Изобретение относится к области металлообработки и может быть использовано для восстановления металлических изделий с поверхностными трещинами.
Металлические изделия, такие как детали машин и оборудования, трубопроводы в процессе работы подвергаются различным эксплуатационным нагрузкам, проводящим к образованию поверхностных трещин, снижающим их прочность и ресурс или приводящим в полную негодность для использования. Для возможности дальнейшей эксплуатации изделий они подвергаются ремонту, обеспечивающему устранение или заделку трещин.
Наиболее распространенным на практике способами ремонта таких изделий является наплавка (Молодых Н.В., Зенкин А.С. Восстановление деталей машин. – М.: Машиностроение, 1988.; Гельберг Б.Т., Пекелис Г.Д. Ремонт промышленного оборудования. – М.: Высшая школа, 1988.).
Известен способ ремонта трещин металлоконструкций, включающий последовательное заваривание трещины путем локального точечного нагрева и переплава основного металла вдоль нее. (Патент РФ №2444425, В23Р 6/04, В23К 11/00, 2012 г.).
Известен также способ индукционной наплавки деталей (патент РФ на изобретение №2138377, МПК В23K 13/01, B22D 19/00, опубл. 27.09.1999), включающий нанесение углублений на рабочие поверхности, заполнение их армирующим материалом и последующее нанесение на поверхность деталей порошковой шихты.
Известен также способ включающий подготовку поверхности изделия, газотермическое напыление на него порошкового материала и последующее оплавление покрытия сканирующим лазерным лучом (Патент РФ №1822047, МПК В23К 26/00, 1996 г.).
Недостатками известных способов является длительное высокотемпературное воздействие на восстанавливаемую поверхность изделия при применении наплавки, что не всегда приемлемо для материала изделий, имеющих лимит по температуре нагрева, обусловленный необходимостью сохранения его эксплуатационных свойств. Кроме того, необходимость интенсивного длительного нагрева изделия, с образованием обширной зоны термического влияния не может применяться для восстановления поверхности при работающем изделии, например, трубопроводе, находящимся при высоком давлении.
Наиболее близким решением по технической сути и достигаемому результату является способ восстановления металлического изделия с поверхностными трещинами, включающий предварительную подготовку поверхности изделия и последующее воздействие на него импульсным магнитным полем, обеспечивающим микрорасплавление металла в области трещин (Патент РФ №2695392, МПК C21D 1/04, опубл. 23.07.2019 г. ). В известном способе воздействие на деталь производят импульсным магнитным полем таким образом, чтобы вихревые токи имели перпендикулярное направление образовавшимся усталостным трещинам на поверхности изделия, причем величина вихревых токов при воздействии на трещины составляет величину от 20 кА до 100 кА. При этом изделие зажимают стяжными кольцами в индукторе .
Недостатком способа-прототипа (Патент РФ №2695392, МПК C21D 1/04, опубл. 23.07.2019 г.) является то, что способ не может быть использован для заделки трещин на поверхности изделия, поскольку происходит только микрорасплавление металла в вершинах этих трещин. Кроме того, наличие достаточно крупных трещин на поверхности изделия, например, на трубопроводе, требует восстановления поверхности изделия путем полного устранения на ней трещин.
Задачей изобретения является создание способа заделки и устранения трещин на поверхности изделия без перегрева его материала для сохранения эксплуатационных характеристик восстанавливаемого изделия.
Техническим результатом изобретения является обеспечение заварки поверхностных трещин на металлическом изделии без перегрева его материала.
Технический результат достигается за счет того, что в способе восстановления металлического изделия с поверхностными трещинами, включающем предварительную подготовку поверхности изделия и последующее воздействие на него импульсным магнитным полем, обеспечивающим микрорасплавление металла в области трещин в отличие от прототипа, перед микрорасплавляющим воздействием импульсного магнитного поля упомянутые трещины заполняют металлическим порошком, составом близким к составу материала восстанавливаемого изделия.
Кроме того возможны следующие дополнительные приемы способа: после заполнения трещин упомянутым металлическим порошком производят запрессовку упомянутого порошка в трещины; после заполнения трещин упомянутым металлическим порошком производят запрессовку упомянутого порошка в трещины; запрессовку упомянутого металлического порошка производят сжимающим воздействием импульсного магнитного поля; заполнение трещин упомянутым металлическим порошком производят газотермическим напылением, а в качестве предварительной подготовки поверхности изделия используют ультразвуковую промывку в растворителе с последующей пескоструйной обработкой; заполнение трещин упомянутым металлическим порошком производят лазерным спеканием, а в качестве предварительной подготовки поверхности изделия используют ультразвуковую промывку; после заполнения трещин упомянутым порошком производят его оплавление ТВЧ; упомянутое микрорасплавляющее воздействие импульсного магнитного поля обеспечивается воздействием вихревых токов на трещины в поперечном к трещинам направлении при величине упомянутых вихревых токов от 80 кА до 180 кА; в качестве упомянутого восстанавливаемого изделия используется трубопровод; предварительную подготовку поверхности осуществляют ультразвуковой очисткой, обеспечивающей удаление окисных пленок с поверхности трещин.
Воздействие импульсным магнитным полем с наведенными в изделии вихревыми токами в поперечном направлении к трещинам позволяет создать в области трещин микросварочные ванны расплавленного металла и заварить таким образом трещины на поверхности изделия.
Величина вихревых токов должна быть регулируема таким образом, чтобы обеспечивать микрорасплавление металлического порошка-наполнителя, запрессованного в трещины, образования в них микросварочных ванн и заварку трещин на поверхности изделия. Поскольку микрорасплавление металлического порошка и кристаллизация расплавленного металла происходит в микрообласти всего за несколько секунд, то заварка трещины обеспечивается без перегрева материала изделия, что способствует сохранению его эксплуатационных свойств. Для еще большей минимизации нагрева материала изделия заделка трещин может производится отдельными участками, последовательно.
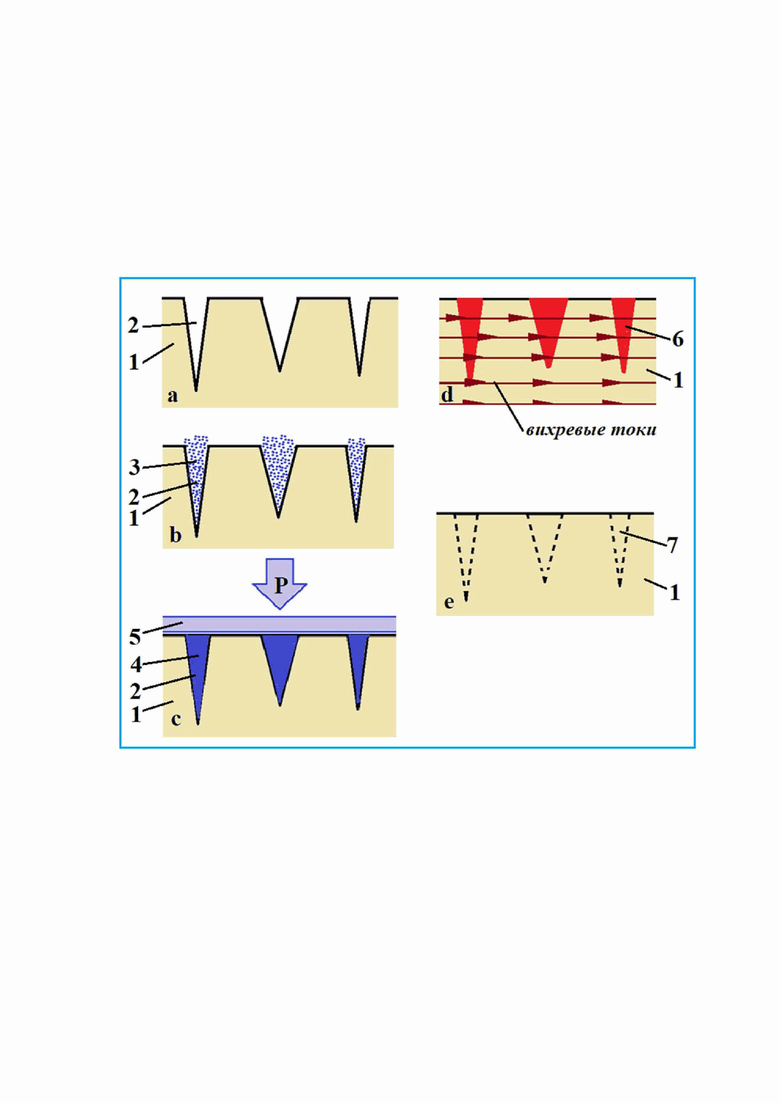
На фигуре представлен процесс заварки трещин на поверхности изделия импульсным магнитным полем. На фигуре представлено: фиг. а – изделие с трещинами до восстановления, фиг. b – изделие с трещинами, заполненными порошком-наполнителем, фиг. c – изделие с трещинами с запрессованным порошком-наполнителем, фиг. d – изделие при воздействии импульсного магнитного поля, вызывающего направленное воздействие вихревых токов, фиг. е – изделие с заваренными трещинами после восстановления. Фигура (фиг.) содержит: 1 – изделие, 2 – трещины, 3 – порошок-наполнитель, 4 – запрессованный порошок-наполнитель, 5 – устройство для прессования порошка, 6 – сварочная микрованна, 7 – область расположения заваренных трещин. Р - усилие запрессовки порошка в трещины.
Реализация предлагаемого способа осуществляется следующим образом.
Одним из известных способов, например, пескоструйной обработкой с последующей ультразвуковой промывкой подготавливают изделие 1 к восстановлению путем микрозаварки трещин воздействием импульсного магнитного поля (фиг. a). После этого трещины заполняют металлическим порошком, составом близким к составу материала восстанавливаемого изделия (фиг.b) и производят его запрессовку в трещины (фиг. с). Запрессовка порошка в трещины может производится, например, сжимающим воздействием импульсного магнитного поля, посредством воздействия на оболочку устройства для прессования порошка 5 (фиг. с) (как это например, показано, в патенте РФ № 2651094, МПК B22F 3/20, опубл. 18.04.2018 г.) . Далее, на изделие 1 воздействуют импульсным магнитным полем, обеспечивающим микрорасплавление металла в области завариваемых трещин 2 (фиг. с, фиг. d). При этом микрорасплавляющее воздействие импульсного магнитного поля обеспечивается воздействием вихревых токов на трещины 2 в поперечном к трещинам 2 направлении (фиг. d). В зависимости от используемых составов металлических порошков подбирается энергия магнитно-импульсного воздействия, обеспечивающая величину вихревых токов от 80 кА до 180 кА. При этом, для таких материалов, как алюминиевые сплавы используются вихревые токи в диапазоне от 80 до 100 кА, а при восстановлении изделий из легированных сталей и никелевых сплавов от 100 до 180 кА. (Например, для порошкового материала типа АМГ6, при восстановлении изделия из того же материала, величина вихревых токов составляет от 80 кА до 90 кА, для сталей типа 16Х3НВФМБ, 30ХГСА, 38Х2МЮ величина вихревых токов составляет от 140 кА до 170 кА, для никелевых сплавов типа ЖС6У - 160 кА до 190 кА, для титановых сплавов от 120 кА до 150 кА, см. таблицу. Испытывались образцы разметами 300х200х40 мм. При магнитно-импульсном воздействии на испытуемые образцы изделий с трещинами температура образцов нагревалась не выше 70о С).
Таблица. Результаты заварки трещин магнитно-импульсным воздействием на трещины, заполненные порошком металла
(заварено «+» , непровар «-»)
Таким образом, предложенный способ восстановления металлического изделия с поверхностными трещинами позволил достигнуть поставленного в изобретении технического результата - обеспечение заварки поверхностных трещин на металлическом изделии без перегрева его материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАДЕЛКИ ПОВЕРХНОСТНЫХ ТРЕЩИН МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2022 |
|
RU2787284C1 |
| СПОСОБ ЗАДЕЛКИ ТРЕЩИН НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2022 |
|
RU2787283C1 |
| Способ восстановления протяжки | 2022 |
|
RU2786247C1 |
| Способ восстановления размеров рабочей части изношенной протяжки | 2022 |
|
RU2781710C1 |
| Способ сухого электрополирования лопатки турбомашины и установка для его реализации | 2023 |
|
RU2799180C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ГРАНУЛАМИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799183C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799641C1 |
| Способ электрополирования металлической детали и установка для его реализации | 2022 |
|
RU2786767C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРА НЕФТИ И НЕФТЕПРОДУКТА ИЗ-ПОД ЛЕДЯНОГО ПОКРОВА ВОДОЕМА | 2015 |
|
RU2604931C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
Изобретение относится к области металлообработки и может быть использовано для восстановления металлических изделий с поверхностными трещинами. Способ включает предварительную подготовку поверхности изделия и последующее воздействие на него импульсным магнитным полем, обеспечивающим микрорасплавление металла в области трещин. Перед микрорасплавляющим воздействием импульсного магнитного поля трещины заполняют металлическим порошком аналогичного материалу восстанавливаемого изделия состава. После заполнения трещин металлическим порошком сжимающим воздействием импульсного магнитного поля производят его запрессовку в трещины. Микрорасплавляющее воздействие импульсного магнитного поля обеспечивается вихревыми токами в поперечном к трещинам направлении при величине упомянутых вихревых токов от 80 до 180 кА. Изобретение обеспечивает заварку поверхностных трещин на металлическом изделии без перегрева его материала. 8 з.п. ф-лы, 1 табл., 1 ил.
1. Способ восстановления металлического изделия с поверхностными трещинами, включающий предварительную подготовку поверхности изделия и последующее воздействие на него импульсным магнитным полем, обеспечивающим микрорасплавление металла в области трещин, отличающийся тем, что перед микрорасплавляющим воздействием импульсного магнитного поля упомянутые трещины заполняют металлическим порошком аналогичного материалу восстанавливаемого изделия состава.
2. Способ по п. 1, отличающийся тем, что после заполнения трещин упомянутым металлическим порошком производят его запрессовку в трещины.
3. Способ по п. 2, отличающийся тем, что запрессовку упомянутого металлического порошка производят сжимающим воздействием импульсного магнитного поля.
4. Способ по п. 1, отличающийся тем, что заполнение трещин упомянутым металлическим порошком производят газотермическим напылением, а в качестве предварительной подготовки поверхности изделия используют ультразвуковую промывку в растворителе с последующей пескоструйной обработкой.
5. Способ по п. 1, отличающийся тем, что заполнение трещин упомянутым металлическим порошком производят лазерным спеканием, а в качестве предварительной подготовки поверхности изделия используют ультразвуковую промывку.
6. Способ по п. 1, отличающийся тем, что после заполнения трещин упомянутым порошком производят его оплавление токами высокой частоты.
7. Способ по любому из пп. 1-6, отличающийся тем, что упомянутое микрорасплавляющее воздействие импульсного магнитного поля обеспечивается вихревыми токами в поперечном к трещинам направлении при величине упомянутых вихревых токов от 80 до 180 кА.
8. Способ по любому из пп. 1-6, отличающийся тем, что в качестве упомянутого восстанавливаемого изделия используется трубопровод.
9. Способ по любому из пп. 1-3, 5, 7, отличающийся тем, что предварительную подготовку поверхности осуществляют ультразвуковой очисткой, обеспечивающей удаление окисных пленок с поверхности трещин.
| Способ повышения ударной вязкости металлов | 2018 |
|
RU2695392C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ ДЕТАЛЕЙ | 1998 |
|
RU2138377C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2444425C2 |
| US 7748596 B2, 06.07.2010 | |||
| US 5735448 A, 07.04.1998. | |||

