Область техники, к которой относится изобретение.
Изобретение относится к цветной металлургии, а именно к установкам для фильтрации расплавленных металлов и сплавов в литейном производстве, в частности расплавленного алюминия и его сплавов, и может быть использовано в составе литейных агрегатов для выполнения заготовительного (цилиндрические и плоские слитки) или полунепрерывного литья (алюминиевая катанка, фольга и чушка), где по технологии требуется исключение попадания неметаллических включений в готовой продукции.
Уровень техники.
Известно устройство для фильтрации расплавленных металлов и сплавов, содержащее фильтровальную камеру с входным и выходным отверстиями для металла и со сменной поперечной перегородкой в виде пластины из материала, устойчивого к расплавленному металлу, и пористый фильтрующий элемент, выполненный из керамического пеноматериала в виде пластины со скошенной кромкой, установленный в перегородке, причем перегородка установлена между входным и выходным отверстиями в направляющих, а в зазоре между перегородкой и стенкой фильтровальной камеры расположено уплотнение (SU, патент №1595344, С22В 9/02, С22В 21/06, Опубл. 23.09.1990, Бюл. №35). Устройство снабжено дополнительной не доходящей до дна перегородкой, установленной между входным отверстием и перегородкой с фильтрующим элементом с возможностью изменения расстояния до дна. Фильтрующий элемент установлен вертикально, а направляющие расположены снаружи фильтровальной камеры. Устройство для фильтрации расплавленных металлов и сплавов снабжено уплотнением, расположенным между фильтрующим элементом и перегородкой. Фильтрующий элемент может быть выполнен в виде круга. В устройстве для фильтрации расплавленных металлов и сплавов предусмотрено по меньшей мере две пары направляющих, а перегородки выполнены со штифтами соответственно направляющим.
Недостатком данного устройства для фильтрации расплавленных металлов и сплавов является отсутствие системы предварительного и постоянного прогрева фильтрующего элемента. Отсутствие равномерного радиационного нагрева фильтровальной камеры и фильтрующего элемента с малой скоростью нагрева 8-35°С/минуту приводит к неполному продавливанию фильтрующего элемента расплавом, а значит и медленному заполнению металлом фильтровальной камеры на запуске, что приводит к очень медленному заполнению литейного стола или металлотракта и возможному прерыванию литья из-за ограничения пропускной способности элемента. Также, если фильтровальная камера полностью не заполнена металлом, происходит потеря полезной площади, и в результате захвата включений забиваются поры фильтрующего элемента, что приводит к преждевременной остановке литья. Замена фильтрующих элементов без остановки процесса литья недопустима вследствие невозможности контроля процесса установки фильтрующей перегородки без зазора и вероятности попадания неметаллических включений в момент извлечения отработанного фильтрующего элемента.
Известно устройство для фильтрации алюминиевого расплава, содержащее камеру фильтрации, фильтр-бокс и крышку (CN, патент №201618451, B01D 29/03, B01D 39/20, С22В 9/02, Опубл. 03.11.2010). Камера фильтрации представляет собой металлическую оболочку с установленным внутри теплоизоляционным слоем. В камеру фильтрации устанавливается фильтр-бокс, представляющий собой составное керамическое изделие, состоящее из основания и стенки, в сборе образующее сообщающийся сосуд из двух полостей, соединенных каналом, для прохождения внутри него расплава металла. В конструкции основания и стенки фильтр-бокса предусмотрены места для установки и закрепления пенокерамического фильтра. Фильтр-бокс с одной стороны снабжен входным желобом для поступающего расплава, а с другой стороны выходным желобом для выхода отфильтрованного расплава, прошедшего через фильтр-бокс. Пенокерамический фильтр, выполненный, по меньшей мере, из двух слоев пенокерамического материала, устанавливается внутри большей полости фильтр-бокса, ниже уровня входного желоба по направлению течения расплава, таким образом, что расплав проходит через фильтр под действием давления столба жидкости и перетекает через канал в меньшую полость до уровня выходного желоба. Крышка представляет собой металлическую оболочку с установленным внутри нагревательным элементом, между нагревательным элементом и оболочкой установлен теплоизоляционный слой для минимизации тепловых потерь. Нагревательный элемент состоит из нескольких тэнов в форме стержней, которые преобразуют проходящий через них электрический ток в инфракрасное излучение. Нагревательный элемент направлен на камеру фильтр-бокса и используется для предварительного разогрева пенокерамического фильтра и поверхности камеры фильтр-бокса перед началом процесса фильтрации.
Недостатки такого устройства для фильтрации алюминиевого расплава заключаются в том, что при предварительном разогреве пенокерамического фильтра только путем инфракрасного излучения от нагревательного элемента, установленного в крышке и представляющего собой несколько тэнов в форме стержней, обеспечивается малая глубина прогрева фильтра в виду его низкой теплопроводности (пористая структура). Неравномерность прогрева пенокерамического фильтра по толщине может привести к образованию зон кристаллизации расплава внутри фильтра в начале процесса фильтрации при прохождении расплавленного металла через него и снижению его пропускной способности. При этом при фильтрации будет использоваться не весь объем пенокерамического фильтра, что снижает его производительность. Увеличение же мощности нагревательного элемента для обеспечения прогрева всего объема пенокерамического фильтра может привести к перегреву и разрушению его верхнего слоя.
При использовании такого нагревательного элемента, представляющего собой несколько тэнов в форме стержней, сложно обеспечить равномерность прогрева всей поверхности фильтр-бокса и установленного в него пенокерамического фильтра, а это может привести к возникновению зон резкого перепада температур при попадании расплава внутрь фильтр-бокса, в результате чего возможна кристаллизация расплава и разрушение фильтр-бокса.
Использование фильтр-бокса, представляющего собой составное керамическое изделие, состоящее из основания и стенки, в сборе образующее сообщающийся сосуд из двух полостей, соединенных каналом, для прохождения внутри него расплава металла, связано со сложностью обеспечения надежного соединения элементов и обеспечением герметичности в условиях работы при высокой температуре.
Закрепление пенокерамического фильтра внутри фильтр-бокса обеспечивается его фактической установкой в посадочные места без применения средств его фиксации. При нагреве конструкции и естественной деформации возможно образование зазоров между конструкцией фильтр-бокса и пенокерамическим фильтром. При полном заполнении полостей фильтр-бокса расплавом возможно всплытие фильтра на поверхность расплава под действием выталкивающей силы.
Кроме того, в конструкции устройства для фильтрации алюминиевого расплава отсутствуют элементы открытия и закрытия крышки, что приводит к необходимости использования дополнительного оборудования для ее открытия и закрытия.
Кроме того, к недостаткам устройства следует отнести ненадежность нагревательного элемента, установленного в крышке и представляющего собой несколько тэнов в форме стержней, из-за отсутствия средств их защиты. В процессе работы устройства возможно образование брызг расплава и их попадание на стержни тэнов нагревательного элемента, что может привести к его преждевременному выходу из строя.
Отсутствие сливного отверстия для обеспечения слива остатка расплава при остановке процесса фильтрации приводит в этом случае к кристаллизации расплава внутри фильтр-бокса и к необходимости замены фильтр-бокса целиком.
Отсутствие средств контроля температуры нагрева фильтра приводит к невозможности получения актуальной информации о текущей температуре фильтра.
Известна фильтрующая установка для алюминиевого расплава с функцией двойного нагрева, содержащая камеру фильтрации, фильтр-бокс и крышку (CN, патент №101696470, B22D 11/119, С22В 21/06, С22В 9/02, Опубл. 21.04.2010). Камера фильтрации представляет собой металлическую оболочку с установленным внутри теплоизоляционным слоем. В камеру фильтрации устанавливается фильтр-бокс, представляющий собой цельное керамическое изделие, образующее сообщающийся сосуд из двух полостей, соединенных каналом, для прохождения внутри него расплава металла. Конструкцией корпуса предусмотрены стыковочные элементы для входного и выходного желоба линии металотракта, также в конструкции корпуса предусмотрены элементы сливной системы, расположенной на уровне нижней части полости фильтр-бокса. В фильтр-боксе установлены два пенокерамических фильтра. Пенокерамические фильтры, выполненные из пенокерамического материала, устанавливаются внутри большей полости фильтр-бокса, ниже уровня входного желоба, один над другим по направлению течения расплава, таким образом, что расплав проходит грубую очистку через верхний фильтр с большей пористостью, затем тонкую очистку перетекая через нижний фильтр с меньшей пористостью и под действием давления столба жидкости перетекает через канал в меньшую полость до уровня выходного желоба. Крышка представляет собой металлическую оболочку с внутренней теплоизоляцией, внутри крышки установлена горелка, инфракрасный электронагреватель и устройство контроля температуры расплава. Форсунка горелки расположена в крышке таким образом, чтобы струя продуктов сгорания от поступающего в форсунку газообразного топлива, была направлена по центру пенокерамических фильтров установки. Нагрев продуктами сгорания газа из форсунки происходит при предварительном прогреве пенокерамических фильтров перед запуском процесса фильтрации, в процессе фильтрации форсунка не задействуется. Нагревательный элемент состоит из нескольких тэнов в форме стержней, которые преобразуют проходящий через них электрический ток в инфракрасное излучение. Инфракрасный нагрев используется в процессе фильтрации для дополнительного подогрева расплава или при технической остановки фильтрации для поддержания температуры расплава внутри фильтр-бокса. Средство контроля температуры расплава представляет собой термопару, которая, в закрытом положении крышки, размещается в расплаве в меньшей полости фильтр-бокса, и регистрирует температуру уже отфильтрованного расплава.
Недостатком такой фильтрующей установки для алюминиевого расплава с функцией двойного нагрева является использование горелки газообразного топлива для предварительного прогрева пенокерамических фильтров перед запуском процесса фильтрации, форсунка которой расположена в крышке таким образом, чтобы струя продуктов сгорания от поступающего в форсунку газообразного топлива, была направлена по центру пенокерамических фильтров установки. Это может привести к неравномерному распределению продуктов сгорания из-за возможного распространения продуктов сгорания через входное отверстие поступления расплава в установку и возможному локальному перегреву фильтр-бокса и фильтра. Кроме того, использование горелки газообразного топлива в сочетании с инфракрасным электронагревателем существенно усложняет конструкцию такой установки.
Недостатком такой фильтрующей установки для алюминиевого расплава с функцией двойного нагрева также является использование нагревательного элемента, состоящего из нескольких тэнов в форме стержней, которые преобразуют проходящий через них электрический ток в инфракрасное излучение для дополнительного подогрева расплава или при технической остановки фильтрации для поддержания температуры расплава внутри фильтр-бокса.
При использовании такого нагревательного элемента для дополнительного подогрева расплава или при технической остановки фильтрации для поддержания температуры расплава внутри фильтр-бокса сложно обеспечить равномерность прогрева всей поверхности фильтр-бокса и установленных в него фильтров, а это может привести к возникновению зон резкого перепада температур при продолжении процесса фильтрации, в результате чего возможна кристаллизация расплава и разрушение фильтр-бокса.
Закрепление пенокерамических фильтров внутри фильтр-бокса обеспечивается их физической установкой в посадочные места без применения средств их фиксации на посадочных местах. При нагреве конструкции и естественной деформации возможно образование зазоров между конструкцией фильтр-бокса и пенокерамическими фильтрами. При полном заполнении полостей фильтр-бокса расплавом возможно всплытие пенокерамических фильтров на поверхность расплава под действием выталкивающей силы.
Кроме того, в конструкции фильтрующей установки для алюминиевого расплава с функцией двойного нагрева отсутствуют элементы открытия и закрытия крышки, что приводит к необходимости использования дополнительного оборудования для ее открытия и закрытия.
Кроме того, к недостаткам установки следует отнести ненадежность нагревательного элемента, состоящего из нескольких тэнов в форме стержней, из-за отсутствия средств их защиты. В процессе работы устройства возможно образование брызг расплава и их попадание на стержни тэнов нагревательного элемента, что может привести к их преждевременному выходу из строя.
Недостатком такой установки нагрева также является использование средства контроля температуры расплава, представляющего собой термопару, которая, в закрытом положении крышки, размещается в расплаве в меньшей полости фильтр-бокса, и регистрирует температуру уже отфильтрованного расплава. Контроль температуры расплава при отсутствии средств контроля температуры нагрева фильтров приводит к невозможности получения актуальной информации о текущей температуре фильтров. Неравномерность прогрева фильтров или недостаточный прогрев фильтров может привести к образованию зон кристаллизации расплава внутри фильтров и к снижению их пропускной способности, а перегрев фильтров может привести к разрушению их верхнего слоя.
Известно устройство для фильтрации алюминия и его сплавов, содержащее установленную в корпусе рабочую камеру, образованную стенками и дном, выполненными из огнеупорного материала с входным и выходным отверстиями для металла, установленную внутри рабочей камеры и не доходящую до дна вертикальную перегородку из огнеупорного материала и фильтрующий элемент, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой, крышку с нагревательными элементами, выполненную откидной и с электромеханическим приводом (RU, патент №2385354, С22В 9/02, С22В 21/06, Опубл. 27.03.2010, Бюл. №9). При этом дно рабочей камеры выполнено ступенчатым в сторону выходного отверстия, фильтрующий элемент выполнен в виде последовательно установленных пористых фильтрующих перегородок с размером пор на первой относительно второй, равным 2/1-2/1,5, причем фильтрующая перегородка, установленная у входного отверстия, расположена с подъемом 3-5° по ходу движения металла в сторону выходного отверстия, а фильтрующая перегородка, установленная у выходного отверстия, - горизонтально, кроме того, в крышке выполнено не менее одного отверстия, над которым установлены промышленные фены, а корпус закреплен на основании с возможностью наклона. Нагревательные элементы выполнены из карбида-кремния и обеспечивают поддержание температуры металла на уровне 680-720°С во время литья и в стационарном режиме поддержания температуры между плавками. Нагревательные элементы установлены в защитные кожуха из жаропрочной оболочки. При этом нагревательные элементы удерживаются с помощью огнеупорных изоляторов. Промышленные фены с нагнетательными вентиляторами используются дополнительно к карбидокремниевым нагревателям для поддержания температуры литья и для создания первичного нагрева фильтрующего элемента и рабочей камеры. Контроль температуры воздуха и металла в устройстве производят при помощи термоэлектрических преобразователей. Управление нагревом обеспечивается двумя термоэлектрическими преобразователями, установленными один в крышке между защитными кожухами электрических нагревательных элементов для контроля температуры воздуха, а второй под керамическим картриджем для контроля температуры металла.
Недостаток такого устройства для фильтрации алюминия и его сплавов заключается в том, что нагретый воздушный поток, поступающий из отверстий, над которыми установлены промышленные фены с нагнетательными вентиляторами, хаотичным образом распределяется по всему объему камеры, и в виду ее сложной геометрии и увеличенных габаритов, нагретый воздушный поток с высокой вероятностью передаст большую часть тепловой энергии стенкам камеры, и не будет проходить сквозь пенокерамический фильтр, так как сопротивление воздуха при прохождении через него выше, чем сопротивление при распределении внутри камеры и выходе через входное и выходное отверстия для расплавленного металла. Данный факт приводит к невозможности равномерного предварительного прогрева пенокерамического фильтра по всему объему, что приводит к возникновению зон резкого перепада температур, в результате чего возможна кристаллизация расплава в отдельных зонах пенокерамического фильтра при начале процесса фильтрации, что в свою очередь снижает надежность установки фильтрации и ресурс пенокерамического фильтра. Также недостатком данного устройства фильтрации является обдув воздушным потоком нагревательных элементов воздушным потоком из отверстий, находящихся над нагревательными элементами. В момент подачи воздуха от промышленных фенов, температура воздушного потока значительно ниже рабочей температуры нагревательных элементов и при попадании воздушного потока при обдувании нагревательных элементов происходит резкое локальное остывание их внешнего слоя, что приводит возникновению разности механических напряжений по длине и возникновению риска поломки, что в целом снижает срок службы системы предварительного прогрева, а, следовательно, и надежность установки фильтрации.
К недостаткам системы нагрева следует отнести индивидуальное размещение карбидокремниевых нагревателей в жаропрочных кожухах. По рекомендациям для установки карбидокремниевых (на примере продукции TOKAI Konetsu Kogyo Co., Ltd.) имеются отдельные ограничения для сохранения ресурса нагревательных элементов. Так расстояние от излучающей поверхности нагревателя до промежуточной стенки должно составлять не менее 30 мм. В случае данного решения стенкой выступает внешняя жаропрочная оболочка, она же является промежуточной излучающей поверхностью. Также по рекомендациям расстояние между соседними излучающими поверхностями должно быть не менее 2 диаметров. Учитывая все ограничения монтажа, применение индивидуальных жаропрочных кожухов карбидокремниевых нагревателей приводит к низкой удельной мощности снимаемой с единицы площади нагревательной крышки.
Нагревательная крышка состоит из комбинированной системы нагрева, состоящей из промышленных фенов и карбидокремниевых нагревательных элементов. Крышка охватывает обе камеры в которых расположены пенокерамические элементы. Карбидокремниевые элементы также расположены вдоль обеих камер. Отсутствие перегородки в нагревательной крышке между двумя камерами не позволяет обеспечить направленный последовательный нагрев двух пенокерамических фильтров. Горячий воздух под напором, создаваемый промышленным феном, пойдет по пути наименьшего сопротивления, то есть туда, где давление будет минимально. Поэтому гарантировать равномерность нагрева при такой конструкции крышки нельзя.
Недостатком такого устройства для фильтрации алюминия и его сплавов также является использование термоэлектрических преобразователей для контроля температуры воздуха и металла, один из которых установлен в крышке между защитными кожухами электрических нагревательных элементов для контроля температуры воздуха, а второй под керамическим картриджем для контроля температуры металла. Контроль температуры воздуха и металла при отсутствии средств контроля температуры нагрева фильтрующего элемента приводит к невозможности получения актуальной информации о его текущей температуре и его готовности к литью. Неравномерность прогрева фильтрующего элемента или его недостаточный прогрев может привести к образованию зон кристаллизации расплава внутри фильтрующего элемента и к снижению его пропускной способности, а перегрев фильтрующего элемента может привести к разрушению его верхнего слоя.
К недостаткам устройства можно также отнести необходимость закрепления корпуса на основании с возможностью наклона для очистки рабочей камеры после завершения литья от остатков металла за счет наклона устройства в вертикальной плоскости для слива остатков металла. Это связано с использованием механизма поворота корпуса, позволяющего сливать остатки металла из рабочей камеры в соответствующую емкость, что приводит к усложнению конструкции устройства и необходимости проведения дополнительных технологических операций.
Наиболее близкой к заявленной установке является установка фильтрации расплава алюминия с функцией двойного нагрева, содержащая камеру фильтрации, бокс для фильтрации, крышку и съемный нагревательный элемент (CN, патент №202461447, B22D 1/00, С22В 21/06, С22В 9/02, Опубл. 03.10.2012). Камера фильтрации представляет собой металлическую оболочку с размещенным внутри теплоизоляционным слоем. Бокс для фильтрации, представляющий собой цельное керамическое изделие, установлен в камеру фильтрации. Бокс для фильтрации с одной стороны снабжен входным желобом для поступающего расплава, а с другой стороны выходным желобом для выхода отфильтрованного расплава, прошедшего через бокс для фильтрации, при этом уровень входного желоба находится выше уровня выходного желоба. В конструкции бокса для фильтрации предусмотрены места для установки и закрепления двух пенокерамических фильтров. Пенокерамические фильтры, выполненные из пенокерамического материала, устанавливаются внутри большей полости бокса для фильтрации, ниже уровня входного желоба, один над другим по направлению течения расплава, таким образом, что расплав проходит грубую очистку через верхний фильтр с большей пористостью, затем тонкую очистку перетекая через нижний фильтр с меньшей пористостью и под действием давления столба жидкости перетекает в выходной желоб. Крышка представляет собой металлическую оболочку с внутренней теплоизоляцией, внутри крышки установлена газовая горелка. Форсунка газовой горелки расположена в крышке таким образом, чтобы струя продуктов сгорания от поступающего в форсунку газообразного топлива, была направлена на верхний пенокерамический фильтр. При использовании газовой горелки обеспечивается нагрев верхнего пенокерамического фильтра при предварительном его прогреве перед запуском процесса фильтрации. Крышка снабжена шарниром и выполнена с возможностью поворота относительно металлической оболочки установки. Съемный нагревательный элемент используется для обеспечения предварительного прогрева нижнего пенокерамического фильтра перед началом процесса фильтрации. Съемный нагревательный элемент представляет собой конструктивный элемент, устанавливаемый со стороны выпускного отверстия бокса для фильтрации. Съемный нагревательный элемент может быть выполнен как в виде электронагревательного плоского тэна, размещающегося внутри выпускного отверстия бокса для фильтрации под нижним пенокерамическим фильтром, так и в виде воздуховода, к одному концу которого присоединена форсунка газовой горелки, а другой его конец направлен в выпускное отверстие бокса для фильтрации.
Недостатки такой установки фильтрации расплава алюминия является использование для обеспечения нагрева верхнего пенокерамического фильтра при предварительном его прогреве перед запуском процесса фильтрации установленной внутри крышки газовой горелки, форсунка которой расположенной в крышке таким образом, чтобы струя продуктов сгорания от поступающего в форсунку газообразного топлива была направлена на верхний пенокерамический фильтр. Использование такой газовой горелки может привести к неравномерному распределению продуктов сгорания из-за возможного распространения продуктов сгорания через входное отверстие поступления расплава в установку и возможному локальному перегреву верхнего пенокерамического фильтра и бокса для фильтрации. При этом сложно обеспечить равномерность прогрева всей поверхности верхнего пенокерамического фильтра и бокса для фильтрации, а это может привести к возникновению зон резкого перепада температур, в результате чего возможна кристаллизация расплава и разрушение бокса для фильтрации.
Также к недостаткам данной установки фильтрации расплава алюминия следует отнести необходимость использования съемного нагревательного элемента для обеспечения предварительного прогрева нижнего пенокерамического фильтра перед началом процесса фильтрации. При использовании такого съемного нагревательного элемента, устанавливаемого со стороны выпускного отверстия бокса для фильтрации и выполненного в виде электронагревательного плоского тэна, размещающегося внутри выпускного отверстия бокса для фильтрации под нижним пенокерамическим фильтром, или в виде воздуховода, к одному концу которого присоединена форсунка газовой горелки, а другой его конец направлен в выпускное отверстие бокса для фильтрации, во-первых, сложно обеспечить равномерность прогрева всей поверхности нижнего пенокерамического фильтра, а это может привести к возникновению зон резкого перепада температур, в результате чего возможна кристаллизация расплава в отдельных зонах нижнего пенокерамического фильтра. Во-вторых, использование такого съемного нагревательного элемента существенно усложняет конструкцию установки фильтрации расплава алюминия. В-третьих, использование съемного нагревательного элемента усложняет эксплуатацию установки фильтрации расплава алюминия, поскольку использование такого съемного нагревательного элемента требует дополнительных технологических операций, связанных как с установкой съемного нагревательного элемента в выпускное отверстие бокса для фильтрации, так и с последующим его извлечением.
Закрепление пенокерамических фильтров внутри бокса для фильтрации обеспечивается их физической установкой в посадочные места без применения средств их фиксации на посадочных местах. При нагреве конструкции и естественной деформации возможно образование зазоров между конструкцией бокса для фильтрации и пенокерамическими фильтрами. При полном заполнении полостей бокса для фильтрации расплавом возможно всплытие пенокерамических фильтров на поверхность расплава под действием выталкивающей силы.
К недостатку установки фильтрации расплава алюминия можно также отнести шарнирное соединение крышки с возможностью поворота относительно металлической оболочки установки. При таком шарнирном соединении крышки требуется использование дополнительного оборудования для ее открытия и закрытия.
Отсутствие сливного отверстия для обеспечения слива остатка расплава при остановке процесса фильтрации приводит в этом случае к кристаллизации расплава внутри бокса для фильтрации и к необходимости замены бокса для фильтрации целиком.
Отсутствие средств контроля температуры нагрева фильтра приводит к невозможности получения актуальной информации о текущей температуре фильтра.
Раскрытие сущности изобретения.
В основу изобретения положена техническая проблема, заключающаяся в создании установки для фильтрации расплавленных металлов и сплавов, характеризующейся возможностью предварительного разогрева как поверхности бокса для фильтрации, так и пористых фильтрующих элементов перед началом процесса фильтрации расплавленного металла при обеспечении максимально равномерного нагрева поверхности бокса для фильтрации и пористых фильтрующих элементов до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пористых фильтрующих элементов.
При этом техническим результатом является обеспечение надежности установки для фильтрации расплавленных металлов и сплавов.
Достижение вышеуказанного технического результата обеспечивается тем, что в установке для фильтрации расплавленных металлов и сплавов, включающей камеру фильтрации, представляющую собой металлическую оболочку с размещенным внутри теплоизоляционным слоем, установленный внутри камеры фильтрации бокс для фильтрации, выполненный с одной стороны с входным желобом для поступающего расплава, а с другой стороны с выходным желобом для выхода прошедшего через него отфильтрованного расплава, с размещенными в нем один над другим по направлению течения расплава двумя пенокерамическими фильтрами, крышку, внутри которой установлена газовая горелка, крышка выполнена в виде металлической оболочки, закрытой сверху металлической пластиной с выполненным в ее центральной части отверстием для размещения в нем газовой горелки, внутри крышки установлен огнеупорный блок, выполненный со сквозным отверстием и с полостью в его центральной части, внутри крышки, между ее металлической оболочкой, металлической пластиной и огнеупорным блоком, размещен слой теплоизоляционного материала, газовая горелка снабжена камерой сгорания в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями, расположенными равномерно по окружности цилиндрического стакана в один или несколько рядов и выполненными с суммарной проходной площадью, равной 25-30 мм2 на каждый киловатт мощности газовой горелки, при этом, исходя из мощности газовой горелки объем камеры сгорания составляет 70-80 см3 на каждый киловатт мощности газовой горелки, причем отношение внутреннего диаметра камеры сгорания к ее высоты составляет 0,5-0,6, при мощности газовой горелки равной 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, камера сгорания газовой горелки установлена в сквозное отверстие огнеупорного блока и расположена в полости, в его центральной части, причем расстояние от основания камеры сгорания до верхнего пенокерамического фильтра равно 248-500 мм, при этом входной желоб бокса для фильтрации, предназначенный для поступления расплава, выполнен с возможностью закрытия на время работы газовой горелки.
Установленный внутри крышки огнеупорный блок может быть выполнен составным из двух частей.
При расположении выходных отверстий камеры сгорания в два и более рядов они могут быть размещены в шахматном порядке, равноудаленно друг от друга.
Установка может быть снабжена устройством открытия и закрытия крышки.
Установка может быть снабжена устройством для слива остатков расплавленного металла из бокса для фильтрации.
Установка может быть снабжена средством контроля температуры внутри бокса для фильтрации, установленным в крышке.
В местах установки пенокерамических фильтров между посадочными поверхностями бокса для фильтрации и соответствующими торцами пенокерамических фильтров может быть установлена терморасширяющаяся прокладка.
В качестве огнеупорного блока может быть использован теплоизоляционный волокнистый огнеупорный блок, имеющий кажущуюся плотность от 450 кг/м3 до 600 кг/м3, теплопроводность 0,11-0,17 Вт/м⋅К и максимальную рабочую температуру до 1300°С.
Благодаря выполнению крышки в виде металлической оболочки, закрытой сверху металлической пластиной с выполненным в ее центральной части отверстием для размещения в нем газовой горелки, установке внутри крышки огнеупорного блока, выполненного со сквозным отверстием и с полостью в его центральной части, размещению внутри крышки, между ее металлической оболочкой, металлической пластиной и огнеупорным блоком, слоя теплоизоляционного материала, наличию камеры сгорания в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями, расположенными равномерно по окружности цилиндрического стакана в один или несколько рядов и выполненными с суммарной проходной площадью, равной 25-30 мм2 на каждый киловатт мощности газовой горелки, при выбранном, исходя из мощности газовой горелки объеме камеры сгорания, составляющем 70-80 см3 на каждый киловатт мощности газовой горелки, и при отношении внутреннего диаметра камеры сгорания к ее высоты, составляющем 0,5-0,6, и при мощности газовой горелки равной 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, установке камеры сгорания газовой горелки в сквозное отверстие огнеупорного блока и ее расположение в полости, в его центральной части, при расстоянии от основания камеры сгорания до верхнего пенокерамического фильтра, равном 248-500 мм, и при этом выполнение входного желоба бокса для фильтрации, предназначенного для поступления расплава, с возможностью закрытия на время работы газовой горелки, обеспечивается возможность предварительного разогрева как поверхности бокса для фильтрации, так и пористых фильтрующих элементов перед началом процесса фильтрации расплавленного металла при обеспечении максимально равномерного нагрева поверхности бокса для фильтрации и пористых фильтрующих элементов до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пористых фильтрующих элементов.
Это позволяет обеспечить надежность установки для фильтрации расплавленных металлов и сплавов.
Выполнение газовой горелки с камерой сгорания в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями, расположенными равномерно по окружности цилиндрического стакана в один или несколько рядов и выполненными с суммарной проходной площадью, равной 25-30 мм2 на каждый киловатт мощности газовой горелки, при выбранном, исходя из мощности газовой горелки объеме камеры сгорания, составляющем 70-80 см3 на каждый киловатт мощности газовой горелки, и при отношении внутреннего диаметра камеры сгорания к ее высоте, составляющем 0,5-0,6, при мощности газовой горелки, равной 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, обеспечивает перед началом процесса фильтрации расплавленного металла максимально равномерный нагрев поверхности бокса для фильтрации и пенокерамических фильтров до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров.
Суммарная проходная площадь выходных отверстий камеры сгорания, равная 25-30 мм2 на каждый киловатт мощности газовой горелки, выбрана исходя из обеспечения заданного давления продуктов сгорания внутри бокса для фильтрации, необходимого для прохождения продуктов сгорания через пенокерамические фильтры. При увеличении суммарной проходной площади выходных отверстий камеры сгорания более 30 мм2 на каждый киловатт мощности газовой горелки давление продуктов сгорания падает, что приводит к созданию недостаточного избыточного давления внутри бокса для фильтрации и невозможности полного прохождения продуктов сгорания через нижний фильтр, что приводит к его неравномерному нагреву. При уменьшении суммарной проходной площади выходных отверстий камеры сгорания менее 25 мм2 на каждый киловатт мощности газовой горелки давление продуктов сгорания возрастает, что приводит к неравномерности распределения объема продуктов сгорания по всему объему камеры бокса для фильтрации и неравномерному нагреву фильтров и поверхности бокса для фильтрации. При уменьшении суммарной проходной площади выходных отверстий и, соответственно, увеличении давления выходящих продуктов сгорания из отверстий, струя выходящих газов становится узконаправленной и локально прогревает только поверхности, на которые направлена, при этом отраженные продукты сгорания, которые уже отдали часть своего тепла поверхностям, на которые направлены, направляются через фильтры, но с недостаточным запасом тепла, для их равномерного нагрева. При этом, если поднимать температуру продуктов сгорания без увеличения сечения отверстий, то места бокса для фильтрации (стенки), на которые направлена концентрированная струя продуктов сгорания будут перегреваться, что приведет к их разрушению.
Объем камеры сгорания, составляющий 70-80 см3 на каждый киловатт мощности газовой горелки, выбран исходя из мощности газовой горелки. При увеличении объема камеры сгорания (без изменения мощности) более 80 см3 на каждый киловатт мощности газовой горелки давление продуктов сгорания, выходящих через выходные отверстия, снижается, что приводит к созданию недостаточного избыточного давления внутри бокса для фильтрации и невозможности полного прохождения продуктов сгорания через нижний пенокерамический фильтр, а, следовательно, к его неравномерному нагреву. При уменьшении объема камеры сгорания менее 70 см3 на каждый киловатт мощности газовой горелки давление выходящих продуктов сгорания через выходные отверстие увеличивается, а это приводит к неравномерности распределения объема продуктов сгорания по всему объему камеры бокса для фильтрации и неравномерному прогреву фильтров и поверхности бокса для фильтрации. При уменьшении суммарной проходной площади отверстий и, соответственно, при увеличении давления выходящих продуктов сгорания из отверстий, струя выходящих газов становится узконаправленной и локально прогревает только поверхности, на которые направлена, при этом отраженные продукты сгорания, которые уже отдали часть своего тепла поверхности, на которые направлены, направляются через фильтры, но с недостаточным запасом тепла для их равномерного нагрева. При этом, если поднимать температуру продуктов сгорания без увеличения сечения отверстий, то места бокса для фильтрации (стенки), на которые направлена концентрированная струя продуктов сгорания будут перегреваться, что приведет к их разрушению.
Отношение внутреннего диаметр камеры сгорания к ее высоте, составляющее 0,5-0,6, выбрано исходя из обеспечения требуемой геометрии камеры сгорания, выполненной в виде цилиндрического стакана из жаропрочного сплава, при определенном ее объеме. При увеличении отношения внутреннего диаметр камеры сгорания к ее высоте более 0,6, внутренний диаметр увеличивается за счет уменьшения высоты камеры сгорания для обеспечения требуемого объема камеры сгорания и нарушается режим смешивания газа и атмосферного воздуха, что приводит к неполному сгоранию газа, недостаточному прогреву продуктов сгорания и выделению побочных продуктов сгорания. При уменьшении отношения внутреннего диаметр камеры сгорания к ее высоте менее 0,5, внутренний диаметр камеры сгорания уменьшается, а высота камеры сгорания газовой горелки увеличивается, для обеспечения требуемого объема камеры сгорания, что также приводит к нарушению режима смешивания газа и атмосферного воздуха, к неполному сгоранию газа, недостаточному прогреву продуктов сгорания и выделению побочных продуктов сгорания. Недостаточный прогрев продуктов сгорания приводит к невозможности равномерного нагрева пенокерамических фильтров, что приводит к недостаточному предварительному нагреву как поверхности бокса для фильтрации, так и пенокерамических фильтров по всему их объему перед началом процесса фильтрации расплавленного металла и, как следствие, к образованию зон кристаллизации расплавленного металла внутри пенокерамических фильтров.
Выделение побочных продуктов сгорания приводит к осаждению последних внутри фильтров, к засорению фильтров и снижению производительности процесса фильтрации расплавленного металла.
При этом мощность газовой горелки, равная 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, выбрана исходя из обеспечения перед началом процесса фильтрации расплавленного металла максимально равномерного нагрева поверхности бокса для фильтрации и пенокерамических фильтров до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров. При мощности газовой горелки менее 30 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров не обеспечивается максимально равномерный нагрев пенокерамических фильтров по всему объему и нагрев поверхности бокса для фильтрации, а при мощности более 40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров возможен перегрев верхнего пенокерамического фильтра, что приведет к его преждевременному разрушению и деградации и необходимости его замены, что в свою очередь отрицательно сказывается на надежности установки для фильтрации расплавленных металлов и сплавов.
Установка внутри крышки огнеупорного блока, выполненного со сквозным отверстием и с полостью в его центральной части, с одной стороны, обеспечивают возможность установки камеры сгорания газовой горелки на равном удалении от стенок бокса для фильтрации, а, с другой стороны, благодаря такому размещению камеры сгорания в полости в центральной части огнеупорного блока обеспечивает максимально равномерный нагрев поверхности бокса для фильтрации и пенокерамических фильтров до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров.
Размещение внутри крышки между ее металлической оболочкой, металлической пластиной и огнеупорным блоком слоя теплоизоляционного материала обеспечивает минимизацию тепловых потерь при работе газовой горелки при предварительном разогреве как поверхности бокса для фильтрации, так и пенокерамических фильтров перед началом процесса фильтрации расплавленного металла. Благодаря этому обеспечивается возможность предварительного разогрева как поверхности бокса для фильтрации, так и пенокерамических фильтров перед началом процесса фильтрации расплавленного металла до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров, а также возможность использования газовой горелки заданной, достаточной для нагрева поверхности бокса для фильтрации и пенокерамических фильтров мощности, что в свою очередь продлевает срок эксплуатации газовой горелки, а, следовательно, обеспечивает надежность установки в целом.
Установка камеры сгорания газовой горелки в сквозное отверстие огнеупорного блока и ее расположение в полости в его центральной части на расстоянии от ее основания до верхнего пенокерамического фильтра, равном 248-500 мм, обеспечивает равномерное распределение продуктов горения в пространстве между камерой сгорания и верхним пенокерамическим фильтром. При таком расположении камеры сгорания исключается перегрев верхнего пенокерамического фильтра, что в свою очередь исключает его преждевременное разрушение и деградацию.
При таком расположении камеры сгорания также исключается ее взаимодействие с расплавом в процессе фильтрации, что также положительно сказывается на надежности установки для фильтрации.
Нижняя граница расстояния от основания камеры сгорания до верхнего пенокерамического фильтра характеризует расстояние учитывающее, как минимальную высоту расплава для продавливания пенокерамического фильтра принятой пористости, так и минимальное расстояние для равномерного распределения продуктов горения в пространстве между камерой сгорания и верхним пенокерамическим фильтром.
При верхней границе расстояния от основания камеры сгорания до верхнего пенокерамического фильтра повышаются тепловые потери в боксе для фильтрации, так как появляется «лишний» объем между верхним пенокерамическим фильтром и камерой сгорания, который необходимо прогревать. При появлении такого избыточного объема бокса для фильтрации, этот объем забирает на себя часть тепла продуктов сгорания и при последующем прохождении продуктов сгорания через пенокерамические фильтры их тепла уже не хватает, чтобы равномерно прогреть эти фильтры.
Также при большом расстоянии между камерой сгорания и пенокерамическим фильтром возрастает глубина камеры фильтрации, что приводит к необходимости сливать большой объем остатков расплава после завершения литья, что вызывает дополнительные энергетические затраты в технологическом процессе.
Благодаря выполнению входного желоба бокса для фильтрации, предназначенного для поступления расплава, с возможностью закрытия на время работы газовой горелки предотвращается поступление воздуха через указанный входной желоб в пространстве между камерой сгорания и верхним пенокерамическим фильтром, предотвращается возможное распространение продуктов сгорания через входной желоб из указанного пространства при работе газовой горелки и тем самым обеспечивается заданное давление продуктов сгорания в пространстве между камерой сгорания и верхним пенокерамическим фильтром, необходимое для прохождения продуктов сгорания через пенокерамические фильтры.
Выполнение установленного внутри крышки огнеупорного блока составным из двух частей обеспечивает технологичность конструкции крышки при ее сборке и проведении регламентных работ, в виду удобства раздельной установки массивных элементов огнеупорного блока, а также возможности раздельной замены выработавших ресурс частей блока, без необходимости его замены целиком. Также при использовании такой конструкции в крышках больших размеров стык между теплоизоляционными блоками выступает в роли термокомпенсационного шва. Такое решение позволяет исключить растрескивание блока из-за линейных тепловых расширений материала.
Благодаря размещению выходных отверстий камеры сгорания в шахматном порядке, равноудаленно друг от друга при их расположении в два и более рядов обеспечивается снижение вероятности прожигания камеры сгорания в местах размещения выходных отверстий, что повышает надежность газовой горелки с камерой сгорания, а, следовательно, способствует обеспечению надежности установки для фильтрации расплавленных металлов и сплавов.
Благодаря наличию устройства открытия и закрытия крышки обеспечивается ее смещение за крайнюю границу бокса для фильтрации для проведения работ, например, по установке/извлечению пенокерамических фильтров, для выполнения регламентных работ по замене футеровки или для других технологических операций. При этом не требуется использование дополнительного оборудования для открытия и закрытия крышки.
Благодаря наличию устройства для слива остатков расплавленного металла из бокса для фильтрации обеспечивается возможность быстрой и безопасной очистки бокса для фильтрации после завершения процесса литья от остатков расплавленного металла. Такая возможность исключает кристаллизацию остатков расплавленного металла внутри бокса для фильтрации.
Наличие средства контроля температуры внутри бокса для фильтрации, установленного в крышке, способствует поддержанию заданного значения температуры, необходимого для обеспечения максимально равномерного нагрева поверхности бокса для фильтрации и пенокерамических фильтров и для исключения образования зон кристаллизации расплавленного металла внутри пенокерамических фильтров.
Благодаря наличию в местах установки пенокерамических фильтров между посадочными поверхностями бокса для фильтрации и соответствующими торцами пенокерамических фильтров терморасширяющейся прокладки снижается вероятность образования зазоров между указанными элементами при нагреве установки и естественной деформации. При этом исключается возможность всплытия пенокерамических фильтров на поверхность расплава под действием выталкивающей силы при заполнении бокса для фильтрации расплавленным металлом. Наличие такой терморасширяющейся прокладки также исключает проникновение продуктов сгорания между посадочными поверхностями бокса для фильтрации и соответствующими торцами пенокерамических фильтров, минуя пенокерамические фильтры. Это в свою очередь способствует обеспечения надежности установки.
Благодаря использованию в качестве огнеупорного блока, установленного внутри крышки, теплоизоляционного волокнистого огнеупорного блока, имеющего кажущуюся плотность от 450 кг/м3 до 600 кг/м3, теплопроводность 0,11-0,17 Вт/м⋅К и максимальную рабочую температуру до 1300°С, обеспечиваются минимизация тепловых потерь при работе газовой горелки и высокие механические свойства такие, как прочность и стойкость к ударным нагрузкам и сохранение эксплуатационных характеристик при нагреве до требуемых температур, а также при многократных циклах нагрева и остывания. Указанная кажущуюся плотность от 450 кг/м3 до 600 кг/м3 и волокнистая структура блока обеспечивает высокие механические свойства такие, как прочность и стойкость к ударным нагрузкам. Материалы волокон обеспечивают сохранение эксплуатационных характеристик блока при его нагреве до высоких температур, а также при многократных циклах нагрева и остывания. При кажущейся плотности блока менее 450 кг/м3 резко падает надежность блока на износ. Увеличение кажущейся плотности блока более 600 кг/м3 приводит к снижению термической стойкости, т.е. способности блока выдерживать резкие колебания температур, не растрескиваясь и не разрушаясь.
Теплопроводность блока, равная 0,11-0,17 Вт/м⋅К, определена исходя из условий минимизации тепловых потерь при работе газовой горелки. Нижний предел теплопроводности блока, равный 0,11 Вт/м⋅К, выбран исходя из-за теплотехнических ограничений для волокнистых материалов. Уровень теплопроводности, равный 0,11 Вт/м⋅К, является точкой перехода от формованных волокнистых огнеупоров к волокнистым иглопробивным матам и микропористым плитам. Также следует отметить, что при теплопроводности блока, менее 0,11 Вт/м⋅К, материал такого блока имеет пористую рыхлую структуру, что приводит к невозможности обеспечения заданных прочностных характеристик при использовании такого блока. При теплопроводности блока более 0,17 Вт/м⋅К, не обеспечивается возможность нагрева до требуемых рабочих температур, поскольку при такой теплопроводности возникает необходимость в увеличении мощности газовой горелки для обеспечения заданной рабочей температуры нагрева.
Возможность функционирования при рабочей температуре до 1300°С обеспечивает целостность материала и отсутствие разрушения при работе газовой горелки.
Краткое описание чертежей
Сущность изобретения поясняется следующими чертежами. На фиг. 1 изображена установка для фильтрации расплавленных металлов и сплавов, общий вид с разнесением; на фиг. 2 изображена установка, общий вид с закрытой крышкой; на фиг. 3 изображена установка, общий вид с открытой крышкой; на фиг. 4 изображен бокс для фильтрации с направленными в одну сторону входным и выходным желобами для расплавленного металла, общий вид с разнесением; на фиг. 5 изображен бокс для фильтрации с направленными в одну сторону входным и выходным желобами для расплавленного металла, общий вид; на фиг. 6 изображен бокс для фильтрации с направленными в одну сторону входным и выходным желобами для расплавленного металла, вид сверху (стрелками условно показано направление течения расплавленного металла); на фиг. 7 изображен бокс для фильтрации, поперечный разрез в плоскости, проходящей через устройство для слива остатков расплавленного металла из бокса для фильтрации; на фиг. 8 изображен бокс для фильтрации, поперечный разрез в плоскости, проходящей через входной желоб для поступления расплавленного металла; на фиг. 9 изображен бокс для фильтрации, поперечный в разрезе в плоскости, проходящей через выходной желоб для отфильтрованного расплавленного металла; на фиг. 10 изображен бокс для фильтрации с направленными в противоположные стороны входным и выходным желобами для расплавленного металла, общий вид; на фиг. 11 изображен бокс для фильтрации с направленными в противоположные стороны входным и выходным желобами для расплавленного металла, вид сверху (стрелками условно показано направление течения расплавленного металла); на фиг. 12 изображен бокс для фильтрации, поперечный разрез; на фиг. 13 изображена крышка, общий вид; на фиг. 14 изображена крышка, общий вид с разнесением; на фиг. 15 изображена крышка, поперечный разрез; на фиг. 16 изображена крышка, вид снизу; на фиг. 17 изображен бокс для фильтрации, закрытый крышкой, поперечный разрез; на фиг. 18 изображен привод открытия и закрытия крышки, общий вид с разнесением; на фиг. 19 изображен привод открытия и закрытия крышки, общий вид.
Осуществление изобретения
Установка для фильтрации расплавленных металлов и сплавов включает закрепленный на основании 1 камеру фильтрации 2 с установленным в ней боксом для фильтрации 3, выполненным из огнеупорного материала с входным и выходным желобами для расплавленного металла, и устройство открытия и закрытия крышки, обеспечивающее ее удержание в требуемом положении. При этом в качестве огнеупорного материала бокса для фильтрации 3 используется, например, плавленый кварц SiO2 плотностью 1,2-2,1 т/м3. Основание 1 представляет собой жесткую каркасную конструкцию с предусмотренными посадочными местами под установку и фиксацию на нем камеры фильтрации 2 с установленным в ней боксом для фильтрации 3. Основание 1 выполнено, например, из соединенных между собой металлических профилей. Камера фильтрации 2 представляет собой металлическую оболочку 4, выполненную, например, из сверенных между собой металлических листов. Между стенками и днищем металлической оболочки 4 и стенками бокса для фильтрации 3 размещен теплоизоляционный слой 5. В качестве материала теплоизоляционного слоя 5 используются, например, микропористые или волокнистые теплоизоляционные плиты, а также теплоизоляционные составы для заполнения зазоров (заливные или засыпные). Возможно применение комбинации плит из разных теплоизоляционных материалов. Сверху теплоизоляционный слой 5 и верхняя поверхность бокса для фильтрации 3 закрыты пластинами 6, выполненными, например, из листового металла (конструкционная или нержавеющая сталь) и соединенными с боковыми стенками металлической оболочки 4 камеры фильтрации 2 посредством разъемных соединений при помощи крепежных элементов 7, выполненных, например, в виде винтов. Камера фильтрации 2 имеет стыковочные фланцы со стороны входного и выходного желобов для крепления к ним элементов металлотракта. В зависимости от конфигурации бокс для фильтрации 3 может быть выполнен как с направленными в одну сторону входным и выходным желобами для расплавленного металла, так и с направленными в противоположные стороны входным и выходным желобами для расплавленного металла.
Крышка выполнена в виде металлической оболочки 8, закрытой сверху металлической пластиной 9. Крышка снабжена силовыми элементами 10, расположенные по обеим боковым граням металлической оболочки 8, для взаимодействия с устройством ее открытия и закрытия. Силовые элементы 10 могут быть выполнены, например, в виде выступающих упоров. В центральной части металлической пластины 9 выполнено отверстие для размещения в нем газовой горелки 11. Газовая горелка 11 закрепляется на фланце металлической пластины 9, которая закрывает сверху металлическую оболочку 8. В крышке установлено средство контроля температуры, выполненное, например, в виде термопары 12.
Устройство открытия и закрытия крышки представляет собой механизм, состоящий из двух закрепленных на основании 1 и расположенных симметрично с каждой стороны бокса для фильтрации 3 опорных элементов 13, на каждом из которых шарнирно закреплены приводной рычаг 14 и вспомогательный рычаг 15, при этом каждый из приводных рычагов 14 установлен на приводном валу 16. Вращение приводного вал 16 осуществляется посредством механического привода 17, установленным на одном из опорных элементов 13. Механический привод 17 защищен сверху от излучения при открытой крышке кожухом 18, представляющим собой сварную конструкцию из листового металла. Со стороны размещения крышки каждый приводной рычаг 14 и соответствующий вспомогательный рычаг 15 шарнирно соединены с пластинами 19, выполненными с зацепами для взаимодействия с силовыми элементами 10.
К газовой горелке 11 подведены патрубок 20 для подачи окислителя, например, атмосферного воздуха, и патрубок 21 для подачи газа. К входному концу патрубка 20 присоединен вентилятор высокого давления 22, который закрепляется на оболочке 8 крышки через силовой кронштейн. В магистрали патрубка 21 предусмотрено место установки регулятора расхода газа 23.
Внутри бокса для фильтрации 3 установлены размещенные один над другим по направлению течения расплава два пенокерамических фильтра 24. В качестве пенокерамических фильтров 24 использован, например, бесфосфатный пенокерамический фильтр CS-X (Selee Corporation, США) с терморасширяющейся прокладкой Safeseal. Размер фильтра выбирается исходя из требуемой производительности литья согласно рекомендациям производителей. Рекомендации у всех производителей схожи и обусловлены оптимальным диапазоном скоростей расплава через фильтр для обеспечения удовлетворительного уровня статистической вероятности улавливания включений. Пористость пенокерамических фильтров 24 выбирается исходя из требований к размерам неметаллических включений.
Пористость верхнего пенокерамического фильтра 24 может составлять от 30 до 50 PPI, а пористость нижнего пенокерамического фильтра 24 может составлять от 50 до 70 PPI. Разница между пористостью верхнего и нижнего пенокерамического фильтра 24 не должна превышать 20 PPI.
Установка снабжена устройством 25 для слива остатков расплавленного металла из бокса для фильтрации 3. Устройство 25 представляет собой шток с коническим керамическим наконечником, который входит в соответствующее отверстие бокса для фильтрации 3, расположенное в самой нижней точке его внутренней полости, и герметично затыкает его во время работы установки, с возможностью освобождения указанного отверстия для слива остатков расплавленного металла из бокса для фильтрации 3 при необходимости.
В местах установки пенокерамических фильтров 24 между посадочными поверхностями бокса для фильтрации 3 и соответствующими торцами пенокерамических фильтров 24 установлена терморасширяющаяся прокладка 26.
Газовая горелка 11, установленная в отверстие, выполненное в центральной части металлической пластины 9, снабжена камерой сгорания 27.
Внутри крышки установлен огнеупорный блок 28, выполненный со сквозным отверстием и с полостью в его центральной части. Огнеупорный блок 28 выполнен цельным или составным из двух частей. В качестве огнеупорного блока 28 использован, например, теплоизоляционный волокнистый огнеупорный блок, имеющий кажущуюся плотность от 450 кг/м3 до 600 кг/м3, теплопроводность 0,11-0,17 Вт/м⋅К и максимальную рабочую температуру до 1300°С.
Внутри крышки между ее металлической оболочкой 8, металлической пластиной 9 и огнеупорным блоком 28 размещен слой теплоизоляционного материала 29. В качестве слоя теплоизоляционного материала 29 использован, например, волокнистый гибкий мат толщиной 13 мм из Ceraterm BLANKET, размещенный в несколько слоев.
Камера сгорания 27 газовой горелки 11 выполнена в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями 30, расположенными равномерно по окружности цилиндрического стакана, расположенными в один или несколько рядов.
Камера сгорания 27 газовой горелки 11 установлена в сквозное отверстие огнеупорного блока 28 и расположена в полости в его центральной части.
Металлическая оболочка 8 крышки в месте примыкания к пластинам 6, закрывающим сверху теплоизоляционный слой 5 и верхняя поверхность бокса для фильтрации 3, оснащена огнеупорными уплотнениями 31, расположенными в 2 ряда по периметру металлической оболочки 8 крышки. Уплотнения 31 зафиксированы в направляющих пазах при помощи шпилек (не показаны) из жаростойкого сплава, например, нихрома. В качестве уплотнений 31 использован, например, шнур из керамического волокна 20×20 мм LYTX 208 Е2.
Входной желоб бокса для фильтрации 3, предназначенный для поступления расплава, выполнен с возможностью закрытия на время работы газовой горелки посредством заглушки или шибера (не показаны).
Установка для фильтрации расплавленных металлов и сплавов работает следующим образом.
Установка для фильтрации расплавленных металлов и сплавов используется в литейном производстве, в частности для фильтрации расплавленного алюминия и его сплавов, в составе литейных агрегатов для выполнения заготовительного (цилиндрические и плоские слитки) или полунепрерывного литья (алюминиевая катанка, фольга и чушка), где по технологии требуется исключение попадания неметаллических включений в готовой продукции. Такая конструкция установки исключает попадание в расплавленный металл различных включений (керамика, окалина и прочие неметаллические включения). Это преимущество допускает применение предложенной установки на ответственных участках, где внесение включений не допустимо.
Предварительный разогрев поверхности бокса для фильтрации 3 и пенокерамических фильтров 24 перед началом процесса фильтрации расплавленного металла при обеспечении максимально равномерного нагрева поверхности бокса для фильтрации 3 и пенокерамических фильтров 24 до требуемых температур исключает образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров 24.
Перед началом процесса фильтрации расплавленного металла, например, расплавленного алюминия и его сплавов, внутрь бокса для фильтрации 3 устанавливаются пенокерамических фильтров 24. В качестве пенокерамических фильтров 24 используется, например, бесфосфатный пенокерамический фильтр CS-X (Selee Corporation, США) с терморасширяющейся прокладкой Safeseal. Размер фильтра выбирается исходя из требуемой производительности литья согласно рекомендациям производителей. Рекомендации у всех производителей схожи и обусловлены оптимальным диапазоном скоростей расплава через фильтр для обеспечения удовлетворительного уровня статистической вероятности улавливания включений. Пористость пенокерамических фильтров 24 выбирается исходя из требований к размерам неметаллических включений. Пористость верхнего пенокерамического фильтра 24 может составлять от 30 до 50 PPI, а пористость нижнего пенокерамического фильтра 24 может составлять от 50 до 70 PPI. Разница между пористостью верхнего и нижнего пенокерамического фильтра 24 не должна превышать 20 PPI, так, например, пористость верхнего пенокерамического фильтра 24 составляет 30 PPI, а пористость нижнего пенокерамического фильтра 24 составляет 50 PPI или пористость верхнего пенокерамического фильтра 24 составляет 50 PPI, а пористость нижнего пенокерамического фильтра 24 составляет 70 PPI. Установка пенокерамических фильтров 24 внутри бокса для фильтрации 3 производится при открытой крышке. При открытии крышки механический привод 17 вращает приводной вал 16 таким образом, что крутящий момент передается на приводные рычаги 14, которые начинают вращаться вокруг оси вращения приводного вала 16. Усилие от приводных рычагов 14 передается на шарнирно соединенные с ними пластины 19, которые в свою очередь передают усилие на силовые элементы 10, закрепленные в крышке и на вспомогательные рычаги 15. За счет того, что расстояние между осями вращения приводных рычагов 14 и вспомогательных рычагов 15 в опорных элементах 13 равно расстоянию между осями вращения приводных рычагов 14 и вспомогательных рычагов 15 в пластине 19, а рычаги 14 и 15 параллельны друг другу, то при вращении приводных рычагов 14 пластины 19 будут подниматься параллельно плоскости камеры фильтрации 2, образованной пластинами 6, описывая круговое движение вокруг приводного вала 16. Так как пластины 19 находятся в зацеплении с металлической оболочкой 8 крышки через силовые элементы 10, то крышка двигается вместе с пластинами 19, тем самым поднимаясь вверх и освобождая рабочую зону над боксом для фильтрации 3 для установки пенокерамических фильтров 24. Крышка поднимается над боксом для фильтрации 3 на высоту пропорциональную длине рычагов и размещению оси вращения вала 16, что позволяет обеспечить ее смещение за крайнюю границу бокса для фильтрации 3 для проведения работ, например, по установке/извлечению пенокерамических фильтров 24, для выполнения регламентных работ по замене футеровки или для других технологических операций, при этом приводные рычаги 14 поворачиваются на угол от 70° до 95°. При достижении приводных рычагов 14 крайнего положения, привод 17 останавливается, крышка фиксируется в крайнем верхнем положении. После открытия крышки, внутрь бокса для фильтрации 3 устанавливаются пенокерамические фильтры 24 с терморасширяющейся прокладкой 26. После установки пенокерамических фильтров 24 крышка опускается, при этом механический привод 17 вращает приводной вал 16 в противоположном направлении, при этом приводные рычаги 14 вращаясь опускают крышку до ее нижнего положения.
В этом положении огнеупорные уплотнения 31, расположенные в 2 ряда по периметру металлической оболочки 8 крышки, прижимаются к пластинам 6, закрывающим сверху теплоизоляционный слой 5 и верхняя поверхность бокса для фильтрации 3. Уплотнения 31 зафиксированы в направляющих пазах при помощи шпилек (не показаны) из жаростойкого сплава, например, нихрома. В качестве уплотнений 31 используется, например, шнур из керамического волокна 20×20 мм LYTX 208 Е2.
После закрытия крышки осуществляется предварительный разогрев поверхности бокса для фильтрации 3 и пенокерамических фильтров 24 перед началом процесса фильтрации расплавленного металла посредством газовой горелки 11, установленной в отверстие, выполненное в центральной части металлической пластины 9.
Газовая горелка 11 снабжена камерой сгорания 27, выполненной в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями 30, расположенными равномерно по окружности цилиндрического стакана, расположенными в один или несколько рядов. При расположении выходных отверстий 30 камеры сгорания 27 в два и более рядов они размещаются в шахматном порядке, равноудаленно друг от друга. Суммарная проходная площадь выходных отверстий 30 составляет 25-30 мм2 на каждый киловатт мощности газовой горелки 11. Суммарная проходная площадь выходных отверстий 30 камеры сгорания 27 выбирается исходя из обеспечения заданного давления продуктов сгорания внутри бокса для фильтрации 3, необходимого для прохождения продуктов сгорания через пенокерамические фильтры 24. Так, например, при мощности газовой горелки 11, равной 90 киловатт, суммарная проходная площадь выходных отверстий 31 составляет 2250 мм2, а их общее количество составляет 20 штук, а при мощности газовой горелки 11, равной 120 киловатт, суммарная проходная площадь выходных отверстий 31 составляет 3000 мм2, при общем количестве в 30 штук.
Исходя из мощности газовой горелки 11 также выбирается объем камеры сгорания 27. Объем камеры сгорания 27 составляющий 70-80 см3 на каждый киловатт мощности газовой горелки 11. Мощность газовой горелки, равная 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, выбирается исходя из обеспечения перед началом процесса фильтрации расплавленного металла максимально равномерного нагрева поверхности бокса для фильтрации 3 и пенокерамических фильтров 24 до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров 24. Так, например, при общем объеме пенокерамических фильтров 24, равном 0,03 м3, мощность газовой горелки должна составлять от 90 кВт до 120 кВт. Так, например, при мощности газовой горелки 11, равной 90 кВт, объем камеры сгорания 27 составляет 6300-7200 см3, а при мощности газовой горелки 11, равной 120 кВт, объем камеры сгорания 27 составляет 8400-9600 см3.
Таким образом, принимая во внимание указанный общий объем пенокерамических фильтров и мощность газовой горелки, объем камеры сгорания 27 может составлять в указанных диапазонах ее объема, например, 6800 см3 при мощности газовой горелки 11, равной 90 кВт, и 8900 см3 при мощности газовой горелки 11, равной 120 кВт.
Исходя из соотношения внутреннего диаметра к высоте камеры сгорания, для обеспечения требуемого объема камеры сгорания 27 газовой горелки 11 выбирается внутренний диаметр и высота камеры сгорания 27.
Отношение внутреннего диаметр камеры сгорания 27 к ее высоте составляет 0,5-0,6. Так, например, исходя из ранее указанных объемов камеры сгорания 27, а именно при объеме камеры сгорания 27, равном 6800 см3 при мощности газовой горелки 11, равной 90 кВт, внутренний диаметр камеры сгорания составляет от 163 мм до 173,2 мм при ее высоте от 326 мм до 288,7 мм, соответственно. При объеме камеры сгорания 27, равном 8900 см3 при мощности газовой горелки 11, равной 120 кВт, внутренний диаметр камеры сгорания 27 равен от 178,3 мм до 189,48 мм при высоте от 356,6 мм до 315,8 мм соответственно.
Таким образом, принимая во внимание указанный общий объем пенокерамических фильтров, мощность газовой горелки и объем камеры сгорания, внутренний диаметр камеры сгорания составляет 166,2 мм при ее высоте 313,6 мм для объема 6800 см3, и 181,8 мм при высоте 343,1 мм для объема 8900 см3.
Внутри крышки устанавливается огнеупорный блок 28, выполненный со сквозным отверстием и с полостью в его центральной части. Огнеупорный блок 28 выполнен цельным или составным из двух частей. В качестве огнеупорного блока 28 использован, например, теплоизоляционный волокнистый огнеупорный блок, имеющий кажущуюся плотность от 450 кг/м3 до 600 кг/м3, теплопроводность 0,11-0,17 Вт/м⋅К и максимальную рабочую температуру до 1300°С. В качестве такого теплоизоляционного волокнистого огнеупорного блока используются, например, муллитокремнеземистые огнеупорные теплоизоляционные стекловолокнистые фасонные изделия. Такие изделия содержат в своем составе высокотемпературные компоненты, такие как Al2O3 (массовая доля не менее от 44% до 46%) и Cr2O3 (массовая доля от 2% до 4%).
Внутри крышки между ее металлической оболочкой 8, металлической пластиной 9 и огнеупорным блоком 28 размещается слой теплоизоляционного материала 29. В качестве слоя теплоизоляционного материала 29 использован, например, волокнистый гибкий мат толщиной 13 мм из Ceraterm BLANKET, размещенный в несколько слоев.
Камера сгорания 27 газовой горелки 11 установлена в сквозное отверстие огнеупорного блока 28 и расположена в полости в его центральной части.
Камера сгорания 27 газовой горелки 11 устанавливается на расстоянии от ее основания до верхнего пенокерамического фильтра 24, равном 248-500 мм.
Указанное расстояние определяют по формуле Н=2,6×PPI+(170…370), где Н - расстояние от основания камеры сгорания до верхнего пенокерамического фильтра 24, мм, 2,6 - эмпирический коэффициент, PPI - пористость верхнего пенокерамического фильтра 24, а диапазон (170…370) - расстояние, определяющее минимальную высоту расплава над поверхностью верхнего пенокерамического фильтра, необходимую для создания гидростатического давления столба расплава, достаточного для преодоления гидравлического сопротивления фильтра заданной пористости, мм. Так, например, диапазон расстояния Н для верхнего пенокерамического фильтра 24 пористостью 30 PPI будет составлять от 248 мм до 448 мм, а при пористости 50 PPI верхнего пенокерамического фильтра 24 диапазон расстояния Н для будет составлять от 300 мм до 500 мм. Таким образом диапазон минимального расстояния Н составляет 248-300 мм, а диапазон максимально расстояния Н составляет 448-500 мм.
К газовой горелке 11 подведены патрубок 20 для подачи окислителя, например, атмосферного воздуха, и патрубок 21 для подачи газа. К входному концу патрубка 20 присоединен вентилятор высокого давления 22, который закрепляется на оболочке 8 крышки через силовой кронштейн. В магистрали патрубка 21 предусмотрено место установки регулятора расхода газа 23.
Атмосферный воздух через вентилятор высокого давления 22 нагнетается в патрубок 20 с давлением от 20 до 40 мбар. Через патрубок 20 атмосферный воздух попадает в газовую горелку 11. Газ подается в патрубок 21, при этом расход газа, поступающего в газовую горелку 11 регулируется по средством регулятора расхода газа 23, установленным в патрубке 21. Регулятор расхода газа 23 обеспечивает подачу газа в газовую горелку 11 в необходимом количестве для достижения соотношения воздух к газу, равному от 1 до 5. Благодаря данному соотношению горение в камере сгорания 27 происходит с избытком воздуха, что обеспечивает достижение заданной температуры продуктов сгорания, равной от 700 до 750°С без образования вредных продуктов сгорания. При соотношении воздух/газ менее 1 происходит недостаточное сгорание топлива, образование вредных продуктов сгорания и невозможность достижения требуемого потока продуктов сгорания для прохождения через оба фильтра 24 и их равномерный нагрев. При соотношении воздух/газ более 5 не достигается требуемая температура продуктов сгорания в следствии чего не достигается равномерный нагрев пенокерамических фильтров 24 до требуемой температуры. После попадания воздуха и газа через патрубки 20 и 21 в газовую горелку 11 происходит их смешивание и воспламенение, после чего смесь попадает в камеру сгорания 27, где происходит процесс окисления топлива воздухом с выделением большого количества тепла, а топливо распадается на продукты сгорания. Нагретые продукты сгорания под действием избыточного давления выходят через выходные отверстия 30 в камере сгорания 27 и попадают во внутреннее пространство бокса для фильтрации 3. Нагретые продукты сгорания распределяются по всему объему внутреннего пространства бокса для фильтрации 3 и под действием избыточного давления проходят через пенокерамические фильтры 24 и устремляются в выходной желоб бокса для фильтрации 3. При этом температура от продуктов сгорания передается конвекцией пенокерамическим фильтрам 24 и внутренним стенкам бокса для фильтрации 3. Для контроля температуры продуктов сгорания в крышке устанавливается термопара 12, конец которой располагается на уровне выходных отверстий 30. Для изменения температуры продуктов сгорания по показания с термопары 12 возможно изменение количества подаваемого газа при помощи регулятора расхода газа 23.
На время предварительного разогрева входной желоб бокса для фильтрации 3, предназначенный для поступления в него расплава, закрывается заглушкой или шибером для предотвращения поступление воздуха через указанный входной желоб в пространстве между камерой сгорания 27 и верхним пенокерамическим фильтром 24, для предотвращения возможного распространение продуктов сгорания через входной желоб из указанного пространства при работе газовой горелки 11. Тем самым обеспечивается заданное давление продуктов сгорания в пространстве между камерой сгорания 27 и верхним пенокерамическим фильтром 24, необходимое для прохождения продуктов сгорания через пенокерамические фильтры 24.
Пенокерамические фильтры 24 нагреваются до температуры 500-750°С. При нагреве пенокерамических фильтров 24 терморасширяющаяся прокладка 26 расширяется и распирает пенокерамические фильтры 24 между посадочными поверхностями бокса для фильтрации 3 и надежно фиксирует их внутри бокса для фильтрации 3.
Непрерывный контроль температуры внутри бокса для фильтрации 3 производится путем измерения температуры установленной в крышке термопарой 12. Благодаря такому контролю обеспечивается возможность поддержания заданного значения температуры продуктов сгорания, необходимого для обеспечения максимально равномерного нагрева поверхности бокса для фильтрации 3 и пенокерамических фильтров 24 до требуемых температур, исключающих образование зон кристаллизации расплавленного металла внутри пенокерамических фильтров 24, а также для обеспечения возможности ограничения расхода газа.
При достижении рабочей температуры продуктов сгорания работа газовой горелки 11 поддерживается в течении определенного времени, как правило от 30 минут до нескольких часов. Время подбирается опытным путем, в зависимости от объема бокса для фильтрации 3 и объемов пенокерамических фильтров 24.
При нагреве пенокерамических фильтров 24, согласно технологическим требованиям, подача воздуха и газа в газовую горелку 11 прекращается, процесс горения в камере сгорания 27 заканчивается.
После предварительного нагрева поверхности бокса для фильтрации 3 и пенокерамических фильтров 24 до требуемой температуре переходят к процессу фильтрации расплавленного металла.
В процессе фильтрации расплавленный метал, например, расплавленный алюминий, поступает в бокс для фильтрации 3 через его входной желоб (должен быть освобожден от заглушки или шибера) для поступления расплавленного металла, далее расплавленный металл, по мере заполнения внутреннего пространства бокса для фильтрации 3, под действием гидростатического давления проходит сначала через верхний пенокерамический фильтр 24, в пористой структуре которого задерживаются крупные фракции неметаллических включений, находящиеся в расплавленном металле. Затем расплав проходит через нижний пенокерамический фильтр 24, в пористой структуре которого задерживаются мелкие фракции неметаллических включений, находящиеся в расплавленном металле.
При остановке процесса фильтрации при ее завершении или для проведения регламентных работ по замене пенокерамических фильтров 24 прекращается подача расплавленного металла через входной желоб бокса для фильтрации 3 путем перекрытия потока расплавленного металла шибером или путем слива остатков расплавленного металла из литниковой системы.
Для слива остатков расплавленного металла из бокса для фильтрации 3 используется устройство 25, представляющее собой шток с коническим керамическим наконечником, который входит в соответствующее отверстие бокса для фильтрации 3, расположенное в самой нижней точке его внутренней полости, и герметично затыкает его во время работы установки. При извлечении штока с коническим керамическим наконечником из указанного отверстия бокса для фильтрации 3 остатки расплавленного металла вытекают из этого отверстия, а так как отверстие находится в самой нижней точки внутренней полости бокса для фильтрации 3, то это обеспечивает полный слив остатков расплавленного металла из бокса для фильтрации 3. После слива остатков расплавленного металла шток с коническим керамическим наконечником устройства 25 обратно закрывает указанное отверстие бокса для фильтрации 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| Устройство для фильтрации алюминия и его сплавов | 2022 |
|
RU2798094C1 |
| Транспортный желоб жидкого металла c электрическим нагревом | 2022 |
|
RU2791751C1 |
| СИСТЕМА ЗАГРУЗКИ РАСПЛАВА ДЛЯ РАЗЛИВКИ ПОЛОСЫ | 2011 |
|
RU2628590C2 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И ПЕРЕРАБОТКИ МЕТАЛЛА И МЕТАЛЛСОДЕРЖАЩИХ ОТХОДОВ И СПОСОБ ТАКОЙ ПЛАВКИ И ПЕРЕРАБОТКИ | 2016 |
|
RU2725246C2 |
| ЖЕЛОБ С РАДИАЦИОННЫМ НАГРЕВОМ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2018 |
|
RU2691827C1 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| Способ непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установка для его осуществления | 1986 |
|
SU1493114A3 |
| НАГРЕВАЕМЫЙ ЖЕЛОБ ДЛЯ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ | 2022 |
|
RU2786560C1 |
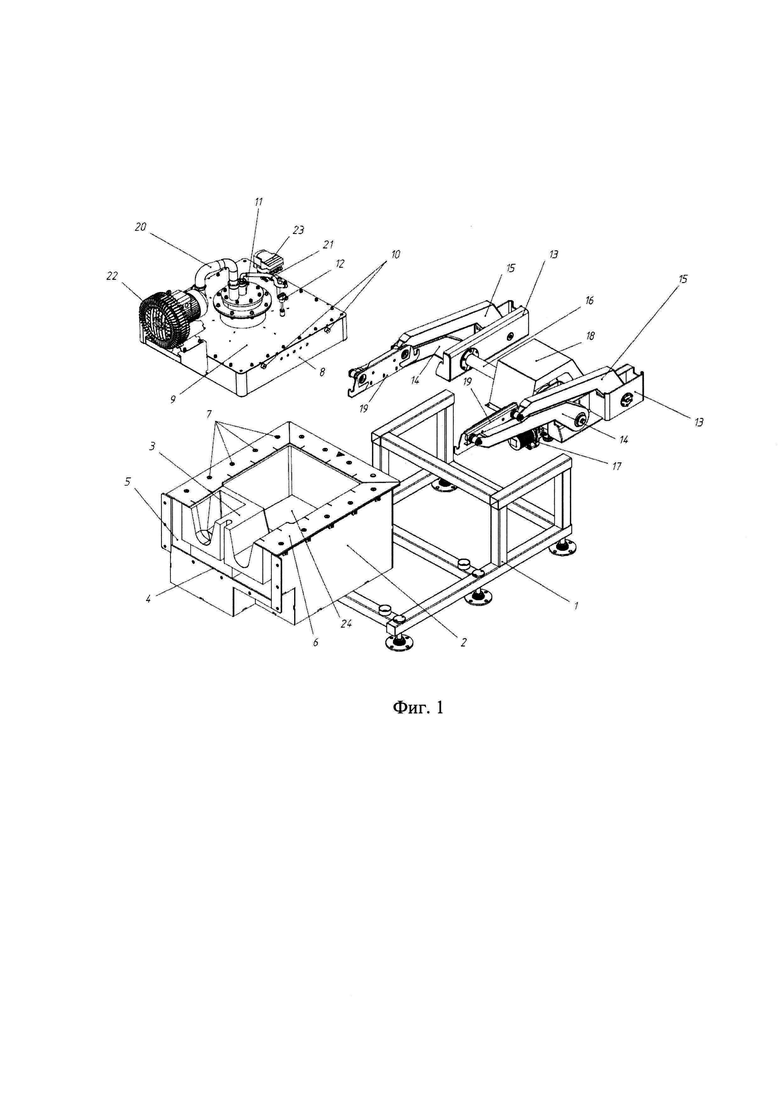

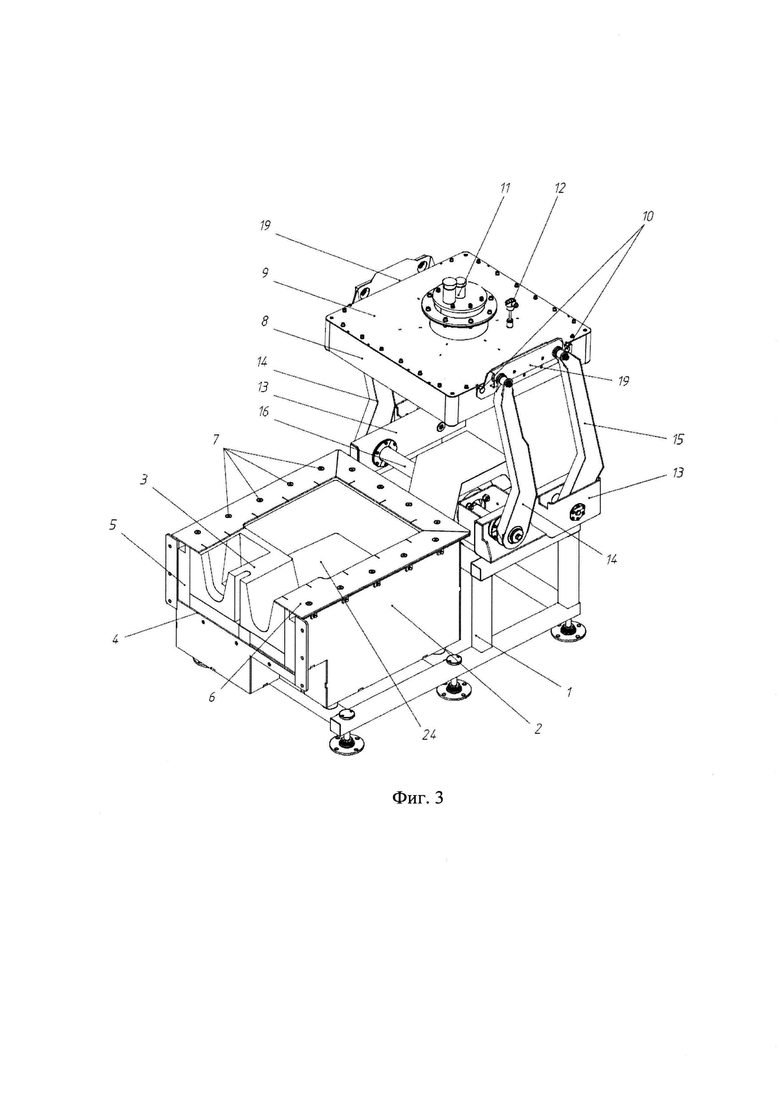










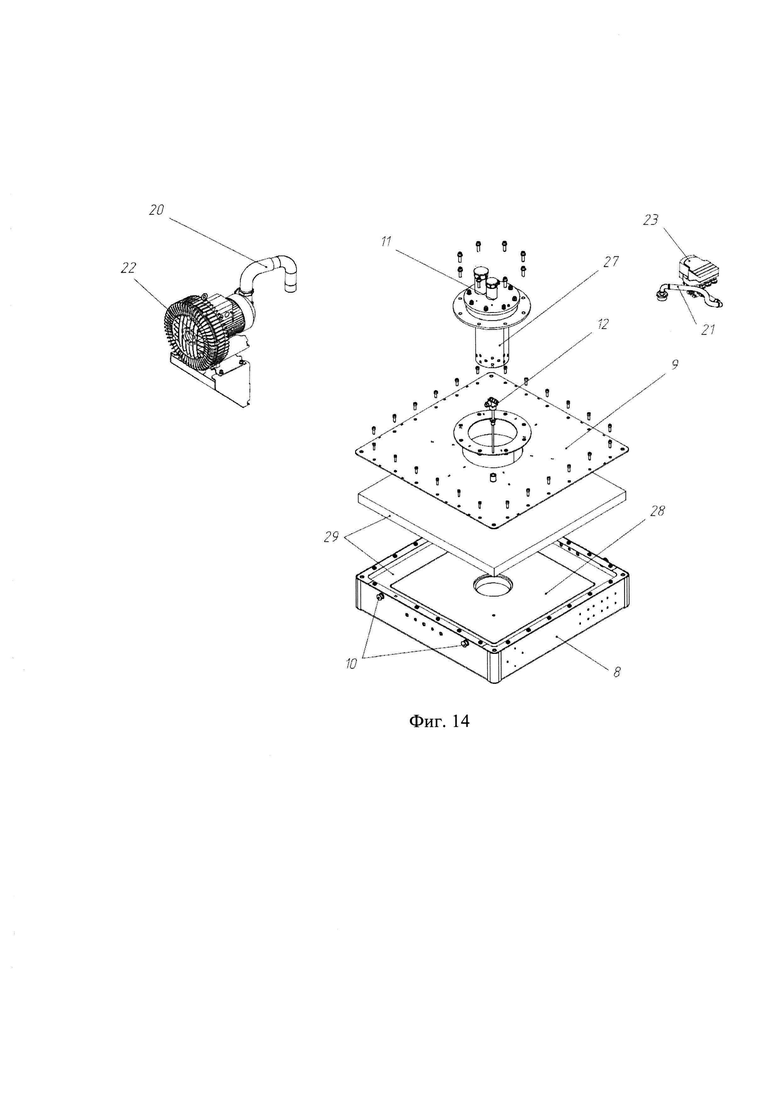


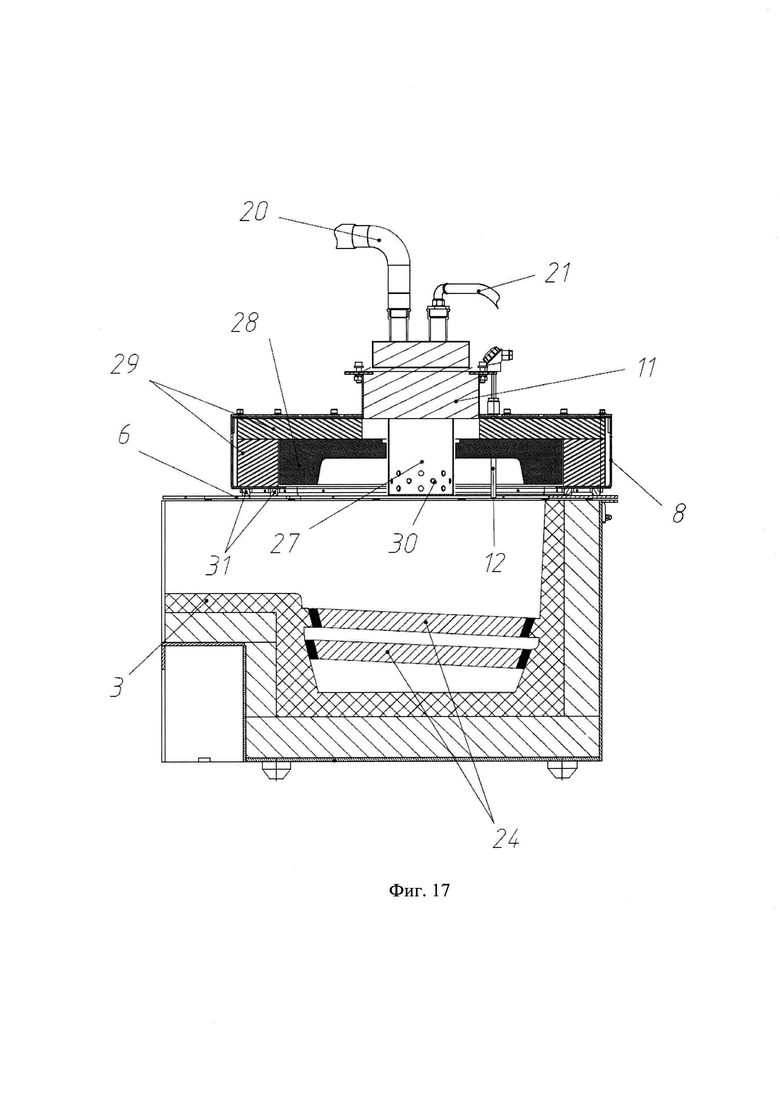
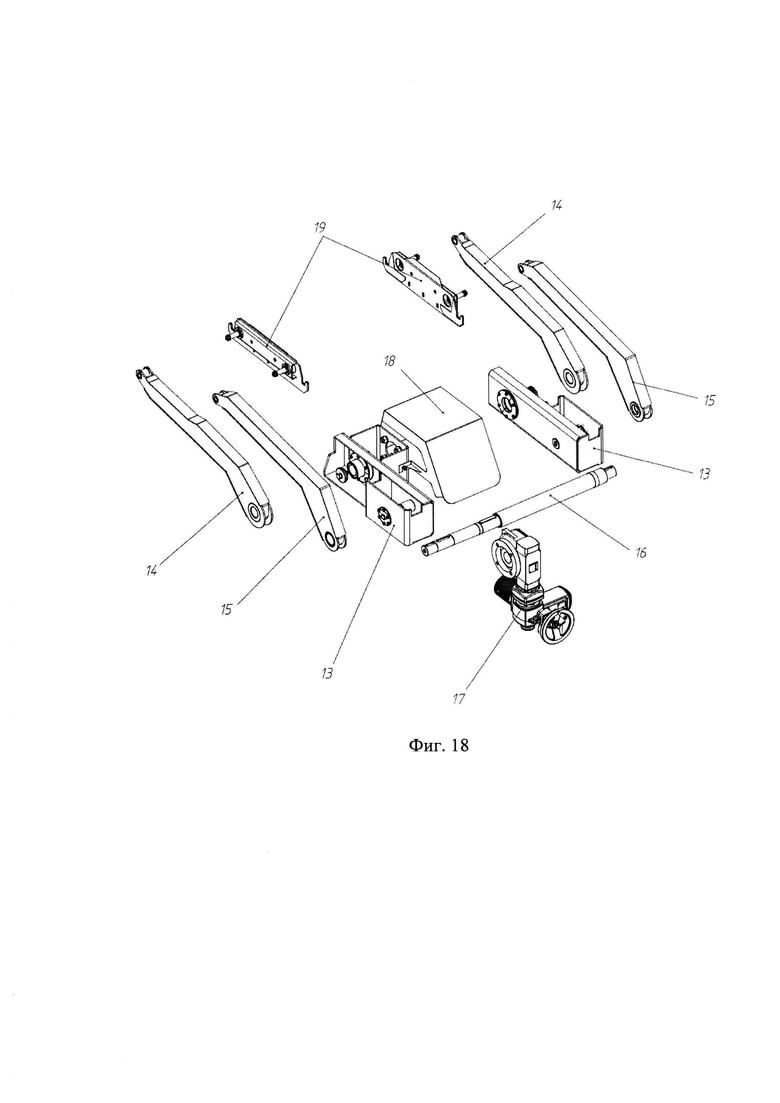

Изобретение относится к цветной металлургии, а именно к установкам для фильтрации расплавленных металлов и сплавов в литейном производстве, в частности расплавленного алюминия и его сплавов, и может быть использовано в составе литейных агрегатов для выполнения заготовительного (цилиндрические и плоские слитки) или полунепрерывного литья (алюминиевая катанка, фольга и чушка), где по технологии требуется исключение попадания неметаллических включений в готовой продукции. Установка включает камеру фильтрации, представляющую собой металлическую оболочку с размещенным внутри теплоизоляционным слоем, установленный внутри камеры фильтрации бокс для фильтрации, выполненный с одной стороны с входным желобом для поступающего расплава, а с другой стороны с выходным желобом для выхода прошедшего через него отфильтрованного расплава, с размещенными в нем один над другим по направлению течения расплава двумя пенокерамическими фильтрами, крышку, внутри которой установлена газовая горелка, при этом крышка выполнена в виде металлической оболочки, закрытой сверху металлической пластиной с выполненным в ее центральной части отверстием для размещения в нем газовой горелки, внутри крышки установлен огнеупорный блок, выполненный со сквозным отверстием и с полостью в его центральной части, внутри крышки, между ее металлической оболочкой, металлической пластиной и огнеупорным блоком, размещен слой теплоизоляционного материала, газовая горелка снабжена камерой сгорания в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями, расположенными равномерно по окружности цилиндрического стакана в один или несколько рядов и выполненными с суммарной проходной площадью, равной 25-30 мм2 на каждый киловатт мощности газовой горелки, при этом исходя из мощности газовой горелки объем камеры сгорания составляет 70-80 см3 на каждый киловатт мощности газовой горелки, причем отношение внутреннего диаметра камеры сгорания к ее высоте составляет 0,5-0,6, при мощности газовой горелки, равной 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, камера сгорания газовой горелки установлена в сквозное отверстие огнеупорного блока и расположена в полости, в его центральной части, причем расстояние от основания камеры сгорания до верхнего пенокерамического фильтра равно 248-500 мм, при этом входной желоб бокса для фильтрации, предназначенный для поступления расплава, выполнен с возможностью закрытия на время работы газовой горелки. Технический результат - обеспечение надежности установки для фильтрации расплавленных металлов и сплавов. 7 з.п. ф-лы, 19 ил.
1. Установка для фильтрации расплавленных металлов и сплавов, включающая камеру фильтрации, представляющую собой металлическую оболочку с размещенным внутри теплоизоляционным слоем, установленный внутри камеры фильтрации бокс для фильтрации, выполненный с одной стороны с входным желобом для поступающего расплава, а с другой стороны с выходным желобом для выхода прошедшего через него отфильтрованного расплава, с размещенными в нем один над другим по направлению течения расплава двумя пенокерамическими фильтрами, крышку, внутри которой установлена газовая горелка, отличающаяся тем, что крышка выполнена в виде металлической оболочки, закрытой сверху металлической пластиной с выполненным в ее центральной части отверстием для размещения в нем газовой горелки, внутри крышки установлен огнеупорный блок, выполненный со сквозным отверстием и с полостью в его центральной части, внутри крышки, между ее металлической оболочкой, металлической пластиной и огнеупорным блоком, размещен слой теплоизоляционного материала, газовая горелка снабжена камерой сгорания в виде цилиндрического стакана из жаропрочного сплава с выполненными на его боковой поверхности выходными отверстиями, расположенными равномерно по окружности цилиндрического стакана в один или несколько рядов и выполненными с суммарной проходной площадью, равной 25-30 мм2 на каждый киловатт мощности газовой горелки, при этом исходя из мощности газовой горелки объем камеры сгорания составляет 70-80 см3 на каждый киловатт мощности газовой горелки, причем отношение внутреннего диаметра камеры сгорания к ее высоте составляет 0,5-0,6, при мощности газовой горелки, равной 30-40 кВт на каждый 0,01 м3 общего объема пенокерамических фильтров, камера сгорания газовой горелки установлена в сквозное отверстие огнеупорного блока и расположена в полости, в его центральной части, причем расстояние от основания камеры сгорания до верхнего пенокерамического фильтра равно 248-500 мм, при этом входной желоб бокса для фильтрации, предназначенный для поступления расплава, выполнен с возможностью закрытия на время работы газовой горелки.
2. Установка по п. 1, отличающаяся тем, что установленный внутри крышки огнеупорный блок выполнен составным из двух частей.
3. Установка по п. 1, отличающаяся тем, при расположении выходных отверстий камеры сгорания в два и более рядов они размещены в шахматном порядке, равноудаленно друг от друга.
4. Установка по п. 1, отличающаяся тем, что она снабжена устройством открытия и закрытия крышки.
5. Установка по п. 1, отличающаяся тем, что она снабжена устройством для слива остатков расплавленного металла из бокса для фильтрации.
6. Установка по п. 1, отличающаяся тем, что она снабжена средством контроля температуры внутри бокса для фильтрации, установленным в крышке.
7. Установка по п. 1, отличающаяся тем, что в местах установки пенокерамических фильтров между посадочными поверхностями бокса для фильтрации и соответствующими торцами пенокерамических фильтров установлена терморасширяющаяся прокладка.
8. Установка по п. 1, отличающаяся тем, что в качестве огнеупорного блока использован теплоизоляционный волокнистый огнеупорный блок, имеющий кажущуюся плотность от 450 до 600 кг/м3, теплопроводность 0,11-0,17 Вт/м⋅К и максимальную рабочую температуру до 1300°С.
| CN 202461447 U, 03.10.2012 | |||
| Устройство для фильтрации алюминия и его сплавов | 2022 |
|
RU2798094C1 |
| ТРАНСФОРМАТОР ТОКА ДЛЯ ВЫСОКОГО НАПРЯЖЕНИЯ | 1926 |
|
SU7280A1 |
| CN 101696470 A, 21.04.2010 | |||
| CN 202925072 U, 08.05.2013 | |||
| JP 5792196 B2, 07.10.2015 | |||
| US 4964993 A1, 23.10.1990 | |||
| DE 602005020435 D1, 20.05.2010. | |||

