Изобретение относится к устройствам для формирования шестигранных пакетов длинномерных цилиндрических изделий и может быть использовано в различных отраслях народного хозяйства, связанных с производством изделий подобного типа.
Известно устройство для формирования шестигранных пакетов длинномерных цилиндрических изделий, содержащее подающее приспособление, механизм поштучной выдачи издали, установленный на основании с возможностью перемещения в вертикально плоскости, накопитель, оостояЬгий из нижних неподвижных и верхних боковых подвижных стенок, и механизм перемещения упомянутых стенок f1}.
Недостатком известного устройства является низкое качество формирования, обусловленное неплотной укладкой.изделий.
Цель изобретения - повышение качества фopг таpoвaния пакетов.
Указанная цель достигается тем, что устройство для формирования шестигранных пакетов длинномерных цилиндрических изделий, содержащее подающее приспособление, механизм поштучной выдачи изделий, установленный на основании с возможностью перемещения в вертикальной плоскости, накопител,ь, состоящий из нижних неподвижных и верхних боковых подвиных стенок, и механизм перемещения упомянутых стенок, снабжено расположенньп ти на основании параллельно направлению подачи изделий направляющими и подпружиненными рамами, устамовленны№ попарно в каждой напраляющей с возможностью перемещения в горизонтальной и вертикальной плоскостях, причем верхняя стенка .каждой рамы состоит из двух частей, одна из которых со стороны, противоположной подаче изделий, снабжена поворотным .рычагом, расположенным с зазором, равным диаметру пакетируемых изделий, в вертикальной и горизонтальной плоскостях относительно части стенки, а механизм перемещения стенок включает в себя ролики, установленные на нижни концах стенок с возможностью взаимодействия с упорами, закрепленными на основании.
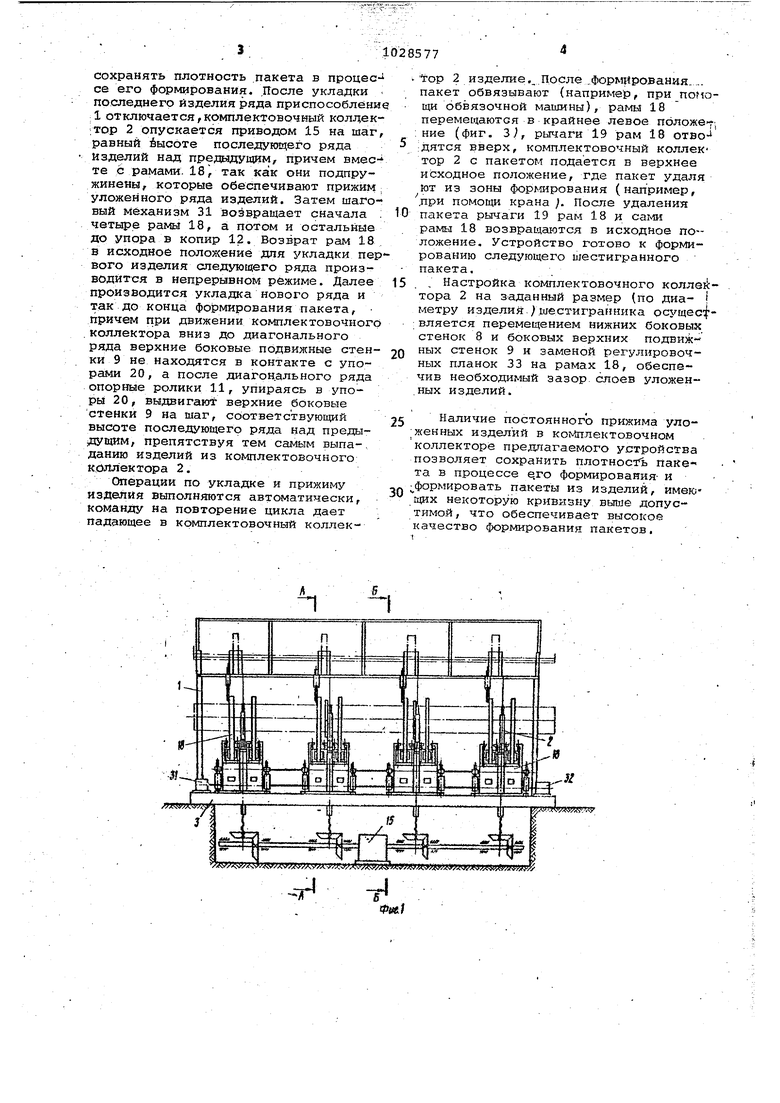
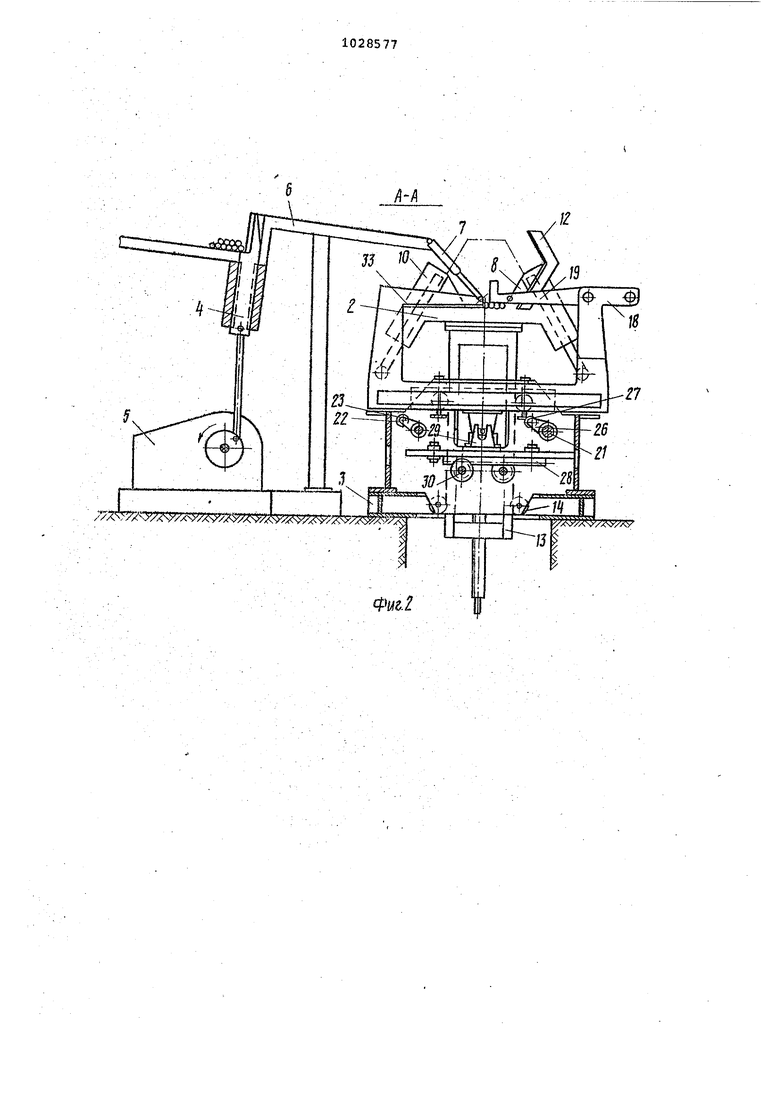
На фиг. 1 изображена кинематическая схема, предлагаемого устройства, на фиг. 2 - разрез А-А на фиг. 1/ на фиг. 3 - разрез Б-Б на фиг, 1.
Устройство состоит из расположенного на основании подающего приспособления 1, комплектовочного коллектора 2, опорной рамы 3,. механизма поштучной йыдачи изделий, включающе;ГО в себя толкатели 4, привод 5 тол
кателей, направляющих б,.„телескопических штанг 7.
Комплектовочный коллектор 2 состоит из нижних боковых неподвижных стенок 8 и бoкoвыx верхних подвижных стенок 9., установленных в направляющих 10 и имеющих в нижней части опорные ролики 11, копиров 12, направляющих 13, роликов 14, привода 15
Опорная рама 3 состоит из корпусов 16, в подпружиненных направляющих 17 которых установлены.попарно подвижные рамы 18, а верхняя стенка рамы состоит из двух частей, выполненных с зазором, равным диаметру пакетируемых изделий, .прижимные поверхности этих частей расположены с зазором, соответствующим высоте последующего ряда изделий над предыдущим, .и служат замыкающей гранью комплектовочного коллектора 2 с под.вижным рычагом 19, упоров 20, валиков 21 с кулачками 22 и роликами 23 соединенных попарно тягой 24 с пневмоцилиндаами 25, причем кулачок 26 с роликом 27 свободно одет на валик 21, реечных механизмов 28, соединеных шарнирными узлами 29 с роликами 18 и валиками 30 с шаговыг;1н механизмами 31 и 32 регулировочных плаНок 33.
Устройство работает следующим образом.
В исходном положении (фиг. 2) koмплeктoвoчный коллектор 2 поднят ,в верхнее крайнее положение. Все рамд 18 находятся в крайнем правом положении, упираясь в копир 12, образуя зазорами в верхних стенках рам 1 щель для укладки первого изделия (например трубы).
Издел.ие подается к толкателям 4, выравнивается (торцуется) одним концом и по телескопической штанге 7 попадает в указанную щель. После этого пневмоцилиндры 25, связанные с валиками 21, приподнимают роликами 23 кулачков 22 по. одной рагле 18 из каждой пары рам, расположенных в корпусах 16. После чего они при помощи DjaroBoro механизма 31 через ре ечные механизмы 28 перемещаются на iraar, равный диаметру изделия. Затем 1шгоки пневмоцилиндров 25 возвраща1ются в исходное положение, рамы 1В опускаются вниз и прижимают рычагом 19 уложенное изделие. Вслед за этими четырьмя рамами 18 таким же образом перемещаются все остальные четыре рамы 18 при помощи другого шагового механизма 32. В щель, образованную зазорами в верхних стенках рам .18 на новом месте, скатывается следующее изделие ивсе описанные операции повторяются. Йоочередное перемещение рам 18 позволяет .фиксировать ранее уложенные изделия и сохранять плотность .пакета в процес се его формирования. После укладки последнего изделия ряда приспособлени 1 отключается, комплектовочный колдек :тор 2 опускается приводом 15 на шаг равный ёысоте последующего ряда Изделий над предыдущим, причем вмес те с рамами. 18 так как они подпружинены, которые обеспечивают прижим уложенного ряда изделий. Затем шаговый Механизм 31 возвращает сначала четыре рамы 18, а потом и остальные до упора в копир 12. Возврат рам 18 в исходное положение для укладки пер вого изделия следующего ряда производится в непрерывном режиме. Далее производится укладка нового ряда и так до конца фо рмирования пакета, причем при движении комплектовочного .коллектора вниз до диагонального ряда верхние боковые подвижные стенки 9 не находятся в контакте с упорами 20, а после диагонального ряда опорные ролики 11, упираясь в упоры 20, выдвигаю верхние боковые стенки 9 на шаг, сЬответствующий высоте последующего ряда над предыдущим, препятствуя тем самым вьша-, Данию изделий из комплектовочного коллектора 2. Операции по укладке и прижиму изделия выполняются автоматически, команду на повторение цикла дает падающее в комплектовочный коллектор 2 изделие. После .формирования. .. пакет обвязывают (например, при помощи обвязочной машины), рамы 18 перемещаются в крайнее левое положе-;-, ; ние (фиг. 3), рычаги 19 рам 1В отво:дятся вверх, комплектовочный коллектор 2 с пакетом подается в верхнее исходное положение, где пакет удаля toT из зоны фордетрования (например, ри помощи крана ). Поспе удаления пакета рычаги 19 рам 18 и carvoi рамы 18 возвращаются в исходное положение. Устройство готово к формированию следующего шестигранного пакета. Настройка комплектовочного коллейтора 2 на заданный размер (по диаметру изделия.Iшестигранника осущес вляется перемещением нижних боковых стенок 8 и боковых верхних подвижных стенок 9 и заменой регулировочных планок 33 на рамах 18, обеспечив необходимый зазор слоев уложен.ных изделий. Наличие постоянного прижима уложенных изделий в ког лектовочном коллекторе предлагаемого устройства позволяет сохранить плотнос-fb ггаке-i та в процессе е.го формирования- и формировать пакеты из изделий, имеющих некоторую кривизну выше допустимой, что обеспечивает высокое качество формирования пакетов.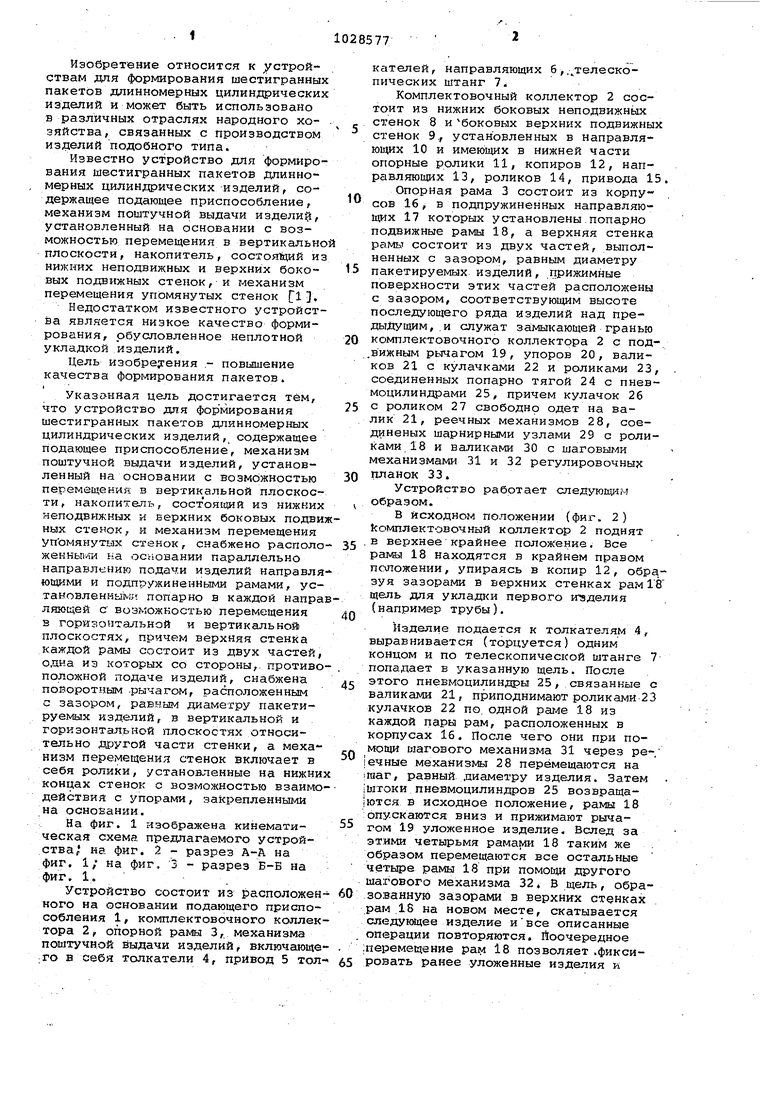
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования шестигранного пакета длинномерных цилиндрических изделий | 1982 |
|
SU1150195A1 |
| Устройство для формирования пакетов длинномерных цилиндрических изделий | 1978 |
|
SU893761A1 |
| Устройство для формирования пакетов изделий круглого сечения | 1977 |
|
SU893760A1 |
| Устройство для формирования паке-TOB шЕСТигРАННОй фОРМы из цилиНдРичЕС-КиХ издЕлий | 1979 |
|
SU798003A1 |
| Устройство для послойного формирования пакетов труб | 1986 |
|
SU1516430A1 |
| Устройство для формирования пакетов длинномерных цилиндрических изделий | 1978 |
|
SU893762A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Устройство для формирования шестигранного пакета труб круглого сечения | 2022 |
|
RU2787417C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЕСТИГРАННЫХ ПАКЕТОВ ДЛИННОМЕРНЫХ ,ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, содержащее подающее приспособление, механизм поштучной выдачи изделий, установленный на основании с возможностью перемещения в вертикальной плоскости, накопитель, состояр(ий из нижних неподвижных и верхних боковых подвиж- ных стенок, и механизм перемещения ;стенок накопителя, отличающееся тем, что, с целью повышения качества фop шpoвaния пакетов, оно снабжено располож« нными на основании параллельно -направлению подачи изделий направля10.дам н подпружиненными рамами, установленными попарно в каждой направляющей с возможностью перемещения в горизонтальной и вертикальной плоскостях, причем верхняя стенка каждой рамы состоит из двух частей, одна из которых со стороны, противоположной подаче изделий, снабжена поворотным рычагом, расположеНнг 1м с зазором, равным диаметру пакетируемых изде-ЛИЙ, в вертикальной и горизонтальной g плоскостях относительно другой части стенки, а механизм пере; 1етения стенок включает в себя роли.чи, установленные на нижних концах стенок с возможностью взаимодействия с упорами, закрепленными на основании. 2 iKiinsL О 00 О1 --J -4
Фие.2
ggт .
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
