Изобретение относится к области технологии самораспространяющегося высокотемпературного синтеза (СВС), в частности, к получению изделий методом СВС-штамповки. Изобретение может быть использовано для получения градиентных материалов на основе МАХ-фаз системы Ti-Al-C, применяемых в авиационной, металлургической промышленности, машиностроении и двигателестроении.
Целью изобретения является упрощение изготовления градиентных материалов на основе МАХ-фаз системы Ti-Al-C, получение материалов с повышенными механическими характеристиками.
Известен способ получения слоистых металлокерамических композиционных материалов (RU 2754419, B22F 3/23, B22F 7/02, 26.10.2020), который включает приготовление экзотермической смеси порошков, прессование заготовки, размещение ее в пресс-форме, инициирование реакции горения и прессование в условиях высокотемпературного сдвигового пластического деформирования при свободном сжатии продуктов горения, заготовку прессуют из чередующихся слоев экзотермических смесей, при этом один слой состоит из одного переходного металла, выбранного из ряда титан, никель, алюминий или смеси по меньшей мере одного переходного металла, выбранного из ряда титан, никель, алюминий и неметалла, выбранного из бора и углерода, а второй слой состоит из смеси по меньшей мере одного переходного металла, выбранного из ряда титан, никель, алюминий и неметалла, выбранного из бора и углерода, после инициирования реакции горения осуществляют задержку в течение заданного времени, после чего проводят прессование при перемещении боковых стенок пресс-формы в поперечном направлении под действием постоянного осевого давления 10-100 МПа, при этом инициирование реакции горения проводят спиралью с торца или с поверхности заготовки. К недостатку такого способа можно отнести сложность получения градиентных материалов на основе МАХ-фазы.
Известен способ получения композиционных материалов с градиентной структурой (RU 2 164 260 C1, С22С 1/04, B22F 3/12, С22С 29/00, 20.03.2001), который включает приготовление шихты, прессование и спекание в засыпке, шихту готовят из соединений, выбранных из группы, состоящей из карбидов, оксикарбидов, карбонитридов, нитридов с добавлением сталей или сплавов, содержащих элементы, способные испаряться в процессе спекания, а спекание проводят в вакууме при 1200-1500°С с выдержкой 10-300 мин, при этом одна из поверхностей прессовки свободна от засыпки. Изобретение позволяет получить композиционный материал с градиентной структурой, обладающий повышенной твердостью, прочностью и износостойкостью рабочей поверхности изделия. Недостатками указанного способа являются многостадийность технологического процесса и ограниченность способа по использованию в качестве материала пропитки только металлов с температурой плавления в диапазоне от 1200°С до 1500°С.
Известен способ получения керамического градиентного материала (RU 2 454 297 C1, B22F 3/12, С04В 35/64, С22С 1/10, 27.06.2012), который включает прессование заготовки и ее спекание, в качестве исходного материала используют высокодисперсный порошок в виде пересыщенных твердых растворов на основе ZrO2 с растворенными в нем компонентами, выбранными из группы оксидов-стабилизаторов тетрагональной фазы, при этом прессование заготовки проводят при давлении 550-800 МПа, а спекание при температурах 1500-1700°С с выдержкой в течение 1-5 ч. Полученный материал обладает повышенной устойчивостью к термическим воздействиям. Недостатком градиентного материала, полученного по данному способу, является сложность изготовления.
Известен способ получения керамического градиентного материала (RU 2 592 652 С2, B22F 3/10, С22С 29/12, С04В 35/64, 27.07.2016), который включает формование заготовки и ее спекание, сначала получают полидисперсный керамический порошок оксида металла или смесь порошков оксидов металлов плазмохимическим методом посредством распыления водных растворов солей металла или смесей солей металлов в плазму высокочастотного разряда через щелевую форсунку переменного сечения от 0,1 до 100 мкм, затем в полученный упомянутый порошок добавляют органическую связку, перемешивают и полученную формовочную смесь заливают в форму, выдерживают формовочную смесь для расслоения ее по фракциям и спекают полученную заготовку с изотермической выдержкой. Обеспечивается получение керамического градиентного материала со структурой, обеспечивающей равномерное изменение механических свойств по сечению изделия и имеющей высокую устойчивость к термическим воздействиям - не менее 200 циклов при температуре 1600°С. Недостатками данного способа являются многостадийность технологического процесса и относительная длительность изготовления.
Известен способ получения градиентных материалов из порошков и устройство для его осуществления (RU 2 401 180 С2, B22F 3/105, B23K 26/16, 10.10.2010), который включает последовательное нанесение слоев порошка из различных материалов при перемещении поршня рабочего бункера со спекаемым материалом и программируемое селективное спекание заданной области в плоскости каждого слоя, после спекания заданной области слоя поршень рабочего бункера со спеченным материалом перемещают вверх на толщину слоя, удаляют порошок из этого слоя, возвращают поршень в прежнее положение, наносят другой порошок в плоскости слоя и проводят его селективное спекание. Технический результат - повышение качества получаемого изделия при высоком КПД процесса спекания. Недостатком указанного способа является невозможность получения изделия, содержащее части из различных материалов в наносимом слое за один проход, что сокращает сортамент получаемых изделий.
Известен функционально-градиентный лист из композиционного материала с металлической матрицей (RU 2 429 936 С2, B22D 11/00, 27.09.2011). Изобретение относится к металлургии и предназначено для получения изделия из композиционного материала с использованием литейных валков или лент. Функционально-градиентное изделие из композиционного материала с металлической матрицей (КММ) имеет твердый центральный слой, обогащенный твердыми частицами, заключенными между наружными оболочками. Изделие получают посредством подачи расплавленного металла, содержащего твердые частицы, на пару движущихся литейных поверхностей, отверждения расплавленного металла и извлечения изделия из КММ из зазора между литейными поверхностями. Твердый центральный слой имеет более высокую концентрацию твердых частиц, чем любой из наружных слоев. Изделие из КММ сочетает легкость металлической обработки и улучшенные механические свойства. Недостатками данного изобретения является сложность изготовления функционально-градиентного листа, которая связана с контролем, поддержанием и выбором соответствующей скорости охлаждения расплавленного металла для обеспечения быстрого затвердевания наружных слоев металла, обеспечение равномерного распределения твердых частиц по всей металлической матрице.
Наиболее близким к предлагаемому техническому решению является способ изготовления плит из керамических и композиционных материалов (RU 2657894, B22F 3/23, B22F 3/02, B22F 7/04, В32В 15/04, 18.06.2018), включающий приготовление экзотермической смеси порошков, прессование смеси в заготовку, помещение ее в пресс-форму, инициирование реакции горения и последующее прессование продуктов горения плунжером пресса под действием осевого давления 10-50 МПа при перемещении боковых стенок пресс-формы в поперечном направлении с обеспечением свободного сжатия продуктов горения. Недостатком данного способа является необходимость использования специальной конструкции пресс-формы, обеспечивающей перемещение боковых стенок при прессовании для получения материалов и изделий, что усложняет конструктивные особенности метода.
Техническим результатом предлагаемого способа является упрощение изготовления градиентных материалов на основе МАХ-фаз системы Ti-Al-C, получение материалов с повышенными механическими характеристиками.
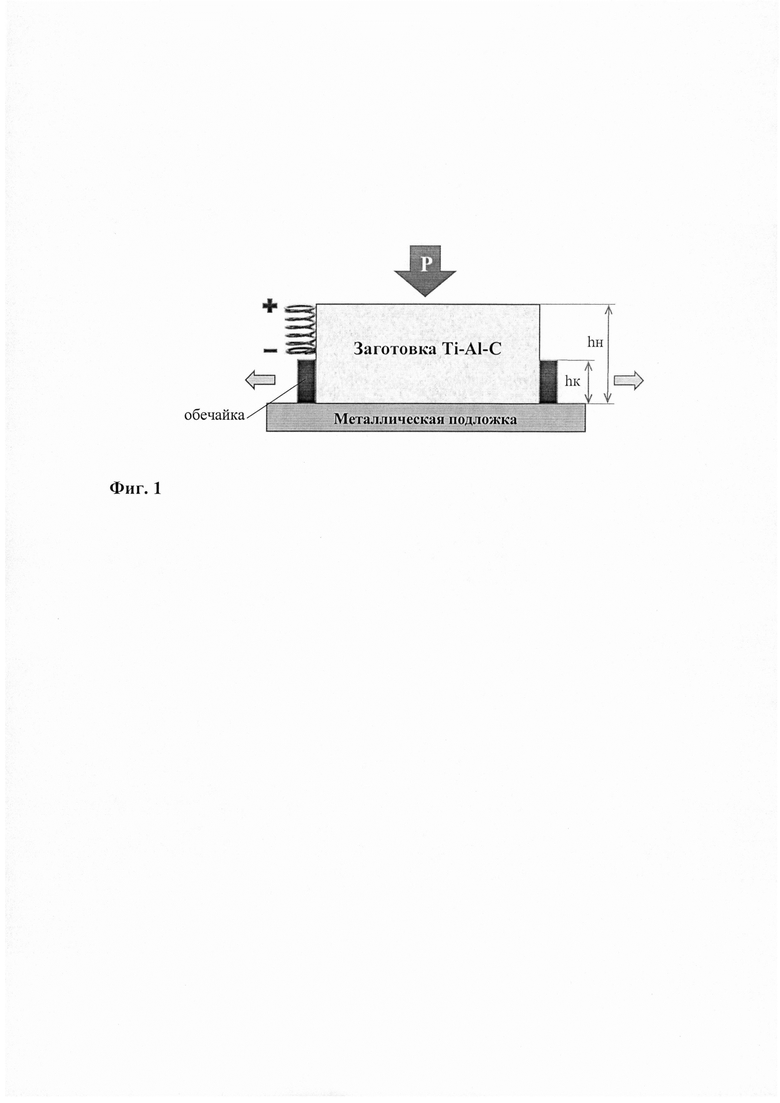
Технический результат достигается тем, что способ получения градиентных материалов на основе МАХ-фаз системы Ti-Al-C включает приготовление экзотермической смеси порошков, прессование смеси в заготовку, инициирование реакции горения и последующее прессование продуктов горения, при этом исходные компоненты смеси берут в мольном соотношении (x+1)Ti-(0,5-3)Al-xC, где x=1 или 2, помещают заготовку в стальную обечайку с отношением начальной высоты заготовки к конечной высоте деформированного материала равным 1,5≤hн/hк≤3 и размещают ее на металлической подложке, после чего проводят синтез и последующее прессование, причем заготовку предварительно нагревают до 50-400°С, инициирование волны горения проводят спиралью либо с торца заготовки, либо с ее поверхности.
Сущность предлагаемого способа заключается в прямом синтезе исходных компонентов титана, алюминия и сажи в режиме самораспространяющегося высокотемпературного синтеза (СВС) и последующего деформировании без применения специальной пресс-формы с обеспечением поперечного перемещения боковых стенок. Данные условия реализуются в условиях метода СВС-штамповке. В отличие от прототипа вместо пресс-формы используют обечайку, изготовленную из металла (железо, титан и др.), либо из стали. Обечайки готовят под размер необходимого изделия с дополнительным припуском по 5-10 мм с каждой стороны для последующей механической обработки поверхностей для придания им необходимой шероховатости. Толщину стенок обечайки выбирают в интервале 1-10 мм для обеспечения возможности их деформации при прессовании синтезированного материала, что способствует возникновению сдвиговых напряжений в синтезируемом материале, которые позволяют снизить уровень макротрещин и пор. Состав получаемых градиентных материалов выбирают из соображения получения МАХ-фаз двух возможных стехиометрий Ti2AlC, либо Ti3AlC2, для чего выбирают соотношение исходных компонентов равным (x+1)Ti-(0,5-3)Al-xC, где x=1 или 2. При x=1 образуется МАХ-фаза со стехиометрией Ti2AlC, а при x=2-Ti3AlC2. Выбранные составы порошковых смесей перемешивают в шаровых мельницах, просушивают в печах, далее прессуют на гидравлическом прессе заготовки под размер обечайки за вычетом толщины теплоизолятора. Высоту заготовки выбирают из соотношения начальной высоты заготовки к высоте деформированного материала равным 1,5≤hн/hк≤3. Высоту деформированного материала hк регулируют высотой обечайки и величиной давления прессования. При hн/hк<1,5 полученные градиентные материалы имеют повышенную пористость и макродефекты. При hн/hк>3 верхние слои сгоревшего материала остывают и теряют пластичные свойства, что затрудняет получить качественные материалы без дефектов на поверхности. Заготовки помещают в обечайку и на металлическую подложку (Фиг. 1). Металлическую подложку выбирают таким образом, чтобы ее температура плавления была не ниже температуры горения выбранного состава в условиях проведения СВС-штамповки для получения градиентного материала на подложке и с температурой плавления выше температуры горения выбранного состава для получения градиентного материала без металлической подложки. Толщину и материал подложки, например, из титана или железа, выбирают исходя из условий эксплуатации градиентного материала. Синтез осуществляют в автоматическом или ручном режиме по команде с блока управления, с помощью которого задают параметры процесса (время инициирования, время задержки перед прессованием, давление прессования, время выдержки под давлением). Вольфрамовой спиралью инициируют процесс горения в режиме СВС и после прохождения волны горения и заданного времени деформируют синтезированный материал плунжером пресса. Т.к. плунжер пресса имеет массивные габариты по сравнению с прессуемым материалом, за счет кондуктивного теплоотвода происходит интенсивное остывание синтезированного материала после прохождения волны горения. За счет малой толщины стенок обечайки теплоотвод с боковых поверхностей деформированного материала практически минимальный и осуществляется лишь за счет конвекции с окружающей средой. Эти факторы имеют важное значение для формирования градиентной структуры в синтезированных материалах, т.к. образование МАХ-фаз (Ti2AlC и Ti3AlC2) проходит в узком интервале температур 1350-1500°С из первоначально образованных из исходных компонентов в волне горения карбидов и алюминидов титана. За счет более интенсивного теплоотвода при контакте с плунжером пресса верхние слои деформированного материала остывают намного быстрее чем нижнее, что приводит к градиентному распределению температуры по высоте деформированного материала. За счет этого верхние слои находятся более короткое время при температурах 1350-1500°С, что приводит к неполному завершению процесса фазообразования МАХ-фаз (Ti2AlC или Ti3AlC2) из карбидов и алюминидов титана. Нижние слои более длительное время остывают и находятся более длительное время при температурах 1350-1500°С, что позволяет в большей степени взаимодействовать карбиду и алюминиду титана с образованием МАХ-фаз (Ti2AlC или Ti3AlC2). Таким образом материал в верхней части содержит в большей степени карбидные и интерметаллидные частицы. По мере приближения к металлической подложке содержание карбида и алюминида титана уменьшается за счет более полного их взаимодействия с образованием МАХ-фазы, что увеличивает ее содержание. Также на фазовый состав полученных градиентных материалов оказывает исходный состав смеси. Согласно данному изобретению исходный состав варьируют за счет изменения мольного соотношения исходных компонентов в диапазоне (x+1)Ti-(0,5-3)Al-xС. При содержании алюминия менее 0,5 моль в результате синтеза образуется в малом количестве интерметаллид алюминид титана, из-за чего в материале практически не наблюдают МАХ-фазу. С увеличением молярной доли алюминия повышается содержание интерметаллида, и как следствие МАХ-фазы. При превышении содержания алюминия более 3 моль синтезированный материал состоит из алюминида титана, расположенного в матрице из алюминия, местами упрочненного карбидными частицами. Для повышения температуры и скорости горения выбранных составов заготовку предварительно нагревают до 50-400°С. Нагрев более 400°С приводит к тепловому взрыву заготовки, а нагрев менее 50°С не вносит существенного вклада в повышение температуры и скорости горения.
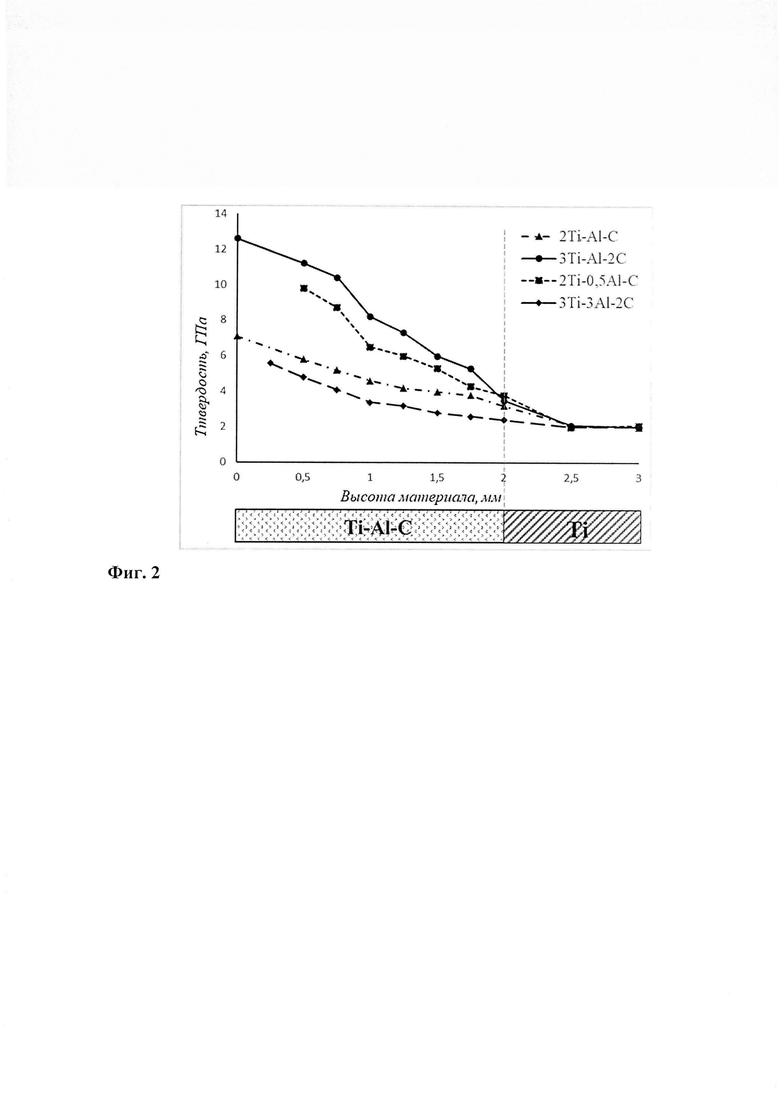
Градиентную структуру в полученных материалах подтверждают результаты сканирующей электронной микроскопии и измерения твердости по высоте полученных материалов (Фиг. 2). На поверхности полученных материалов наблюдаются максимальные значения твердости (это обуславливается наличием наибольшего количества карбидных частиц). По мере приближения к металлической подложке твердость снижается за счет снижения количества карбидных частиц и увеличения количества МАХ-фазы.
Новизна предлагаемого способа состоит в одностадийном получении градиентных материалов на основе МАХ-фаз системы Ti-Al-C из исходных порошков титана, алюминия и сажи. Наличие градиентной структуры позволяет улучшить механические свойства полученных материалов.
Сущность предлагаемого способа подтверждается следующими примерами.
Пример 1. Приготавливают экзотермическую смесь порошков в следующем мольном соотношении: 2Ti-0,5Al-C, прессуют заготовку с отношением начальной высоты заготовки к конечной высоте деформированного материала равным hн/hк=1,5, помещают в обечайку и размещают на титановой подложке (ВТ 1-0) толщиной 2 мм. Заготовку предварительно нагревают до 400°С. Инициируют вольфрамовой спиралью волну горения в режиме СВС с торца заготовки, после прохождения волны горения и заданного времени прессуют продукты горения. В результате получают градиентный материал высотой 2,5 мм. Распределение твердости по высоте полученного материала приведено на Фиг. 2. Твердость поверхности полученного градиентного материала возросла в 4,9 раза по сравнению с твердостью исходной металлической подложки.
Пример 2. В условиях примера 1, отличающийся тем, что экзотермическую смесь порошков приготавливают в следующем мольном соотношении: 2Ti-Al-C, прессуют заготовку с отношением начальной высоты заготовки к конечной высоте деформированного материала равным hн/hк=2. Заготовку предварительно нагревают до 200°С. Инициируют вольфрамовой спиралью волну горения в режиме СВС с поверхности заготовки, после прохождения волны горения и заданного времени прессуют продукты горения. В результате получают градиентный материал высотой 3 мм. Распределение твердости по высоте полученного материала приведено на Фиг. 2. Твердость поверхности полученного градиентного материала возросла в 3,5 раза по сравнению с твердостью исходной металлической подложки.
Пример 3. В условиях примера 1, отличающийся тем, что экзотермическую смесь порошков приготавливают в следующем мольном соотношении: 3Ti-3Al-2C. Заготовку предварительно нагревают до 50°С. Заготовку прессуют с отношением начальной высоты заготовки к конечной высоте деформированного материала равным hн/hк=1,8. В результате получают градиентный материал высотой 2,75 мм. Распределение твердости по высоте полученного материала приведено на Фиг. 2. Твердость поверхности полученного градиентного материала возросла в 2,8 раза по сравнению с твердостью исходной металлической подложки.
Пример 4. Экзотермическую смесь порошков приготавливают в следующем мольном соотношении: 3Ti-Al-2C, прессуют заготовку с отношением начальной высоты заготовки к конечной высоте деформированного материала равным hн/hк=3. В результате получают градиентный материал высотой 3 мм. Распределение твердости по высоте полученного материала приведено на Фиг. 2. Твердость поверхности полученного градиентного материала возросла в 6,3 раза по сравнению с твердостью исходной металлической подложки.
Таким образом, предлагаемая совокупность признаков изобретения позволяет получать в одну технологическую стадию градиентные материалы на основе МАХ-фаз системы Ti-Al-C с улучшенными механическими характеристиками.
Полученные градиентные материалы на основе МАХ-фаз системы Ti-Al-C могут быть использованы в авиационной, металлургической промышленности, машиностроении и двигателестроении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛОВ НА ОСНОВЕ Ti-Al-C | 2012 |
|
RU2479384C1 |
| Способ получения длинномерных цилиндрических стержней из материалов на основе Ti-Al-C | 2017 |
|
RU2668638C1 |
| Способ изготовления композиционных материалов на основе Ti-B-Fe, модифицированных наноразмерными частицами AIN | 2020 |
|
RU2737185C1 |
| Способ изготовления электродов для электроискрового легирования и электродуговой наплавки | 2022 |
|
RU2792027C1 |
| Способ получения слоистого композиционного материала на основе титана и слоистый композиционный материал на титановой основе | 2024 |
|
RU2838039C1 |
| Способ изготовления плит из керамических и композиционных материалов | 2016 |
|
RU2657894C2 |
| Способ получения слоистых металлокерамических композиционных материалов | 2020 |
|
RU2754419C1 |
| Способ изготовления дисперсно-упрочненного композиционного электродного материала для электроискрового легирования и электродуговой наплавки | 2016 |
|
RU2623942C1 |
| Способ получения электродов для электроискрового легирования на основе композиционного материала TiB-CoB | 2021 |
|
RU2779580C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2414991C1 |
Изобретение относится к области технологии самораспространяющегося высокотемпературного синтеза (СВС), в частности, к получению изделий методом СВС-штамповки. Изобретение может быть использовано для получения градиентных материалов на основе МАХ-фаз системы Ti-Al-C, применяемых в авиационной, металлургической промышленности, машиностроении и двигателестроении. Способ получения градиентных материалов на основе МАХ-фаз системы Ti-Al-C включает приготовление экзотермической смеси порошков, прессование смеси в заготовку, инициирование реакции горения и последующее прессование продуктов горения. При приготовлении экзотермической смеси исходные компоненты смеси берут в мольном соотношении (x+1)Ti-(0,5-3)Аl-xС, где x=1 или 2, помещают спрессованную заготовку в стальную обечайку с отношением начальной высоты заготовки hн к конечной высоте деформированного материала hк, равным 1,5≤hн/hк≤3, и размещают ее на металлической подложке, после чего проводят синтез и последующее прессование. Обеспечивается упрощение изготовления градиентных материалов на основе МАХ-фаз системы Ti-Al-C с высокими механическими характеристиками. 2 з.п. ф-лы, 2 ил., 4 пр.
1. Способ получения градиентных материалов на основе МАХ-фаз системы Ti-Al-C, включающий приготовление экзотермической смеси порошков, прессование смеси в заготовку, инициирование реакции горения и последующее прессование продуктов горения, отличающийся тем, что при приготовлении экзотермической смеси исходные компоненты смеси берут в мольном соотношении (x+1)Ti-(0,5-3)Аl-xС, где x=1 или 2, помещают спрессованную заготовку в стальную обечайку с отношением начальной высоты заготовки hн к конечной высоте деформированного материала hк, равным 1,5≤hн/hк≤3, и размещают ее на металлической подложке, после чего проводят синтез и последующее прессование.
2. Способ по п. 1, отличающийся тем, что заготовку предварительно нагревают до 50-400°С.
3. Способ по п. 1, отличающийся тем, что инициирование волны горения проводят спиралью либо с торца заготовки, либо с ее поверхности.
| Способ изготовления плит из керамических и композиционных материалов | 2016 |
|
RU2657894C2 |
| Способ получения порошка на основе тугоплавких соединений | 2018 |
|
RU2697140C1 |
| Способ получения длинномерных цилиндрических стержней из материалов на основе Ti-Al-C | 2017 |
|
RU2668638C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛОВ НА ОСНОВЕ Ti-Al-C | 2012 |
|
RU2479384C1 |
| EP 3689610 A1, 05.08.2020 | |||
| CN 110394449 A, 01.11.2019 | |||
| US 10612382 B2, 07.04.2020 | |||
| ПРОКОПЕЦ А.Д | |||
| и др., Строение и механические характеристики слоистого композиционного материала на основе MAX-фазы Ti3AlC2, полученного методом свободного | |||

