Изобретение относится к средствам контроля параметров изделий цилиндрической формы, в частности имеющих коническую часть, и может быть использовано в процессе изготовления сердечников для патронов стрелкового автоматического оружия, их сортировки и комплектования по размерным группам.
Известно техническое решение «Автомат для контроля и сортировки деталей цилиндрической формы. Авторское свидетельство СССР №1466815, кл. В07С 5/08, 1989 г.». Он состоит из размещенных на основании загрузочного и приемного механизмов, шагового транспортера, вдоль которого расположены контрольные позиции для измерения параметров деталей при помощи оптических средств контроля, и сортировочного устройства для удаления бракованных деталей.
Недостатком известного устройства является то, что оно позволяет осуществлять разбраковку изделий только на годные и негодные - в соответствии с их параметрами, но не предусматривает возможности сортировки и накопления изделий по размерным группам.
В качестве прототипа заявляемого технического решения принято решение «Устройство для контроля деталей», полезная модель, RU №45655, В07С 5/08, заявка №2005103937 от 14.02.2005. Устройство состоит из загрузочного и приемного устройства, транспортера, связанного с приводом, измерительного узла, средства перемещения изделий с транспортера на измерительный узел и средства удаления бракованных изделий, модуля загрузки, хранения и автоматической выдачи изделий, устройства сортировки, связанного с упомянутым модулем, резервным лотком, и устройства управления, содержащего компьютер.
Недостатком данного технического решения является то, что оно позволяет осуществлять контроль и сортировку изделий только по геометрическим параметрами и не предусматривает возможности контроля и сортировки изделий по массе. Такой контроль необходим при производстве сердечников для патронов стрелкового автоматического оружия. Сердечники имеют цилиндрическую форму, головная часть которой имеет оживальную или коническую часть. При транспортировке изделий, имеющих оживальную или коническую часть, они должны быть ориентированы тупым концом по ходу движения вперед. В данном техническом решении какой-либо ориентации не предусмотрено.
Указанный недостаток ограничивает функциональные возможности известного устройства.
Задачей заявляемого устройства для контроля и сортировки цилиндрических изделий является повышение скорости и качества контроля и сортировки.
В процессе решения задачи достигается технический результат, заключающийся в расширении функциональных возможностей устройства. Совместный контроль геометрических параметров и массы позволяет сортировать изделия на изделия на группы с неисправимый браком, годные изделия и изделия с исправимым браком. В процессе транспортировки изделий, имеющих оживальную или коническую часть, осуществляется ориентация изделий тупым концом по ходу движения вперед.
Технический результат достигается устройством для контроля и сортировки изделий цилиндрической формы, содержащим загрузочное и приемное устройство, транспортер, связанные с приводами, измерительный узел, устройство перемещения изделий с транспортера на измерительный узел, устройство сортировки изделий, компьютер, отличающимся тем, что загрузочное устройство выполнено в виде вибрационного бункера с лотком, который обеспечивает захват, ориентацию и перемещение изделий, ориентация изделий на транспортер происходит с помощь паза, выполненного в лотке, транспортер выполнен в виде вибрационного желоба, перемещение изделий по вибрационному бункеру и транспортеру контролирует реле блокировки и сигнализации, измерительный узел состоит из площадки весового и оптического модуля и блока согласования, устройство перемещения изделий с транспортера на измерительный узел состоит из двигателя, редуктора, кривошипно-ползунного механизма и направляющих с элементами базирования, устройство сортировки выполнено в виде подвижного лотка с электромагнитным приводом и трехканальной сортировочной горки, управление устройством производит персональный компьютер через блок согласования. Кроме этого, лоток вибрационного бункера закреплен по спирали на внутренней стороне бункера, выполненного в виде вертикально расположенного усеченного конуса, дном бункера является площадь конуса меньшего диаметра, паз, выполненный в лотке вибрационного бункера, выполнен изменяющимся по ширине в верхней части бункера и сопряжен с вибрационным желобом подачи изделий транспортера, а транспортер в свою очередь сопряжен с площадками весового и оптического модуля измерительного узла, паз, выполненный в лотке вибрационного бункера, имеет размер, позволяющий при движении через него изделия конусом вперед переориентировать изделие тупым концом вперед и направить на транспортер, а при движении изделия через него тупым концом вперед отправить на транспортер, не меняя ориентации; вибрации бункера и транспортера имеют амплитудно-частотные колебания, обеспечивающие захват и перемещение изделий к измерительному узлу со скоростью перемещения не менее 35 изделий в минуту; лоток бункера, вибрационный желоб транспортера и площадки весового и оптического модуля в точках сопряжения имеют стыки с зазором 1,5…3,5 мм и расположены относительно друг друга ниже на 0,15…0,25 мм; ползун кривошипно-ползунного механизма для позиционирования изделия на площадках весового и оптического модуля при сохранении постоянного вращения кривошипа состоит из двух подвижных частей: шибера и толкателя, имеющих свои крайние положения, шибер ползуна кривошипно-ползунного механизма прямое перемещение совершает под действием упора, установленного на толкателе, обратное - под действием пружины, установленной между толкателем и шибером, остановка и задержка движения шибера производится стопором, установленным на неподвижном основании, при этом движение толкателя сопровождается сжатием пружины, установленной между толкателем и шибером; оптический модуль измерительного узла состоит из видеокамеры, программно связанной через блок согласования с персональным компьютером, и площадки для позиционирования изделия при получении видеоизображения, весовой модуль измерительного узла состоит из электронных весов, программно связанных через блок согласования с персональным компьютером, и площадки для позиционирования изделия при взвешивании, устройство сортировки имеет три диапазона сортировки изделий по весу и три по размеру, из которых выбираются изделия с неисправимым браком, годные изделия и изделия с исправимым браком, реле блокировки и сигнализации программно связано с движением шибера устройством перемещения изделий, в случае нарушения работы вибрационного бункера и вибрационного транспортера включает световое и звуковое устройство.
Исполнение загрузочного устройства, выполненного в виде вибрационного бункера с лотком, имеющим паз, обеспечивающим захват и ориентацию изделий тупым концом по ходу движения вперед, тем самым обеспечивая предварительное базирование, и вибрационного желоба в качестве транспортера обеспечивает периодическую подачу изделий на позицию контроля длины и позицию контроля по массе. Устройство перемещения изделий с направляющими с элементами базирования с транспортера на измерительный узел позволяет точно ориентировать изделие на площадке оптического модуля, обеспечивая точный контроль геометрических размеров производимых изделий с помощью видеокамеры, программно связанной через блок согласования с персональным компьютером, и дальнейшее перемещение изделий на площадку весового модуля для контроля изделий по массе с помощью электронных весов, программно связанных через блок согласования с персональным компьютером. Устройство сортировки, программно связанное через блок согласования с персональным компьютером, позволяет отбраковывать изделия, не соответствующие заданному диапазону значений по геометрическим размерам и весу, из которых выбираются изделия с неисправимым браком, годные изделия и изделия с исправимым браком. Управление устройством персональным компьютером через блок согласования позволяет осуществить в автоматическом режиме контроль и сортировку изделий цилиндрической формы, имеющих оживальную или коническую часть, как по геометрическим размерам, так и по массе, что значительно повышает скорость и улучшает качество контроля на производстве.
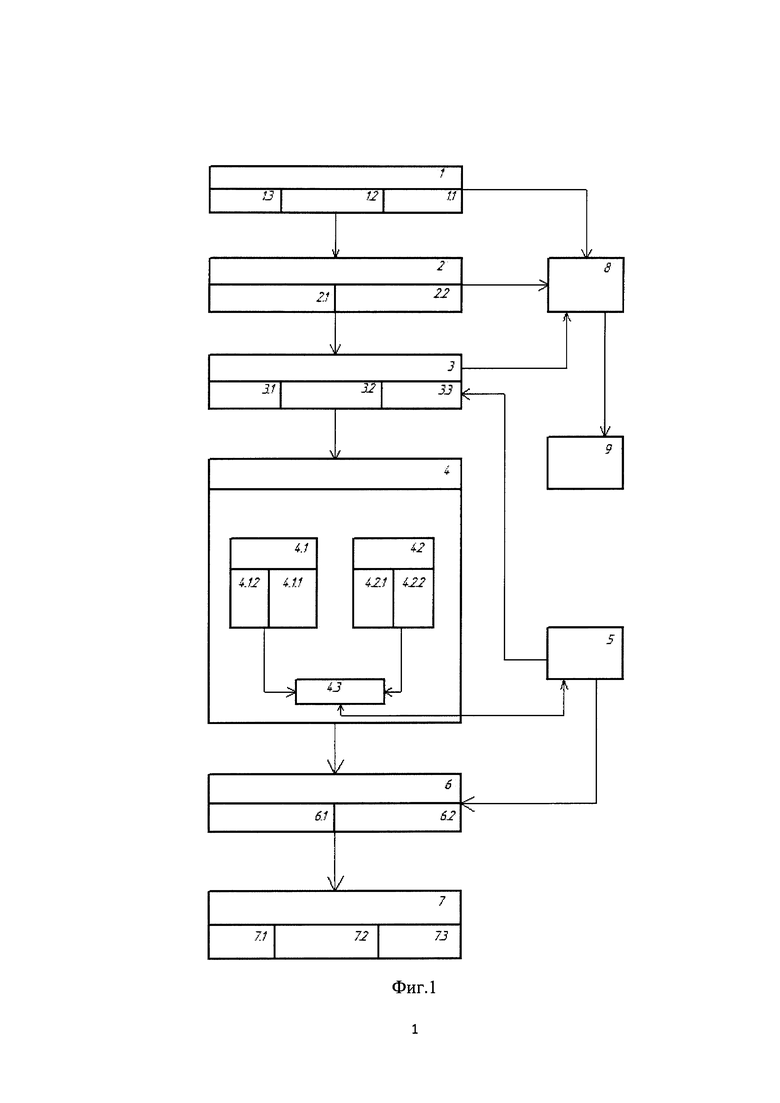
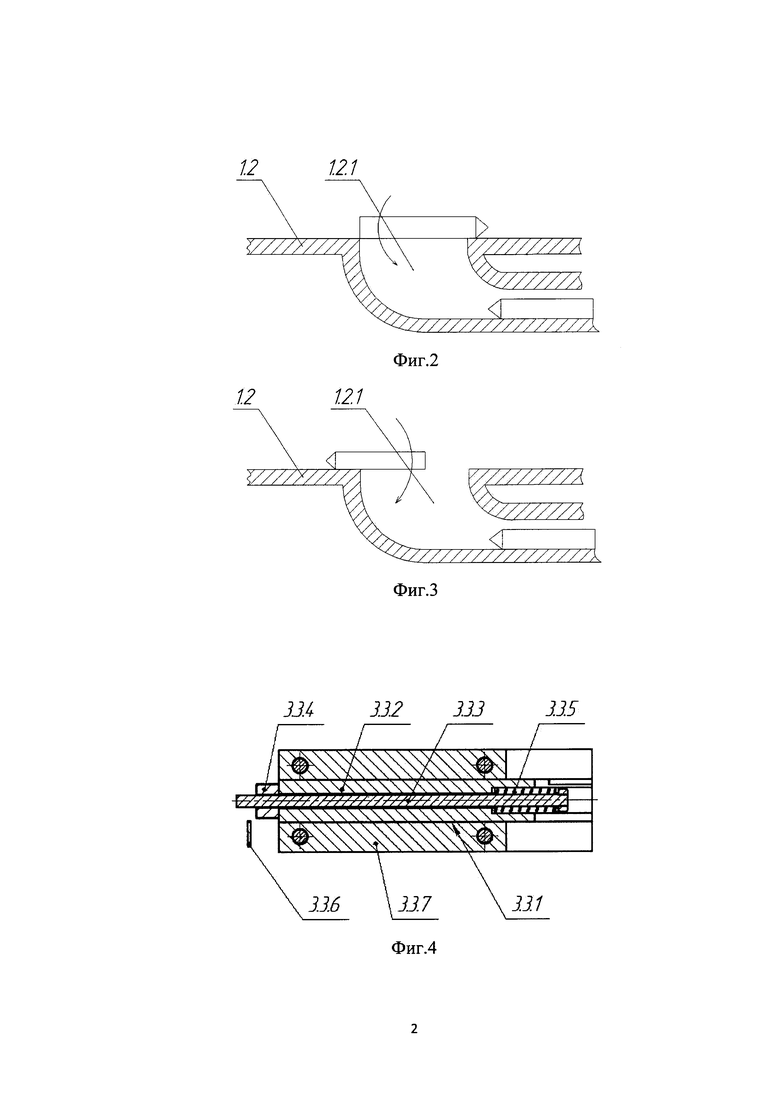
Предлагаемое техническое решение иллюстрируется чертежами. На фиг. 1 схематически изображено заявляемое устройство для контроля и сортировки изделий цилиндрической формы, имеющих коническую часть, на фиг. 2, 3 - схема ориентации изделий тупым концом вперед, на фиг. 4 - устройство ползуна, состоящее из подвижного шибера и толкателя.
Устройство для контроля и сортировки изделий цилиндрической формы состоит из загрузочного устройства 1, которое обеспечивает захват, ориентацию и перемещение изделий на транспортер 2, загрузочное устройство выполнено в виде вибрационного бункера 1.1, с лотком 1.2 и пазом 1.2.1 (фиг. 2) для ориентации изделий и вибратора 1.3, лоток 1.2 вибрационного бункера 1.1 закреплен по спирали на внутренней стороне бункера 1.1, выполненного в виде вертикально расположенного усеченного конуса, дном бункера является площадь конуса меньшего диаметра, паз 1.2.1 лотка 1.2 выполнен изменяющимся по ширине в верхней части бункера, сопряжен с лотком 1.2 подачи изделий на транспортер 2, паз 1.2.1 вибрационного лотка имеет такой размер, что при движении через него изделия конусом вперед, изделие проваливается в паз, переворачиваясь тупым концом вперед, и по лотку 1.2.1 попадает на транспортер 2, при движении изделия через него тупым концом вперед изделие проваливается в паз, не переворачиваясь, и по лотку 1.2.1 попадает на транспортер 2. Транспортер 2 имеет вибрационный желоб 2.1 и 2.2. Перемещение изделий по вибрационному бункеру 1.1 и вибрационному желобу 2.1 контролирует реле 8 блокировки и сигнализации, вибрации бункера 1.1 и транспортера 2, создаваемые вибраторами 1.3 и 2.2, имеют амплитудно-частотные колебания, обеспечивающие захват и перемещение изделий к измерительному узлу 4 со скоростью перемещения не менее 35 изд. в мин, лоток 1.1 бункера, желоб 2.1 транспортера и площадки устройства перемещения для подачи изделий на позиции оптического 4.1 и весового 4.2 модулей имеют стыки с зазором 1.5…3.5 мм, а принимающая плоскость желоба 2.1 и площадок 4.2.2 и 4.1.2 расположена ниже подающей плоскости лотка на 0,15…0,25 мм.
Устройство перемещения 3 изделий с транспортера на измерительный узел 4 состоит из двигателя 3.1, редуктора 3.2, кривошипно-ползунного механизма 3.3 с направляющими элементами базирования. Ползун 3.3.1 кривошипно-ползунного механизма 3.3 для позиционирования изделия на площадки для получения видеоизображения 4.2.2 и измерения веса 4.1.2 при сохранении постоянного вращения кривошипа состоит из двух подвижных частей: шибера 3.3.2 и толкателя 3.3.3. Шибер 3.3.2 ползуна 3.3.1 кривошипно-ползунного механизма 3.3 прямое перемещение совершает под действием упора 3.3.4, установленного на толкателе 3.3.3, обратное - под действием пружины 3.3.5, установленной между толкателем 3.3.3 и шибером 3.3.2, остановка и задержка движения шибера 3.3.2 производится стопором 3.3.6, установленным на неподвижном основании 3.3.7. Измерительный узел 4 состоит из весового 4.1 модуля, оптического 4.2 модуля и блока согласования 4.3, весовой 4.1 модуль измерительного узла 4 состоит из электронных весов 4.1.1, программно связанных через блок согласования 4.3 с персональным компьютером 5, и площадки 4.1.2 для позиционирования изделия при взвешивании, оптический модуль 4.2 измерительного узла 4 состоит из видеокамеры 4.2.1, программно связанной через блок согласования 4.3 с персональным компьютером 5, и площадки 4.2.2 для позиционирования изделия при получении видеоизображения. Устройство сортировки 6 изделий выполнено в виде подвижного лотка с электромагнитным приводом 6.1 и трехканальной сортировочной горки 6.2, устройство сортировки 6 имеет три диапазона сортировки изделий по весу и три по размеру. Изделия поступают в приемное устройство 7 с тремя контейнерами 7.1, 7.2, 7.3 для изделий с неисправимым браком, годные изделия и изделия с исправимым браком. Управление устройством производит персональный компьютер 5 через блок согласования 4.3. Реле блокировки и сигнализации 8 программно связано с движением шибера 3.3.2 устройства перемещения изделий 3, в случае нарушения работы вибрационного бункера 1.1 и вибрационного желоба 2.1 включает световое и звуковое устройство 9.
Устройство для контроля и сортировки изделий цилиндрической формы работает следующим образом.
Изделия, например, сердечник патрона стрелкового автоматического оружия, имеющий цилиндрическую и головную часть оживальной формы или конуса, вручную загружают в загрузочное устройство 1. Включается питание всех устройств. Из вибрационного бункера 1.1 сердечник под действием вибрации перемещается по лотку 1.2 на вибрационный желоб 2.1 транспортера 2. По ходу транспортировки по лотку 1.2 происходит ориентирование сердечника тупым концом вперед. Бункер 1.1 содержит запас изделий на 0,8…1,0 час непрерывной работы. Транспортер 2 перемещает изделия на устройство перемещения 3 изделий с транспортера на измерительный узел 4. На измерительном узле 4 скорость движения изделий ограничивается производительностью оптического модуля 4,2 и весового модуля 4.1. Кривошипно-ползунный механизм 3.3 обеспечивает базирование и периодическую подачу контролируемых изделий на позиции сканирования и взвешивания. Персональный компьютер 5 принимает информацию, поступающую от видеокамеры 4.2.1 и электронных весов 4.1.1 и формирует управляющий сигнал для исполнительного устройства сортировки 6. Устройство сортировки 6 изделий разделяет изделия на три группы, управляется персональным компьютером 5. В случае прекращения перемещения изделий по вибрационному бункеру 1.1, транспортеру 2 или одной из позиций измерительного устройства 4 реле 8 блокировки и сигнализации включает устройство 9 световой и звуковой сигнализации. Блок согласования 4.3 обеспечивает согласование управляющих сигналов от ПК с устройством сортировки. Приемное устройство 7 накапливает рассортированные по весу и по размеру изделия.
Использование заявляемого устройства позволяет осуществить в автоматическом режиме контроль и сортировку изделий цилиндрической формы, имеющих оживальную или коническую часть по массе и геометрическим размерам, что значительно повышает скорость и улучшает качество контроля на производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| Устройство для автоматического весового дозирования штучных изделий | 1977 |
|
SU662818A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ КРИСТАЛЛОВ | 2016 |
|
RU2629740C1 |
| МНОГОКАНАЛЬНЫЙ РЕНТГЕНОРАДИОМЕТРИЧЕСКИЙ СЕПАРАТОР | 2010 |
|
RU2432206C1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Роторный автомат питания | 1986 |
|
SU1419855A1 |
| Устройство для автоматического весового дозирования штучных изделий | 1976 |
|
SU679812A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ И УЧЕТА ЖИВОЙ РЫБЫ В ПОТОКЕ ВОДЫ | 1998 |
|
RU2137360C1 |
Изобретение относится к средствам контроля параметров изделий цилиндрической формы, в частности их сортировки и комплектования по размерным группам. Устройство для контроля и сортировки изделий цилиндрической формы содержит загрузочное и приемное устройство, транспортер, связанные с приводами, измерительный узел, устройство перемещения изделий с транспортера на измерительный узел, устройство сортировки изделий, компьютер. Согласно изобретению загрузочное устройство выполнено в виде вибрационного бункера с лотком, который обеспечивает захват, ориентацию и перемещение изделий, ориентация изделий на транспортер происходит с помощь паза, выполненного в лотке, транспортер выполнен в виде вибрационного желоба, перемещение изделий по вибрационному бункеру и транспортеру контролирует реле блокировки и сигнализации, измерительный узел состоит из площадки весового и оптического модуля и блока согласования, устройство перемещения изделий с транспортера на измерительный узел состоит из двигателя, редуктора, кривошипно-ползунного механизма и направляющих с элементами базирования, устройство сортировки выполнено в виде подвижного лотка с электромагнитным приводом и трехканальной сортировочной горки, управление устройством производит персональный компьютер через блок согласования. Технический результат заключается в расширении функциональных возможностей устройства, повышении скорости и качества контроля и сортировки. 11 з.п. ф-лы, 4 ил.
1. Устройство для контроля и сортировки изделий цилиндрической формы, содержащее загрузочное и приемное устройство, транспортер, связанные с приводами, измерительный узел, устройство перемещения изделий с транспортера на измерительный узел, устройство сортировки изделий, компьютер, отличающееся тем, что загрузочное устройство выполнено в виде вибрационного бункера с лотком, который обеспечивает захват, ориентацию и перемещение изделий, ориентация изделий на транспортер происходит с помощь паза, выполненного в лотке, транспортер выполнен в виде вибрационного желоба, перемещение изделий по вибрационному бункеру и транспортеру контролирует реле блокировки и сигнализации, измерительный узел состоит из площадки весового и оптического модуля и блока согласования, устройство перемещения изделий с транспортера на измерительный узел состоит из двигателя, редуктора, кривошипно-ползунного механизма и направляющих с элементами базирования, устройство сортировки выполнено в виде подвижного лотка с электромагнитным приводом и трехканальной сортировочной горки, управление устройством производит персональный компьютер через блок согласования.
2. Устройство для контроля и сортировки по п. 1, отличающееся тем, что лоток вибрационного бункера закреплен по спирали на внутренней стороне бункера, выполненного в виде вертикально расположенного усеченного конуса, дном бункера является площадь конуса меньшего диаметра.
3. Устройство для контроля и сортировки по п. 1, отличающееся тем, что паз, выполненный в лотке вибрационного бункера, выполнен изменяющимся по ширине в верхней части бункера и сопряжен с вибрационным желобом подачи изделий транспортера, а транспортер в свою очередь сопряжен с площадками весового и оптического модуля измерительного узла.
4. Устройство для контроля и сортировки по пп. 1 и 3, отличающееся тем, что паз, выполненный в лотке вибрационного бункера, имеет размер, позволяющий при движении через него изделия конусом вперед переориентировать изделие тупым концом вперед и направить на транспортер, а при движении изделия через него тупым концом вперед отправить на транспортер, не меняя ориентации.
5. Устройство для контроля и сортировки по п. 1, отличающееся тем, что вибрации бункера и транспортера имеют амплитудно-частотные колебания, обеспечивающие захват и перемещение изделий к измерительному узлу со скоростью перемещения не менее 35 изделий в минуту.
6. Устройство для контроля и сортировки по п. 1, отличающееся тем, что лоток бункера, вибрационный желоб транспортера и площадки весового и оптического модуля в точках сопряжения имеют стыки с зазором 1,5…3,5 мм и расположены относительно друг друга ниже на 0,15…0,25 мм.
7. Устройство для контроля и сортировки по п. 1, отличающееся тем, что ползун кривошипно-ползунного механизма для позиционирования изделия на площадках весового и оптического модуля при сохранении постоянного вращения кривошипа состоит из двух подвижных частей: шибера и толкателя, имеющих свои крайние положения.
8. Устройство для контроля и сортировки по пп. 1 и 7, отличающееся тем, что шибер ползуна кривошипно-ползунного механизма прямое перемещение совершает под действием упора, установленного на толкателе, обратное - под действием пружины, установленной между толкателем и шибером, остановка и задержка движения шибера производится стопором, установленным на неподвижном основании, при этом движение толкателя сопровождается сжатием пружины, установленной между толкателем и шибером.
9. Устройство для контроля и сортировки по п. 1, отличающееся тем, что оптический модуль измерительного узла состоит из видеокамеры программно связанной через блок согласования с персональным компьютером, и площадки для позиционирования изделия при получении видеоизображения.
10. Устройство для контроля и сортировки по п. 1, отличающееся тем, что весовой модуль измерительного узла состоит из электронных весов, программно связанных через блок согласования с персональным компьютером, и площадки для позиционирования изделия при взвешивании.
11. Устройство для контроля и сортировки по п. 1, отличающееся тем, что устройство сортировки имеет три диапазона сортировки изделий по весу и три по размеру, из которых выбираются изделия с неисправимым браком, годные изделия и изделия с исправимым браком.
12. Устройство для контроля и сортировки по п. 1, отличающееся тем, что реле блокировки и сигнализации программно связано с движением шибера устройством перемещения изделий, в случае нарушения работы вибрационного бункера и вибрационного транспортера включает световое и звуковое устройство.
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Сухая гальваническая батарея | 1935 |
|
SU45655A1 |

