Предлагаемое изобретение относиться к области машиностроения, в частности, к устройствам для сверления изделий из мягких, не металлических материалов, полудрагоценных камней, янтаря.
Известен станок-автомат для двустороннего сверления изделий из мягких неметаллических материалов, полудрагоценных камней (см. патент RU 2246401, МПК B28D 5/02, опубл. 20.02.2005, Бюл. №5), который содержит корпус, два шпиндельных блока со сверлами, механизм зажима изделия с приводом, кулачок механизма подачи станка, питатель, лоток для приема готовых изделий. Два шпиндельных блока со сверлами и механизм зажима изделия выполнены в виде одной кинематической цепи. Цепь расположена вдоль оси сверления с возможностью взаимодействия с кулачком механизма подачи станка. Шпиндельные блоки вмонтированы во втулки, подпружиненные относительно корпуса. Механизм зажима изделия выполнен в виде направляющей и противоположной ей зажимной втулок, подпружиненных относительно корпуса. Питатель выполнен трубчатым с отсекателем и вырезом для подачи и удаления изделия под действием собственного веса. Он расположен между направляющей и зажимной втулками и прикреплен к последней. Первый шпиндельный блок выполнен с упором, а второй - со штоком для обеспечения гарантированного зазора между сверлами.
В указанном станке все вспомогательные движения и движения подачи станка связаны одной кинематической цепью, расположенной вдоль оси сверления и приводимой в действие одним кулачком, при этом последовательность вспомогательных движений и движений подачи обеспечивается разной интенсивностью сжатия пружин.
К недостаткам данного станка можно отнести невозможность обрабатывать детали разного типоразмера. Станок имеет такую конструкцию, что на нем можно обрабатывать только один типоразмер детали. Перенастроить или отрегулировать станок на другой типоразмер детали невозможно. Расчет и изготовление питателя, втулок, в которых происходит базирование заготовки, пружин в данном станке также производится под конкретный типоразмер детали.
Также большим недостатком является очень сложная процедура замены сверл, т.к. для этого необходимо произвести частичную разборку станка.
Наиболее близким к заявляемому техническому решению является станок-автомат для сверления (см. патент RU 2236329, МПК В23В 41/00, B28D 5/02 опубл. 20.09.2004, Бюл. №10), включающий станину, шпиндельный узел, двигатель привода механизмов станка, редуктор, распредвал с кулачками, манипулятор, предназначенный для зажима заготовки, на котором смонтирован шиберный блок для подачи заготовок и питатель, в шпиндельный узел вмонтирован двигатель привода главного движения, на валу которого закреплен инструмент. Станок снабжен пружиной для зажима заготовки, а механизм разжима выполнен в виде толкателя, осуществляющего давление на пружину при периодическом опускании его вследствие движения по кулачку. Станок реализует схему двустороннего сверления одной шпиндельной головкой.
К недостаткам данного станка можно отнести длительный цикл обработки, т.к. двустороннее сверление осуществляется одной шпиндельной головкой, а это сильно увеличивает время на холостые пробеги шпиндельного узла и требует дополнительного времени на поворот манипулятора, с зажатой в губках деталью, для второго сверления и обратного поворота манипулятора в исходную позицию. При этом поворот манипулятора требует наличия увеличенного расстояния между губками манипулятора и шибером, что приводит к увеличенному времени хода шибера.
Также к недостаткам можно отнести не возможность регулировки цикла обработки для сверления деталей разных габаритов и материалов, например, нельзя увеличить или уменьшить подачу инструмента или ускорить, или замедлить время, затрачиваемое на смену заготовки и т.д. В данном станке можно уменьшить скорость вращения распредвала, но это приведет к пропорциональному замедлению всех основных и вспомогательных движений станка. Регулировать скорость отдельных движений невозможно, т.е. станок обрабатывает различные по габаритам и материалам заготовки с применением одного и того же цикла работы и на тех же режимах резания. Этот недостаток приводит также к снижению производительности станка из-за того, что детали с мелким размером обрабатываются, используя тот же цикл, что и детали с крупным размером. Т.е. рабочий ход, расстояние подвода - отвода инструмента и т.д. для детали диаметром 4 мм будут таким же как для детали диаметром 10 мм, хотя очевидно, что для детали диаметром 4 мм они должны быть гораздо меньше и, следовательно, должен быть меньше и цикл обработки.
Еще одним недостатком станка является ограниченное пространство между сверлом и губками манипулятора, что затрудняет смену инструмента.
Предлагаемое изобретение решает задачу увеличения производительности и расширения технологических возможностей станка-автомата, за счет обеспечения возможности регулировать параметры цикла и режимы резания при сверлении различных материалов, обеспечения удобной смены инструмента, сокращения холостых ходов инструментов и шибера, а также сокращения количества вспомогательных движений в каждом цикле обработки заготовки.
Для решения поставленной задачи предлагается станок-автомат для двустороннего сверления, содержащий станину, шпиндельный узел, манипулятор, использующий пружину для зажима заготовки, шиберный блок, питатель, двигатель привода главного движения, толкатель для разжима заготовки в манипуляторе, предлагается оборудовать электронным блоком управления работой механизмов станка и параметров режимов резания. Станок-автомат предлагается снабдить вторым шпиндельным узлом, который расположить соосно с первым шпиндельным узлом и обеспечить независимым регулируемым приводом подачи, причем шпиндельные узлы установить с возможностью сближения/удаления, манипулятор выполнить из двух вертикально ориентированных частей, одну из которых выполнить подвижной так, чтобы в позиции удержания заготовки, подвижная часть была прижата к неподвижной части пружиной. Для разжима заготовки манипулятор предлагается снабдить электроклапаном, связанным с толкателем, кроме того, шиберный блок предлагается снабдить электроклапаном для перемещения шибера при подаче заготовки в манипулятор.
В предлагаемом станке-автомате предлагается использовать два соосно расположенных шпиндельных узла, которые приводятся в действие независимыми регулируемыми приводами подач, при этом данные шпиндельные узлы имеют возможность быть разведены в разные стороны на расстояние, превышающее длину инструмента. Вертикально расположенный манипулятор имеет неподвижную и подвижную части, причем сжатие манипулятора осуществляется за счет пружины, а раскрытие за счет работы электроклапана, при этом рабочая позиция заготовки находится снизу. Движения шибера осуществляются за счет работы электроклапана. Последовательность работы механизмов станка и параметры режимов резания задают и контролируют с помощью электронного блока управления.
Сущность изобретения поясняется графическими материалами, где изображено:
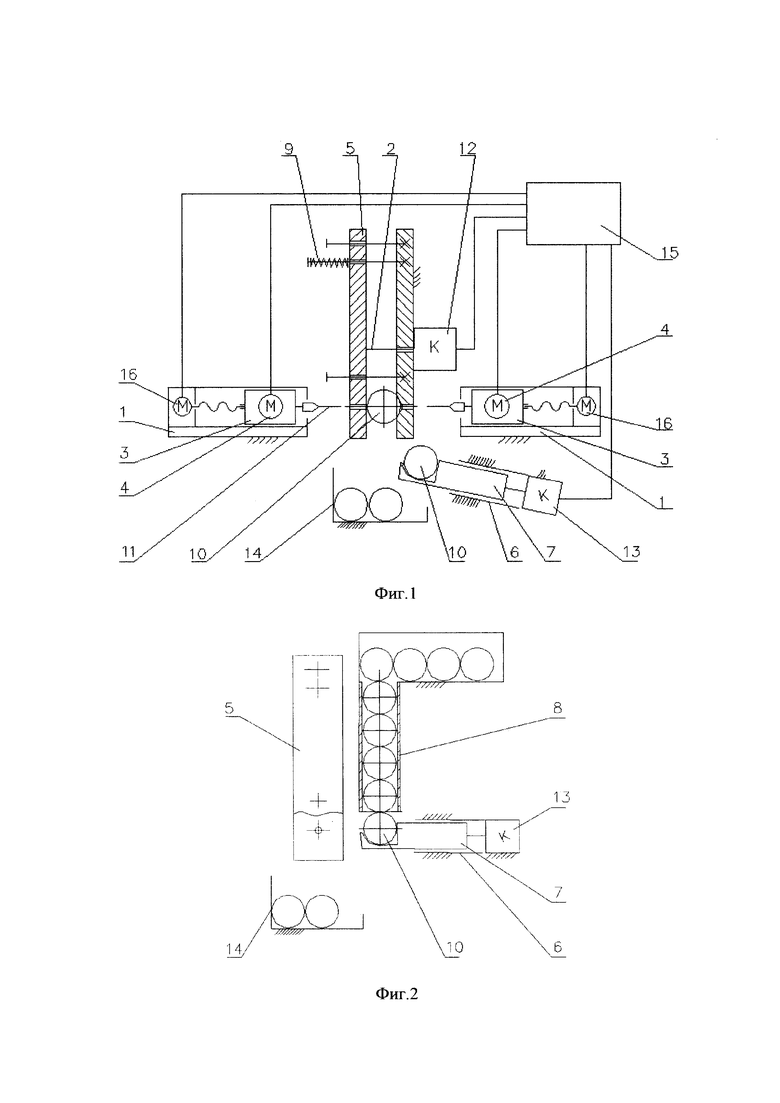
фиг. 1 - кинематическая схема предлагаемого станка-автомата для двустороннего сверления;
фиг. 2 - схема загрузки заготовки шибером в манипулятор.
На графических материалах приняты следующие обозначения:
1 - станина; 2 - толкатель; 3 - узел шпиндельный; 4 - двигатель привода главного движения; 5 - манипулятор; 6 - блок шиберный; 7 - шибер; 8 - питатель; 9 - пружина; 10 - заготовка; 11 - сверло; 12 - электроклапан манипулятора; 13 электроклапан шиберного блока; 14 - лоток для готовых деталей; 15 - блок управления: 16 - привод подачи регулируемый.
На станине 1 расположены два соосно выставленных шпиндельных узла 3 с двигателями 4 приводов главного движения, в которых закреплены сверла 11, манипулятор 5, блок 6 шиберный, питатель 8, лоток 14 для готовых деталей и блок 15 управления.
Шпиндельные узлы 3 имеют независимые регулируемые приводы 16 подачи. Манипулятор 5 выполнен с возможностью параллельного движения подвижной части относительно неподвижной, при чем, подвижная часть под действием пружины 9 прижимается к неподвижной части. На манипуляторе 5 установлен электроклапан 12 манипулятора, который обеспечивая движения толкателя 2 может раскрывать и закрывать манипулятор 5, т.к. сила воздействия электроклапана 12 манипулятора на толкатель 2 превышает силу пружины 9.
Под манипулятором 5 установлен лоток 14 для готовых изделий. Шиберный блок 6 выполнен с возможностью продольного перемещения шибера 7 при работе электроклапана 13 шиберного блока таким образом, что в начальном положении шибера 7, он находится в позиции под питателем 8, а в конечном положении в позиции базирования заготовки внутри манипулятора 5.
Двигатели 4 привода главного движения, регулируемые приводы 16 подач, электроклапан 12 манипулятора и электроклапан 13 шиберного блока подключены к блоку 15 управления, который осуществляет взаимодействие с ними и задает цикл работы всего устройства. Параметры работы устройства: режимы резания и параметры цикла работы можно менять электронным образом на блоке 15 управления, таким образом можно задавать оптимальные параметры в зависимости от обрабатываемого материала и габарита детали, что увеличивает производительность станка.
Независимые регулируемые приводы 16 подачи выполнены с возможностью развести узлы 3 шпиндельные в противоположные стороны от манипулятора 5 на расстояние, превышающее длины применяемых сверл 11, что обеспечивает удобную смену инструмента.
Устройство работает следующим образом.
Включаются двигатели 4 привода главного движения, заготовки 10 засыпаются в питатель 8, включается блок 15 управления, далее цикл обработки осуществляется в автоматическом режиме.
Электроклапан 12 манипулятора давит на толкатель 2, который упирается в подвижную часть манипулятора 5, при этом манипулятор 5 раскрывается. Электроклапан 13 шиберного блока посредством шибера 7, который в начальный момент времени находится в позиции загрузки под питателем 8, толкает заготовку 10 в манипулятор 5, после чего электроклапан 12 манипулятора удаляет толкатель 2, при этом под действием пружины 9 манипулятор 5 закрывается и сжимает заготовку 10. После чего электроклапан 13 шиберного блока вернет пустой шибер 7 в начальную позицию загрузки под питатель 8. При этом, когда шибер движется в сторону манипулятора 5 он собой перекрывает питатель 8 и заготовки 10 блокируются в питателе 8, далее, когда пустой шибер 7 возвращается под питатель 8 заготовка 10, которая находится в нижней позиции в питателе 8 падает под действием силы тяжести в шибер 7 и все остальные заготовки 10, которые находятся в питателе 8 опускаются вниз.
Затем с двух сторон с задержкой по циклу происходит сверление заготовки 10 за счет соосной подачи шпиндельных узлов 2, после чего электроклапан 12 манипулятора давит на толкатель 2, при этом манипулятор 5 раскрывается, и просверленная с двух сторон заготовка 10 под действием силы тяжести падает вниз в лоток 14 для готовых деталей, освобождая при этом рабочую позицию внутри манипулятора 5 и весь цикл повторяется.
Кинематическая независимость движений станка позволяет при необходимости изменять режимы резания и параметры цикла обработки в зависимости от габарита и материала заготовки.
Таким образом, по сравнению с ближайшим аналогом предлагаемый станок-автомат позволяет увеличить производительность на 30% и расширить технологические возможности за счет обеспечения возможности регулировать параметры цикла и режимы резания при сверлении различных материалов, обеспечения удобной смены инструмента, сокращения холостых ходов инструментов и шибера, а также сокращения количества вспомогательных движений в каждом цикле обработки заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК-АВТОМАТ ДЛЯ СВЕРЛЕНИЯ | 2002 |
|
RU2236329C2 |
| СТАНОК-АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ШАРОВ | 2005 |
|
RU2275991C1 |
| СТАНОК-АВТОМАТ ДЛЯ ОДНОСТОРОННЕГО СВЕРЛЕНИЯ | 2003 |
|
RU2243065C1 |
| СТАНОК-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО СВЕРЛЕНИЯ ИЗДЕЛИЙ ИЗ МЯГКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2003 |
|
RU2246401C1 |
| Многошпиндельный токарный станок | 1990 |
|
SU1785828A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2290302C1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Токарный станок | 1986 |
|
SU1407757A1 |
Изобретение относится к области машиностроения, в частности к устройствам для сверления изделий из мягких неметаллических материалов, полудрагоценных камней, янтаря. Станок-автомат для двустороннего сверления содержит станину, шпиндельный узел, манипулятор с пружиной для зажима заготовки, шиберный блок, питатель, двигатель привода главного движения, толкатель для разжима заготовки в манипуляторе. Станок-автомат для двустороннего сверления оборудован электронным блоком управления, вторым шпиндельным узлом, который расположен соосно с первым шпиндельным узлом и обеспечен независимым регулируемым приводом подачи. Шпиндельные узлы установлены с возможностью сближения/удаления. Манипулятор выполнен из двух вертикально ориентированных частей. Обеспечивается увеличение производительности и расширение технологических возможностей. 2 ил.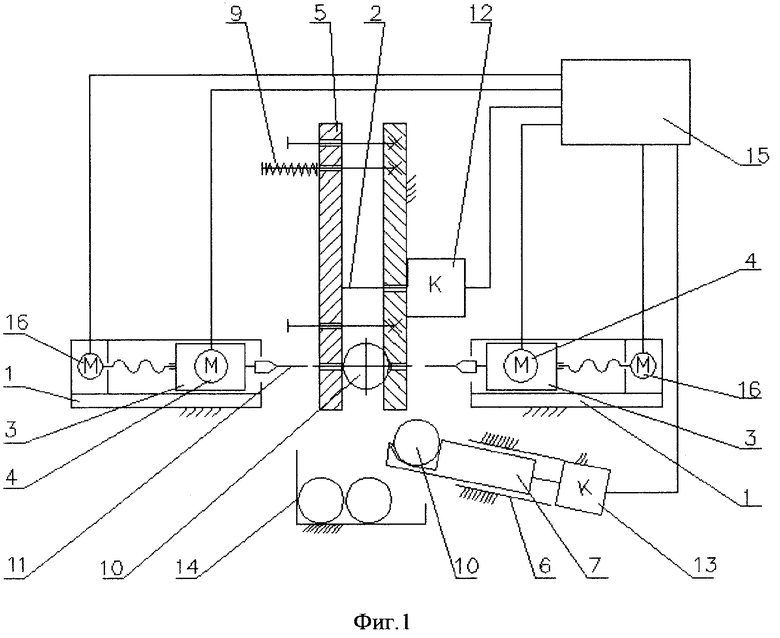
Станок-автомат для двустороннего сверления, содержащий станину, шпиндельный узел, манипулятор, использующий пружину для зажима заготовки, шиберный блок, питатель, двигатель привода главного движения, толкатель для разжима заготовки в манипуляторе, отличающийся тем, что оборудован электронным блоком управления работой механизмов станка и параметров режимов резания, снабжен вторым шпиндельным узлом, который расположен соосно с первым шпиндельным узлом и обеспечен независимым регулируемым приводом подачи, причем шпиндельные узлы установлены с возможностью сближения/удаления, манипулятор выполнен из двух вертикально ориентированных частей, одна из которых является подвижной и в позиции удержания заготовки прижата к неподвижной части пружиной, а для разжима заготовки манипулятор снабжен электроклапаном, связанным с толкателем, кроме того, шиберный блок снабжен электроклапаном для перемещения шибера при подаче заготовки в манипулятор.
| СТАНОК-АВТОМАТ ДЛЯ СВЕРЛЕНИЯ | 2002 |
|
RU2236329C2 |
| СТАНОК-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО СВЕРЛЕНИЯ ИЗДЕЛИЙ ИЗ МЯГКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2003 |
|
RU2246401C1 |
| Станок для двустороннего сверления стекла | 1980 |
|
SU937361A1 |
| US 3813820 A1, 04.06.1974 | |||
| US 4978256 A1, 18.12.1990. | |||

