Изобретение относится к области машиностроения, а более конкретно к производству станков для механической обработки камней, в частности для сверления изделий из янтаря.
Известен станок-автомат для сверления отверстий в янтарных шарах с поворотом изделий на 180° (Тилипалов В.Н., Перетятко С.Б., Борисов Б.П. “Станок-автомат для сверления отверстий в янтарных шарах с поворотом изделий на 180°”. Сборник докладов международной научно-технической конференции “БАЛТТЕХМАШ - 2000”, Калининград, КГТУ, ч.1, с.54-55).
Станок-автомат содержит манипулятор для закрепления янтарной заготовки и ее поворота на 180°, шпиндель со сверлом, получающим вращение от электродвигателя, узел подачи, сообщающий осевое движение сверлу.
Известно, что сверлить янтарь напроход (насквозь) невозможно, поскольку на выходе сверла из янтарной заготовки произойдет скол, вырыв материала из-за большой хрупкости янтаря и его малой прочности. Поэтому янтарные изделия, например шары, сверлят сначала с одной стороны на 60% длины отверстия, потом поворачивают изделие на 180° и сверлят это же отверстие с другой стороны напроход. Появление скола на янтарном изделии приводит к окончательному браку.
Вышеописанный станок имеет ряд недостатков, главными из которых являются низкая производительность и отсутствие контроля за состоянием и затуплением режущего инструмента, что приводит к появлению бракованных изделий.
Низкая производительность связана с тем, что в цикл изготовления одного изделия входят затраты времени на перемещение заготовки из загрузочного бункера в рабочую зону автомата, закрепление заготовки в манипуляторе, подвод сверла к заготовке, поворот изделия манипулятором на 180°, вывод сверла, сверление второй половины отверстия, отвод сверла от заготовки и удаление ее из рабочей зоны автомата. В результате производительность такого автомата составляет 10...12 шт./мин. Однако часто требуется обрабатывать изделия с производительностью на порядок большей. Например, в одном килограмме содержится 65000 шт. янтарных шаров диаметром 3 мм и на их обработку требуется 12 рабочих дней непрерывной работы автомата. Если же необходимо обработать пять килограммов сырья, то автомат и оператор, который его обслуживает, должны непрерывно работать 60 рабочих дней или два с половиной календарных месяца.
Отсутствие контроля затупления сверл требует неотступного внимания со стороны оператора, поскольку сверление тупым сверлом неизбежно вызывает резкий нагрев внутри изделия, тогда как наружная поверхность остается холодной. Это приводит к раскалыванию янтарной заготовки. Кроме того, при поломке сверла (особенно часто ломается затупившееся) необработанные заготовки смешиваются с обработанными.
Наиболее близким к заявляемому техническому решению является технологический ротор сверления (Тилипалов В.Н. Роторные технологии и техника. Калининград: КГТУ, 2001, - 426 с., с.203, рис.6.1). Роторная установка для сверления состоит из вала ротора, смонтированного в подшипниковых узлах, установленных в верхней и нижней плитах станины, при этом на валу смонтированы с одной стороны шпиндельная головка со шпинделями и сверлами, а с другой стороны - блокодержатель с приспособлениями для закрепления предметов обработки, причем каждая позиция ротора содержит шпиндель со сверлом и приспособление для закрепления предметов обработки, а на валу предусмотрены приводы для вращения сверл и подачи приспособлений с закрепленными предметами обработки на сверла. Такая роторная установка для сверления деталей иногда имеет индуктивные датчики, контролирующие целостность сверла, когда оно при вращении ротора проходит мимо индуктивного датчика. При поломке сверла или отсутствии его в шпинделе индуктивный датчик вырабатывает электрический сигнал, подающийся в запоминающееся устройство, которое в свою очередь подает электрический сигнал на электромагнит приспособления для автоматического отказа от питания новыми заготовками вышедшей из строя рабочей позиции. В результате в рабочую позицию, в которой сломалось сверло, новые заготовки не поступают, и роторная установка не делает брак.
В этой установке для сверления обеспечивается большая производительность за счет использования роторного принципа, когда время обработки и все остальные вспомогательные времена совмещаются и изделия обрабатываются во время их транспортирования через технологическую машину, при этом в технологическом роторе предусмотрено несколько идентичных, взаимозаменяемых позиций, каждая из которых содержит шпиндельный узел со сверлом и приспособление для закрепления предмета обработки.
Недостатками такой роторной установки для сверления деталей являются отсутствие контроля целостности и затупления сверл в каждой позиции ротора, что приводит к появлению брака, а также невозможность использования его для сверления янтарных заготовок из-за одностороннего сверления.
Предлагаемое техническое решение направлено на повышение производительности установки для сверления и исключение брака за счет введения контроля целостности и затупления сверл в каждой рабочей позиции и автоматического отключения необходимых позиций от питания заготовками.
Поставленная задача достигается тем, что установка для сверления янтаря, содержащая вертикально ориентированный вал, установленный в подшипниках, смонтированных соответственно в верхней и нижней плитах станины, рабочие позиции, каждая из которых содержит приспособление для закрепления заготовки и шпиндель со сверлом, дополнительно снабжена второй шпиндельной коробкой, расположенной оппозитно первой, а сверла в шпиндельных коробках установлены соосно. Приспособление для закрепления заготовки в каждой позиции установлено между двумя шпиндельными позициями и имеет возможность перемещаться по вертикали. Для контроля целостности и затупления сверл предлагаемая роторная установка снабжена двумя датчиками волоконной оптики для контроля верхних и нижних сверл, которые срабатывают в случае повреждения или затупления сверл после окончания сверления при перемещении рабочей позиции. Датчики волоконной оптики через электронный блок связаны с приспособлением для отказа от питания заготовками рабочих позиций. Каждый датчик волоконной оптики установлен на рычаге, смонтированном на стойке с возможностью поворота.
Применение датчиков волоконной оптики позволяет эффективно контролировать затупление сверл, что очень важно при сверлении янтарных заготовок, т.к. сверление затупившимся сверлом неизбежно приводит к раскалыванию заготовок.
Сущность изобретения поясняется графическими материалами, где на:
фиг.1 - приведена схема одной позиции ближайшего аналога - роторной установки сверления;
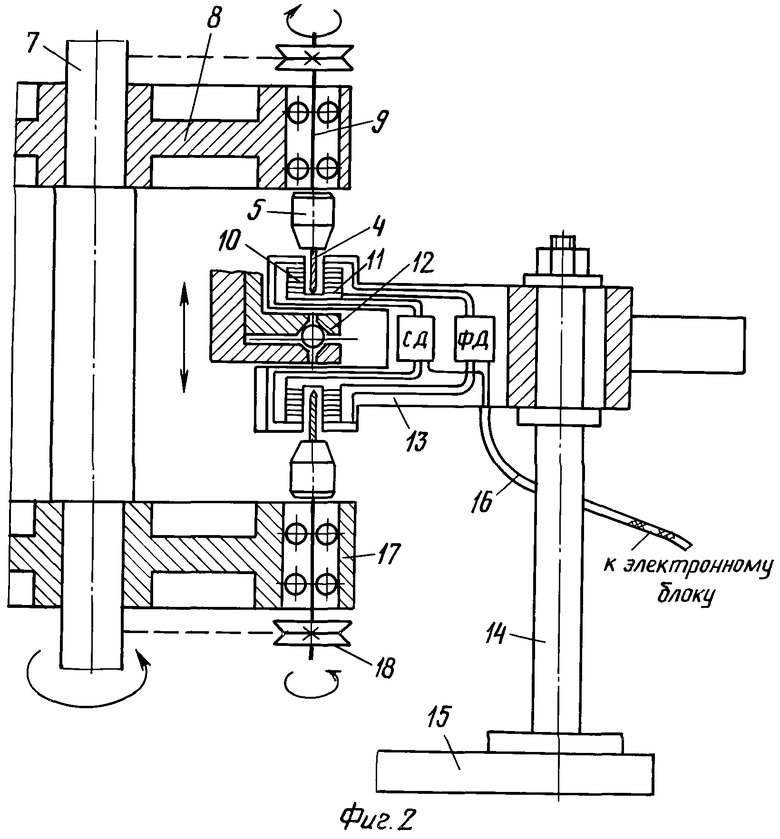
фиг.2 - приведена схема одной позиции предлагаемой роторной установки;
фиг.3 - приведена схема работы устройства при аварийной поломке сверла.
На схемах приняты следующие обозначения:
1 - шток;
2 - кулачки;
3 - цанга изделия;
4 - сверло;
5 - цанга сверла;
6 - зубчатая шестерня;
7 - вал;
8 - шпиндельная коробка верхняя;
9 - шпиндель;
10 - излучающий световод;
11 - принимающий световод;
12 - приспособление для закрепления предметов обработки;
13 - рычаг;
14 - стойка;
15 - станина;
16 - кабель;
17 - шпиндельная коробка нижняя;
18 - шкивы;
19 - пружина;
20 - упор;
СД - светодиод;
ФД - фотодиод.
На валу 7 (фиг.2) закреплена верхняя шпиндельная коробка, в которой смонтировано несколько шпинделей 9, в каждом из которых в патронах 5 закреплены сверла 4. Оптические волокна 10, идущие от светодиода СД, излучают узкой полоской, толщиной меньше диаметра сверла, инфракрасный луч, который, если в этой позиции сломалось сверло, попадает в оптические волокна 11, транслирующие инфракрасное излучение на фотодиод ФД, фотодиод ФД преобразует световой сигнал в электрический, который передается в электронный блок (на схеме не показан). Светодиод СД получает стабилизированное электрическое питание из электронного блока.
Приспособление 12 для закрепления заготовок, в данном случае янтарных шаров, может перемещаться по вертикали, как показано на схеме стрелкой, получая это движение от штока (на схеме не показано), который перемещается, как это происходит во всех роторных машинах, при вращении ротора от неподвижного кулачка барабанного типа. При вертикальном перемещении приспособления осуществляется сверление одной половины отверстия в заготовке (например, сверху), а потом второй половины (например, снизу).
Эти сверления осуществляются при вращении вала 7 совместно со всеми позициями на угле поворота, где еще нет контрольного приспособления с датчиками волоконной оптики, смонтированными на рычаге 13, который может поворачиваться на некоторый угол вокруг оси стойки 14, неподвижно закрепленной на станине 15. Электрическая связь светодиода и фотодиода с электронным блоком осуществляется по кабелю 16.
В нижней шпиндельной коробке 17 размещены шпиндели, аналогичные шпинделям 9 верхней шпиндельной коробки. Все шпиндели получают вращение через ременные передачи (на схеме не показаны) через шкивы 18.
После окончания сверления приспособление 12 для закрепления заготовок устанавливается в положение, изображение на фиг.2, и в этот момент позиция движется мимо приспособления с датчиками волоконной оптики, которые в этот момент вырабатывают электрический сигнал, если верхние или нижние сверла сломались и хотя бы одного в позиции нет. Однако такой электрический сигнал будет вырабатываться и в том случае, если сверло затупилось, поскольку при сверлении тупым сверлом оно сильно нагревается и излучает инфракрасный поток, что улавливается фотодиодом и преобразуется в электрический сигнал. В любом случае с помощью этого сигнала запоминается номер позиции, в которой вышел из строя инструмент, и при подходе такой позиции к магазину, из которого загружаются в позиции очередные, подлежащие обработке предметы, срабатывает электромагнит, не позволяющий ползуну загрузочного устройства совершить ход и продвинуть очередную заготовку в рабочую зону позиции. Это позволяет избежать появления брака при сверлении янтарных изделий.
На случай аварийной ситуации, когда сломанное сверло осталось в янтарном шаре, причем это сверло может занимать произвольное положение, для защиты датчиков волоконной оптики от поломки, предусмотрена возможность отклонения всего приспособления для контроля, что показано на фиг.3.
При вращении вала 7 устройства со шпиндельной коробкой 8 приспособление 12 для закрепления янтарных заготовок проходит свободно мимо рычага 13, на котором смонтирована волоконная оптика, светодиод СД и фотодиод ФД, но сломанное сверло обязательно заденет рычаг 13, при этом он повернется вокруг стойки 14, растягивая пружину 19. После прохода позиции со сломанным сверлом рычаг 13 под действием пружины 19 вернется в исходное положение до упора 20, и вся система контроля будет готова для дальнейшего контроля. Чтобы сломанное сверло не повредило волоконную оптику, светодиод или фотодиод, вся эта часть приспособления закрыта тонкой стальной пластинкой (на схеме не показана).
Таким образом, эта система позволяет не только контролировать целостность сверл или их затупление в каждой позиции устройства, но и автоматически отключать вышедшую из строя позицию от питания новыми заготовками, что является адаптивной системой управления, поскольку позволяет всему устройству для сверления янтарных изделий приспосабливаться к изменяющимся условиям процесса обработки.
Увеличение производительности предлагаемой роторной установки обеспечивается тем, что каждая позиция устройства за один оборот вала обрабатывает одно изделие, а поскольку таких позиций в устройстве может быть несколько, например восемь, то за один оборот вала будет изготовлено 8 изделий, а если вал совершает, например, 20 оборотов в минуту, то за одну минуту будет изготовлено 20×8=160 изделий. В предлагаемой роторной установке дополнительное увеличение производительности (по сравнению с ближайшим аналогом) обеспечивается тем, что в каждой рабочей позиции устройства предусмотрен еще верхний шпиндель, что позволяет сверлить янтарные заготовки с двух сторон, не тратя времени на поворот заготовок на 180°. Поэтому в предлагаемом устройстве предусмотрены две шпиндельные коробки (верхняя и нижняя) и в каждой рабочей позиции установки соответственно имеется верхнее и нижнее вращающиеся сверла (фиг.2).
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2290302C1 |
| СТАНОК-АВТОМАТ ДЛЯ СВЕРЛЕНИЯ | 2002 |
|
RU2236329C2 |
| СТАНОК-АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ШАРОВ | 2005 |
|
RU2275991C1 |
| СТАНОК-АВТОМАТ ДЛЯ ОДНОСТОРОННЕГО СВЕРЛЕНИЯ | 2003 |
|
RU2243065C1 |
| Роторный автомат для нарезания резьбы в гайках | 1990 |
|
SU1822814A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАБОШОНОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2286238C1 |
| СТАНОК-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО СВЕРЛЕНИЯ | 2022 |
|
RU2786249C1 |
| Сверлильно-строгальный автомат для изготовления из цилиндрических заготовок деревянных изделий в форме тел вращения | 1957 |
|
SU116757A1 |


Изобретение относится к области машиностроения, а более конкретно к производству станков для механической обработки камней, в частности для сверления изделий из янтаря. Сущность изобретения заключается в том, что каждая рабочая позиция установки снабжена второй шпиндельной коробкой, расположенной оппозитно первой. Сверла в шпиндельных коробках установлены соосно. Роторная установка снабжена приспособлением для контроля целостности и затупления сверл, включающим два датчика волоконной оптики, связанных через электронный блок с приспособлением для отказа от питания заготовками рабочих позиций. Каждый датчик закреплен на рычаге, смонтированном на стойке с возможностью поворота, и установлен так, что производит контроль сверл после окончания сверления при перемещении рабочей позиции. Приспособление для закрепления обрабатываемых изделий установлено с возможностью вертикального перемещения. Технический результат изобретения состоит в повышении производительности установки и исключении брака. 3 ил.
Роторная установка для сверления янтарных изделий, содержащая вертикально ориентированный вал, установленный в подшипниках, смонтированных соответственно в верхней и нижней плитах станины, рабочие позиции, включающие приспособление для закрепления обрабатываемых изделий и шпиндельную коробку со сверлами, приспособление для отказа от питания заготовками рабочих позиций, отличающаяся тем, что каждая рабочая позиция снабжена второй шпиндельной коробкой, расположенной оппозитно первой, причем сверла в шпиндельных коробках установлены соосно, кроме того, роторная установка снабжена приспособлением для контроля целостности и затупления сверл, включающим два датчика волоконной оптики, связанных через электронный блок с приспособлением для отказа от питания заготовками рабочих позиций, причем каждый датчик волоконной оптики закреплен на рычаге, смонтированном на стойке с возможностью поворота, и установлен так, что производит контроль сверл после окончания сверления при перемещении рабочей позиции, а приспособление для закрепления обрабатываемых изделий установлено с возможностью вертикального перемещения.
| ТИЛИПАЛОВ В.Н | |||
| Роторные технологии и техника | |||
| Калининград, КГТУ, 2001, с.203, рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для обработки деталей из твердых и хрупких материалов | 1973 |
|
SU476999A1 |
| Способ алмазного сверления | 1984 |
|
SU1263536A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК | 0 |
|
SU371033A1 |
| Фокометр | 1985 |
|
SU1290124A1 |
| US 4978296 A, 18.12.1990. | |||

