Изобретение относится к области металлообработки и может быть использовано для восстановления и упрочнения деталей.
На долговечность деталей в основном влияют их дефекты, в том числе технологические, которые в свою очередь снижают такую важную характеристику любого материала, как ударная вязкость. Именно она является основным показателем способности материала поглощать механическую энергию в процессе деформации и разрушения под действием ударной нагрузки. Дефекты, возникающие в процессе работы деталей в конструкции могут привести к возникновению и развитию усталостных трещин. Дефекты сплошности напрямую снижают усталостную прочность материала и долговечность деталей, снижая прочность и ресурс машин, а значит и ударную вязкость.
Известен способ упрочнения индукционной наплавкой деталей (патент РФ на изобретение №2138377, МПК В23K 13/01, B22D 19/00, опубл. 27.09.1999), включающий нанесение углублений на рабочие поверхности, заполнение их армирующим материалом и последующее нанесение на поверхность деталей порошковой шихты, при этом углубления армируют гранулированным сплавом карбидов вольфрама, а в качестве порошковой шихты используют смесь, включающую 80% кобальтового сплава и 20% боросодержащего флюса, при этом толщина слоя шихты составляет 2-3 мм при следующем соотношении сплава карбидов вольфрама и порошковой шихты, мас. %: Сплав карбидов вольфрама - 40-60, Порошковая шихта - 60-40.
Недостатком этого способа является использование дополнительных порошковых смесей и сплавов, которые наплавляются на нанесенные в детали углубления, т.е. способ больше служит для упрочнения деталей, работающих в абразиве в режимах ударов или больших динамических нагрузок, что не может подходить для деталей, служащих для других целей, и нуждающихся в сохранении поверхности без лишних шероховатостей и неровностей.
Наиболее близким аналогом является способ обработки изделий (патент РФ на изобретение №2068003, МПК C21D 1/04, C21D 7/06, опубл. 20.10.1996), включающий охлаждение в жидком азоте, причем, с целью повышения эксплуатационной стойкости, после охлаждения изделие дополнительно подвергают обработке магнитным периодическим полем напряженностью менее 106 А/м.
Недостатком описанного способа является практическое отсутствие эффекта упрочнения для хорошо закаленного изделия, а также необходимость использования жидкого азота, который требует определенных условий для хранения.
Задачей предлагаемого технического решения является повышение эксплуатационной стойкости изделий.
Поставленная задача решается за счет того, что способ повышения ударной вязкости металлов, включающий воздействие на обрабатываемую поверхность изделий производят импульсным магнитным полем, причем наведенные в изделии вихревые токи имеют перпендикулярное, образовавшимся усталостным трещинам на поверхности изделия, направление, а величина вихревых токов при воздействии на трещины имеет значение, обеспечивающее микрорасплавление металла в вершинах этих трещин.
Воздействие импульсным магнитным полем (ИМП) с наведенными в изделии вихревыми токами перпендикулярными трещинам позволяет свести к минимуму дальнейшее развитие этих трещин, что прямо влияет на эксплуатационную стойкость изделия.
Величина вихревых токов должна быть регулируема таким образом, чтобы обеспечивать только микрорасплавление металла в вершинах трещин. Если силы токов будут слишком велики, то может произойти общий перегрев образца, а радиальные электродинамические силы могут привести к общему разрушению изделия.
Устройство для реализации способа представлено следующими чертежами:
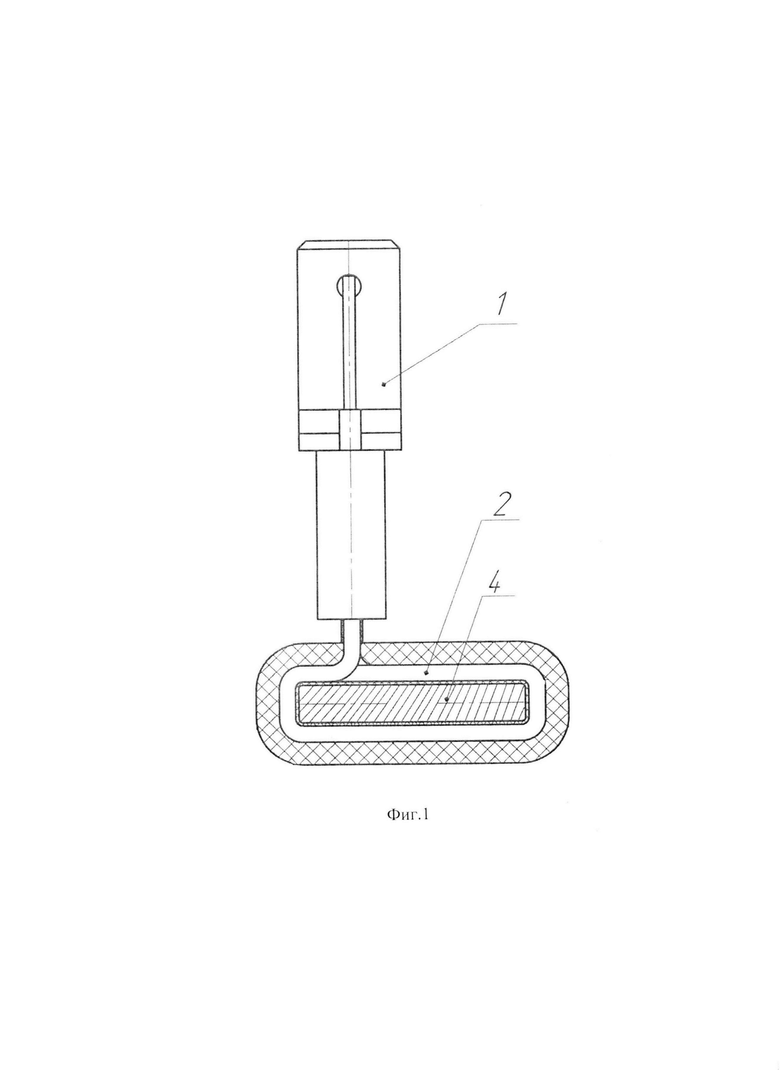
- на фиг. 1 изображен разрез вида спереди схемы устройства для реализации способа;
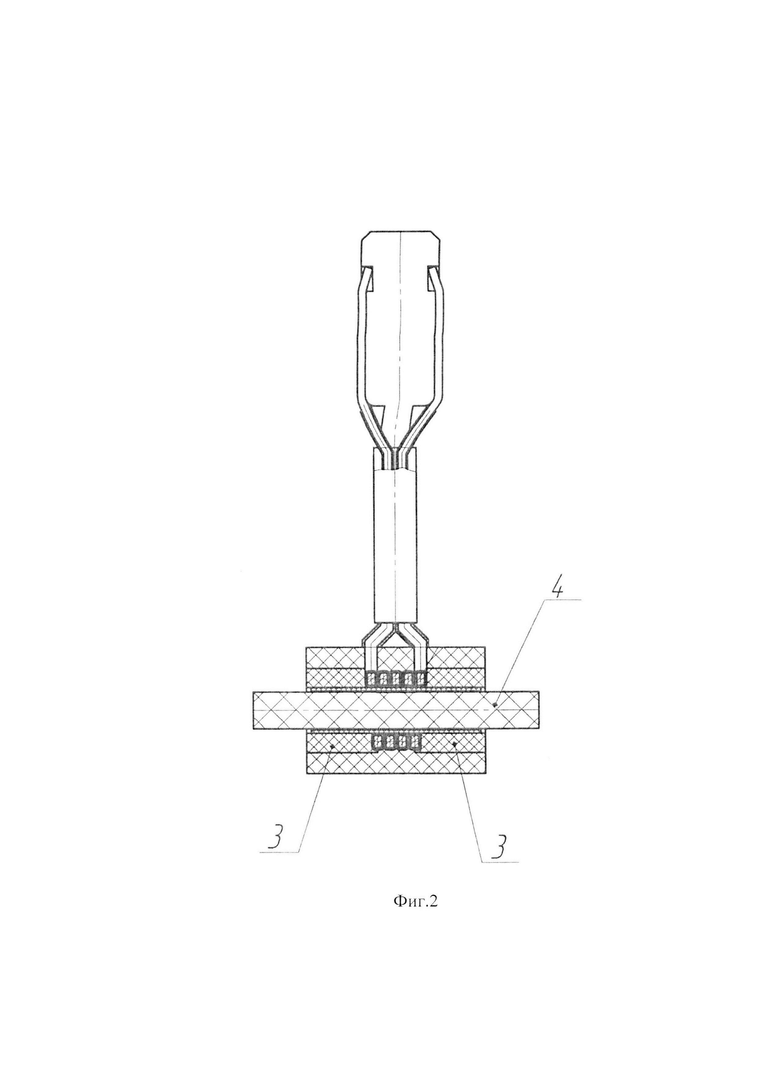
- на фиг. 2 изображен разрез вида слева схемы устройства для реализации способа;
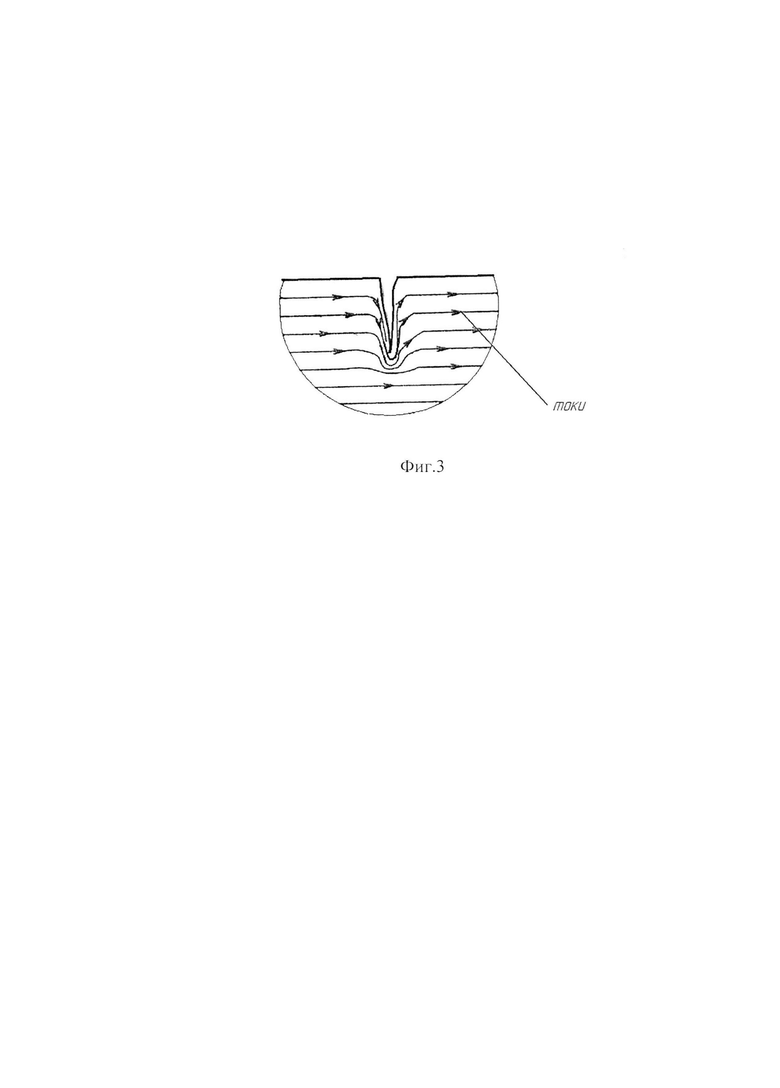
- на фиг. 3 показано движение вихревых токов в районе трещины.
Устройство содержит индуктор 1, подключенный к магнитно-импульсной установке (МИУ) и содержащий токопровод 2, стяжные кольца 3 и изделие 4.
Реализацию способа осуществляют в изобретении следующим образом.
В индуктор 1 устанавливают изделие 4, в котором образовались усталостные трещины, с помощью стяжных колец 3. В зависимости от материала задается величина прохождения токов. После установки изделия 4 в индукторе 1 начинают наводить ток, причем вихревые токи имеют перпендикулярное направление относительно трещин. В результате прохождения тока наиболее нагреваемой точкой является вершина трещины, соответственно она наибольшим образом подвергается микрорасплавлению и «запеканию». Для материала марки 30ХГСА наиболее подходящим для цели повышения ударной вязкости и «запекания» трещин является ток, величина которого составляет 84-100 кА, а для материала АМГ6 от 20 кА до 40 кА.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления металлического изделия с поверхностными трещинами | 2022 |
|
RU2787285C1 |
| СПОСОБ ЗАДЕЛКИ ТРЕЩИН НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2022 |
|
RU2787283C1 |
| СПОСОБ ЗАДЕЛКИ ПОВЕРХНОСТНЫХ ТРЕЩИН МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2022 |
|
RU2787284C1 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ ДЕТАЛЕЙ | 1998 |
|
RU2138377C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2507027C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ ДЕТАЛЕЙ | 2002 |
|
RU2228242C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| Способ обработки импульсным магнитным полем изделий, полученных аддитивной технологией | 2023 |
|
RU2822531C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА | 2014 |
|
RU2582840C1 |
Изобретение относится к области металлообработки и может быть использовано для восстановления и упрочнения деталей. Для повышения эксплуатационной стойкости изделий в индуктор устанавливают изделие, в котором образовались усталостные трещины, с помощью стяжных колец. В зависимости от материала задается величина прохождения токов. После установки изделия в индукторе начинают наводить ток, причем вихревые токи имеют перпендикулярное направление относительно трещин. В результате прохождения тока наиболее нагреваемой точкой является вершина трещины, соответственно, она наибольшим образом подвергается микрорасплавлению и «запеканию». 3 ил.
Способ восстановления деталей с поверхностными трещинами, включающий воздействие на обрабатываемую поверхность изделий магнитным полем, отличающийся тем, что воздействие производят импульсным магнитным полем, при этом изделие зажимают стяжными кольцами в индукторе таким образом, чтобы вихревые токи имели перпендикулярное направление образовавшимся усталостным трещинам на поверхности изделия, а величина вихревых токов при воздействии на трещины имеет значение от 20 кА до 100 кА.
| СПОСОБ ВОССТАНОВЛЕНИЯ СТАЛЬНОГО ИЗДЕЛИЯ С ПОВЕРХНОСТНЫМИ ТРЕЩИНАМИ | 2008 |
|
RU2375165C1 |
| Способ термической обработки металлических изделий | 1990 |
|
SU1740449A1 |
| СПОСОБ КОМБИНИРОВАННОЙ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ИНСТРУМЕНТОВ И ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2339704C1 |
| Способ обработки изделий | 1983 |
|
SU1161214A1 |
| Способ восстановления литых деталей из теплоустойчивых сталей | 1983 |
|
SU1208083A1 |

