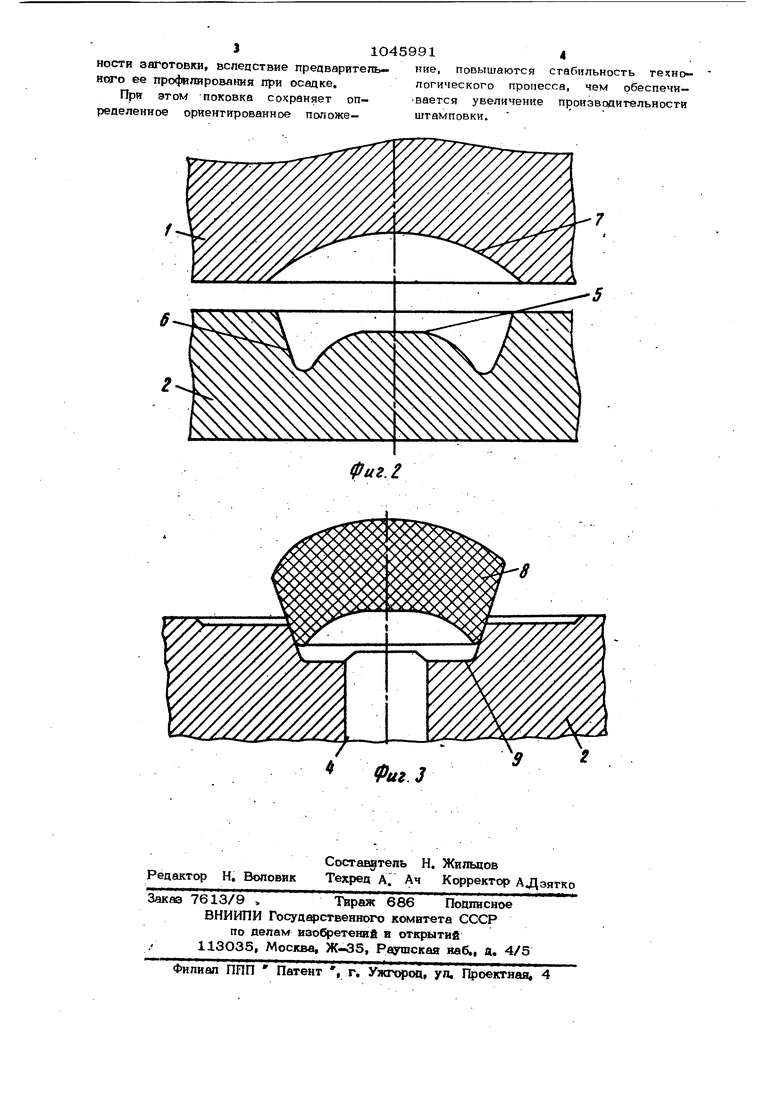
11 Изобретение относится к обработке металлов давлением, в частности к KOHCT . ру1щиям штампов для молотовой горя- чей штймповки. Известен молотовой штамп, содержащий верхнюю и нижнюю половины с гравюрами и Г - образные захваты для облоя, размещенные на одной из частей штампа tl3 Однако известный штамп не обеспечивает стабильной фиксации поковок в нижней половине до образования обпоя поэтому при отскоке поковки в начальной стадии штамповки в окончательном ручье возможна потеря ее ориентации и сниже- кие производительности труда кузнеца. Наиболее близким к изобретению по тежнической сущности и достигаемому результату является молотовой штамп, содержаший верхнюю и нижнюю половины каждая из которых выполнена с гравюро окончательного ручья и площадкой для осадки заготовки 2 J . . Однако данный штамп также не обесп .чивает надежной фиксации заготовки в окончательном ручье и поэтому имеет место отскок поховки от гравюры ручья, что приводит к снижению производительности штамповки, Цель изобретения - увеличение произвойительности штамповки путем повышения надежности фиксации заготовки в окончательном ручье. Поставленная цель достигается тем, что в молотовом штампе, содержащем верхнюю и нижнюю половины, каждая иа которых выполнена с гравюрой окончательного ручья и площадкой для осадки заготовки, на последней в нижней половин штампа выполнен сферический усеченный выступ, диаметральный размер которого ограничен наклонной замкнутой поверхнбс тью, а площадка для осадки на верхней половине выполнена в виде сферической полости. В молотовом штампе наименьший диаметральный размер наклонной замкнутой поверхности площадки для осадки может быть равен наибольшему диаметральному размеру окончательного ручья нижней половины штампа. На фиг, 1 изображен штамп, обший ви на фиг, 2 - сечение площадки под ocaдкyj на фиг, 3 - осаженная заготовка, уложенная в окончательный ручей нижней полови ны штампа перед началом штамповки, Молотовой штамп содержит верхнюю 1 и нижнвж) 2 прповвны с гравюрами 3, вертикальный выталкиватель 4, На ппо912шадке под осадку, т. е. на угловой плошадке штампа оформлен сферический усеченный выступ 5, диаметральный размер которого ограничен наклонной замкнутой поверхностью 6, угол наклона которой райен величине штамповочного уклона ок ончательного ручья нижней половины штампа. На верхней половине штампа выполнена сферическая полость 7. После обадки заготовка 8 укладывается в окончательный ручей 9, В исходном положении баба молота (не показана) удерживает верхнюю половину штампа 1 в верхнем положении. Вытатисиватель 4 находится в нижнем положении. I . Нагретую перед штамповкой заготовку устанавливают на угловой площадке нижней половины штампа 2 на усечённый сферический. В1э1ступ 5, Осадка заготовки и гполняется в течение нескольких ударов верхней половиной штампа 1 до. необходи мого формоизменения,, а именно, до формирования на верхнем торце заготовке сферической поверхности, соответствующей сферической полости 7, а на нижнем торце сферической усеченной полости, со- ответствукицей сферическому усеченному выступу 5, и образования на боковой по-вёрх1 оьтй заготовки уклонов, равных штамм повочным уклонам окончательного ручья нижней половины штампа 2. Затем извлеченную после осадки заготовку 8 с сохранением сфиетации укладывают в окончательный ручей 9, При этом учитывая, что наименьший диаметральный резмер заготовьк0 6 посце осадки равен диаметральному размеру окончательного ручья по линии разъема штампов, последняя зависает в окончательном ручье. После первого удара штамповки в окончательном ручье 9 заготовка 8 проскальзывает своей боковой поверхностью по гравюре и осаживается внва до соприкосновения с данной частью окончательного ручья. При следукших ударах заполняется сферическая усеченная полость на авготовке, воздух из которой удаляется например через газоотвЪдные каналы. По окончании пр(щесса штамповки поковку из нижней половины штампа извлекают выталкивателем 4. При штам повке следующей поковки цикл повторяется. Предложенный штамп обеспечивает фиксеаазю поковки в нижней половине штампа при штамповке, за счёт создания допо ьвительных сил трения на боковой поверх-
ности заготовки, вспецствие предварительного ее профилирования при осадке.
При этом поковка сохраняет определенное ориентированное положение, повышаются стабильность твкпо- логического процесса, чем рбеспечи- вается увеличение производительности штамповки.
Фи2.2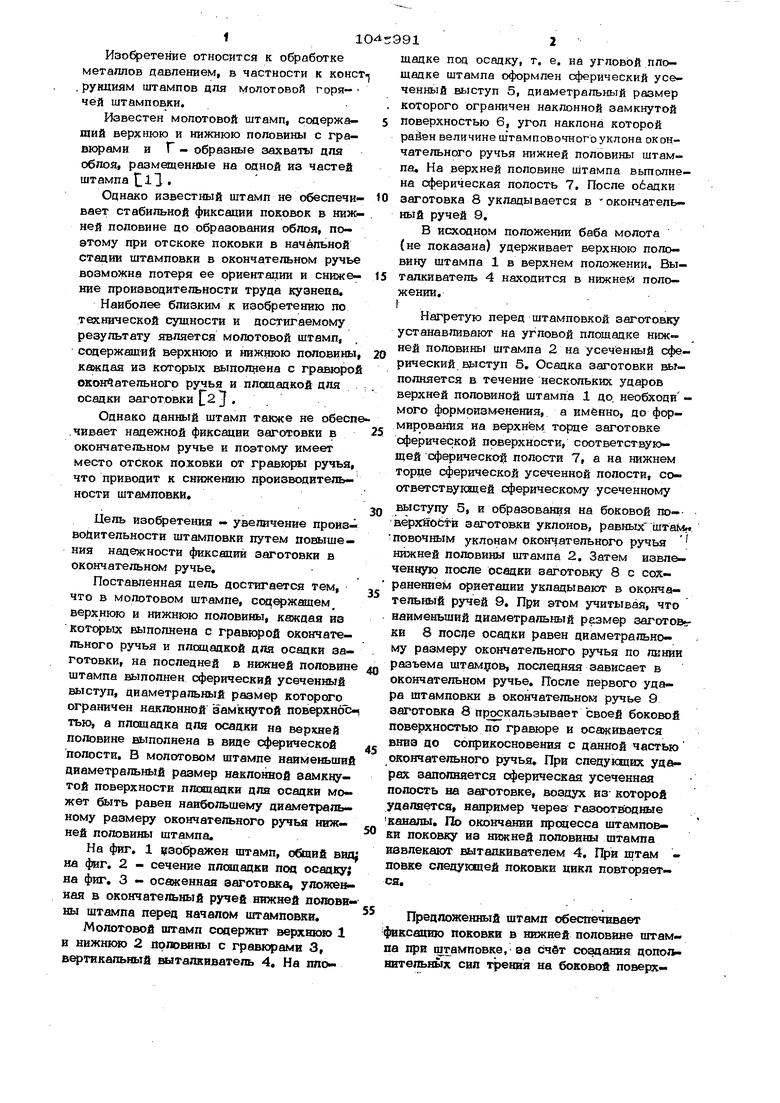
| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Штамп для молотовой штамповки | 1979 |
|
SU814545A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| Инструмент для молотовой штамповки | 1981 |
|
SU986569A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1991 |
|
RU2007248C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для объемной штамповки поковок с отростком и фланцем | 1982 |
|
SU1139555A1 |
1. МОЛОТОВОЙ ШТАМП,содержащий верхнюю и нижнюю половины, каждая из которых выполнена с гравюрой окончатега ного ручья и пшнцадкой дпй . осадки заготовки, отпячаюшв& аг. / с я тем, что, с целью увеличения про изводительности, штамповки путем nojabi- шеиия надежности фиксации заготовок в . окончательном ручье, на площадке для осадки заготовки в нижней половине штам па выполнен сферический усеченный выо туп, диаметральный разм которого ограничен наклонной замкнутой поверхностьЮ| а площадка для осадки на верхней полови не Ег 1полнена в виде сферической nonoqre 2. Штамп по п. 1, о т л ич а ю щ и и с я тем, что наименьший диамет ральга 1й разм наклонной замкнутой по- , 1верхнрсти площадки для осадки равен наибольшему диаметральному размеру окончательного ручья нижней половины штам-
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Открытый штамп для объемной штамповки | 1976 |
|
SU588053A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Семенов Е | |||
| И | |||
| в др | |||
| Технопогня и оборудование ковки и объемной штампов ки, М., Машиностроение, 1978, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
