ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способам и системам для распаковки объектов, и более конкретно к способам и системам для распаковки объектов, изготовленных посредством аддитивного производства, при котором изготовленные объекты упакованы в неотвержденном гранулированном материале.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Песчаные стержни обычно изготавливают в традиционных машинах для производства из песка, где литейная форма определяет форму изготавливаемого стержня (или изготавливаемых стержней) в каждом цикле производства. Материал, используемый для изготовления стержней, затем вводят в литейную форму, и указанный материал закаливают или отверждают для получения результата в твердом состоянии. Указанным результатом является песчаный стержень. Используемым материалом является гранулированный материал (разновидность песка), смешанный с по меньшей мере одной добавкой или связующим веществом (например, разновидность смолы).
В последние годы внедрено применение других способов изготовления песчаных стержней: аддитивное производство или 3D производство. При аддитивном производстве объекты (стержни) изготавливают из гранулированного материала и добавки, отверждающей песок. Песок и добавку располагают слоями в рабочем боксе, на платформе рабочего бокса, при этом слои добавки наносят только на нужный гранулированный материал (и в зависимости от формы изготавливаемого объекта). В конце процесса объекты, изготовленные и отвержденные посредством добавки, а также гранулированный материал, который не пропитался добавкой (неотвержденный гранулированный материал), остаются в рабочем боксе. Поэтому необходимо отделять объекты от указанного неотвержденного гранулированного материала, т. е. необходимо распаковать объекты.
Хотя объекты, изготовленные таким способом, находятся в твердом состоянии, они обычно являются хрупкими, и зачастую невозможно обрабатывать их с помощью роботов для отделения их от неотвержденного гранулированного материала, поскольку велик риск их разрушения. Поэтому необходимо применять другие менее агрессивные способы их распаковки. Один известный способ заключается в использовании платформ для рабочего бокса с отверстиями, которые можно открывать управляемым образом так, что после их открытия неотвержденный гранулированный материал, имеющийся в указанном рабочем боксе, выпускается через указанные отверстия под действием силы тяжести.
Недостаток в системах этого типа состоит в том, что не весь неотвержденный гранулированный материал остается обращенным к отверстиям, так что зачастую невозможно выпустить указанный материал, или по меньшей мере необходимую часть, через указанные отверстия. Для устранения этого недостатка в патенте US2015/0258744A1 описана система, в которой платформа снабжена дополнительными отверстиями, и снизу и через указанные отверстия подают текучую среду для создания псевдоожиженного слоя неотвержденного гранулированного материала, находящегося в рабочем боксе. Это требует по меньшей мере использования дополнительных впрыскивающих форсунок и фильтров, и, более того, это решение не гарантирует того, что текучая среда сможет достичь всего неотвержденного гранулированного материала, в частности материала, расположенного на объектах и/или в верхней части рабочей камеры.
В патенте WO2007/139938A2 описаны способ и устройство для обработки порошка в 3D принтере. Устройство содержит средство транспортировки порошка из нескольких источников в устройство для дозирования порошка и вибрационный механизм для создания вибрации, способствующей удалению порошка.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является предоставление способа и системы для распаковки объектов, изготовленных посредством аддитивного производства и с использованием гранулированного материала, как определено в формуле изобретения.
Первый аспект настоящего изобретения относится к способу распаковки объектов, изготовленных посредством аддитивного производства и с использованием гранулированного материала в рабочем боксе. После завершения цикла производства, когда объекты уже изготовлены, объекты затем распаковывают или отделяют от неотвержденного гранулированного материала, имеющегося вместе с указанными объектами в рабочем боксе, с использованием настоящего способа, начиная с нахождения указанных объектов и указанного неотвержденного гранулированного материала на платформе рабочего бокса.
Платформа отделяет нижнюю часть рабочего бокса и содержит отверстия, через которые неотвержденный гранулированный материал выгружается из рабочего бокса под действием силы тяжести. Во время изготовления объектов отверстия закрыты, и способ распаковки включает открытие указанных отверстий управляемым образом для обеспечения возможности выгрузки через них неотвержденного гранулированного материала. Неотвержденный гранулированный материал таким образом отделяется от объектов, и в рабочем боксе остаются только изготовленные объекты, и таким образом указанные объекты распаковываются.
Для осуществления распаковки дополнительно выполняют управляемый наклон рабочего бокса в разных направлениях, при этом отверстия платформы рабочего бокса открыты. Таким образом перемещают неотвержденный гранулированный материал, имеющийся в рабочем боксе, что облегчает его выгрузку из рабочего бокса через указанные отверстия. Поскольку наклон является управляемым, он может быть выполнен в требуемых порядке и направлении и вплоть до необходимого угла, который гарантирует, что объект не переместится опасно в рабочем боксе, например, с целью предотвращения риска разрушения указанного объекта.
Кроме того, поскольку наклон может быть выполнен в разных направлениях, облегчается размещение неотвержденного гранулированного материала, имеющегося на различных участках рабочего бокса, на отверстиях платформы с целью выгрузки. Таким образом достигается или по меньшей мере облегчается распаковка объектов простым способом и без риска разрушения изготовленных объектов.
Для осуществления распаковки в настоящем способе рабочий бокс передвигают на станцию распаковки, содержащую опору, опирающуюся на множество опорных участков, которые выполнены с возможностью перемещения по высоте. Рабочий бокс присоединяют к опоре станции распаковки, и после присоединения осуществляют открытие отверстий платформы рабочего бокса, при этом наклон указанной опоры осуществляют посредством управляемого вертикального перемещения опорных участков, на которые опирается опора для осуществления наклона рабочего бокса.
Второй аспект настоящего изобретения относится к системе распаковки для распаковки объектов, изготовленных посредством аддитивного производства и с использованием гранулированного материала. Система содержит рабочий бокс, в котором изготавливают объекты и который, в свою очередь, содержит платформу, на которой размещаются неотвержденный гранулированный материал и объекты после их изготовления, при этом платформа содержит отверстия, через которые неотвержденный гранулированный материал выгружают из рабочего бокса под действием силы тяжести. Система также содержит приводное средство, применимое для открытия указанных отверстий управляемым образом для указанной выгрузки.
Система дополнительно содержит дополнительное приводное средство для осуществления управляемого наклона рабочего бокса в разных направлениях.
Система дополнительно содержит станцию распаковки с неподвижной конструкцией и опору, расположенную на указанной конструкции со свободой перемещения. Опора и рабочий бокс выполнены с возможностью присоединения друг к другу и тем самым перемещения неотделимо друг от друга. Опора содержит полость, на которой платформа рабочего бокса по меньшей мере частично расположена так, чтобы обеспечивать возможность выгрузки через нее неотвержденного гранулированного материала, выпадающего через отверстия платформы, при этом опора выполнена с возможностью наклона относительно конструкции.
Тем самым благодаря системе достигают тех же преимуществ, которые упомянуты в отношении способа.
Эти и другие преимущества и признаки настоящего изобретения станут очевидными при рассмотрении графических материалов и подробного описания изобретения.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
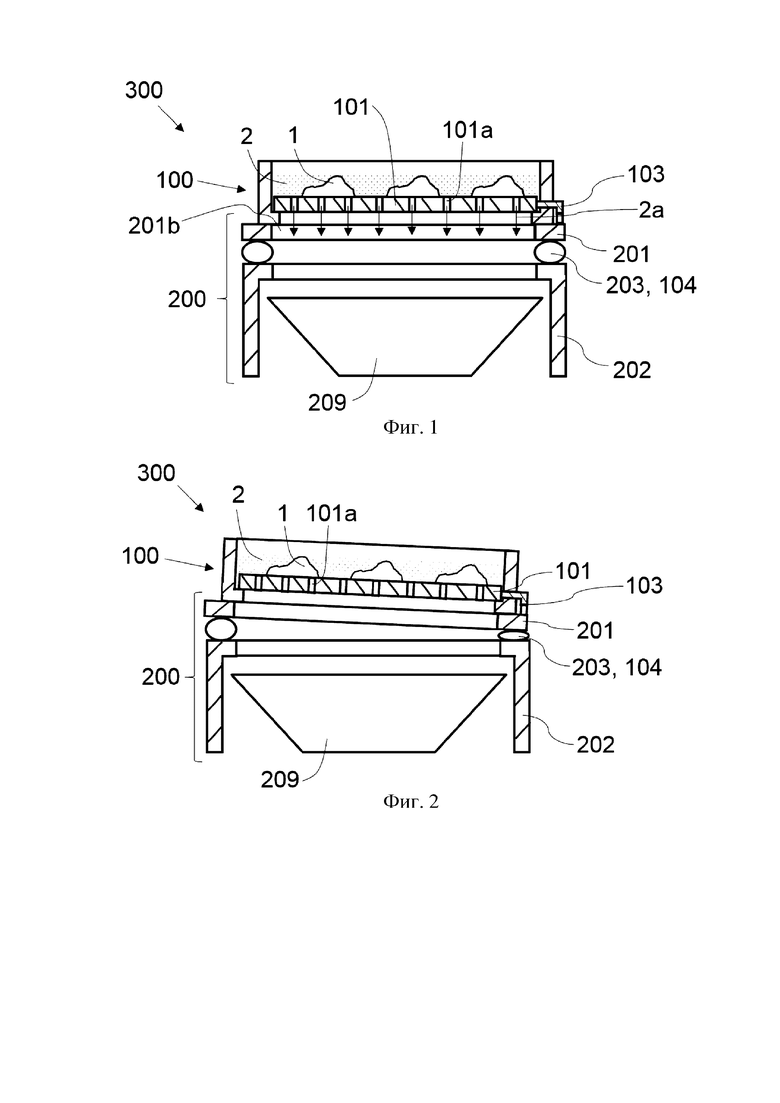
На фиг. 1 схематически показан рабочий бокс одного варианта осуществления системы распаковки согласно настоящему изобретению, расположенный в станции выгрузки указанной системы.
На фиг. 2 схематически показан рабочий бокс системы, представленной на фиг. 1, при этом указанный рабочий бокс наклонен.
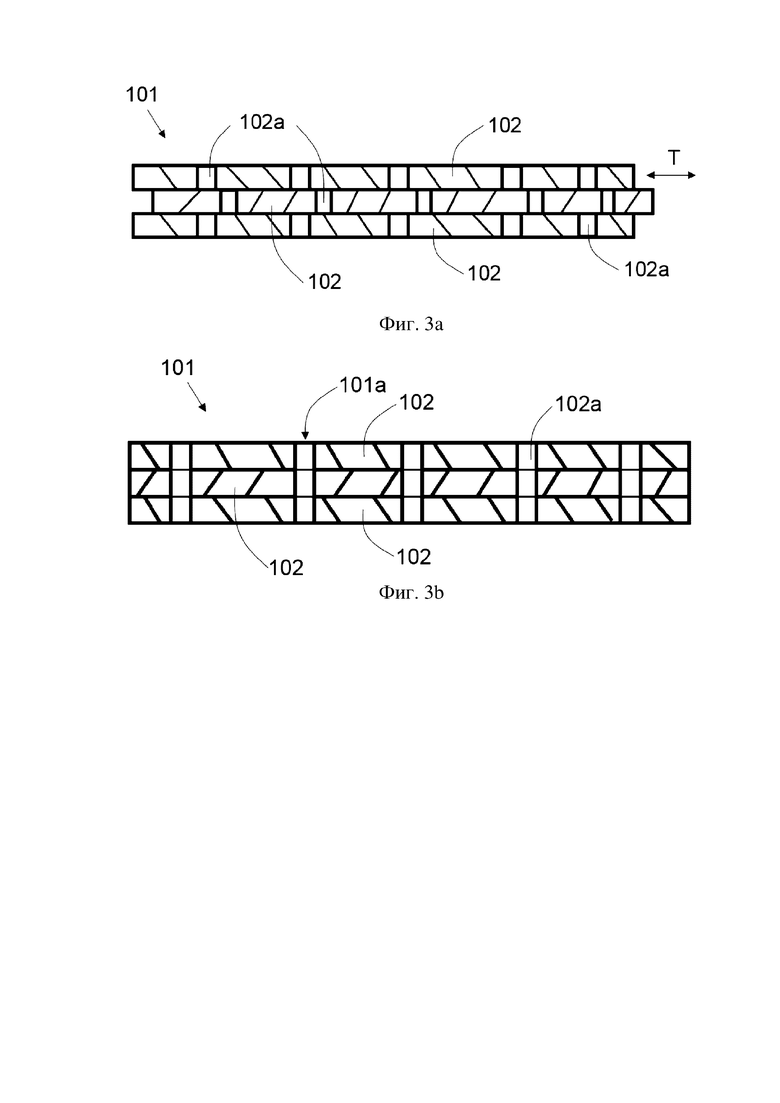
На фиг. 3a показана платформа рабочего бокса системы, представленной на фиг. 1, при этом отверстия указанной платформы закрыты.
На фиг. 3b показана платформа рабочего бокса системы, представленной на фиг. 1, при этом отверстия указанной платформы открыты.
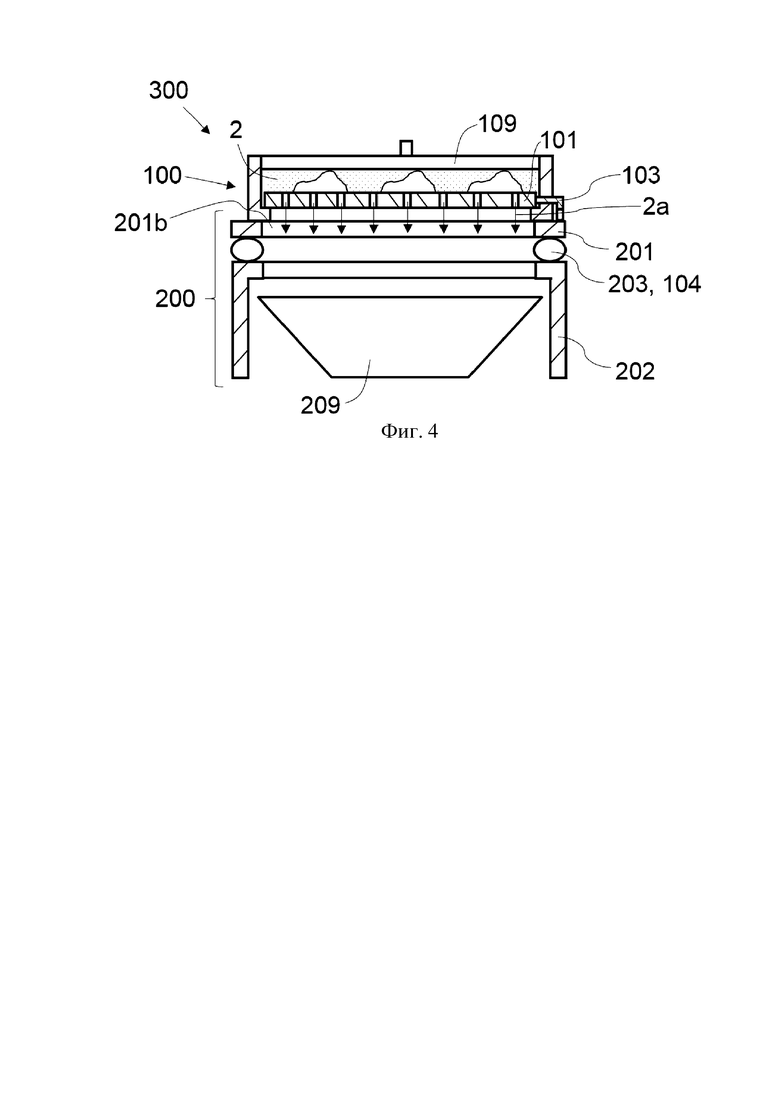
На фиг. 4 показана нагревательная плита, расположенная в системе, представленной на фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Способ подходит для распаковки объектов 1, изготовленных посредством аддитивного производства и использования гранулированного материала, например такого как разновидность песка, и находящихся в рабочем боксе 100, в частности для распаковки песчаных стержней, изготовленных таким способом. В этом типе изготовления песчаных стержней слои песка и смолы поочередно размещают в рабочем боксе 100. Смола, которую размещают здесь, зависит от формы изготавливаемых объектов 1, тогда как песок обычно закладывают вне зависимости от указанной формы. В результате изготовленные объекты 1 (смесь песка и смолы) остаются в рабочем боксе 100 вместе с неотвержденным гранулированным материалом 2 (песок), который не смешался со смолой, как показано в качестве примере на фиг. 1 и фиг. 2. Объекты 1 отделяют от неотвержденного гранулированного материала 2 с помощью настоящего способа, при этом указанные объекты 1 распаковываются.
После завершения изготовления в рабочем боксе 100 объекты 1 и неотвержденный гранулированный материал 2 располагаются на платформе 101 рабочего бокса 100. Платформа 101 содержит множество отверстий 101a для выпуска через них неотвержденного гранулированного материала 2 из рабочего бокса 100 под действием силы тяжести, как в качестве примера показано ссылочной позицией 2a на фиг. 1, при этом указанные отверстия 101a открывают управляемым образом для указанного выпуска по мере необходимости и для отделения тем самым объектов 1 от неотвержденного гранулированного материала 2. Платформа 101 предпочтительно является горизонтальной, как показано на фиг. 1.
Для выполнения распаковки в способе осуществляют управляемый наклон рабочего бокса 100 в разных направлениях при открытых отверстиях 101a платформы 101 рабочего бокса 100 так, что неотвержденный гранулированный материал 2, имеющийся в рабочем боксе 100, перемещается, и его выпуск через отверстия 101a платформы 101 облегчается. На фиг. 2 в качестве примера показан наклон бокса 100 со стержнями в конкретном направлении, но способ включает применение разных наклонов рабочего бокса 100.
Наклон в разных направлениях осуществляют путем чередования одного направления с другим так, что неотвержденный связующий материал 2 постоянно перемещается во всех направлениях, и его также можно осуществлять по необходимости и когда это считается целесообразным. В зависимости от изготовленных объектов 1, главным образом в зависимости от их формы и/или размера , потребность в наклоне может разниться как по количеству, так и по направлениям, усилию и времени, например, наклоны для каждого случая можно регулировать. Поэтому в таком случае пользователь может выполнить настройку потребностей и даже сохранять разные варианты для разных случаев так, чтобы пользователь мог выбирать подходящий вариант для каждого случая.
Для выполнения распаковки после изготовления объектов 1 и до открытия отверстий 101a платформы 101, рабочий бокс 100 перемещают на станцию 200 распаковки, содержащую опору 201, опирающуюся на множество опорных участков станции 200 распаковки, которые выполнены с возможностью перемещения по высоте, и рабочий бокс 100 присоединяют к опоре 201 станции 200 распаковки. После присоединения выполняют открытие отверстий 101a платформы 101 рабочего бокса 100 для обеспечения выпуска неотвержденного гранулированного материала 2, также осуществляют наклон указанной опоры 201 для осуществления наклона рабочего бокса 100. Наклон осуществляют посредством управляемого вертикального перемещения опорных участков, на которые опирается опора 201, по мере необходимости (предпочтительно путем чередования перемещений разных опорных участков). Каждое перемещение опорного участка приводит к наклону опоры 201, а значит и к наклону рабочего бокса 100.
В предпочтительном варианте осуществления опора 201 станции 200 распаковки содержит квадратное или прямоугольное основание, при этом указанная опора 201 опирается на четыре опорных участка, и каждый опорный участок находится близко к одной из вершин или под одной из вершин опоры 201. Это позволяет легко осуществлять наклон опоры 201 во множестве направлений в зависимости от перемещения опорных участков, и, поскольку рабочий бокс 100 присоединен к опоре 201, указанный рабочий бокс 100 наклоняется вместе с указанной опорой 201.
В предпочтительном варианте осуществления опора 201 дополнительно располагается на конструкции 202 станции 200 распаковки, и станция 200 распаковки содержит множество надувных элементов 203, расположенных между конструкцией 202 и опорой 201, поэтому опора 201 опирается на надувные элементы 203. Каждый надувной элемент 203 содержит по меньшей мере один из опорных участков, на которые опирается опора 201, при этом каждый из них предпочтительно содержит единственный опорный участок, и соответствующий надувной элемент 203 надувают и/или спускают управляемым образом для осуществления перемещения опорного участка, что вызывает соответствующий наклон опоры 201 и, следовательно, рабочего бокса 100, присоединенного к указанной опоре 201. Разными надувными элементами 203 управляют независимо, хотя их можно надувать и/или спускать одновременно. Два или более надувных элемента 203 можно надувать или спускать одновременно, но это надувание или спускание предпочтительно осуществляют в разной степени с целью получения разных наклонов. Поскольку ими управляют независимо, в любое время можно получать требуемые наклоны в требуемой степени.
В предпочтительном варианте осуществления также вызывают вибрацию указанного рабочего бокса 100 при открытых отверстиях 101a платформы 101 рабочего бокса 100, при этом требуемые наклоны и вибрацию указанного рабочего бокса 100 выполняют одновременно, при необходимости. Это облегчает перемещение неотвержденного гранулированного материала 2, делая его выпуск еще более легким, при необходимости. Кроме того, степень вибрации можно регулировать по мере надобности. Надувные элементы 203 изготовлены из резины или эквивалентного материала так, что они поглощают и/или подавляют вибрации и не дают им достигать конструкции 202.
В предпочтительном варианте осуществления платформа 101 образована множеством параллельных пластин 102, предпочтительно в количестве трех штук, расположенных друг на друге в виде слоистой конструкции. Каждая пластина 102 содержит множество сквозных отверстий 102a, и для открытия отверстий 101a платформы 101 выполняют перемещение по меньшей мере одной из указанных пластин 102 в поперечном направлении T так, что отверстия 102a разных пластин 102 выравниваются и предоставляют возможность прохождения неотвержденного связующего материала 2 через платформу 101, как показано в качестве примера на фиг. 3a и фиг. 3b. Поэтому, когда отверстия 102a разных пластин 102 выровнены, отверстия 101a считаются открытыми, поскольку предоставлена возможность прохождения неотвержденного гранулированного материала 2 через них и из рабочего бокса 100.
Второй аспект настоящего изобретения относится к системе 300 распаковки для распаковки объектов 1, изготовленных посредством аддитивного производства и с использованием гранулированного материала, например такого как разновидность песка, в котором реализован способ распаковки, например такой как способ из первого аспекта настоящего изобретения, с получением тех же преимуществ, которые описаны в отношении указанного первого аспекта.
Система 300 содержит рабочий бокс 100, в котором изготавливают объекты 1, и рабочий бокс 100 содержит платформу 101, на которой расположены неотвержденный гранулированный материал 2 и объекты 1 после их изготовления. Как описано выше, неотвержденный гранулированный материал 2 представляет собой избыточный гранулированный материал, который не является частью изготовленных объектов 1, но был использован при их изготовлении.
Платформа 101 содержит множество отверстий 101a, через которые неотвержденный гранулированный материал 2 выпускается из рабочего бокса 100 под действием силы тяжести, и система 300 содержит приводное средство 103, применяемое для открытия указанных отверстий 101a управляемым образом для указанного выпуска. Указанное приводное средство 103 может быть с ручным управлением, но оно предпочтительно представляет собой привод, находящийся под контролем устройства управления. Привод может представлять собой, например, цилиндр.
Система 300 дополнительно содержит дополнительное приводное средство 104 для осуществления управляемого наклона рабочего бокса 100 в разных направлениях, как рассмотрено выше в отношении первого аспекта настоящего изобретения, и средство управления для управления указанными наклонами.
Система 300 дополнительно содержит станцию 200 распаковки, в которой располагают рабочий бокс 100 для распаковки объектов 1. Станция 200 распаковки содержит неподвижную конструкцию 202 и опору 201. Опора 201 расположена на конструкции 202 со свободой перемещения, и как опора 201, так и рабочий бокс 100 выполнены с возможностью соединения друг с другом посредством соединительного средства, не изображенного на графических материалах, когда рабочий бокс 100 расположен в станции 200 распаковки, благодаря этому указанная опора 201 и указанный рабочий бокс 201 передвигаются как единое целое друг с другом. Опора 201 выполнена с возможностью наклона относительно конструкции 202, посредством приведения в действие дополнительным приводным средством 104, при этом рабочий бокс 100 таким образом наклоняется относительно конструкции 202.
Соединительное средство может быть типа «шип и паз», например, и оно может быть с ручным управлением или автоматическим (в последнем случае оно автоматически соединяется или за счет фактической конфигурации соединительного средства или посредством его управляемого приведения в действие с помощью средства управления, например).
Опора 201 содержит полость 201b, на которой по меньшей мере частично расположена платформа 101 рабочего бокса 100 так, что, когда открыт проход отверстий 101a указанной платформы 101, неотвержденный гранулированный материал 2 выпадает через указанную полость 201b, проходя через опору 201, с возможностью отложения в контейнере 209, расположенном под опорой 201, например, для последующей выгрузки из станции 200 распаковки.
В предпочтительном варианте осуществления дополнительное приводное средство 104 является пневматическим средством, расположенным в станции 200 распаковки. Дополнительное приводное средство 104 содержит множество надувных элементов 203, расположенных между опорой 201 и конструкцией 202 и применимых для надувания и спускания независимым и управляемым образом для осуществления соответствующего наклона.
Надувные элементы 203 предпочтительно располагаются под внешними концами опоры 201, оставляя пространство под полостью 201b указанной опоры 201 по меньшей мере частично свободным, позволяя неотвержденному гранулированному материалу 2 падать через него. Система 300 содержит приводное средство, не изображенное на графических материалах, для надувания и спускания надувных элементов 203 управляемым образом. Например, приводное средство может содержать трехходовой клапан и регулятор давления для каждого надувного элемента 203, при этом указанный клапан и указанный регулятор предпочтительно находятся под управлением средства управления. Давление воздуха, используемого для надувания соответствующего надувного элемента 203, регулируется с помощью регулятора давления, а надувание и спускание соответствующего надувного элемента 203 регулируется с помощью трехходового клапана. Приводное средство может быть соединено с впускным отверстием для сжатого воздуха, например, указанный сжатый воздух является воздухом, используемым для надувания надувных элементов 203.
Система 300 может дополнительно содержать вибрационное средство, не показанное на графических материалах, для обеспечения вибрации рабочего бокса 100. Вибрация предназначена для перемещения неотвержденного гранулированного материала 2, имеющегося в рабочем боксе 100, с целью облегчения его выгрузки через отверстия 101a платформы 101. Поэтому в предпочтительном варианте осуществления система 300 содержит вибрационное средство, которое дополнительно расположено в станции 200 распаковки, присоединено к опоре 201 для обеспечения вибрации указанной опоры 201 при необходимости. Если рабочий бокс 100 присоединен к опоре 201, вибрация опоры 201 вызывает вибрацию рабочего бокса 100. Средство управления поэтому выполнено с возможностью обеспечения вибрации опоры 201, когда рабочий бокс 100 присоединен к указанной опоре 201, и предпочтительно когда отверстия 101a платформы 101 рабочего бокса 100 открыты. В предпочтительном варианте осуществления, поскольку надувные элементы 203 изготовлены из резины, указанные надувные элементы 203 поглощают и/или подавляют вибрации и не дают им достигать конструкции 202, по меньшей мере по большей части. Надувные элементы 203 могут быть изготовлены из другого типа эквивалентного материала, в том смысле, что указанный материал реагирует на вибрации таким же или подобным образом (для их поглощения и/или подавления).
В предпочтительном варианте осуществления опора 201 содержит приводное средство 103, обеспечивающее управляемое открытие отверстий 101a платформы 101 рабочего бокса 100, при этом рабочий бокс 100 и платформа 101 выполнены так, что указанное приводное средство 103 присоединено к указанной платформе 101, когда рабочий бокс 100 присоединен к опоре 201. Платформа 101 содержит по меньшей мере две состыкованные пластины 102, и приводное средство 103 применимо для соединения с одной из указанных пластин 102 и для перемещения указанной пластины в продольном направлении относительно другой пластины 102, при этом при указанном перемещении отверстия 101a открываются или закрываются.
В предпочтительном варианте осуществления платформа 101 содержит три пластины 102, как показано на фиг. 3a и фиг. 3b, расположенные друг на друге в виде слоистой конструкции, при этом промежуточная пластина 102 представляет собой пластину, к которой присоединено приводное средство 103. Все пластины 102 содержат сквозные отверстия 102a, и отверстия 101a открыты, когда указанные сквозные отверстия 102a совпадают друг с другом, как в качестве примера показано на фиг. 3b.
Станция 200 распаковки может дополнительно содержать нагревательную плиту 109, применимую для размещения на рабочем боксе 100, как показано в качестве примера на фиг. 4, используемую для нагрева содержимого указанного рабочего бокса 100. Благодаря нагревательной плите 109 объекты 1, например, могут быть отверждены, так что впоследствии их можно обрабатывать более безопасно без риска (или с меньшим риском) их непреднамеренного разрушения. Нагревательная плита 109 может работать во время распаковки на любом из ее этапов. Если ее накладывают заблаговременно, когда в рабочем боксе 10 имеется неотвержденный гранулированный материал 2 и до и/или во время вибрации, то отвердевают объекты 1, которые впоследствии могут выдержать большую и более резкую вибрацию. Напротив, если она спроектирована или приспособлена для работы только после распаковки или на продвинутом этапе распаковки, количество неотвержденного гранулированного материала 2, имеющегося в рабочем боксе 100, будет меньше, чем в предыдущем случае (или даже пренебрежимо малым, в зависимости от того, когда нагревательная пластина 109 активируется), и поэтому меньше тепловой энергии требуется для отверждения объектов 1, поскольку требуется нагреть меньше материала (неотвержденный гранулированный материал 2 плюс объекты 1), при этом требуется нагревательная пластина 109 меньших размеров.
Изобретение относится к способу и системе для распаковки объектов, изготовленных посредством аддитивного производства с использованием гранулированного материала в рабочем боксе (100). При осуществлении способа объекты (1) после их изготовления распаковывают из неотвержденного гранулированного материала (2), начиная с нахождения объектов (1) и гранулированного материала (2) на платформе (101) бокса (100). Платформа (101) содержит отверстия (101a) для выгрузки гранулированного материала (2), при этом указанные отверстия (101a) открывают с помощью системы управления для выгрузки указанного материала и для отделения объектов (1) от гранулированного материала (2), при этом объекты (1) распаковываются. Для осуществления распаковки обеспечивают управляемый наклон бокса (100) в разных направлениях, при этом отверстия (101a) платформы (101) являются открытыми, для перемещения гранулированного материала (2) и облегчения его выгрузки через указанные отверстия (101a). Технический результат – повышение надежности очистки готовых объектов (1) от неотвержденного гранулированного материала (2). 2 н. и 11 з.п. ф-лы, 4 ил.
1. Способ распаковки объектов, изготовленных посредством аддитивного производства из гранулированного материала в рабочем боксе (100), причем объекты (1) распаковывают из неотвержденного гранулированного материала (2) с помощью настоящего способа при их изготовлении, начиная с нахождения указанных объектов (1) и указанного неотвержденного гранулированного материала (2) на платформе (101) рабочего бокса (100), при этом платформа (101) содержит множество отверстий (101a) для выгрузки через них неотвержденного гранулированного материала (2) из рабочего бокса (100), при этом указанные отверстия (101a) открывают управляемым образом для указанной выгрузки и для отделения тем самым объектов (1) от неотвержденного гранулированного материала (2), при этом объекты (1) распаковываются, причем для выполнения распаковки обеспечивают управляемый наклон рабочего бокса (100) в разных направлениях, при этом отверстия (101a) платформы (101) рабочего бокса (100) являются открытыми, для перемещения неотвержденного гранулированного материала (2), имеющегося в указанном рабочем боксе (100), и облегчения его выгрузки через указанные отверстия (101a), отличающийся тем, что для выполнения распаковки рабочий бокс (100) перемещают на станцию (200) распаковки, содержащую опору (201), опирающуюся на множество опорных участков, которые выполнены с возможностью перемещения по высоте, при этом рабочий бокс (100) присоединяют к опоре (201) станции (200) распаковки, и после присоединения осуществляют открытие отверстий (101a) платформы (101) рабочего бокса (100), наклон указанной опоры (201) осуществляют посредством управляемого вертикального перемещения опорных участков, на которые опирается опора (201), для осуществления наклона рабочего бокса (100).
2. Способ по п. 1, отличающийся тем, что опора (201) станции (200) распаковки содержит квадратное или прямоугольное основание, при этом указанная опора (201) опирается на четыре опорных участка, и каждый опорный участок находится близко к или под одной из вершин опоры (201).
3. Способ по п. 1 или 2, отличающийся тем, что опора (201) расположена на конструкции (202) станции (200) распаковки, при этом станция (200) распаковки дополнительно содержит множество надувных элементов (203), расположенных между конструкцией (202) и опорой (201), и каждый надувной элемент (203) содержит по меньшей мере один из опорных участков, на которые опирается опора (201), каждый из указанных надувных элементов (203) надувают и спускают управляемым образом для осуществления соответствующего наклона опоры (201) и рабочего бокса (100), присоединенного к опоре (201).
4. Способ по п. 3, отличающийся тем, что надувными элементами (203) управляют независимо, при этом каждый надувной элемент (203) предпочтительно содержит единственный соответствующий опорный участок.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что вибрацию указанного рабочего бокса (100) дополнительно осуществляют при открытых отверстиях (101a) платформы (101) рабочего бокса (100).
6. Система распаковки для распаковки объектов, изготовленных посредством аддитивного производства из гранулированного материала, содержащая рабочий бокс (100), в котором изготавливают объекты (1) и который в свою очередь содержит платформу (101), на которой размещаются неотвержденный гранулированный материал (2) и объекты (1) после их изготовления, при этом платформа (101) содержит множество отверстий (101a) для выгрузки через них неотвержденного гранулированного материала (2) из рабочего бокса (100), и при этом система (300) содержит приводное средство (103), применяемое для открытия указанных отверстий (101a) управляемым образом для указанной выгрузки, и дополнительное приводное средство (104) для осуществления управляемого наклона рабочего бокса (100) в разных направлениях, отличающаяся тем, что система (300) дополнительно содержит станцию (200) распаковки с неподвижной конструкцией (202) и опорой (201), расположенной на указанной конструкции (202) со свободой перемещения, при этом опора (201) и рабочий бокс (100) выполнены с возможностью присоединения друг к другу и тем самым перемещения неотделимо друг от друга, и опора (201) содержит полость (201b), на которой по меньшей мере частично располагается платформа (101) рабочего бокса (100) для обеспечения возможности выгрузки через нее неотвержденного гранулированного материала (2), выпадающего через отверстия (101a) платформы (101), при этом опора (201) выполнена с возможностью наклона относительно конструкции (202).
7. Система распаковки для распаковки объектов по п. 6, отличающаяся тем, что дополнительное приводное средство (104) расположено в станции (200) распаковки и содержит множество надувных элементов (203), расположенных между опорой (201) и конструкцией (202), на которые опирается опора (201), при этом каждый надувной элемент (203) применяется для надувания и спускания управляемым образом для осуществления соответствующего наклона.
8. Система распаковки для распаковки объектов по п. 7, отличающаяся тем, что надувные элементы (203) располагаются под внешними концами опоры (201), оставляя пространство под полостью (201b) указанной опоры (201) по меньшей мере частично свободным.
9. Система распаковки для распаковки объектов по любому из пп. 6–8, отличающаяся тем, что содержит вибрационное средство в станции (200) распаковки, связанное с опорой (201), для обеспечения вибрации указанной опоры (201) и рабочего бокса (100), присоединенного к указанной опоре (201).
10. Система распаковки для распаковки объектов по любому из пп. 6–9, отличающаяся тем, что опора (201) содержит приводное средство (103), обеспечивающее управляемое открытие отверстий (101a) платформы (101) рабочего бокса (100), при этом рабочий бокс (100) и платформа (101) выполнены так, что указанное приводное средство (103) присоединено к указанной платформе (101), когда рабочий бокс (100) присоединен к опоре (201).
11. Система распаковки для распаковки объектов по п. 10, отличающаяся тем, что платформа (101) содержит по меньшей мере две пластины (102), расположенные друг на друге, при этом приводное средство (103) применяется для присоединения к одной из указанных пластин (102) и для перемещения указанной пластины в продольном направлении относительно другой пластины (102), и каждая пластина (102) содержит множество отверстий (102a).
12. Система распаковки для распаковки объектов по п. 11, отличающаяся тем, что платформа (101) содержит три пластины (102), расположенные друг на друге в виде слоистой конструкции, при этом промежуточная пластина представляет собой пластину, присоединенную к приводному средству (103), и другие две пластины (102) содержат совпадающие отверстия (102a).
13. Система распаковки для распаковки объектов по любому из пп. 6–12, отличающаяся тем, что станция (200) распаковки содержит нагревательную плиту (109), приспособленную для размещения на рабочем боксе (100) и для нагрева содержимого указанного рабочего бокса (100).
| WO 2007139938 A3, 06.12.2007 | |||
| WO 2017017273 A1, 02.02.2017 | |||
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| US 20150258744 A1, 17.09.2015. | |||

