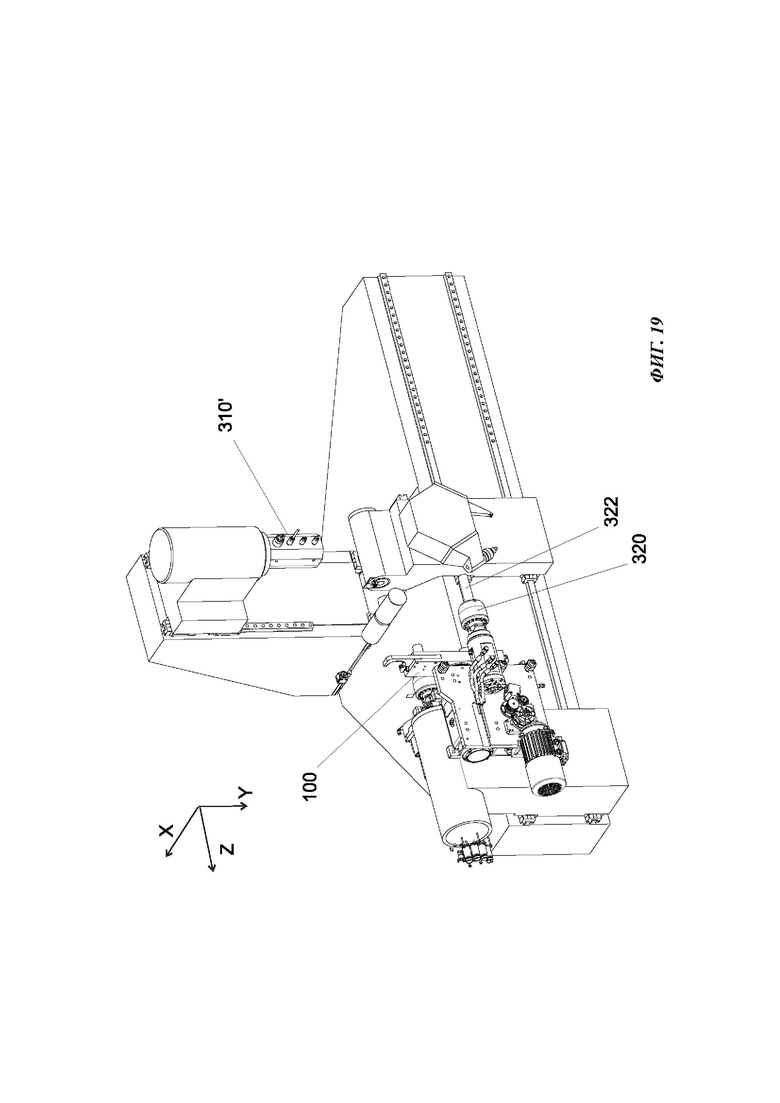
Обрабатывающий модуль станочной системы для механообработки содержит держатель детали, предназначенный для размещения детали, подлежащей механообработке, управляющее устройство держателя детали, выполненное с возможностью управления и изменения положения держателя детали в обрабатывающем модуле, держатель инструмента, предназначенный для размещения инструмента, содержащего концевой участок, используемый для механообработки детали, управляющее устройство держателя инструмента, выполненное с возможностью управления и изменения положения держателя инструмента в обрабатывающем модуле, измерительное устройство для определения профиля инструмента, установленного в держатель инструмента, содержащее оптическую систему для определения профиля концевого участка инструмента, установленного в держатель, при этом оптическая система установлена на держателе детали. Ускоряется и повышается точность определения профиля концевого участка инструмента. 5 н. и 14 з.п. ф-лы, 20 ил.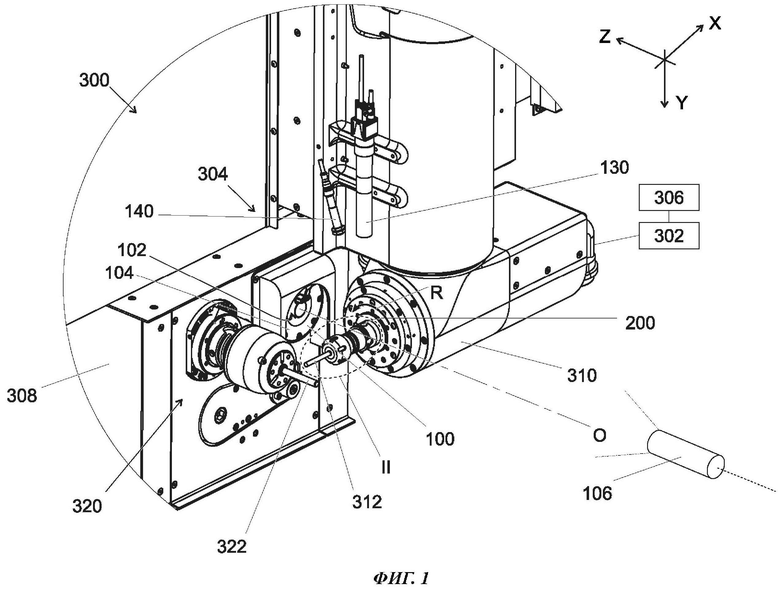
1. Обрабатывающий модуль станочной системы для механообработки, содержащий:
- держатель детали, предназначенный для размещения детали, подлежащей механообработке,
- управляющее устройство держателя детали, выполненное с возможностью управления и изменения положения держателя детали в обрабатывающем модуле,
- держатель инструмента, предназначенный для размещения инструмента, содержащего концевой участок, используемый для механообработки детали, установленной в держатель детали,
- управляющее устройство держателя инструмента, выполненное с возможностью управления и изменения положения держателя инструмента в обрабатывающем модуле,
- измерительное устройство для определения профиля инструмента, установленного в держатель инструмента, содержащее оптическую систему для определения профиля концевого участка инструмента, установленного в держатель инструмента, при этом оптическая система установлена на держателе детали.
2. Обрабатывающий модуль по п. 1, отличающийся тем, что оптическая система выполнена с возможностью определения указанного профиля, когда держатель инструмента находится в измерительном рабочем положении.
3. Обрабатывающий модуль по п. 2, отличающийся тем, что оптическая система содержит первую съемочную систему, выполненную так, что ее задняя фокальная плоскость в измерительном рабочем положении может пересекать концевой участок инструмента.
4. Обрабатывающий модуль по п. 1, отличающийся тем, что оптическая система содержит оптическую ось (О), ортогональную направлению оси X держателя инструмента.
5. Обрабатывающий модуль по п. 1, отличающийся тем, что оптическая система является частью измерительного оптического устройства, выполненного с возможностью определения по трем координатам взаимного положения держателя обрабатываемой детали и держателя инструмента за одну операцию получения изображения оптической системой.
6. Обрабатывающий модуль по п. 5, отличающийся тем, что измерительное оптическое устройство выполнено также с возможностью определения профиля концевого участка инструмента, установленного в держателе инструмента, за одну операцию получения оптической системой изображения концевого участка инструмента, установленного в держателе инструмента.
7. Обрабатывающий модуль по п. 5, отличающийся тем, что измерительное оптическое устройство дополнительно содержит передний осветитель, ориентированный параллельно оптической оси (О) оптической системы в направлении держателя инструмента.
8. Обрабатывающий модуль по п. 5, отличающийся тем, что измерительное оптическое устройство дополнительно содержит задний осветитель, ориентированный в направлении оптической системы.
9. Обрабатывающий модуль по п. 1, отличающийся тем, что дополнительно содержит мишень, которая является частью оптического устройства, установлена на держателе инструмента, и содержит активную поверхность, которая образует базу отсчета положений при перемещении вдоль оптической оси (О) оптической системы, когда держатель инструмента находится в заданном угловом положении относительно своей оси (X) и в заданном осевом положении вдоль своей оси (X), и тем самым осуществляется привязка положения держателя инструмента к положению держателя детали.
10. Обрабатывающий модуль по п. 9, отличающийся тем, что мишень переставляет собой трехкоординатную мишень, содержащую на активной поверхности:
- первую структуру, образующую плоскую базовую поверхность, и
- вторую структуру, содержащую поверхность, наклонную относительно указанной плоской базовой поверхности,
при этом указанная оптическая система содержит первую съемочную систему и вторую съемочную систему, причем разность между фокусным расстоянием второй съемочной системы и фокусным расстоянием первой съемочной системы лежит в интервале между минимальным расстоянием и максимальным расстоянием, отделяющим базовую поверхность от наклонной поверхности.
11. Обрабатывающий модуль по п. 9, отличающийся тем, что указанное оптическое измерительное устройство дополнительно содержит осветитель, ориентированный в направлении держателя инструмента, причем указанный осветитель расположен так, чтобы обеспечивать боковое освещение трехкоординатной мишени.
12. Обрабатывающий модуль по п. 1, отличающийся тем, что оптическая система содержит первую съемочную систему и вторую съемочную систему, при этом:
- глубина резко изображаемого пространства первой съемочной системы по меньшей мере в десять раз больше, чем глубина резко изображаемого пространства второй съемочной системы, причем
- оптическая система построена так, что оптический тракт первой съемочной системы и оптический тракт второй съемочной системы имеют общий участок, расположенный на оптической оси (О) оптической системы и содержащий заднюю фокальную плоскость первой съемочной системы и заднюю фокальную плоскость второй съемочной системы.
13. Обрабатывающий модуль по п. 10, отличающийся тем, что:
- оптическая система содержит первую съемочную систему и вторую съемочную систему, при этом:
- глубина резко изображаемого пространства первой съемочной системы по меньшей мере в десять раз больше, чем глубина резко изображаемого пространства второй съемочной системы, причем
- оптическая система построена так, что оптический тракт первой съемочной системы и оптический тракт второй съемочной системы имеют общий участок, расположенный на оптической оси (О) оптической системы,и содержащий заднюю фокальную плоскость первой съемочной системы и заднюю фокальную плоскость второй съемочной системы, причем:
- первая съемочная система выполнена так, что ее задняя фокальная плоскость может соответствовать базовой поверхности первой структуры, и
- вторая съемочная система выполнена так, что ее задняя фокальная плоскость может пересекать наклонную поверхность трехкоординатной мишени.
14. Обрабатывающий модуль по п. 1, отличающийся тем, что оптическое устройство дополнительно содержит третью съемочную систему, расположенную на держателе инструмента и выполненную с возможностью определения угловой ориентации держателя инструмента относительно своей оси (X).
15. Станочная система, содержащая обрабатывающий модуль, охарактеризованный в п. 1, и дополнительно содержащая устройство для слежения за износом инструмента, выполненное с возможностью вычисления отклонения профиля инструмента от данных, передаваемых измерительным устройством.
16. Станочная система по п. 15, отличающаяся тем, что указанное устройство для слежения за износом инструмента, когда отклонение профиля инструмента превышает заданное отклонение, позволяет использовать измененный профиль концевого участка инструмента, установленного в держатель инструмента, обнаруженный измерительным устройством, для пересчета параметров механообработки, включая данные для движения держателя инструмента, которые передаются в управляющее устройство держателя инструмента.
17. Способ для определения положения инструмента, установленного в держатель инструмента в обрабатывающем модуле, содержащем держатель детали и держатель инструмента, содержащий этапы, на которых:
i) в обрабатывающем модуле предусматривают измерительное устройство, содержащее оптическую систему для определения профиля концевого участка инструмента, установленного в держателе инструмента, при этом оптическую систему устанавливают на держатель детали;
ii) устанавливают инструмент в держатель инструмента;
iii) устанавливают держатель инструмента относительно держателя детали в измерительное рабочее положение;
iv) включают измерительное устройство, и
v) посредством оптической системы определяют положение инструмента в обрабатывающем модуле.
18. Способ для определения профиля инструмента, установленного в держатель инструмента в обрабатывающем модуле, содержащем держатель детали и держатель инструмента, содержащий этапы, на которых:
i) в обрабатывающем модуле предусматривают измерительное устройство, содержащее оптическую систему для определения профиля концевого участка инструмента, установленного в держателе инструмента, при этом оптическую систему устанавливают на держатель детали;
ii) устанавливают инструмент в держатель инструмента;
iii) устанавливают держатель инструмента относительно держателя детали в измерительное рабочее положение;
iv) включают измерительное устройство, и
v) посредством оптической системы определяют профиль концевого участка инструмента, установленного в держателе инструмента.
19. Способ для определения износа инструмента в станочной системе, при котором используют способ определения профиля инструмента, охарактеризованный в п. 18, и который дополнительно содержит следующие этапы, на которых:
vi) выполняют операции механообработки, используя указанный инструмент, за счет чего получают инструмент, у которого концевой участок имеет измененный профиль;
vii) устанавливают держатель инструмента относительно держателя детали в указанное измерительное рабочее положение;
viii) включают измерительное устройство,
ix) определяют измененный профиль концевого участка инструмента, установленного в держатель инструмента; и
x) определяют степень износа инструмента по исходному профилю и измененному профилю концевого участка инструмента.
| US 5084827 A, 28.01.1992 | |||
| ЭМУЛЬСИОННАЯ МАЗЕВАЯ ОСНОВА ЭО-2 | 1994 |
|
RU2071764C1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |

