ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам и установкам для изготовления песчаных литейных стержней, в частности, к способам производства с использованием 3D производства (также известного как аддитивное производство).
УРОВЕНЬ ТЕХНИКИ
Песчаные литейные стержни обычно изготавливают в традиционной машине для изготовления из песка, в которой литейная форма определяет форму литейного стержня (или литейных стержней), изготавливаемых в каждом цикле производства. Материал, используемый для изготовления литейных стержней, затем вводят в литейную форму, и указанный материал закаливают или отверждают для получения результата в отвержденном состоянии. Указанным результатом является песчаный литейный стержень. Используемым материалом является гранулированный материал (разновидность песка), смешанный с по меньшей мере одной добавкой или связующим веществом (например, разновидностью смолы). Примеры машин, в которых песчаные литейные стержни изготавливают таким образом, можно увидеть в документах EP0494762A2 и EP2907601A1, например, последний из которых принадлежит заявителю этого изобретения.
В последнее время появилась возможность использовать другой способ изготовления песчаных литейных стержней, то есть 3D производство (также известное как аддитивное производство). В 3D производстве объекты (литейные стержни) изготавливают из гранулированного материала (обычно песка) и добавки, которая отверждает гранулированный материал на этапе образования. Гранулированный материал и добавка расположены в рабочем боксе на платформе или основании рабочего бокса в слоях, наносимых изменяемым и избирательным образом, при этом слои добавки наносятся только на необходимый гранулированный материал (и в зависимости от формы изготавливаемого объекта). В конце процесса объекты, изготовленные и отвержденные посредством добавки, но также гранулированный материал, который не пропитался добавкой (неотвержденный гранулированный материал или избыточный гранулированный материал), находятся в рабочем боксе. Следовательно, обычно объекты отделяют от указанного избыточного гранулированного материала, то есть объекты должны быть очищены.
Несмотря на то, что объекты, изготовленные таким образом, находятся в твердом состоянии, они в целом хрупкие и не могут быть много раз легко подвергнуты воздействию для отделения их от избыточного гранулированного материала, поскольку существует высокий риск их разрушения. Таким образом, обычно добавляют этап закалки, применяемый к объектам перед их очисткой после этапа образования, чтобы сделать указанные объекты менее хрупкими. После этапа закалки очищать объекты безопаснее.
Документ CN105344941A раскрывает этап закалки для литейных стержней, изготовленных посредством 3D производства. В связи с этим рабочий бокс помещают в микроволновую печь, и предварительно изготовленные объекты (литейные стержни) сушат и закаливают в указанной микроволновой печи.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью изобретения является предоставление способа и установки для изготовления песчаных литейных стержней, как определено в формуле изобретения.
Первый аспект изобретения относится к способу изготовления песчаных литейных стержней. Способ содержит этап образования, на котором по меньшей мере один литейный стержень образуется с желаемой формой посредством 3D производства (также известного как аддитивное производство). В 3D производстве множество слоев гранулированного материала и материала, необходимого для образования литейного стержня, наносятся изменяемым и избирательным образом. В способе указанные слои наносятся во внутреннем пространстве рабочего бокса, на платформе рабочего бокса.
Способ дополнительно включает этап закалки, на котором литейный стержень, образуемый на этапе образования, закаляют, при этом указанный литейный стержень расположен во внутреннем пространстве рабочего бокса. Этап образования реализуют при нахождении рабочего бокса на первой станции установки, и этап закалки реализуют на второй станции указанной установки. Рабочий бокс перемещают на вторую станцию, на которой реализуют указанный этап закалки после осуществления этапа образования на первой станции.
На этапе закалки для закалки указанного литейного стержня микроволны и поток для сушки применяют во внутреннем пространстве рабочего бокса, в котором расположен указанный литейный стержень.
Материал, используемый для образования литейных стержней, содержит воду, и микроволны успешно перемещают частицы указанной воды, испаряя ее. В дополнение к участию в указанной сушке, поток для сушки увлекает испаренную воду, которая выходит из области вокруг литейных стержней. Комбинация микроволн и потока для сушки, таким образом, приводит к увеличению эффективности сушки литейного стержня и, следовательно, закалки литейного стержня, поэтому она обеспечивает более безопасный последующий этап очистки. Кроме того, эта комбинация позволяет уменьшить время этапа закалки, как результат его эффективности, вызывая увеличение производительности изготовления литейного стержня.
Кроме того, на указанном этапе закалки перед применением микроволн и потока для сушки внутреннее пространство рабочего бокса закрыто герметичным образом в его верхней части крышкой, выполненной с этой целью, при этом вертикальное перемещение крышки к рабочему боксу или рабочего бокса к крышке выполняется для обеспечения герметичного закрытия.
Поток для сушки генерируется посредством применения всасывания ко внутреннему пространству рабочего бокса извне указанного внутреннего пространства и снизу или сверху, при этом указанное всасывание осуществляют через пластину для всасывания, которая расположена между крышкой и материалом, присутствующим во внутреннем пространстве рабочего бокса, и при этом указанная пластина для всасывания контактирует с указанным материалом. Применение всасывания при указанном контакте предотвращает перемещение гранулированного материала во внутреннем пространстве, когда генерируется поток для сушки, что предотвращает потерю эффективности.
Второй аспект изобретения относится к установке, выполненной для изготовления песчаных литейных стержней. Установка содержит:
- рабочий бокс, в котором образуются литейные стержни, и который содержит платформу,
- первую станцию, выполненную для размещения рабочего бокса,
- средства изготовления, которые связаны с первой станцией и выполнены для образования литейных стержней во внутреннем пространстве, образованном рабочим боксом, посредством 3D производства, в котором наносят множество слоев гранулированного материала и добавки, которая отверждает гранулированный материал, изменяемым и избирательным образом на платформе указанного рабочего бокса,
- вторую станцию, выполненную для размещения рабочего бокса,
- конвейерное устройство для перемещения рабочего бокса от первой станции ко второй станции, и
- средства закалки, которые связаны со второй станцией и выполнены для закалки указанных образованных литейных стержней.
Средства закалки содержат по меньшей мере одно устройство, выполненное для применения микроволн во внутреннем пространстве, образованном рабочим боксом, и устройство, выполненное для генерирования потока для сушки в указанном внутреннем пространстве.
Установка дополнительно содержит, на второй станции, крышку, выполненную для закрытия внутреннего пространства рабочего бокса герметичным образом в его верхней части, средства перемещения для перемещения крышки или рабочего бокса вертикально для обеспечения указанного герметичного закрытия и пластину для всасывания, прикрепленную к крышке со свободным вертикальным перемещением. Когда рабочий бокс находится на второй станции, указанная пластина для всасывания расположена между указанной крышкой и платформой указанного рабочего бокса. Устройство, генерирующее поток, выполнено для применения всасывания ко внутреннему пространству через пластину для всасывания и крышку.
Преимущества, которые были описаны для способа, также получает установка.
Эти и другие преимущества и признаки изобретения станут очевидными, исходя из графических материалов и подробного описания изобретения.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
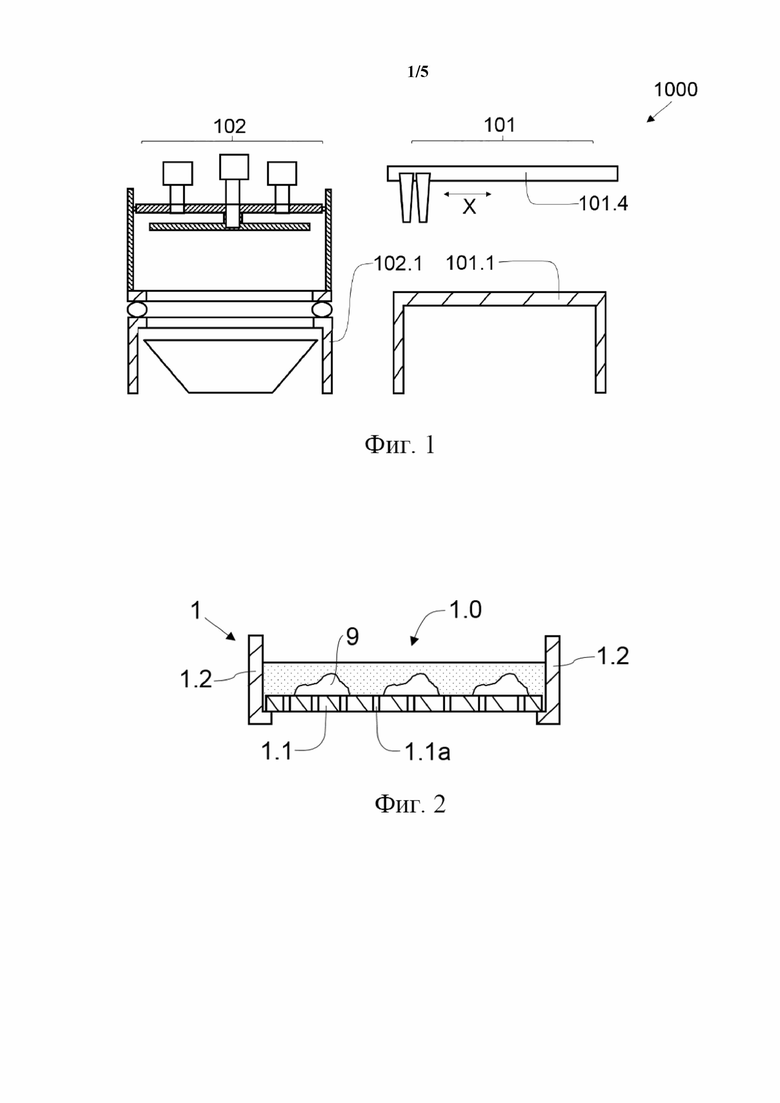
На фиг. 1 показан схематическим и упрощенным образом предпочтительный вариант осуществления установки изобретения без некоторых ее элементов (таких как, конвейерное устройство, например).
На фиг. 2 показан рабочий бокс с несколькими литейными стержнями, образованными на первой станции установки, представленной на фиг. 1.
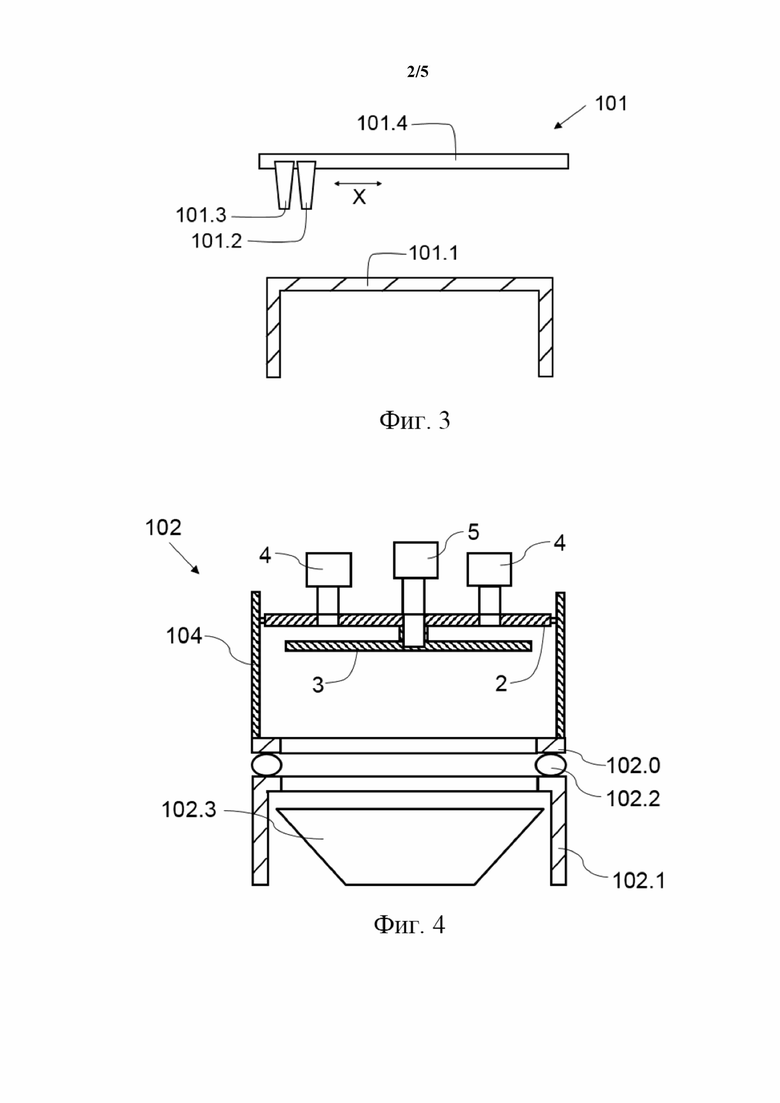
На фиг. 3 показана схематическим и упрощенным образом первая станция установки, представленной на фиг. 1.
На фиг. 4 показана схематическим и упрощенным образом вторая станция установки, представленной на фиг. 1.
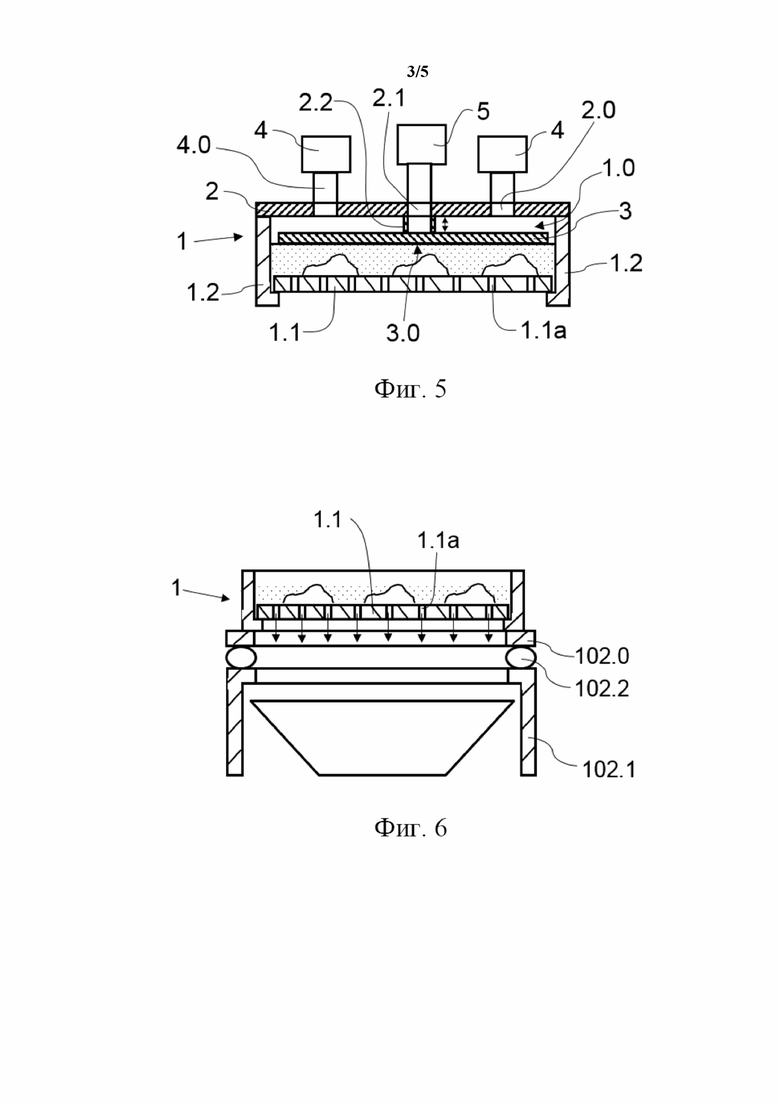
На фиг. 5 показана крышка второй станции установки, представленной на фиг. 1, предусматривающая герметичное закрытие внутреннего пространства, образуемого рабочим боксом.
На фиг. 6 показан рабочий бокс, представленный на фиг. 2, расположенный на конструкции и платформе очистки второй станции указанной установки.
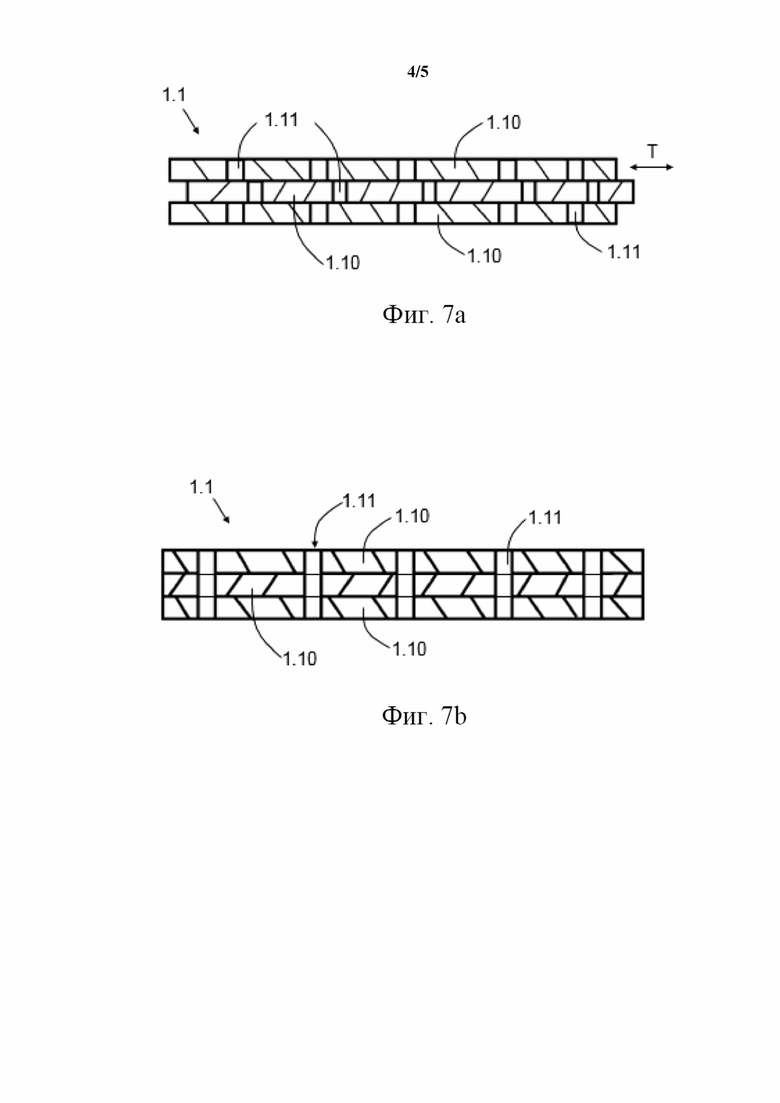
На фиг. 7a показана более подробно платформа рабочего бокса, представленного на фиг. 2, при этом отверстия указанной платформы закрыты.
На фиг. 7b показана более подробно платформа рабочего бокса, представленного на фиг. 2, при этом отверстия указанной платформы открыты.
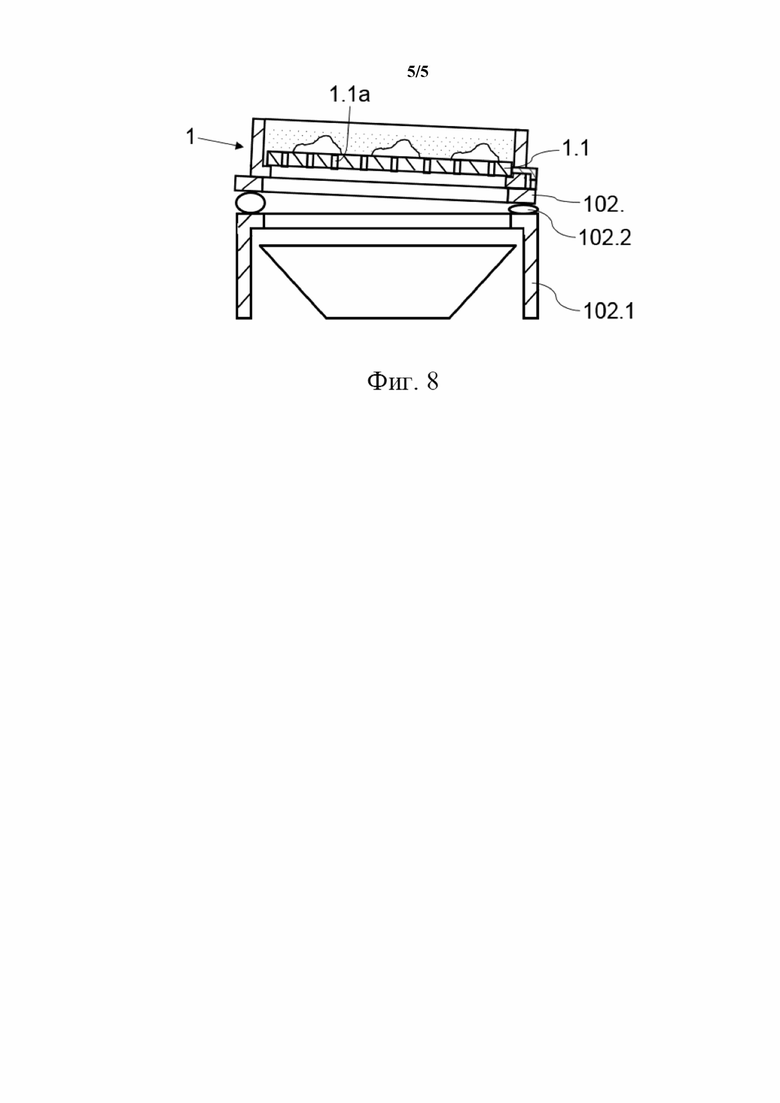
На фиг. 8 показан рабочий бокс, представленный на фиг. 2, расположенный на конструкции и платформе очистки второй станции указанной установки в наклоненном положении.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Первый аспект изобретения относится к способу изготовления песчаных литейных стержней, который реализован в установке 1000, подходящей для изготовления песчаных литейных стержней, таких как тот, который показан на фиг. 1, например.
В любом из его вариантов осуществления способ включает по меньшей мере следующие этапы:
- этап образования, на котором литейные стержни 9 образуются с желаемой формой во внутреннем пространстве 1.0, образованном рабочим боксом 1, показанным в качестве примера на фиг. 2, посредством 3D производства (также известного как аддитивное производство), в котором множество слоев гранулированного материала (предпочтительно песка) и добавки, которая отверждает гранулированный материал, нанесены изменяемым и избирательным образом на платформе 1.1 рабочего бокса 1, и
- этап закалки, на котором литейные стержни 9, образованные на этапе образования, подвергаются закалке.
На этапе образования один литейный стержень 9 может быть образован в рабочем боксе 1, или несколько литейных стержней 9 могут быть образованы одновременно в указанном рабочем боксе 1. Кроме того, этап образования реализуется на первой станции 101 установки 1000, показанной на фиг. 1 и 3.
Рабочий бокс 1 содержит платформу 1.1 и каркас 1.2, между которыми образовано внутреннее пространство 1.0. Предпочтительно рабочий бокс 1 является прямоугольным и содержит платформу 1.1 и четыре по существу вертикальные стенки, при этом внутреннее пространство 1.0 образовано на платформе 1.1 и между четырьмя стенками.
На этапе закалки для закалки литейных стержней 9, образованных на этапе образования без извлечения литейных стержней 9 из рабочего бокса 1, микроволны и по меньшей мере один поток для сушки, предпочтительно поток воздуха (хотя любая другая газообразная текучая среда, такая как азот, например, может быть использована), применяют во внутреннем пространстве 1.0 рабочего бокса 1, в котором расположены указанные литейные стержни 9. Комбинация микроволн и потока для сушки приводит к быстрой сушке указанных литейных стержней 9 и, соответственно, их закалке. Время применения микроволн и/или потока для сушки зависит от требований для образуемых литейных стержней 9 и/или формы, и/или общего объема литейных стержней 9, образованных на соответствующем этапе образования, и оба способа могут или не могут осуществляться одновременно (в зависимости от требований и потребностей).
Этап образования реализуют при нахождении рабочего бокса 1 на первой станции 101 установки 1000, показанной на фиг. 3 в качестве примера, и этап закалки реализуют на второй станции 102 указанной установки 1000, показанной на фиг. 4 в качестве примера. В способе, после осуществления этапа образования на первой станции 101, рабочий бокс 1 перемещают на вторую станцию 102, на которой реализуется указанный этап закалки.
Во время этапа образования гранулированный материал и соответствующая добавка наносятся во внутреннем пространстве 1.0 рабочего бокса 1 на платформе 1.1, при этом литейные стержни 9 образуются после указанного этапа образования, следовательно, в указанном внутреннем пространстве 1.0 на платформе 1.1 рабочего бокса 1. На этапе закалки перед применением микроволн и потока для сушки указанное внутреннее пространство 1.0 закрыто герметичным образом в его верхней части, при этом образованные литейные стержни 9 расположены в нем, посредством крышки 2, выполненной с этой целью. В результате герметичного закрытия микроволны и поток для сушки, которые впоследствии применяются, воздействуют более эффективно на литейные стержни 9. Предпочтительно вертикальное перемещение крышки 2 к рабочему боксу 1 осуществляется до вхождения крышки 2 в контакт с указанным рабочим боксом 1 для обеспечения герметичного закрытия (ситуация, показанная на фиг. 5). Для обеспечения герметичного закрытия крышка 2 предпочтительно опирается на рабочий бокс 1 (на каркас 1.2 рабочего бокса 1), при этом предусмотрена уплотнительная прокладка (не изображенная на графических материалах) между указанным каркасом 1.2 и указанной крышкой 2 (уплотнительная прокладка может быть прикреплена к крышке 2 или связана с ней, например).
Следовательно, нет необходимости встраивать микроволновую печь, например, как предусмотрено в текущем уровне техники, и рабочий бокс 1 используется сам по себе в качестве микроволнового приемника, результатом чего является установка 1000, которая стоит меньше, но не жертвует выгодами от использования микроволн.
В предпочтительном варианте осуществления микроволны применяют через крышку 2 посредством по меньшей мере одного устройства 4, генерирующего микроволны, такого как магнетрон, например, при этом указанная крышка 2 содержит по меньшей мере одно сквозное отверстие 2.0, через которое внутреннее пространство 1.0 сообщается с указанным устройством 4, генерирующем микроволны, и через которое микроволны направляются к внутреннему пространству 1.0 рабочего бокса 1. Устройство 4, генерирующее микроволны, сообщается с указанным сквозным отверстием 2.0 таким образом, что оно изолировано от внешней среды, то есть это сообщение не нарушает герметичность, обеспечиваемую крышкой 2 во внутреннем пространстве 1.0 рабочего бокса 1 предпочтительно посредством трубопровода 4.0, например.
Поток для сушки генерируется посредством применения всасывания ко внутреннему пространству 1.0 рабочего бокса 1. Всасывание может быть осуществлено снизу (из-под платформы 1.1 рабочего бокса 1), но в предпочтительном варианте осуществления оно применяется сверху.
В указанном последнем предпочтительном варианте осуществления для обеспечения генерирования потока для сушки также требуется доступ к внешней по отношению к рабочему боксу 1 среде под платформой 1.1 для захвата воздуха, который присутствует под платформой 1.1. Платформа 1.1, таким образом, имеет в по меньшей мере одной области всасывания (не изображенной на графических материалах) пористость, которая обеспечивает прохождение воздуха через нее, но не прохождение гранулированного материала. Следовательно, когда всасывание осуществляют сверху внутреннего пространства 1.0, воздух из-под платформы 1.1 поглощается через указанную платформу, при этом поток для сушки генерируется снизу вверх через указанное внутреннее пространство 1.0.
Всасывание осуществляется через пластину 3 для всасывания, которая расположена между крышкой 2 и материалом, присутствующим во внутреннем пространстве 1.0 рабочего бокса 1, при этом указанное всасывание предпочтительно применяют при нахождении указанной пластины 3 для всасывания в контакте с указанным материалом. Применение всасывания с указанным контактом предотвращает перемещение гранулированного материала во внутреннем пространстве 1.0, когда генерируется поток для сушки, что предотвращает потерю эффективности.
Пластина 3 для всасывания прикреплена к крышке 2 посредством колонки 2.2 предпочтительно с возможностью свободного вертикального перемещения. Это обеспечивает то, что когда крышка 2 перемещается для осуществления герметичного закрытия внутреннего пространства 1.0 рабочего бокса 1, если пластина 3 для всасывания входит в контакт с материалом, присутствующим в указанном внутреннем пространстве 1.0, до завершения этого перемещения, указанная пластина 3 для всасывания прекращает перемещение даже несмотря на то, что крышка 2 продолжает перемещаться. Таким образом предотвращается чрезмерное сжатие материала, присутствующего во внутреннем пространстве 1.0, и разрушение литейных стержней 9 в результате этого. В других вариантах осуществления пластина 3 для всасывания прикреплена к крышке 2 без возможности свободного перемещения. В этих вариантах осуществления, как только герметичное закрытие внутреннего пространства 1.0 рабочего бокса 1 было обеспечено, платформа 1.1 перемещается к пластине 3 для всасывания до вхождения материала, присутствующего в указанном внутреннем пространстве 1.0, в контакт с указанной пластиной 3 для всасывания. Как только указанный контакт достигнут, указанная платформа 1.1 обездвиживается и генерируется поток для сушки.
Площадь поверхности пластины 3 для всасывания, обращенной к платформе 1.1, равна или меньше аналогичной площади поверхности платформы 1.1, но она предпочтительно охватывает по меньшей мере площадь поверхности рабочего бокса 1, содержащего литейные стержни 9. Таким образом, осуществляется более эффективное всасывание на указанные литейные стержни 9 по сравнению с меньшей площадью поверхности, не охватывающей указанные литейные стержни 9. Кроме того, если эффективность пластины 3 для всасывания еще больше увеличивать, пластина 3 для всасывания может содержать камеру (не изображена на графических материалах) вдоль ее контура, которая наполняется текучей средой (воздухом, например), как только обеспечено герметичное закрытие, для фиксации пластины 3 для всасывания в нужном положении относительно рабочего бокса 1 и для создания герметичной среды между указанной пластиной 3 для всасывания и платформой 1.1 рабочего бокса 1 (пространства, в котором расположены литейные стержни 9). Всасывание применяют, как только камера наполнена.
Предпочтительно, всасывание осуществляют через пластину 3 для всасывания посредством устройства 5, генерирующего поток, выполненного с этой целью (всасывающего насоса, например), и через крышку 2. В связи с этим крышка 2 содержит по меньшей мере одно сквозное отверстие 2.1 и колонка 2.2 является полой, при этом устройство 5, генерирующее поток, находится в сообщении с пластиной 3 для всасывания через сквозное отверстие 2.1 и пустое пространство колонки 2.2. Пластина 3 для всасывания имеет в по меньшей мере одной области 3.0 всасывания определенную пористость, которая обеспечивает прохождение воздуха через нее, но не прохождение гранулированного материала для предотвращения покидания избыточным или неотвержденным гранулированным материалом пространства, образованного между рабочим боксом 1 и пластиной 3 для всасывания, через указанную пластину 3 для всасывания и прохождения к устройству 5, генерирующему поток (что может в результате вызвать неисправность указанного устройства 5, генерирующего поток, или даже повреждение указанного устройства 5, генерирующего поток), при этом всасывание осуществляется через указанную область 3.0 всасывания (а не остальную часть пластины 3 для всасывания).
Альтернативно, устройство 5, генерирующее поток, расположено ниже рабочего бокса 1 (для вариантов осуществления, в которых всасывание осуществляется из-под рабочего бокса 1). В любом варианте осуществления, когда устройство 5, генерирующее поток, расположено ниже рабочего бокса 1 и всасывание осуществляется через пластину 3 для всасывания, поток для сушки, проходящий через указанную пластину 3 для всасывания, перед этим проходит через рабочий бокс 1, тогда как, когда устройство 5, генерирующее поток, расположено выше рабочего бокса 1, и всасывание осуществляется через пластину 3 для всасывания, поток для сушки, проходящий через указанную пластину 3 для всасывания, не проходит перед этим через рабочий бокс 1, при этом рабочий бокс 1 получает указанный поток для сушки после прохождения через пластину 3 для всасывания.
Предпочтительно крышка 2 изготовлена из материала, подходящего для того, чтобы выдержать воздействие микроволн, такого как диэлектрик или прозрачный для микроволн материал, такой как тефлон или полиэтилен высокой плотности, например, вследствие чего энергия микроволн передается литейным стержням 9, присутствующим во внутреннем пространстве 1.0, а не крышке 2, что с одной стороны означает, что свойства крышки 2 не изменяются, и указанная крышка 2 имеет длительный срок службы, а с другой стороны, что сама крышка 2 не становится горячей и не получает энергию от микроволн, при этом максимально возможное количество энергии от указанных микроволн используется для сушки или закалки литейных стержней 9. Предпочтительно таким же образом рабочий бокс 1 и/или пластина 3 для всасывания также изготовлены из материала, подходящего для того, чтобы выдержать воздействие микроволн, который может быть таким же материалом, из которого изготовлен рабочий бокс 1.
В предпочтительном варианте осуществления способ включает этап очистки после этапа закалки. На указанном этапе очистки избыточный или неотвержденный гранулированный материал, существующий вокруг литейных стержней 9, выгружают из рабочего бокса 1. В результате предыдущего этапа закалки обеспечивается эффективный этап очистки без риска разрушения литейных стержней 9.
Для осуществления этапа очистки рабочий бокс 1 может быть перемещен на третью станцию установки 1000, но в указанном предпочтительном варианте осуществления этап очистки реализуют на второй станции 102 установки 1000, как этап закалки, что уменьшает длительность процесса.
В указанном предпочтительном варианте осуществления как микроволны, так и поток для сушки поступают во внутреннее пространство 1.0 через крышку 2, вследствие чего они не действуют ниже рабочего бокса 1, и указанное пространство может быть свободным. Избыточный материал может, таким образом, быть выгружен ниже рабочего бокса 1, и в связи с этим платформа 1.1 рабочего бокса 1 содержит множество разгрузочных отверстий 1.1a, через которые избыточный или неотвержденный гранулированный материал выгружают из внутреннего пространства 1.0 рабочего бокса 1. Разгрузочные отверстия 1.1a закрыты во время этапов образования и закалки и открыты во время этапа очистки, чтобы позволить выгрузить указанный избыточный гранулированный материал. Размер разгрузочных отверстий 1.1a очевидно больше, чем размер гранул гранулированного материала для обеспечения указанной выгрузки. Указанные разгрузочные отверстия 1.1a, следовательно, открывают управляемым образом.
В указанном предпочтительном варианте осуществления вторая станция 102 содержит конструкцию 102.1 и платформу 102.0 очистки, расположенную на указанной конструкции 102.1 и прикрепленную к указанной конструкции 102.1, как показано на фиг. 6 и 7. Платформа 102.0 очистки является полым каркасом. Рабочий бокс 1 расположен на платформе 102.0 очистки, когда указанный рабочий бокс 1 перемещен на указанную вторую станцию 102, и он соединен с указанной платформой 102.0 очистки. Во время этапа очистки в дополнение к открытым разгрузочным отверстиям 1.1a платформы 1.1 в некоторых вариантах осуществления осуществляют управляемый наклон платформы 102.0 очистки в разных направлениях, чтобы вызвать наклон рабочего бокса 1 в разных направлениях и, таким образом, вызвать перемещение избыточного гранулированного материала, присутствующего во внутреннем пространстве 1.0 рабочего бокса 1, облегчая его выгрузку через разгрузочные отверстия 1.1a (выгрузку в емкость 102.3, расположенную ниже платформы 102.0 очистки, например). Управляемое перемещение указанной платформы 102.0 очистки осуществляется, чтобы вызвать наклон. Платформа 102.0 очистки опирается на несколько опорных участков второй станции 102, которые выполнены с возможностью перемещения по высоте, и управляемое вертикальное перемещение указанных опорных участков осуществляется, чтобы вызвать упомянутый наклон.
Для осуществления наклона установка 1000 содержит несколько надувных элементов 102.2 на второй станции 102, расположенных между конструкцией 102.1 и платформой 102.0 очистки, которые распределены таким образом, что каждый из них входит в контакт с разными участками платформы 102.0 очистки. Каждый надувной элемент 102.2 содержит по меньшей мере один из опорных участков, на которые опирается платформа 102.0 очистки, и управляемое надувание и спускание каждого из указанных надувных элементов 102.2 выполняют для осуществления желаемого наклона платформы 102.0 очистки и рабочего бокса 1, соединенного с платформой 102.0 очистки. Надувными элементами 102.2 управляют независимым образом, при этом каждый надувной элемент 102.2 предпочтительно содержит один соответствующий опорный участок.
Платформа 102.0 очистки содержит основание, имеющее такую же форму, как рабочий бокс 1, который является прямоугольным в предпочтительном варианте осуществления, при этом указанная платформа 102.0 очистки, таким образом, опирается на четыре опорных участка в указанном предпочтительном варианте осуществления. Каждый опорный участок находится близко к одному из углов платформы 102.0 очистки или ниже него, и надувной элемент 102.2, такой как тот, который описан выше, соответствует каждому опорному участку.
Во время этапа очистки крышка 2 может продолжать обеспечивать герметичное закрытие, в этом случае она прикреплена к платформе 102.0 очистки посредством конструкции 104 для наклона в той же мере, что и платформа 102.0 очистки и, следовательно, в той же мере, что и рабочий бокс 1, или она может быть отделена от рабочего бокса 1 (в этом случае конструкция 104 не требуется).
Для очистки только вибрация рабочего бокса 1 или вибрация в комбинации с наклоном указанного рабочего бокса 1 может быть создана для перемещения неотвержденного гранулированного материала.
В других вариантах осуществления способа поток для сушки генерируется посредством осуществления всасывания из-под рабочего бокса 1 через платформу 1.1, как описано ранее. В этих вариантах осуществления установка 1000 содержит третью станцию, на которую рабочий бокс 1 перемещают после этапа закалки, при этом этап очистки реализуют на указанной третьей станции.
В примерах, которые не являются частью изобретения, поток для сушки генерируют посредством впрыска воздуха или другой газообразной текучей среды вместо всасывания, и в других вариантах осуществления его генерируют посредством комбинирования впрыска и всасывания.
В любых вариантах осуществления поток для сушки, применяемый во внутреннем пространстве 1.0 рабочего бокса 1, могут генерировать таким образом, что он вынужден проходить сквозь литейный стержень 9, расположенный внутри рабочего бокса 1. Следовательно, поток для сушки действует эффективно не только на наружную поверхность литейного стержня 9, что происходит, когда незначительное количество подаваемого воздуха применяют во внутреннем пространстве, при этом сушка литейного стержня выполняется более эффективно.
Второй аспект изобретения относится к установке 1000, выполненной для изготовления песчаных литейных стержней 9. Установка 1000 содержит:
- рабочий бокс 1, где образуются литейные стержни 9, и который содержит платформу 1.1,
- первую станцию 101, выполненную для размещения рабочего бокса 1,
- средства изготовления, которые связаны с первой станцией 101 и выполнены для образования литейных стержней 9 во внутреннем пространстве 1.0, образованном рабочим боксом 1, посредством 3D производства, в котором множество слоев гранулированного материала и добавки, которая отверждает гранулированный материал, наносят изменяемым и избирательным образом на платформе 1.1 указанного рабочего бокса 1,
- вторую станцию 102, выполненную для размещения рабочего бокса 1,
- конвейерное устройство (не изображенное на графических материалах) для перемещения рабочего бокса 1 с первой станции 101 на вторую станцию 102, и
- средства закалки, которые связаны со второй станцией 102 и выполнены для закалки указанных образованных литейных стержней 9.
Первая станция 101 содержит по меньшей мере одну конструкцию 101.1, на которой расположен рабочий бокс 1 (указанный рабочий бокс 1 предпочтительно соединен с конструкцией 101.1). Средства изготовления, связанные с первой станцией 101, расположены на указанной первой станции 101, при этом указанная первая станция содержит указанные средства изготовления. Средства изготовления содержат по меньшей мере две головки 101.2 и 101.3, первую головку 101.2, которая отвечает за нанесение слоев гранулированного материала, и вторую головку 101.3, которая отвечает за нанесение слоев добавки. Предпочтительно обе головки 101.2 и 101.3 прикреплены ко второй конструкции 101.4 первой станции 101 с возможностью свободного перемещения в горизонтальном направлении X. Средства изготовления могут дополнительно содержать вторую конструкцию 101.4.
Средства закалки содержат по меньшей мере одно устройство 4, генерирующее микроволны, и устройство 5, генерирующее поток, выполненные для генерирования потока для сушки. Оба устройства 4 и 5 подходят для сообщения с внутренним пространством 1.0 рабочего бокса 1, когда указанный рабочий бокс 1 расположен на второй станции 102.
Установка 1000 содержит на второй станции 102 крышку 2, такую как та, которая описана для способа, и средства перемещения (не изображенные на графических материалах) для перемещения крышки 2 к рабочему боксу 1 или для перемещения рабочего бокса 1 к крышке 2, чтобы обеспечить герметичное закрытие рабочего бокса 1 крышкой 2. Описание, предоставленное для способа в отношении герметичного закрытия, также действительно для установки 1000 в любом из ее вариантов осуществления и/или в любой из ее конфигураций и не будет объяснено еще раз для указанной установки 1000.
Кроме того, устройство 4, генерирующее микроволны, выполнено для направления микроволн во внутреннее пространство 1.0 рабочего бокса 1 через крышку 2, при этом крышка 2 содержит по меньшей мере одно сквозное отверстие 2.0 для обеспечения прохождения микроволн через нее к внутреннему пространству 1.0, и указанная крышка 2 предпочтительно содержит материал, подходящий для того, чтобы выдержать воздействие микроволн, как описано для способа. Сообщение между устройством 4, генерирующим микроволны, и сквозным отверстием 2.0 может быть обеспечено посредством трубопровода 4.0, выполненного с этой целью, например. Устройство 4, генерирующее микроволны, может содержать магнетрон и может быть расположено на второй станции 102 неподвижным образом. Если крышку 2 перемещают для обеспечения герметичного закрытия, описанного выше, тогда перемещается трубопровод 4.0, обеспечивающий сообщение устройства 4, генерирующего микроволны, со сквозным отверстием 2.0 (указанный трубопровод 4.0, следовательно, является гибким).
Установка 1000 содержит пластину 3 для всасывания, предпочтительно прикрепленную к крышке 2 с возможностью свободного вертикального перемещения, и, когда рабочий бокс 1 находится на второй станции 102, указанная пластина 3 для всасывания расположена между указанной крышкой 2 и платформой 1.1 указанного рабочего бокса 1, и устройство 5, генерирующее поток, выполнено для применения всасывания ко внутреннему пространству 1.0 через пластину 3 для всасывания и крышку 2 (сверху внутреннего пространства 1.0 или из-под него). Описание, предоставленное в отношении пластины 3 для всасывания для способа, также действительно для установки 1000 в любом из ее вариантов осуществления и/или конфигураций и не будет объяснено еще раз для указанной установки 1000, при этом устройство 5, генерирующее поток, предпочтительно выполнено для осуществления всасывания при нахождении пластины 3 для всасывания в контакте с материалом, присутствующим во внутреннем пространстве 1.0.
Прикрепление крышки 2 к пластине 3 для всасывания может быть обеспечено, например, посредством колонки 2.2, и пластина 3 для всасывания может быть перемещена относительно указанной колонки 2.2.
Устройство 5, генерирующее поток, выполнено для осуществления всасывания через указанную пластину 3 для всасывания, как описано для способа. Кроме того, в предпочтительном варианте осуществления устройство 5, генерирующее поток, расположено вне внутреннего пространства 1.0 после обеспечения его герметичного закрытия и сообщается с крышкой 2 посредством трубопровода 5.0, специально выполненного с этой целью. Крышка 2 дополнительно содержит сквозное отверстие 2.1, сообщающееся с указанным устройством 5, генерирующим поток, для обеспечения осуществления всасывания через пластину 3 для всасывания. Кроме того, колонка 2.2 является частично полой и сообщается со сквозным отверстием 2.1 (она предпочтительно выровнена с указанным сквозным отверстием 2.1), и область 3.0 всасывания сообщается с указанной колонкой 2.2 (с пустым пространством колонки 2.2), вследствие чего всасывание, осуществляемое устройством 5, генерирующим поток, достигает внутреннего пространства 1.0, образованного рабочим боксом 1. В других предпочтительных вариантах осуществления устройство 5, генерирующее поток расположено ниже рабочего бокса 1 (для вариантов осуществления, в которых всасывание осуществляют из-под рабочего бокса 1). В вариантах осуществления с устройством 5, генерирующим поток, расположенным ниже рабочего бокса 1, и всасыванием, осуществляемым через пластину 3 для всасывания, поток для сушки, проходящий через указанную пластину 3 для всасывания, перед этим проходит через рабочий бокс 1, тогда как в вариантах осуществления с устройством 5, генерирующим поток, расположенным выше рабочего бокса 1, и всасыванием, осуществляемым через пластину 3 для всасывания, поток для сушки, проходящий через указанную пластину 3 для всасывания, не проходит перед этим через рабочий бокс 1, при этом рабочий бокс 1 получает указанный поток для сушки после прохождения через пластину 3 для всасывания.
Как описано для способа, в одном предпочтительном варианте осуществления устройства 4 и 5 не мешают друг другу ниже указанного рабочего бокса 1. В указанном предпочтительном варианте осуществления вторая станция 102 установки 1000 содержит платформу 102.0 очистки, которая расположена на конструкция 102.1 второй станции 102, и рабочий бокс 1 и платформа 102.0 очистки выполнены с возможностью обеспечения соединения друг с другом. Платформа 1.1 рабочего бокса 1 содержит множество разгрузочных отверстий 1.1a с управляемым открытием, как описано для способа (объяснение которого также действительно для установки 1000), через которые гранулированный материал может быть выгружен из внутреннего пространства 1.0 рабочего бокса 1. Платформа 102.0 очистки содержит каркас, который соединен с рабочим боксом 1, и указанный каркас является полым (или частично полым), обеспечивая выпадение избыточного гранулированного материала, который выгружают из рабочего бокса 1 через разгрузочное отверстие 1.1a платформы 1.1, через него и сбор избыточного гранулированного материала с последующим перемещением в требуемое место назначения (для удаления или даже для повторного использования, если возможно).
В указанном предпочтительном варианте осуществления платформа 1.1 образована несколькими параллельными пластинами 1.10, предпочтительно тремя, расположенными одна над другой в виде слоистой конструкции. Каждая пластина 1.1b содержит множество сквозных отверстий 1.11, и для открытия отверстий 1.1a платформы 1.1 перемещение по меньшей мере одной из указанных пластин 1.10 осуществляют в поперечном направлении T, вследствие чего отверстия 1.11 разных пластин 1.10 становятся выровненными и позволяют проходить неотвержденному связующему материалу через платформу 1.1, как показано в качестве примера на фиг. 7b. Следовательно, когда отверстия 1.11 разных пластин 1.10 выровнены, может быть указано, что отверстия 1.1a открыты, поскольку прохождение неотвержденного гранулированного материала через них, из рабочего бокса 1, обеспечено.
Как описано для способа, платформа 102.0 очистки опирается на несколько опорных участков, которые выполнены с возможностью перемещения по высоте управляемым и независимым образом, при этом управляемый наклон рабочего бокса 1 в разных направлениях осуществляют при помощи управляемого перемещения указанных опорных участков, таких как те, которые показаны в качестве примера на фиг. 8. Платформа 102.0 очистки предпочтительно содержит прямоугольное основание (в предпочтительном варианте осуществления, как описано для способа), при этом указанная платформа 102.0 очистки опирается на четыре опорных участка, и каждый опорный участок находится близко к одному из углов платформы 102.0 очистки или ниже него.
Вторая станция 102 содержит несколько надувных элементов 102.2, расположенных между конструкцией 102.1 и платформой 102.0 очистки, при этом каждый надувной элемент 102.2 содержит по меньшей мере один из опорных участков, на который опирается платформа 102.0 очистки, при этом указанные надувные элементы 102.2 выполнены с возможностью управления независимым образом, надувания или спускания управляемым образом для осуществления вертикального перемещения соответствующего опорного участка.
Для очистки установка может содержать устройство, создающее вибрацию (не изображенное на графических материалах), чтобы вызывать вибрацию рабочего бокса 1 для перемещения неотвержденного гранулированного материала. Указанное устройство может быть использовано самостоятельно или в комбинации со средствами для наклона рабочего бокса 1.
В любых вариантах осуществления устройство 5, генерирующее поток, выполнено таким образом, что поток для сушки, применяемый во внутреннем пространстве 1.0 рабочего бокса 1, вынужден проходить сквозь литейный стержень 9, расположенный внутри рабочего бокса 1. Следовательно, поток для сушки действует эффективно не только на наружную поверхность литейного стержня, что происходит, когда незначительное количество подаваемого воздуха применяют во внутреннем пространстве, при этом сушка литейного стержня выполняется более эффективно.
Установка 1000 согласно изобретению выполнена для обеспечения реализации способа в соответствии с изобретением в любом из его вариантов осуществления и/или любой из его конфигураций и наоборот. Установка 1000, таким образом, содержит конфигурацию, необходимую для реализации требуемой конфигурации или требуемого варианта осуществления способа и наоборот. Описание, предоставленное в отношении способа, следовательно, также действительно для соответствующих вариантов осуществления/конфигураций установки 1000, и описание, предоставленное в отношении установки 1000, следовательно, также действительно для соответствующих вариантов осуществления/конфигураций способа.
Изобретение относится к области литейного производства. Способ изготовления песчаных литейных стержней включает этап образования стержня (9) во внутреннем пространстве (1.0) рабочего бокса (1) посредством 3D-производства из множества слоев гранулированного материала и отверждающей его добавки. Рабочий бокс (1) перемещают на вторую станцию (102) и реализуют этап отверждения посредством сушки и микроволнового воздействия. Перед указанным отверждением внутреннее пространство (1.0) рабочего бокса (1) герметично закрывают в верхней части крышкой (2), а между крышкой и материалом стержня размещают пластину (3). Поток для сушки генерируют посредством всасывания ко внутреннему пространству (1.0) рабочего бокса (1) извне него (1.0) и снизу или сверху. Указанное всасывание осуществляют через пластину (3), контактирующую с материалом стержня и предотвращающую перемещение материала стержня во внутреннем пространстве. Комбинация микроволнового воздействия и сушки посредством всасывания обеспечивает уменьшение времени отверждения. 2 н. и 12 з.п. ф-лы, 8 ил.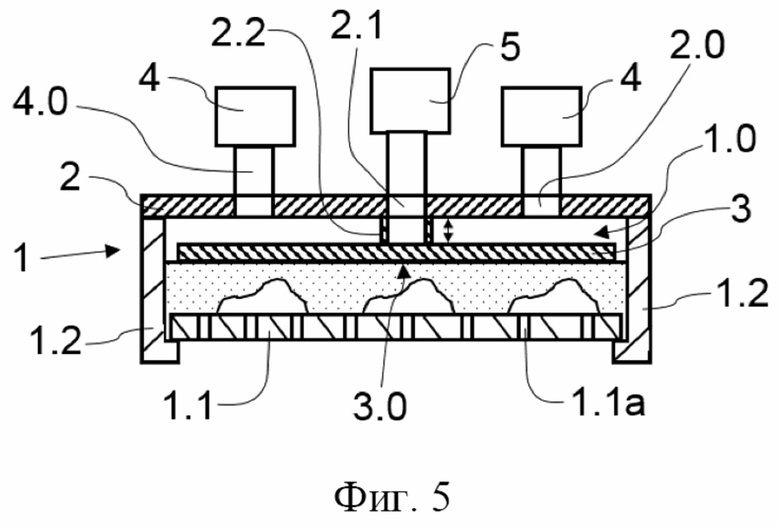
1. Способ изготовления песчаных литейных стержней, включающий этап образования, на котором по меньшей мере один литейный стержень (9) образуется с желаемой формой во внутреннем пространстве (1.0), образованном рабочим боксом (1), посредством 3D-производства, в котором множество слоев гранулированного материала и добавки, которая отверждает гранулированный материал, наносят изменяемым и избирательным образом на платформе (1.1) рабочего бокса (1), и этап отверждения, на котором литейный стержень (9), образованный на этапе образования, подвергается отверждению, при этом этап образования реализуют при нахождении рабочего бокса (1) на первой станции (101) установки (1000), и этап отверждения реализуют на второй станции (102) указанной установки (1000), при этом рабочий бокс (1) перемещают на вторую станцию (102), на которой реализуют указанный этап отверждения, после осуществления этапа образования на первой станции (101), отличающийся тем, что на этапе отверждения для осуществления отверждения литейного стержня (9), образованного на этапе образования, применяют микроволны и поток для сушки во внутреннем пространстве (1.0) рабочего бокса (1), в котором расположен указанный литейный стержень (9),
при этом на указанном этапе отверждения перед применением микроволн и потока для сушки, внутреннее пространство (1.0) рабочего бокса (1) закрыто герметичным образом в его верхней части крышкой (2), выполненной с этой целью, при этом осуществляют вертикальное перемещение крышки (2) к рабочему боксу (1) или рабочего бокса (1) к крышке (2) для обеспечения герметичного закрытия,
при этом поток для сушки генерируют посредством применения всасывания ко внутреннему пространству (1.0) рабочего бокса (1) извне указанного внутреннего пространства (1.0) и снизу или сверху,
при этом указанное всасывание осуществляют через пластину (3) для всасывания, которая расположена между крышкой (2) и материалом, присутствующим во внутреннем пространстве (1.0) рабочего бокса (1), и при нахождении указанной пластины (3) для всасывания в контакте с указанным материалом.
2. Способ по п. 1, отличающийся тем, что микроволны применяют извне внутреннего пространства (1.0) рабочего бокса (1) и через крышку (2), при этом указанная крышка (2) содержит по меньшей мере одно сквозное отверстие (2.0), через которое микроволны направляются к внутреннему пространству (1.0) рабочего бокса (1).
3. Способ по п. 1 или 2, отличающийся тем, что всасывание осуществляют сверху внутреннего пространства (1.0) рабочего бокса (1) через крышку (2) и пластину (3) для всасывания, при этом платформа (1.1) имеет определенную пористость в по меньшей мере одной области всасывания, которая обеспечивает прохождение воздуха через нее, но не прохождение гранулированного материала.
4. Способ по п. 3, отличающийся тем, что пластина (3) для всасывания содержит определенную пористость в по меньшей мере одной области (3.0) всасывания, которая обеспечивает прохождение воздуха через нее, но не прохождение гранулированного материала, при этом всасывание осуществляют через указанную область (3.0) всасывания.
5. Способ по п. 3 или 4, отличающийся тем, что рабочий бокс (1) соединен с конструкцией (102.1) второй станции (102), и этап отверждения реализуют на указанной второй станции (102), причем рабочий бокс (1) соединен с указанной конструкцией (102.1), при этом способ включает этап очистки после этапа отверждения, который реализуют при нахождении рабочего бокса (1) на второй станции (102), и на котором избыточный гранулированный материал отделяют от литейного стержня (9), и указанный избыточный гранулированный материал выгружают из внутреннего пространства (1.0) указанного рабочего бокса (1) через платформу (1.1) указанного рабочего бокса (1).
6. Способ по п. 5, отличающийся тем, что платформа (1.1) рабочего бокса (1) содержит множество разгрузочных отверстий (1.1a) для выгрузки через них избыточного гранулированного материала из внутреннего пространства (1.0) рабочего бокса (1), при этом указанное множество разгрузочных отверстий (1.1a) открыто управляемым образом во время этапа очистки для обеспечения указанной выгрузки, при этом конструкция (102.1) второй станции (102) содержит платформу (102.0) очистки, на которой рабочий бокс (1) расположен и с которой он соединен, когда указанный рабочий бокс (1) соединен с указанной конструкцией (102.1).
7. Способ по любому из пп. 1-6, отличающийся тем, что поток для сушки, применяемый во внутреннем пространстве (1.0) рабочего бокса (1), генерируют таким образом, что он вынужден проходить сквозь литейный стержень (9), расположенный внутри рабочего бокса (1).
8. Установка для изготовления песчаных литейных стержней, при этом установка (1000) содержит рабочий бокс (1), в котором образуется по меньшей мере один литейный стержень (9), и содержит платформу (1.1), первую станцию (101), выполненную для размещения рабочего бокса (1), средства изготовления, которые связаны с первой станцией (101) и выполнены для образования литейных стержней (9) во внутреннем пространстве (1.0), образованном рабочим боксом (1), посредством 3D-производства, в котором множество слоев гранулированного материала и добавки, которая отверждает гранулированный материал, наносят изменяемым и избирательным образом на платформе (1.1) указанного рабочего бокса (1), вторую станцию (102), выполненную для размещения рабочего бокса (1), конвейерное устройство для перемещения рабочего бокса (1) с первой станции (101) на вторую станцию (102), и средства отверждения, которые связаны со второй станцией (102) и выполнены для отверждения литейных стержней (9), образованных на первой станции (101), отличающаяся тем, что средства отверждения содержат по меньшей мере одно устройство (4), генерирующее микроволны для применения их во внутреннем пространстве (1.0), образованном рабочим боксом (1), когда указанный рабочий бокс (1) находится на второй станции (102), и устройство (5), генерирующее поток, выполненное для генерирования потока для сушки в указанном внутреннем пространстве (1.0), когда указанный рабочий бокс (1) находится на второй станции (102),
при этом установка (1000) дополнительно содержит на второй станции (102) крышку (2), выполненную для закрывания внутреннего пространства (1.0) рабочего бокса (1) герметичным образом в его верхней части, средства перемещения для перемещения крышки (2) или рабочего бокса (1) вертикально для обеспечения указанного герметичного закрытия, и пластину (3) для всасывания, прикрепленную к крышке (2) с возможностью свободного вертикального перемещения, и, когда рабочий бокс (1) находится на второй станции (102), указанная пластина (3) для всасывания расположена между указанной крышкой (2) и платформой (1.1) указанного рабочего бокса (1), и устройство (5), генерирующее поток, выполнено для применения всасывания к внутреннему пространству (1.0) через пластину (3) для всасывания и крышку (2) для генерирования потока для сушки.
9. Установка по п. 8, отличающаяся тем, что устройство (4), генерирующее микроволны, прикреплено к крышке (2) и сообщается с по меньшей мере одним сквозным отверстием (2.0) указанной крышки (2), вследствие чего микроволны, которые оно генерирует, достигают внутреннего пространства (1.0) рабочего бокса (1) через указанные сквозные отверстия (2.0) крышки (2), при этом указанная крышка (2) предпочтительно содержит материал, подходящий для того, чтобы выдерживать воздействие микроволн.
10. Установка по п. 8 или 9, отличающаяся тем, что устройство (5), генерирующее поток, сообщается с пластиной (3) для всасывания через крышку (2) и выполнено для осуществления всасывания сверху внутреннего пространства (1.0) и через крышку (2) и указанную пластину (3) для всасывания.
11. Установка по п. 10, отличающаяся тем, что пластина (3) для всасывания прикреплена к крышке (2) посредством полой колонки (2.2), при этом крышка (2) содержит сквозное отверстие (2.1), сообщающееся с пустым пространством колонки (2.2), и указанное пустое пространство сообщается с пластиной (3) для всасывания, при этом устройство (5), генерирующее поток, сообщается со сквозным отверстием (2.1) крышки (2), вследствие чего оно сообщается с пластиной (3) для всасывания через указанное сквозное отверстие (2.1) и пустое пространство колонки (2.2).
12. Установка по п. 10 или 11, отличающаяся тем, что пластина (3) для всасывания содержит определенную пористость в по меньшей мере одной области (3.0) всасывания, которая обеспечивает прохождение воздуха через нее, но не прохождение гранулированного материала, и крышка (2) содержит по меньшей мере одно сквозное отверстие (2.0), сообщающееся с устройством (5), генерирующим поток, и с указанной областью (3.0) всасывания.
13. Установка по любому из пп. 8-12, отличающаяся тем, что вторая станция (102) содержит конструкцию (102.1) с платформой (102.0) очистки, при этом рабочий бокс (1) и платформа (102.0) очистки выполнены для обеспечения соединения между ними для генерирования потока для сушки, при этом платформа (1.1) содержит множество разгрузочных отверстий (1.1a) с управляемым открытием, через которые избыточный гранулированный материал может быть выгружен из внутреннего пространства (1.0) рабочего бокса (1), и установка (1000) содержит на второй станции (102) средства для осуществления указанного открытия.
14. Установка по любому из пп. 8-13, отличающаяся тем, что устройство (5), генерирующее поток, выполнено таким образом, что поток для сушки, применяемый во внутреннем пространстве (1.0) рабочего бокса (1), вынужден проходить сквозь литейный стержень (9), расположенный внутри рабочего бокса (1).
| CN 105344941 A, 24.02.2016 | |||
| CN 108007096 A, 08.05.2018 | |||
| WO 2017152348 A1, 14.09.2017 | |||
| Способ изготовления литейных форм и стержней для литья металлов | 1990 |
|
SU1834743A3 |
| CN 106123520 A, 16.11.2016 | |||
| Аппарат для окуривания дымом земли и растений | 1925 |
|
SU5362A1 |
| EP 2907601 A1, 19.08.2015. | |||

