Настоящее изобретение относится к газо- и паропроницаемой ("дышащей") пленке, к способу ее изготовления, а также к ее применению в качестве внешнего водонепроницаемого слоя в подгузниках.
У одноразовых подгузников наружную сторону образуют из непроницаемой для жидкости пленки, которая препятствует выходу выделений наружу из подгузника. Такая пленка образует слой, который расположен с обращенной от носителя стороны подгузника и обозначается как "внешний слой" или "защитный слой" ("backsheet"). В то время как вначале использовали газонепроницаемые полимерные пленки, уже на протяжении длительного времени применяют газо- и паропроницаемые пленки. Такие непроницаемые для жидкости, но одновременно проницаемые для водяного пара (паропроницаемые) пленки явно улучшают комфорт при ношении подгузника, поскольку газо- и паропроницаемость обеспечивает возможность самовысыхания подгузников, которые тем самым не являются горячими или жаркими при их ношении.
Дополнительно газо- и паропроницаемость противодействует появлению опрелости. Благодаря отводу влаги в подгузнике создается не травмирующая кожу среда, вследствие чего явно уменьшается раздражение кожи.
Использование паропроницаемых внешних слоев было описано уже в 1964 г. в патенте US 3156242, согласно которому используется микропористая пленка.
В патенте US 3881489 от 1975 года описан газо- и паропроницаемый внешний слой, который содержит комбинацию из двух слоев, первый из которых представляет собой перфорированную термопластичную пленку с малым незаполненным объемом, а второй представляет собой пористый, гидрофобный, тонкий материал с большим незаполненным объемом.
Хотя эти разработки газо- и паропроницаемых внешних слоев и позволили добиться некоторого улучшения перед непроницаемыми внешними слоями, тем не менее в последующем велся поиск пленок с более эффективным паропропусканием, которые одновременно эффективно препятствуют выходу жидкости наружу.
В ЕР 0232060 В1 от 1987 года описан способ изготовления газопроницаемой пористой пленки путем введения неорганического наполнителя и последующей вытяжки пленки.
Впоследствии были предложены многочисленные усовершенствования подобных наполненных газо- и паропроницаемых пленок, поскольку требования к газо- и паропроницаемым и непроницаемым для жидкости пленкам, предназначенным для применения в гигиенических областях, на глобальном рынке продолжают постоянно возрастать. Так, наряду с непроницаемостью для жидкости одновременно требуется высокая проницаемость для водяного пара. Слишком низкая проницаемость для водяного пара привела бы к получению создающего внутри себя жаркую и душную среду, неприятного для кожи продукта, неприемлемого для потребителя.
Современные пленки для образования внешнего слоя должны далее обладать такими свойствами, как мягкость, эластичность, малошуршащие свойства и в максимально возможной степени приближенное к текстильному материалу качество на ощупь.
У одноразовых подгузников желательно предусматривать графические изображения на изделиях. При этом было установлено, что для потребителей крайне важна высокая степень белизны. Потребители не приемлют желтоватый или не совсем белый оттенок. Высокая степень белизны выглядит высококачественно и имеет решающее значение для успешной продажи подгузника. Тем самым от пленок для образования внешнего слоя требуется наличие у них высокой непрозрачности.
Внешний вид детских подгузников дополнительно к высокой непрозрачности пленки в значительной мере определяется специфическим с точки зрения торговой марки и размера полиграфическим дизайном. В то время как в прошлом печатные рисунки часто представляли собой напечатанные без совмещения изображения простого исполнения, в настоящее время обычны напечатанные с точным соблюдением раппорта изображения, у которых все напечатанные элементы расположены в точно определенном месте подгузника. Работающие с крайне высокой скоростью машины для производства подгузников предъявляют высокие требования к точности соблюдения раппорта, поскольку колебания в длине раппорта могут приводить к потере синхронизации между внешним слоем и машиной, и в этом случае подгузники приходится отбраковывать.
Помимо этого конструкция подгузников претерпела в последние годы стремительное дальнейшее развитие. Так, в частности, имеющиеся в подгузниках впитывающие элементы постоянно становились тоньше, что стало возможным прежде всего благодаря применению так называемых суперабсорбентов. Такие суперабсорбенты используют в виде крупнозернистых порошков. Несмотря на применение этих крупнозернистых материалов необходимо эффективно предотвращать прокалывание пленки отдельными зернами порошка. Поэтому к внешнему слою предъявляются высокие требования касательно его прочности на прокалывание для эффективного предотвращения выхода выделений наружу из подгузника.
Одновременно с этим пленки в целях сбережения природных ресурсов в процессе производства и потребления и в целях соблюдения принципа неистощительного природопользования должны иметь минимально возможную толщину, а доля полимерного компонента у наполненных пленок должна быть как можно ниже.
С наружной стороны подгузника на пленку обычно накладывают нетканый материал для придания тканеподобных тактильных свойств. Отнесенную к единице площади массу используемого нетканого материала по соображениям сбережения природных ресурсов в процессе производства и потребления также постоянно продолжают уменьшать. Особенно при надевании подгузника и при натягивании и оборачивании эластичных ушек с его задней стороны вокруг тела ребенка с целью замыкания подгузника прикладывается значительное растягивающее усилие в поперечном направлении, которое должно восприниматься слоистым материалом, состоящим из газо- и паропроницаемой пленки и нетканого материала. С уменьшением отнесенной к единице площади массы нетканого материала пленка должна воспринимать большее усилие. Традиционные пленки непригодны для этого.
Еще одно требование, предъявляемое к пленкам для образования внешнего слоя подгузников, состоит в наличии у этих пленок некоторой минимально необходимой прочности при растяжении, которая требуется для переработки пленочной ленты на работающих с чрезвычайно высокой скоростью машинах для производства подгузников. Производительность таких машин по изготовленным на них подгузникам постоянно возрастает. Если несколько лет назад обычными были еще скорости 600 подгузников в минуту, то на сегодняшний день используется оборудование производительностью 1000 подгузников в минуту и более. С увеличением производительности производственных линий возрастают пики усилий, действующих на пленку. Тем самым к пленкам предъявляются крайне высокие требования, прежде всего при складывании готовых подгузников и при их последующем сжатии, когда из них удаляют воздух.
Кроме того, фактические изменения в конструкции подгузников приводят к высоким точечным нагрузкам на образующую внешний слой пленку. Так, в частности, к возрастанию нагрузок на образующую внешний слой пленку приводит выполнение впитывающих сердцевин с каналами, как это описано, например, в US 9216116 В2, равно как и выполнение впитывающих сердцевин меньшей толщины, как это описано, например, в US 10022280 В2. Помимо этого образующая внешний слой пленка должна также выдерживать присутствие суперабсорбентов в повышенных количествах, а также допускать возможность выполнения подгузников более гибких и эластичных конструкций, которые описаны, например, в US 8834437 В2.
В DE 69719574 Т2 описан подгузник с внешним слоем из пленки, которая выполнена в виде микропористой полимерной пленки, содержащей полиолефин в количестве от 30 до 60% и карбонат кальция в количестве от 40 до 80%. Такая пленка имеет значение "b" от примерно 0 до примерно 0,5 и обладает степенью термической усадки менее 2%. Нижний слой подгузника образован слоем нетканого материала, которым ламинирована эта пленка.
В ЕР 3222406 В1 описан способ изготовления наполненной пленочной ленты из исходной микропористой пленочной ленты. Для этого исходную микропористую пленочную ленту нагревают до частично расплавленного состояния. При этом низкоплавкий полимерный компонент находится в расплавленном, жидкотекучем состоянии, а по меньшей мере один высокоплавкий полимерный компонент находится не в расплавленном состоянии. Охлаждение происходит путем пропускания частично расплавленной пленочной ленты через валки с охлаждаемым зазором между ними.
В WO 2015/175593 А1 описана газо- и паропроницаемая наполненная пленка на основе полиэтилена. Такая пленка наряду с высокой долей полиэтилена содержит также высокую долю карбоната кальция и сравнительно низкую долю полипропилена. Эту пленку изготавливают методом плоскощелевой экструзии (методом полива). Описанная в данной публикации поливная пленка имеет сравнительно низкую отнесенную к единице площади массу, составляющую лишь 15 г/м2.
Хотя подобные, изготовленные методом полива пленки и имеют малую отнесенную к единице площади массу и хорошую газо- и паропроницаемость, тем не менее они при производстве подгузников не удовлетворяют требованиям к переработке на предназначенных для этого машинах, работающих уже с чрезвычайно высокими скоростями. Они не способны выдерживать возрастающие скорости работы машин для производства подгузников, вызывающие высокие импульсные нагрузки прежде всего при повороте и складывании подгузника. При этом подобные пленки механически повреждаются, прежде всего надрываются параллельно продольному (машинному) направлению. Более сильное сжатие подгузника, при каковом сжатии из подгузника вследствие более высокой скорости работы машины для производства подгузников вытесняется больше воздуха за меньшее время, может приводить к разрыву слишком слабого внешнего слоя.
В US 2002/0143306 А1 описана газо- и паропроницаемая пленка на основе полиэтилена. При этом линейный полиэтилен низкой плотности (ЛПЭНП) комбинируют с полиэтиленом сверхнизкой плотности (ПЭСНП). ПЭСНП обладает очень низкой температурой плавления, что приводит к проблемам при кашировании нетканым материалом, поскольку при кашировании обычно используется термоплавкий клей с температурами его нанесения порядка 150°С. Чем ниже температура плавления полиэтилена, тем выше риск расплавления образующей внешний слой пленки клеем с образованием в ней дыр. Пленки, описанные в US 2002/0143306 А1, обладают, кроме того, высокой усадкой в продольном направлении. Поэтому подобные пленки непригодны для печатания с точным соблюдением раппорта.
Равным образом постоянное уменьшение толщины впитывающих сердцевин с высокой долей суперабсорбирующих гранулятов приводит к тому, что у традиционных образующих внешний слой пленок со сравнительно малой отнесенной к единице площади массой появляются неплотности, вследствие чего снижается качество подгузника. Использование впитывающих сердцевин новых конструкций, которые, например, имеют каналы для более быстрого и равномерного распределения жидкости, приводит также к высоким нагрузкам, которые более не способны выдерживать традиционные тонкие образующие внешний слой пленки с малой отнесенной к единице площади массой.
Все описанные выше требования препятствовали в прошедшие годы возможности уменьшения отнесенной к единице площади массы газо- и паропроницаемых образующих внешний слой пленок ниже предела в 15-16 г/м2. Даже при таких значениях отнесенной к единице площади массы с традиционными образующими внешний слой пленками постоянно вновь и вновь возникают проблемы, что приводит к получению не способных удерживать жидкость подгузников и отрицательно влияет на их качество. Данный фактор потенциально может нанести значительный ущерб репутации изготовителя подгузников, прежде всего изготовителя товаров высшего сорта (премиум-класса).
В основу изобретения была положена задача предложить газо- и паропроницаемую ("дышащую") пленку, которая удовлетворяла бы приведенным выше требованиям. Такая пленка должна допускать возможность надежного и осуществляемого с точным соблюдением раппорта печатания. Помимо этого она должна быть пригодна для наслаивания на нее нетканого материала, соединяемого с ней термоплавким клеем. Подобная пленка должна повышать качество подгузников и удовлетворять требованиям, предъявляемым при изготовлении подгузников в современных производственных процессах.
Указанная задача решается согласно изобретению с помощью газо- и паропроницаемой пленки, способа, а также применения согласно независимым пунктам формулы изобретения. Различные предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения и в последующем описании.
Предлагаемая в изобретении пленка обладает особой комбинацией признаков, которая неизвестна у образующих внешний слой пленок. Благодаря такой особой комбинации признаков становится возможным использование также тонких пленок с малой отнесенной к единице площади массой для производства подгузников на современных, предназначенных для этого машинах высокой производительности.
У предлагаемой в изобретении пленки в качестве меры ее сопротивляемости можно использовать испытание на удар методом падающего шарика или метод определения ударной прочности падающим заостренным грузом либо метод измерения высоты водяного столба.
При испытании на удар методом падающего шарика на пленку бросают шарик, варьируя при этом высоту его падения.
Метод определения ударной прочности падающим заостренным грузом осуществляют в соответствии со стандартом ASTM D1709, варьируя при этом массу заостренного груза.
Метод измерения высоты водяного столба осуществляют в соответствии со стандартом EDANA WSP 80.6. Повышение давления составляет 10 мбар в минуту. В качестве испытательной жидкости используется дистиллированная вода. Площадь испытуемой поверхности составляет 100 см2 без опорной сетки. Высоту водяного столба указывают в виде единицы измерения "миллиметр".
У предлагаемой в изобретении пленки комбинируют следующие признаки I-III.
I. Пленка характеризуется удельной высотой падения шарика при испытании на удар методом падающего шарика более 100 мм на грамм полимера на квадратный метр, или удельной массой заостренного груза при испытании по методу определения ударной прочности падающим заостренным грузом более 19 г на грамм полимера на квадратный метр, или удельной высотой водяного столба более 90 мм на грамм полимера на квадратный метр.
II. Помимо этого пленка характеризуется проницаемостью для водяного пара по меньшей мере 1000 г/м2 в течение 24 ч.
III. Дополнительно к этим свойствам пленка характеризуется разрывным удлинением в продольном направлении менее 200%.
Благодаря подобной предлагаемой в изобретении комбинации признаков удается получить пленку, которая является тонкой, обладает малой отнесенной к единице площади массой и удовлетворяет всем требованиям для ее использования при изготовлении подгузников в высокоэффективном производственном процессе с высокими скоростями работы соответствующих машин.
Предлагаемая в изобретении пленка обладает явно лучшими механическими свойствами по сравнению с традиционными пленками для образования внешнего слоя. Эти свойства достигаются несмотря на чрезвычайно низкое содержание полимера.
Помимо этого предлагаемая в изобретении пленка обладает высокой проницаемостью для водяного пара и тем не менее надежно обеспечивает защиту от промокания.
В изобретении предлагаются наполненные газо- и паропроницаемые пленки. Они имеют высокую долю наполнителя, который служит для образования вакуолей в процессе вытяжки, обеспечивающих газо- и паропроницаемость. Доля наполнителя должна быть при этом настолько высокой, чтобы в результате вытяжки не только происходило образование микропор, но и дополнительно поры соединялись между собой, благодаря чему пленка становится газо- и паропроницаемой. Лишь микропористая пленка, у которой поры соединены между собой, обладает газо- и паропроницаемыми свойствами. При изготовлении таких газо- и паропроницаемых пленок их наполняют инертным материалом с очень высоким его процентным содержанием, составляющим около 60%, и после экструзии подвергают процессу вытяжки. Лишь такая высокая доля наполнителя обеспечивает достаточную газо- и паропроницаемость. Высокая доля наполнителя способствует, кроме того, сбережению природных ресурсов в процессе производства и потребления и сокращению издержек производства. Однако высокая доля наполнителя отрицательно сказывается на прочности пленки. Ее механическая стабильность почти исключительно зависит от содержания полимера. Сравнивая показатели прочности разных пленок, целесообразным оказывается сравнение значений с одинаковой долей полимера на квадратный метр.
При использовании испытания на удар методом падающего шарика для характеристики предлагаемой в изобретении пленки на пленку, натянутую поверх круглой поверхности, с изменяемой высоты бросают стальной шарик диаметром 19 мм и массой 25 г. Диаметр отверстия, на которое падает шарик, составляет 76 мм.
Испытание на такие достижимые показатели высоты падения шарика зависит в значительной мере от отнесенной к единице площади массы пленки. Поскольку на механическую стабильность пленки влияет в основном содержание в ней полимера, а не содержащийся в ней минеральный наполнитель, в качестве информативной величины используют процентное отношение высоты падения в миллиметрах к содержанию полимера на квадратный метр.
В отличие от традиционных пленок для образования внешнего слоя у предлагаемой в изобретении пленки при этом достигаются значения более 100 мм высоты падения на грамм полимера на квадратный метр. В предпочтительном варианте удельная высота падения составляет более 120 мм, преимущественно более 130 мм, прежде всего более 140 мм, в каждом случае на грамм полимера на квадратный метр пленки.
Альтернативно для характеристики предлагаемой в изобретении пленки можно использовать метод определения ударной прочности падающим заостренным грузом согласно стандарту ASTM D1709A. При этом получают значения более 19 г на грамм полимера на квадратный метр, преимущественно более 20 г на грамм полимера на квадратный метр, прежде всего более 21 г на грамм полимера на квадратный метр.
Еще одним методом характеристики предлагаемой в изобретении пленки является метод измерения удельной высоты водяного столба согласно стандарту EDANA WSP 80.6. При этом высота водяного столба составляет более 90 мм на грамм полимера на квадратный метр, преимущественно более 100 мм на грамм полимера на квадратный метр, прежде всего более 110 мм на грамм полимера на квадратный метр, наиболее предпочтительно более 120 мм на грамм полимера на квадратный метр.
Ниже для характеристики пленки в качестве примера рассматривается испытание на удар методом падающего шарика, при этом оба альтернативных метода, а именно: метод определения ударной прочности падающим заостренным грузом и метод измерения удельной высоты водяного столба, однозначно включены в объем изобретения.
Содержание наполнителя можно определять известными методами измерения, такими как прокаливание до золы. С этой целью образец с известной навеской нагревают до температуры, при которой полимер термически разлагается, а наполнитель не разлагается. Для этого оптимальным зарекомендовал себя нагрев до температуры, например, 560°С. После этого вновь измеряют массу образца. По разности между начальной и конечной навесками можно вычислить содержание полимера на квадратный метр.
В качестве альтернативы методу прокаливания до золы можно использовать термогравиметрический анализ (ТГА), при котором массу образца измеряют непрерывно при нагревании. Данный аналитический метод также позволяет проводить четкие различия между полимером и наполнителем и определять долю полимера в пленке.
Несмотря на такую чрезвычайно высокую сопротивляемость предлагаемой в изобретении пленки для образования внешнего слоя она, кроме того, обладает высокой проницаемостью для водяного пара. Проницаемость для водяного пара, которую определяют в соответствии со стандартом ASTM D6701-01, составляет более 1000 г/м2 в течение 24 ч. При этом предлагаемая в изобретении пленка преимущественно обладает проницаемостью для водяного пара более 2000 г/м2 в течение 24 ч, предпочтительно более 3000 г/м2 в течение 24 ч, прежде всего более 3500 г/м2 в течение 24 ч. У пленок, которые обладают столь высокой сопротивляемостью несмотря на столь малую отнесенную к единице площади массу, подобная высокая проницаемость для водяного пара необычна.
Помимо этого оба указанных выше свойства достигаются при разрывном удлинении в продольном направлении менее 200%. В одном из предпочтительных вариантов осуществления изобретения разрывное удлинение в продольном направлении составляет даже менее 170%, преимущественно менее 150%, прежде всего менее 130%.
Остаточное разрывное удлинение в продольном направлении служит показателем степени вытяжки газо- и паропроницаемой пленки. Чем меньше остаточное разрывное удлинение в продольном направлении, тем выше степень вытяжки газо- и паропроницаемой пленки. Разрывное удлинение определяется при этом стандартом ASTM D882. При этом вырезают испытуемый образец размером, например, 25,4 мм (1 дюйм) и зажимают в пригодном испытательном приборе с зажимной длиной 50,8 мм. К образцу прикладывают предварительное усилие величиной 0,05 ньютона, после чего проводят испытание на растяжение со скоростью 500 мм/мин. Отношение длины пленки при ее окончательном разрыве к начальной зажимной длине описывает разрывное удлинение пленки, которое указывают в процентах. Предлагаемая в изобретении пленка обладает несмотря на высокую сопротивляемость чрезвычайно малым разрывным удлинением. Данный фактор указывает на сильную вытяжку пленки в продольном направлении. Сильная вытяжка пленки в продольном направлении приводит к наличию у нее высокой жесткости. У традиционных пленок сильная их вытяжка в продольном направлении приводит к столь значительному их ослаблению в поперечном направлении, что при складывании подгузников в машине для их производства, соответственно при их надевании происходит повреждение традиционной образующей внешний слой пленки. В отличие от этого предлагаемая в изобретении пленка несмотря на ее сильную вытяжку в продольном направлении оказывается крайне стабильной и при нагрузках в поперечном направлении, о чем свидетельствуют показатели высокой высоты падения шарика при испытании на удар методом падающего шарика.
Вследствие ослабления пленки в поперечном направлении традиционные пленки, известные из уровня техники, обычно нельзя вытягивать столь же сильно, и поэтому они, как правило, имеют разрывное удлинение более 250% в продольном направлении для обеспечения у них минимально необходимой степени механической стабильности в поперечном направлении. Такие традиционные, сравнительно слабо вытянутые пленки приходится пропускать через печатную машину и машину для производства подгузников с очень низким натяжением с тем, чтобы на них можно было печатать с точным соблюдением раппорта и чтобы они при производстве подгузников не слишком сильно сужались вдоль продольного направления, поскольку в противном случае это приводит к появлению неплотностей у бокового края подгузника. Предлагаемую же в изобретении пленку, поскольку она была подвергнута сильной вытяжке и обладает лишь малым остаточным удлинением в продольном направлении, можно пропускать через печатную машину и машину для производства подгузников с высокой скоростью. Интересным представляется тот факт, что такая пленка несмотря на высокую степень ее вытяжки в продольном направлении чрезвычайно стабильна также в поперечном направлении. Данный факт является крайне необычным.
Подобная комбинация признаков, т.е. очень высокая сопротивляемость на грамм полимера при испытании на удар методом падающего шарика при одновременно очень высокой проницаемости для водяного пара и малом разрывном удлинении в продольном направлении, неизвестна у традиционных пленок для образования внешнего слоя подгузников. В настоящее время на рынке не существует пленок, которые сочетают в себе все эти свойства.
С разработкой предлагаемой в изобретении пленки впервые удалось изготовить чрезвычайно тонкую пленку, которая имеет малую отнесенную к единице площади массу и которая при низком содержании полимера оптимально пригодна для изготовления газо- и паропроницаемых детских подгузников, в том числе современными способами их изготовления с очень высокими скоростями работы машин для производства подгузников.
Эта неизвестная ранее комбинация признаков достигается благодаря особому составу пленки, т.е. целенаправленному выбору полимеров в сочетании с особым технологическим процессом.
Содержание полимера в предлагаемой в изобретении пленке несмотря на такие неожиданно стабильные ее свойства является сравнительно низким. Доля полимерных компонентов в пленке составляет менее 55%, преимущественно менее 50%, прежде всего менее 45%. Однако с целью обеспечить тем не менее достаточную стабильность доля полимера составляет более 25 масс. %, преимущественно более 30 масс. %, прежде всего более 35 масс. %.
В качестве предпочтительного наполнителя при этом используют CaCO3 с размером частиц от 0,8 до 2 мкм. В процессе вытяжки эластичные полимерные компоненты пленки растягиваются, и по краю зерен мела образуются поры в направлении полимерной матрицы. Доля наполнителя в пленке составляет более 45%, преимущественно более 50%, прежде всего более 55%. Доля наполнителя составляет менее 75 масс. %, преимущественно менее 70 масс. %, прежде всего менее 65 масс. %.
Многие обычные на рынке пленки обладают недостаточной прочностью. Часто это объясняется используемыми полимерами. Текучесть полиэтиленов описывают показателем текучести расплава (ПТР), называемым также индексом расплава, обычно при температуре 190°С и нагрузке 2,16 или 5 кг. Более высокий показатель текучести расплава коррелирует при этом с меньшей средней молекулярной массой полимера. Одновременно справедливо условие: чем выше показатель текучести расплава полимера, тем ниже вязкость расплава, что предпочтительно для хорошего диспергирования наполнителя, а также высокой производительности экструзионного агрегата. С другой стороны, полимеры с высокой молекулярной массой, т.е. низким показателем текучести расплава, предпочтительны в отношении механической стабильности, прежде всего прочности при растяжении, соответственно тягучести.
Предлагаемая в изобретении пленка имеет показатель текучести расплава менее 4 г/10 мин, преимущественно менее 3,5 г/10 мин, прежде всего менее 3,3 г/10 мин, в каждом случае при температуре 190°С и нагрузке 5 кг. Вследствие такого низкого показателя текучести расплава речь идет об очень надежной в переработке и в использовании пленке.
Для изготовления предлагаемой в изобретении пленки используют два разных компонента в виде линейных полиэтиленов низкой плотности (ЛПЭНП-компоненты). При этом ЛПЭНП-компонент с низкой плотностью комбинируют с ЛПЭНП-компонентом с высокой плотностью.
ЛПЭНП-компонент с низкой плотностью преимущественно имеет плотность менее 0,925 г/см3, прежде всего менее 0,920 г/см3. Этот ЛПЭНП-компонент преимущественно используется в процентном количестве более 10%, прежде всего более 20%, предпочтительно более 30%. На долю этого компонента приходится менее 60 масс. %, преимущественно менее 50 масс. %, прежде всего менее 40 масс. %.
Этот первый ЛПЭНП-компонент с низкой плотностью комбинируют со вторым ЛПЭНП-компонентом более высокой плотности. Плотность второго компонента составляет преимущественно более 0,925 г/см3, предпочтительно более 0,930 г/см3. На долю этого второго ЛПЭНП-компонента с более высокой плотностью приходится преимущественно более 2 масс. %, предпочтительно более 4 масс. %, прежде всего более 5 масс. %. Помимо этого на долю этого второго ЛПЭНП-компонента с более высокой плотностью приходится преимущественно менее 12 масс. %, предпочтительно менее 10 масс. %, прежде всего менее 8 масс. %.
В предпочтительном варианте первый ЛПЭНП-компонент с низкой плотностью представляет собой сополимер этилена и 1-гексена.
В качестве особо целесообразного зарекомендовал себя вариант, в котором по меньшей мере один ЛПЭНП-компонент получен на металлоценовом катализаторе. В предпочтительном варианте при этом с применением металлоценового катализатора получен ЛПЭНП-компонент с низкой плотностью.
Как таковые полимеры не имеют четко определенной температуры плавления, а характеризуются интервалом температур плавления, при этом, однако, с кристаллическими областями полимера можно соотнести температуру плавления кристаллитов. Эта температура плавления кристаллитов всегда выше температуры плавления или интервала температур плавления некристаллических компонентов. Расплавленное состояние описывается тем, что модуль сдвига обращается в нуль. У полимеров с кристаллическими областями последние в этом случае более обнаружимы. Модуль сдвига можно определять, например, в соответствии со стандартом ISO 6721-1 и 2.
Температура плавления, определяемая как пик на диаграмме дифференциальной сканирующей калориметрии (ДСК), у первого ЛПЭНП-компонента с низкой плотностью приходится на интервал от 114 до 122°С, преимущественно от 116 до 121°С. Температура плавления второго ЛПЭНП-компонента приходится на интервал от 120 до 128°С, преимущественно от 121 до 126°С.
Используемые согласно изобретению ЛПЭНП-компоненты преимущественно имеют показатель текучести расплава, определяемый в соответствии со стандартом ISO 1133-1 при температуре 190°С и нагрузке 2,16 кг, менее 2,5 г/10 мин, предпочтительно менее 1,5 г/10 мин, прежде всего менее 1,2 г/10 мин.
В предпочтительном варианте ЛПЭНП-компонент с низкой плотностью имеет показатель текучести расплава более 0,3 г/10 мин, преимущественно более 0,5 г/10 мин, прежде всего более 0,8 г/10 мин, при температуре 190°С и нагрузке 5 кг и/или менее 4 г/10 мин, преимущественно менее 3 г/10 мин, прежде всего менее 2 г/10 мин, при температуре 190°С и нагрузке 5 кг.
В предпочтительном варианте ЛПЭНП-компонент с более высокой плотностью имеет показатель текучести расплава более 0,3 г/10 мин, преимущественно более 0,5 г/10 мин, прежде всего более 0,8 г/10 мин, при температуре 190°С и нагрузке 5 кг и/или менее 5 г/10 мин, преимущественно менее 4 г/10 мин, прежде всего менее 3 г/10 мин, при температуре 190°С и нагрузке 5 кг.
Лишь комбинация обоих ЛПЭНП-компонентов позволяет добиться особых свойств предлагаемой в изобретении пленки. Наличие ЛПЭНП-компонента низкой плотности приводит к достижению особо хороших показателей при испытании на удар методом падающего шарика и тем самым к достижению высокой сопротивляемости. Однако применение только одного этого компонента обеспечило бы лишь недостаточную газо- и паропроницаемость. Лишь комбинация с ЛПЭНП более высокой плотности позволяет достичь не только хороших показателей при испытании ударной прочности, но и достаточно высокой проницаемости для водяного пара. При использовании только одного ЛПЭНП более высокой плотности хотя показатели проницаемости для водяного пара и были бы удовлетворительными, однако сопротивляемость при испытании на удар методом падающего шарика была бы недостаточной, из-за чего такие пленки были бы неприменимы для производства подгузников на современных машинах высокой производительности.
В одном из целесообразных вариантов осуществления изобретения пленка содержит полипропиленовый компонент. На долю этого полипропиленового компонента приходится преимущественно более 0,5 масс. %, предпочтительно более 1 масс. %, прежде всего более 2 масс. %. Полипропиленовый компонент преимущественно присутствует при этом в относительном количестве менее 12 масс. %, предпочтительно менее 8 масс. %, прежде всего 6 масс. %.
Полипропиленовый компонент имеет при этом температуру плавления, определяемую как пик на диаграмме ДСК, в пределах от 158 до 165°С, преимущественно от 160 до 164°С. Показатель текучести расплава полипропиленового компонента, определяемый согласно стандарту ISO 1133-1 при температуре 230°С и нагрузке 2,16 кг, составляет преимущественно менее 4,0 г/10 мин, прежде всего менее 3,0 г/10 мин.
При создании изобретения неожиданно было установлено, что применение этого полипропиленового компонента в сочетании с обоими ЛПЭНП-компонентами позволяет создать особо предпочтительную пленку, которую благодаря полипропиленовому компоненту требуется подвергать менее сильной вытяжке. Вследствие этого эффективно предотвращается образование "тигровых полос" ("tiger striping"). Под такими тигровыми полосами, которые появляются при вытяжке, подразумеваются сильнее и менее сильно вытянутые участки, образующиеся в виде полос. Для устранения образования такой полосовидности пленку по сути потребовалось бы вытягивать сильнее с целью лучше гомогенизировать ее. Если этого не происходит, то вследствие неоднородности из-за неравномерной вытяжки может произойти неравномерный разрыв пленки при ее использовании в качестве внешнего слоя подгузника.
При создании изобретения неожиданно было установлено, что используемый в сравнительно малых количествах полипропилен помогает гомогенизировать картину вытяжки. При создании изобретения неожиданно было, в частности, установлено, что при целенаправленном использовании полипропилена в количестве, лежащем в указанных выше пределах, благодаря комбинации обоих ЛПЭНП-компонентов возможно придание пленкам соответствующих изобретению оптимальных свойств.
Предлагаемая в изобретении пленка обладает крайне благоприятными свойствами при очень малой отнесенной к единице площади массе. Отнесенная к единице площади масса пленки составляет менее 18 г/м2, прежде всего менее 16 г/м2. Речь при этом, кроме того, идет о чрезвычайно тонкой пленке. Толщина готовой пленки составляет преимущественно менее 16 мкм, предпочтительно менее 14 мкм, прежде всего менее 12 мкм.
С целью тем не менее обеспечить достаточную толщину пленки во избежание ее возможного прокалывания крупнозернистыми суперабсорбирующими гранулятами толщина пленки составляет преимущественно более 4 мкм, предпочтительно более 6 мкм, прежде всего более 8 мкм.
Предлагаемую в изобретении пленку получают, комбинируя совершенно особый состав с совершенно особым способом ее изготовления. Соответствующие изобретению свойства пленки реализуют путем целенаправленного использования экструзии рукава с раздувом. Предшествующая вытяжке экструзия рукава с раздувом позволяет на основании особого состава достигать соответствующих изобретению свойств пленки.
При создании изобретения неожиданно было установлено, что благодаря предшествующей экструзии рукава с раздувом пленку в ходе последующего процесса вытяжки можно гораздо сильнее вытягивать в продольном направлении. Благодаря предшествующему процессу экструзии рукава с раздувом предлагаемая в изобретении пленка приобретает достаточную прочность и в поперечном направлении, и поэтому даже при сильной вытяжке пленки в продольном направлении сохраняется прочность в поперечном направлении. Таким путем получают пленку, которая хотя и обладает в продольном направлении очень высокой жесткостью и поэтому может перерабатываться при производстве подгузников на соответствующих, работающих с чрезвычайно высокими скоростями машинах, однако одновременно с этим при последующем применении подгузника обладает также в поперечном направлении настолько высокой прочностью, что предотвращается надрыв или повреждение пленки, который/которое происходит в результате натягивания служащих для закрепления подгузника эластичных ушек на внешнем слое.
Для образования микропористости пленочную ленту подвергают процессу вытяжки. При этом согласно изобретению осуществляется по меньшей мере вытяжка в продольном направлении. Дополнительно может осуществляться также вытяжка в поперечном направлении. В принципе возможна также вытяжка валками с профилированной поверхностью (по технологии "ring rolling"). Под вытяжкой пленки подразумевается ее растяжение в указанном направлении. Вытяжка пленки приводит к уменьшению ее толщины. Пленку можно вытягивать в продольном направлении, например пропусканием через зону вытяжки с одним или несколькими валками. Валки вращаются преимущественно с разной скоростью.
Согласно изобретению пленку вытягивают преимущественно со степенью более 200%, предпочтительно более 280%, особенно предпочтительно более 300%, прежде всего более 320%. Степень вытяжки пленки в продольном направлении после экструзии рукава с раздувом составляет менее 400%, преимущественно менее 365%, прежде всего менее 350%. Вытяжка осуществляется при температуре преимущественно выше 70°С, предпочтительно выше 80°С, прежде всего выше 90°С. Температура при вытяжке в продольном направлении составляет преимущественно менее 120°С, предпочтительно менее 110°С, прежде всего менее 100°С.
Вытяжка пленки в продольном направлении обуславливает возникновение в ней напряжений, которые приводят к тому, что пленка при повторном тепловом воздействии возвращается в исходное состояние, например, когда пленка повторно нагревается в процессе печатания для закрепления краски или же в процессе каширования нетканым материалом при изготовлении подгузников. Для реализации требуемой точности раппорта у образующей внешний слой пленки с напечатанным изображением необходимо минимизировать такую склонность к усадке.
Для измерения свойств возврата в исходное состояние в качестве измеряемой величины используют термическую усадку в продольном направлении. Для этого из пленки вырезают квадратный образец размером 10×10 см, на 30 секунд погружают его в нагретую до 80°С водяную баню и затем резко охлаждают в холодной воде. После этого пленку вновь обмеряют с целью определить изменение ее длины в продольном и поперечном направлениях. В этом случае, например, укорачивание пленки на 2 мм соответствует термической усадке величиной 2%.
В одном из особенно предпочтительных вариантов осуществления изобретения пленка обладает усадкой в продольном направлении менее 4%, преимущественно менее 3,5%, прежде всего менее 3%. Столь малая усадка обеспечивает достаточно хорошую стабильность раппорта для беспроблемной переработки пленки.
Для контроля термической усадки в продольном направлении пленку непосредственно по окончании процесса вытяжки пропускают через следующие термостатированные валки. В качестве особенно предпочтительного для такого процесса термообработки зарекомендовал себя нагрев пленки на этой технологической операции 2-4-мя валками до температуры, которая находится между температурой вытяжки и температурой плавления полимеров. Слишком низкая температура приводит к лишь недостаточному сокращению термической усадки в продольном направлении, тогда как слишком высокая температура привела бы к обратному заплавлению образовавшихся в процессе вытяжки пор и к значительному снижению газо- и паропроницаемости. Дополнительно к повышению температуры процессу термообработки можно способствовать путем незначительного замедления пленки термостатированными валками, вследствие чего только что вытянутая пленка может слегка возвращаться к своему исходному состоянию.
Согласно изобретению для оптимизации усадки хорошо зарекомендовал себя возврат пленки к своему исходному состоянию на величину от 5 до 20% в указанном выше температурном интервале. Для завершения процесса термообработки пленку пропускают через один или несколько охлаждаемых валков с целью фиксации вытянутой и термообработанной пленки в достигнутом после этого состоянии. Рабочая температура таких охлаждающих валков в предпочтительном варианте находится в пределах от примерно 30 до 60°С.
Решающее значение для получения предлагаемой в изобретении пленки с характерными свойствами имеет предшествующая экструзия рукава с раздувом. При этом используется преимущественно степень раздува более 1:1,5, предпочтительно более 1:2,0, прежде всего более 1,2. Степень раздува при экструзии рукава с раздувом при этом составляет преимущественно менее 1:4,5, предпочтительно менее 1:4,0, прежде всего менее 1:3,5.
Согласно изобретению предлагаемая в нем пленка используется в качестве внешнего слоя в подгузнике.
Наряду с собственно газо- и паропроницаемой пленкой изобретение охватывает также варианты, в которых эту пленку, например, комбинируют с другими материалами, в частности нетканым материалом. Предлагаемая в изобретении пленка может использоваться в виде одиночного внешнего слоя или в виде слоистой структуры, состоящей из нетканого материала и этой пленки. Пленку можно соединять с нетканым материалом, например, клеем. Наряду с этим слоистую структуру из нетканого материала и пленки можно также изготавливать по технологии термоскрепления. При этом пленку и/или нетканый материал можно нагревать двумя обогреваемыми валками либо по всей поверхности, либо точечно. Так, например, возможно использование тиснильного валка совместно с гладким валком, например стальным валком в качестве парного валка. Под действием высокой температуры и давления пленка и/или нетканый материал могут/может подплавляться. Таким путем пленка и нетканый материал соединяются между собой. Помимо этого слоистые структуры из нетканого материала и пленки можно также изготавливать термоламинированием. Дополнительно к этому или альтернативно этому слоистые структуры из нетканого материала и пленки можно также изготавливать ультразвуковым ламинированием, например по ультразвуковой технологии Херрманна (Herrmann).
Изготовленные слоистые структуры из нетканого материала и пленки можно известным путем подвергать дальнейшей переработке, при этом возможна также вытяжка в продольном направлении и/или в поперечном направлении, соответственно в обоих направлениях. Равным образом возможна дальнейшая переработка одиночных внешних слоев.
В объем изобретения включены также абсорбирующие изделия, в которых используется предлагаемая в изобретении пленка. Абсорбирующее изделие выполнено преимущественно в виде подгузника, прежде всего детского подгузника.
Такие абсорбирующие изделия обычно имеют абсорбирующую сердцевину, верхний слой и нижний слой. Предлагаемая в изобретении пленка используется преимущественно в нижнем слое.
У предлагаемого в изобретении абсорбирующего изделия предлагаемая в изобретении пленка может быть соединена с нетканым материалом. Помимо этого пленка, соответственно слоистая структура из нетканого материала и пленки может быть снабжена эластичными ушками, так называемыми передними, соответственно задними ушками. Они могут быть приклеены к пленке или же термоприкреплены к ней. Впитывающая сердцевина абсорбирующего изделия содержит преимущественно суперабсорбент, заключенный в оболочку из ткани. Помимо этого возможно использование распределительного слоя (ADL-слоя, от англ. "acquisition distribution layer"). Такой слой описан, например, в US 2005/0267429 А1.
Впитывающая сердцевина может быть снабжена каналами. Абсорбирующее изделие наряду с внешним слоем имеет также верхний покровный слой. Этот верхний покровный слой может быть снабжен нетканым материалом. Верхний покровный слой может быть по меньшей мере на отдельных участках соединен с внешним слоем. При этом верхний покровный слой может быть, например, путем каширования с использованием термоплавкого клея соединен с внешним слоем.
Ниже изобретение поясняется на примере 1, который не ограничивает объем изобретения.
В примере 1 используются следующие компоненты:
карбонат кальция Filmlink 400 фирмы Imerys в качестве минерального наполнителя в количестве 55%,
ЛПЭНП Exceed™ ХР 8318 фирмы ExxonMobil в количестве 36%,
ЛПЭНП Dowlex™ SC2108 G фирмы DowDuPont в количестве 6%,
полипропилен (ПП) Borpact™ BC918CF фирмы Borealis в количестве 3%.
Используемый наполнитель представляет собой неорганический наполнитель в виде карбоната кальция, преимущественно с размером частиц от 0,8 до 2 мкм.
ЛПЭНП Exceed ХР 8318 фирмы Exxon представляет собой первый ЛПЭНП-компонент с меньшей плотностью. В предпочтительном варианте этот ЛПЭНП получен на металлоценовом катализаторе. В качестве особенно целесообразного зарекомендовало себя при этом использование сополимера этилена и 1-гексена. Такой ЛПЭНП имеет плотность 0,918 г/см3 при ее определении в соответствии со стандартом ASTM D1505, показатель текучести расплава 1,0 г/10 мин (при температуре 190°С и нагрузке 2,16 кг) при его определении в соответствии со стандартом ASTM D1238 и пиковую температуру плавления 121°С при ее определении по методу фирмы ExxonMobil.
ЛПЭНП Dowlex™ SC2108 G представляет собой второй ЛПЭНП-компонент с большей плотностью. Его плотность составляет 0,935 г/см3. Показатель текучести расплава составляет 2,6 г/10 мин (при температуре 190°С и нагрузке 2,16 кг) при его определении в соответствии со стандартом ISO 1133.
Продукт Borpact™ BC918CF представляет собой высоко кристаллический полипропилен с плотностью 0,905 г/см3. Его показатель текучести расплава (при температуре 230°С и нагрузке 2,16 кг) при его определении в соответствии со стандартом ISO 1133 составляет 3,0 г/10 мин. Температура плавления (ДСК) при ее определении в соответствии со стандартом ISO 3146 составляет 166°С.
Для изготовления предлагаемой в изобретении пленки полимерные компоненты совместно с минеральными наполнителями нагревают в экструдере, например экструдере-смесителе, до температуры существенно выше температуры плавления полимерных компонентов (например, до температуры выше 200°С) и сплавляют друг с другом.
Затем согласно изобретению следует экструзия рукава с раздувом. В процессе экструзии рукава с раздувом образуется раздуваемый рукав. Образовавшуюся рукавную пленку можно плоско складывать в двухслойное полотно и разрезать по продольным краям с образованием в результате двух пленочных лент, каждая из которых может использоваться в качестве исходной пленочной ленты.
В процессе получения рукавной пленки экструзией рукава с раздувом используют степень раздува 1:2,9.
Начальная отнесенная к единице площади масса пленки составляет 46,2 г/м2.
В ходе последующего процесса одноосной вытяжки пленку вытягивают в продольном направлении на в целом 330%. Такая общая степень вытяжки получается в результате собственно вытяжки в продольном направлении на 350% при температуре валков 95°С и последующей термообработки при температуре 106°С, при этом допускается усадка на 6% на валках для термообработки.
После этого отнесенная к единице площади масса пленки составляет 14 г/м2.
Доля полимера в пленке составляет 6,3 г/м2.
Предлагаемая в изобретении пленка обладает следующими свойствами:
- высота падения шарика при испытании на удар методом падающего шарика,
абсолютная: 900 мм;
- высота падения шарика при испытании на удар методом падающего шарика,
удельная: 142,8 мм на грамм полимера;
- проницаемость для водяного пара: 4000 г/м2 в течение 24 ч;
- разрывное удлинение в продольном направлении: 120%;
- термическая усадка в продольном направлении: 3%.
Предлагаемая в изобретении пленка как продукт обладает особо благоприятными свойствами для ее применения в детском подгузнике и удовлетворяет, кроме того, требованиям, которые предъявляет к ней переработка на современном оборудовании для производства подгузников с его высокими значениями производительности.
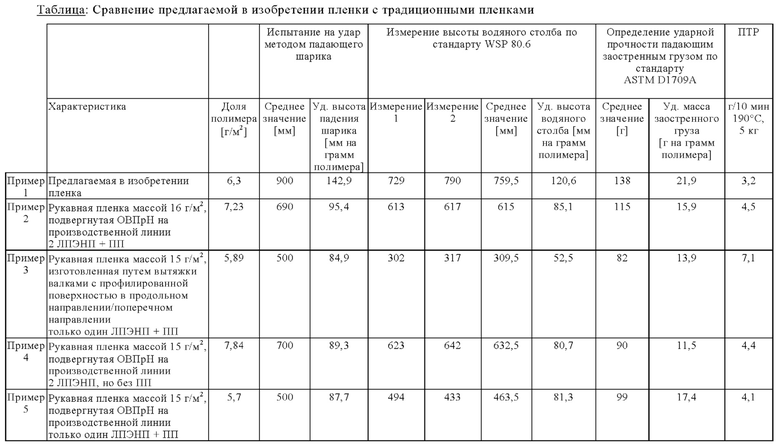
В приведенной ниже таблице вышеописанная в примере 1 предлагаемая в изобретении пленка сравнивается с традиционными, обычными на рынке газо- и паропроницаемыми пленками для образования внешнего слоя согласно примерам 2-5.
Ниже для пояснения приведенных в таблице данных в качестве примера рассматривается только высота падения шарика при испытании на удар методом падающего шарика.
Наихудшие показатели проявляет пленка из примера 3 с удельной высотой падения шарика, составляющей лишь 84,9 мм. В примере 3 речь идет о пленке, которую не подвергали вытяжке в продольном направлении (ориентационной вытяжке в продольном направлении, ОВПрН), а изготавливали путем вытяжки валками с профилированной поверхностью в продольном направлении/поперечном направлении. Такая пленка содержит далее только один ЛПЭНП-компонент.Однако эта пленка содержит ПП-компонент.
Пленка из примера 5 также содержит только один ЛПЭНП-компонент и ПП-компонент. Однако эту пленку изготавливали с вытяжкой в продольном направлении (ОВПрН), и поэтому в данном случае по сравнению с предыдущим примером высота падения шарика составляет 87,7 мм.
Пленку из примера 4 также изготавливали с вытяжкой в продольном направлении (ОВПрН). Хотя эта пленка не содержит ПП-компонент, она характеризуется большей по сравнению с пленкой из примера 5 высотой падения шарика, составляющей 89,7 мм, поскольку ее изготавливали с использованием двух ЛПЭНП-компонентов.
Среди традиционных, обычных на рынке пленок пленка из примера 2 проявляет наилучшие показатели с высотой падения шарика 95,4 мм, при этом такая пленка была изготовлена с вытяжкой в продольном направлении (ОВПрН) и содержит два ЛПЭНП-компонента, а также ПП-компонент.
По сравнению со всеми этими традиционными, обычными на рынке пленками предлагаемая в изобретении пленка из примера 1 превосходит их с большим отрывом, обладая наилучшими показателями с заметно превышающей аналогичный показатель у остальных пленок высотой падения шарика, составляющей 142,9 мм. Этого наилучшего значения она достигает даже с чрезвычайно малой отнесенной к единице площади массой, составляющей лишь 14 г/м2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА НЕСОСТАРЕННАЯ ПЛЕНКА-НЕСОСТАРЕННОЕ НЕТКАНОЕ ПОЛОТНО И ИЗДЕЛИЯ, ПОЛУЧАЕМЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2243301C2 |
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |
| ТЕРМОУСАДОЧНЫЕ МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2005 |
|
RU2401202C2 |
| ДЫШАЩИЙ НЕ ПРОНИЦАЕМЫЙ ДЛЯ ЖИДКОСТИ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1998 |
|
RU2205757C2 |
| БИОРАЗЛАГАЕМЫЕ СОПОЛИМЕРЫ, ПЛАСТМАССОВЫЕ И ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ БИОРАЗЛАГАЕМЫЕ СОПОЛИМЕРЫ | 1995 |
|
RU2144047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛНЕННОГО ПЛЕНОЧНОГО ПОЛОТНА | 2017 |
|
RU2734514C2 |
| УПАКОВОЧНАЯ ПЛЕНКА | 2015 |
|
RU2685651C2 |
| НЕТКАНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПЕРФОРИРОВАННУЮ ЭЛАСТИЧНУЮ ПЛЕНКУ | 2007 |
|
RU2439223C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ АБСОРБИРУЮЩИЙ МАТЕРИАЛ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО | 1997 |
|
RU2183443C2 |
| ЭКСТРУЗИОННО-СКЛЕЕНЫЕ ЛАМИНАТЫ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2009 |
|
RU2492840C2 |
Изобретение относится к газо- и паропроницаемой пленке. Техническим результатом является обеспечение возможности надежного и осуществляемого с точным соблюдением раппорта печатания, а также обеспечение возможности наслаивания на нее нетканого материала, соединяемого с ней термоплавким клеем. Технический результат достигается газо- и паропроницаемой пленкой, которая изготовлена с применением композиции, содержащей наполнитель, линейный полиэтилен низкой плотности (ЛПЭНП-компонент) с меньшей плотностью, которая составляет менее 0,925 г/см3, и ЛПЭНП-компонент с большей плотностью, которая составляет более 0,925 г/см3. При этом пленка характеризуется удельной высотой падения шарика при испытании на удар методом падающего шарика более 100 мм на грамм полимера на квадратный метр, или удельной массой заостренного груза при испытании по методу определения ударной прочности падающим заостренным грузом (согласно стандарту ASTM D1709А) более 19 г на грамм полимера на квадратный метр, или удельной высотой водяного столба (согласно стандарту EDANA WSP 80.6) более 90 мм на грамм полимера на квадратный метр. Проницаемость для водяного пара пленки согласно стандарту ASTM D6701-01 составляет по меньшей мере 1000 г/м2 в течение 24 ч. Разрывное удлинение пленки, согласно стандарту ASTM D882, составляет в продольном направлении менее 200%. Причем показатель текучести расплава менее 4 г/10 мин при температуре 190°C и нагрузке 5 кг. 3 н. и 12 з.п. ф-лы, 1 табл., 5 пр.
1. Газо- и паропроницаемая пленка, изготовленная с применением композиции, содержащей наполнитель, линейный полиэтилен низкой плотности (ЛПЭНП-компонент) с меньшей плотностью, которая составляет менее 0,925 г/см3, и ЛПЭНП-компонент с большей плотностью, которая составляет более 0,925 г/см3, отличающаяся тем, что она характеризуется
– удельной высотой падения шарика при испытании на удар методом падающего шарика (стальной шарик диаметром 19 мм и массой 25 г бросают на отверстие, диаметр которого составляет 76 мм) более 100 мм на грамм полимера на квадратный метр, или удельной массой заостренного груза при испытании по методу определения ударной прочности падающим заостренным грузом (согласно стандарту ASTM D1709А) более 19 г на грамм полимера на квадратный метр, или удельной высотой водяного столба (согласно стандарту EDANA WSP 80.6) более 90 мм на грамм полимера на квадратный метр,
– проницаемостью для водяного пара (согласно стандарту ASTM D6701-01) по меньшей мере 1000 г/м2 в течение 24 ч,
– разрывным удлинением (согласно стандарту ASTM D882) в продольном направлении менее 200%,
– показателем текучести расплава менее 4 г/10 мин при температуре 190°C и нагрузке 5 кг.
2. Пленка по п. 1, отличающаяся тем, что она имеет отнесенную к единице площади массу менее 17 г/м2, преимущественно менее 16 г/м2, прежде всего менее 15 г/м2.
3. Пленка по п. 1 или 2, отличающаяся тем, что она имеет показатель текучести расплава менее 3,7 г/10 мин, прежде всего менее 3,4 г/10 мин, в каждом случае при температуре 190°C и нагрузке 5 кг.
4. Пленка по одному из пп. 1-3, отличающаяся тем, что она имеет усадку в продольном направлении менее 4%, преимущественно менее 3,5%, прежде всего менее 3%.
5. Пленка по одному из пп. 1-4, отличающаяся тем, что она содержит наполнитель в относительном количестве более 20 масс.%, преимущественно более 30 масс.%, прежде всего более 40 масс.%, и/или менее 90 масс.%, преимущественно менее 80 масс.%, прежде всего менее 70 масс.%.
6. Пленка по одному из пп. 1-5, отличающаяся тем, что она содержит линейный полиэтилен низкой плотности (ЛПЭНП-компонент) с меньшей плотностью, которая составляет менее 0,920 г/см3 и/или составляет более 0,900 г/см3, преимущественно более 0,910 г/см3, и ЛПЭНП-компонент с большей плотностью, которая составляет более 0,930 г/см3 и/или составляет менее 0,950 г/см3, преимущественно менее 0,945 г/см3.
7. Пленка по п. 6, отличающаяся тем, что доля ЛПЭНП-компонента с меньшей плотностью составляет более 10 масс.%, преимущественно более 20 масс.%, прежде всего более 30 масс.%, и/или составляет менее 60 масс.%, преимущественно менее 50 масс.%, прежде всего менее 40 масс.%.
8. Пленка по п. 6 или 7, отличающаяся тем, что доля ЛПЭНП-компонента с большей плотностью составляет более 2 масс.%, преимущественно более 4 масс.%, прежде всего более 5 масс.%, и/или составляет менее 12 масс.%, преимущественно менее 10 масс.%, прежде всего менее 8 масс.%.
9. Пленка по одному из пп. 1-8, отличающаяся тем, что она дополнительно содержит полипропиленовый компонент, преимущественно в относительном количестве более 0,5 масс.%, предпочтительно более 1 масс.%, прежде всего более 2 масс.%, и/или менее 12 масс.%, предпочтительно менее 8 масс.%, прежде всего менее 6 масс.%.
10. Пленка по одному из пп. 1-9, отличающаяся тем, что она имеет толщину менее 16 мкм, преимущественно менее 14 мкм, прежде всего менее 12 мкм, и/или более 4 мкм, преимущественно более 6 мкм, прежде всего более 8 мкм.
11. Способ изготовления газо- и паропроницаемой пленки, заключающийся в выполнении следующих стадий:
– приготавливают композицию, содержащую наполнители, ЛПЭНП-компонент с меньшей плотностью, ЛПЭНП-компонент с большей плотностью,
– композицию путем экструзии рукава с раздувом перерабатывают в пленку,
– пленку подвергают вытяжке в продольном направлении,
– пленку пропускают через по меньшей мере один термостатированный валок для уменьшения ее склонности к усадке.
12. Способ по п. 11, отличающийся тем, что пленку подвергают вытяжке на более чем 280%, преимущественно на более чем 300%, прежде всего на более чем 320%, и/или на менее чем 400%, преимущественно на менее чем 375%, прежде всего на менее чем 350%.
13. Способ по п. 11 или 12, отличающийся тем, что пленку подвергают вытяжке при температуре выше 70°C, преимущественно выше 80°C, прежде всего выше 90°C, и/или ниже 120°C, преимущественно ниже 110°C, прежде всего ниже 100°C.
14. Способ по одному из пп. 11-13, отличающийся тем, что степень раздува при экструзии рукава с раздувом составляет более 1:1,5, преимущественно более 1:2,0, прежде всего более 1:2,5, и/или менее 1:4,5, преимущественно менее 1:4,0, прежде всего менее 1:3,5.
15. Применение газо- и паропроницаемой пленки по одному из пп. 1-10 в качестве внешнего слоя в подгузниках.
| US 5695868 A1, 09.12.1997 | |||
| EP 3176204 A1, 07.06.2017 | |||
| Гладильно-компенсирующее устройство для полимерных рукавных пленок | 1987 |
|
SU1537567A1 |
| CN 106397918 B, 02.04.2019 | |||
| ПЛЕНКИ НА ОСНОВЕ СШИТЫХ ПОЛИМЕРОВ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2009 |
|
RU2520209C2 |

