Изобретение относится к горно-перерабатывающей промышленности и предназначено для ремонтно-восстановительных работ барабанных мельниц, в частности к восстановлению цапф опорных гидростатических подшипниковых узлов без демонтажа цапф.
Известен способ механической обработки труб и устройство для его осуществления (патент РФ №2288076, опубл. 27.11.2006), включающий обработку наружной поверхности вращающейся трубы, закрепленной одним концом в плавающем патроне переднего ведущего центра станка и помещенной на оправке, которая расположена напротив режущего инструмента и синхронно перемещается с ним в продольном направлении, при этом положение трубы в радиальном направлении стабилизируют прижимными роликами в процессе ее обработки режущим инструментом.
Недостаток способа заключается в том, что он предусматривает возможность применения только ограниченного спектра инструментов, а наличие прижимных роликов, прилегающих к обрабатываемой вращающейся поверхности, снижает качество ее обработки, при этом изделие, обрабатываемое этим способом, предполагает неизменность диаметрального размера по всей его длине.
Известен способ восстановления внешних цилиндрических поверхностей (патент РФ №2476306, опубл. 10.11.2012), включающий обработку внешних цилиндрических поверхностей вращающихся деталей с использованием шлифовального устройства, имеющего рабочий орган в виде бесконечной абразивной ленты со шкивами, один из которых является ведущим, и с опорным колесом, и установленного на рабочем столе с направляющими продольного хода, мотором-редуктором его привода, столом поперечного хода с электродвигателем, траверсой, взаимодействующей с внешней цилиндрической поверхностью бандажа посредством роликов, при этом рабочий орган подпружинен относительно рабочего стола для обеспечения свободного перекатывания опорного колеса по траверсе, а вал упомянутого электродвигателя предназначен для ведущего шкива бесконечной абразивной ленты.
Недостатком способа является необходимость использования дополнительных базирующих опор в процессе обработки внешних цилиндрических поверхностей, а также использование двигателя для придания изделию вращательного движения, не предусмотренных данным способом. Кроме того, после обработки одной цилиндрической поверхности цапфы необходимо переносить и заново выставлять устройство для обработки следующей поверхности цапфы, что увеличивает погрешность соосности расположения обработанных цапф относительно друг друга и исключает возможность параллельного их ремонта.
Известен способ обработки крупногабаритных валов без их демонтажа (патент РФ №2242346, опубл. 20.12.2004), включающий обработку поверхности скольжения цапфы путем воздействия на нее обрабатывающим элементом при ее вращении от электродвигателя мельницы, при этом обрабатываемая цапфа устанавливается буртами на четыре опорных ролика модульного станка, а необрабатываемая цапфа устанавливается в стационарную подвижную опору для ее фиксации от осевого перемещения.
Недостатком способа является необходимость использования собственного двигателя мельницы для придания вращательного движения ее корпусу при обработке загрузочной или разгрузочной опорной цапфы, что не дает возможности проводить параллельно ремонтные работы самого привода вместе с загрузочной и разгрузочной опорными цапфами мельницы одновременно. Кроме того, после обработки первой цапфы необходимо переустанавливать опоры, что увеличивает погрешность базирования, нарушая принцип постоянства баз, возрастает время проведения ремонтных работ.
Известен способ восстановления барабанной мельницы (патент РФ №2429113, опубл. 20.09.2011), принятый за прототип. Способ включает демонтаж мельницы путем отсоединения фланцев загрузочной и разгрузочной цапф от фланцев барабана мельницы, отделение цапф от барабана мельницы, очистку изношенных круговых и цилиндрических поверхностей фланцев от окалины, минеральных и металлических наслоений, наращивание изношенных частей наплавкой металла, снятие на кольцевых и цилиндрических поверхностях излишне наплавленного металла, монтаж мельницы путем соединения фланцев загрузочной и разгрузочной цапф с фланцами барабана мельницы и восстановление соосности монтажных отверстий для болтовых соединений фланцев цапф с фланцами барабана мельницы, при этом демонтаж мельницы осуществляют на промплощадке предприятия.
Недостатком способа является необходимость демонтажа мельницы с частичной разборкой мельницы и отсоединением цапф от барабана с дальнейшей транспортировкой их на промплощадку предприятия для проведения ремонтных работ, а по их завершении транспортирование барабана на место установки мельницы с проведением ее сборки, центровки составных частей и последующим монтажом, что значительно увеличивает трудоемкость ремонтно-восстановительных работ и их продолжительность.
Техническим результатом является повышение качества восстанавливаемой поверхности цапф опорных подшипниковых узлов и точность их обработки.
Технический результат достигается тем, что промышленная площадка совмещена с площадкой установки барабанной мельницы, на которой установлены опорные подшипники скольжения, вначале отсоединяют и извлекают из загрузочной и разгрузочной цапф втулки, во внутренние отверстия которых вводят подвижные консольные направляющие, далее вскрывают и удаляют верхние крышки опорных подшипников скольжения, после этого поднимают барабанную мельницу на подвижных консолях и выкатывают нижние части опорных подшипников скольжения, центрируют наружные поверхности загрузочной и разгрузочной цапф, а затем очищают поверхности, при этом устанавливают на опорной платформе оборудование, которое сформировано в комплекты сварочного и наплавочного оборудования, оборудования для механической обработки, при этом последовательно производят наплавку, точение и шлифование проводят одновременно для наружных поверхностей загрузочной и разгрузочной цапф, затем подкатывают нижние части опорных подшипников скольжения и опускают на них барабанную мельницу, подвижные консольные направляющие выводят из внутренних поверхностей загрузочной и разгрузочной опорных подшипниковых цапф и приводят в исходное положение, устанавливают верхние крышки опорных подшипников скольжения, устанавливают втулки и соединяют фланцы.
Способ восстановления опорных подшипниковых цапф барабанной мельницы поясняется следующими фигурами:
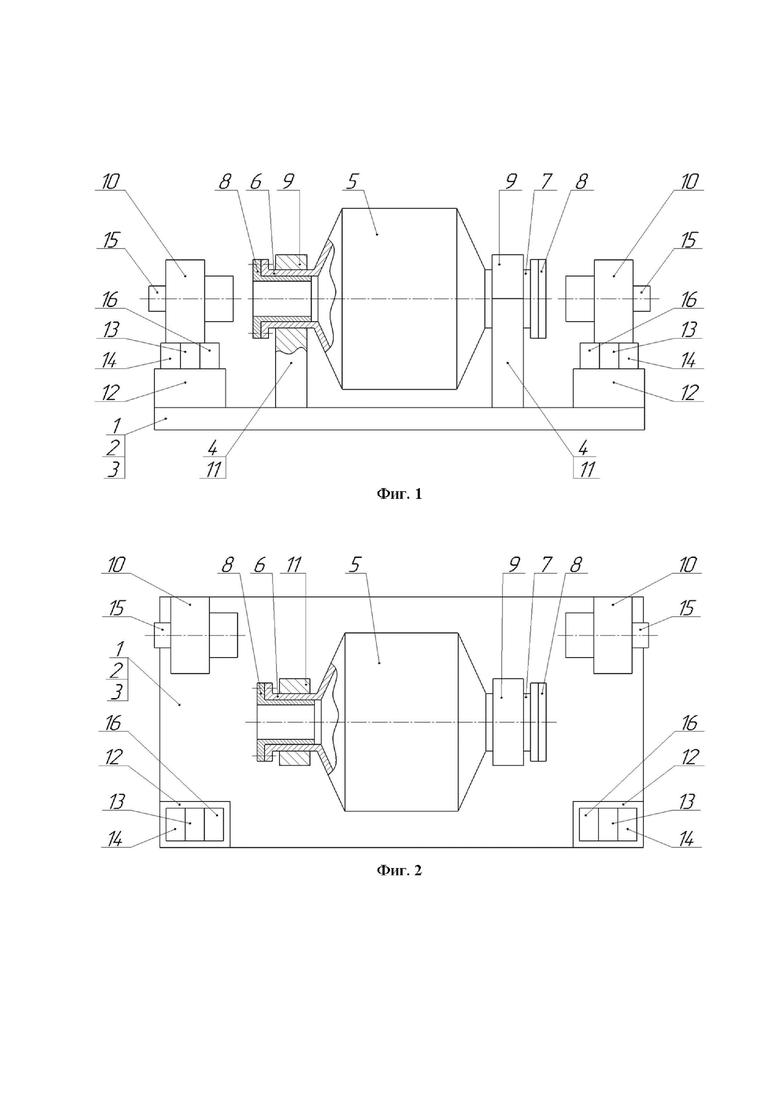
фиг. 1 - исходное положение оборудования, вид сбоку;
фиг. 2 - исходное положение оборудования, вид сверху;
фиг. 3 - положение оборудования в процессе обработки загрузочной и разгрузочной опорных подшипниковых цапф, вид сбоку;
фиг. 4 - положение оборудования в процессе обработки загрузочной и разгрузочной опорных подшипниковых цапф, вид сверху, где:
1 - промышленная площадка;
2 - площадка установки барабанной мельницы;
3 - опорная платформа;
4 - опорные подшипники скольжения;
5 - барабанная мельница;
6 - загрузочная опорная подшипниковая цапфа;
7 - разгрузочная опорная подшипниковая цапфа;
8 - втулки;
9 - верхние крышки опорных подшипников скольжения;
10 - подвижные консоли;
11 - нижние части опорных подшипников скольжения;
12 - комплекты оборудования;
13 - оборудование для механической обработки;
14 - сварочное оборудование;
15 - двигатели;
16 - шлифовальное оборудование.
Способ осуществляется следующим образом.
Промышленная площадка 1 (фиг. 1 - 4) совмещена с площадкой установки барабанной мельницы 2 в виде опорной платформы 3, на которой установлены опорные подшипники скольжения 4 и осуществляется ремонт барабанной мельницы 5. Для восстановления загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 барабанной мельницы 5 без демонтажа ее корпуса на месте эксплуатации извлекают втулки 8 из отверстий загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 путем отсоединения болтовых соединений внешних фланцев загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 от фланцев втулок 8 барабанной мельницы 5. Осуществляют разбор опорных подшипников скольжения 4, верхние крышки опорных подшипников скольжения 9 удаляются, подкатывают подвижные консоли 10, вводят их во внутренние поверхности загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 и поднимают барабанную мельницу 5 на подвижных консолях 10, выкатывают нижние части опорных подшипников скольжения 11, центрируют наружные поверхности загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 барабанной мельницы 5.
Проводят очистку цилиндрических изношенных поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 от окалины, минеральных и металлических наслоений.
К загрузочной опорной подшипниковой цапфе 6 и разгрузочной опорной подшипниковой цапфе 7 подводятся устанавливаемые на опорную платформу 3 комплекты оборудования 12. Оборудованием для механической обработки 13, входящим в состав комплекта оборудования 12, производят черновую механическую обработку под наплавку очищенных от окалины цилиндрических поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7.
После оборудование для механической обработки 13 сменяется на сварочное оборудование 14. Сварочным оборудованием 14 выполняют наплавку и восстановление изношенных цилиндрических частей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 до регламентируемого уровня. Наращивание металла происходит по мере кругового вращения барабанной мельницы 5 от двигателей 15 подвижных консолей 10.
Сварочное оборудование 14 сменяется обратно на оборудование для механической обработки 13, оснащенное режущим инструментом, которым срезают наплавы металла, уровень которого превышает профиль образующих поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 под посадку подшипников скольжения. Последовательно выполняют черновую и чистовую обработку поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 для последующего доводочного шлифования.
Доводочное шлифование выполняется вводом шлифовального оборудования 16 в зону резания на смену оборудования для механической обработки 13 до достижения необходимой степени чистоты посадочных поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7, в процессе вращения барабанной мельницы 5 от двигателей 15 подвижных консолей 10.
Последовательно выполняемые наплавка, точение и шлифование проводятся одновременно для наружных поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7.
По завершению доводочного шлифования комплекты оборудования 12 возвращаются в исходное положение на опорной платформе 3. Подкатывают нижние части опорных подшипников скольжения 11, опускают на них барабанную мельницу 5, подвижные консоли 10 выводят из внутренних поверхностей загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 и возвращают их в исходное положение на опорной платформе 3. Устанавливают верхние крышки опорных подшипников скольжения 9, устанавливают втулки 8 во внутренние поверхности загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 и соединяют фланцы загрузочной опорной подшипниковой цапфы 6 и разгрузочной опорной подшипниковой цапфы 7 и фланцы втулок 8 болтовыми соединениями.
Способ поясняется следующим примером. За основу была взята шаровая барабанная мельница ∅7,315 м (24 фута) × 12,192 м (40 футов), используемая на типичном горнодобывающем предприятии. Загрузочная и разгрузочная опорные подшипниковые цапфы мельницы, которые будут подвергаться ремонтно-восстановительным операциям, каждая весит около 28 метрических тонн и выдерживает более 1000 тонн, куда входит вес самой мельницы плюс мелющая среда, руда и вода. Загрузочная и разгрузочная опорные подшипниковые цапфы отлиты вместе с торцевыми крышками из литейной конструкционной сталь марки 45Л по ГОСТ 977-88. Твердость литейных торцевых крышек находится в диапазоне от 167 до 207 НВ. Длина рабочей поверхности загрузочной и разгрузочной опорных подшипниковых цапфы (без учета торцевых крышек) составляет 1400 мм, а диаметр ∅3300 мм. Поля допуска, который необходимо соблюсти при восстановлении рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф с учетом данной системы вала  мм и системы отверстия
мм и системы отверстия  мм с обеспечением масляной подушки в узле трения-скольжения в диапазоне 1,302-1,644 мм составляет 0,132 мм.
мм с обеспечением масляной подушки в узле трения-скольжения в диапазоне 1,302-1,644 мм составляет 0,132 мм.
Базирование корпуса мельницы осуществляется вместе с крышками загрузочной и разгрузочной опорных подшипниковых цапф без их демонтажа, посредством ввода разжимных оправок во внутренние отверстия пустотелых загрузочной и разгрузочной опорных подшипниковых цапф, представляющих из себя аналог четырехкулачкового патрона с медными вставками для предотвращения замятия поверхностей базирования. При этом перед осуществлением базирование из внутренних отверстий пустотелых загрузочной и разгрузочной опорных подшипниковых цапф извлекаются втулки путем отсоединения болтовых соединений внешних фланцев загрузочной и разгрузочной опорных подшипниковых цапф от фланцев втулок барабанной мельницы с последующим очищением внутренних и торцевых поверхностей фланцев загрузочной и разгрузочной опорных подшипниковых цапф от окалины, минеральных и металлических наслоений.
После поднятия мельницы на подвижных консолях и откатки нижних частей опорных подшипников скольжения производят очистку рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф механическим способом, тщательно промывая и продувая поверхности. При обнаружении глубоких дефектов на рабочих поверхностях загрузочной и разгрузочной цапф их разделывают слесарным методом – производят расфасовку трещин, зачистку мест облома, сверление отверстий по концам трещин, если необходимо. Затем восстанавливаемые рабочие поверхности загрузочной и разгрузочной опорных подшипниковых цапф обезжиривают нефрасом с50/170 по гост 8505-80.
Выверку производят по наружным рабочим поверхностям загрузочной и разгрузочной опорных подшипниковых цапф с точностью до 0,05-0,1 мм, в зависимости от нецилиндричности рабочих поверхностей и их несоосности, применяя, например измерительные головки часового типа, цифровые измерительные головки или лазерное позиционирование. После прокатывают на холостых оборотах в диапазоне 20-30 об/мин корпус мельницы для приработки в течение одного двух часов, затем повторно проверяют выверку. Данная процедура проводиться в среднем 3-4 раза, до тех пор, пока не будут достигнуты необходимые удовлетворительные значения выверки. После чего приступают к точению рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф для подготовки поверхностей к наплавке и возможности проведения дальнейшего многопереходного точения (чернового и чистового), при котором будет сниматься значительный слой металла.
К загрузочной и разгрузочной опорной подшипниковой цапфе подводится имеющиеся на опорной платформе комплекты оборудования для механической обработки. Комплект токарного модульного оборудования для механической обработки включает в себя токарный модуль, который устанавливается на базовую поверхность каретки суппорта с направляющими модульной стойки и представляет собой резцедержатель с набором резцов. Номинальный диаметр изношенных рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф приблизительно составляет ∅3298 мм. По окончанию предварительной механической обработки при непрерывном одновременном точении изношенных рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф будет достигнут конечный диаметр в ∅3290 мм. Обработка происходит за три прохода.
Обработка будет осуществляться режущим инструментом с твердосплавной пластинкой. На первом проходе обработка проводится со скоростью резания v=155 м/мин при глубине резания t=2 мм и подаче S=0,4 мм/об. При этом загрузочной и разгрузочной цапфе вместе с корпусом мельницы через разжимные отправки сообщается вращательное движение n=15 об/мин. В таком случае мощность резания будет равна N=7 кВт, а время обработки рабочих изношенных поверхностей загрузочной и разгрузочной опорных подшипниковых цапф на первом проходе составляет 4 часа. Второй и третий проход осуществляется при скорости резания v=207 м/мин при глубине резания каждого прохода t=1 мм при частоте вращения загрузочной и разгрузочной опорных подшипниковых цапф вместе с корпусом мельницы n=20 об/мин с той лишь разницей, что на втором проходе подача составляет S=0,4 мм/об, а на третьем S=0,2 мм/об. Мощность резания на втором проходе будет равна N=4,7 кВт с затраченным временем на обработку в размере 3 часов. Мощность резания на третьем проходе будет равна N=2,8 кВт с затраченным временем на обработку в размере 6 часов и достижением шероховатости проточенных поверхностей загрузочной и разгрузочной опорных подшипниковых цапф в диапазоне Ra=3,2-2,5 мкм.
После предварительного протачивания оборудование для механической обработки сменяется на сварочное оборудование. Поверхности загрузочной и разгрузочной опорных подшипниковых цапф продуваются сжатым воздухом, промываются в бензине с добавкой 6% масла М16ДР или М14Г2ЦС по ГОСТ 12337-84 и тщательно протираются чистой замшей по ГОСТ 3717-84.
Сварочным оборудованием выполняют наплавку для наращивания металла на восстанавливаемые поверхности загрузочной и разгрузочной опорных подшипниковых цапф до регламентируемого уровня, который в данном случае составляет ∅3306 мм. Наращивание металла происходит по мере кругового вращения корпуса барабанной мельницы от двигателей подвижных консолей через разжимные оправки. Наплавку осуществляют методом вибродуговой наплавки одновременно загрузочной и разгрузочной опорных подшипниковых цапф. Электроду диаметром 8-10 мм марки OK 68.81 сообщаются колебания с частотой 50-100 повторов в секунду. Во время наплавки наращиваемых поверхностей загрузочной и разгрузочной опорных подшипниковых цапф в зону дуги подается охлаждающая жидкость в виде 3-4% раствора Na2CO3 кальцинированной соды или 10-20% раствора технического глицерина. Охлаждающая жидкость позволят нивелировать влияние теплового воздействия дуги на наращиваемые поверхности загрузочной и разгрузочной опорных подшипниковых цапф и тем самым увеличивая скорость процесса охлаждения наплавленного и основного металла загрузочной и разгрузочной опорных подшипниковых цапф, уменьшая деформацию профиля образующихся поверхностей и прогрев основного металла, обеспечивая самоотпуск соседних участков. Помимо этого, образуется защита расплавленного металла от вредного воздействия кислорода и азота.
По окончанию наплавки сварочное оборудование сменяется обратно на оборудование для механической обработки, которым срезают наплавы металла, уровень которого превышает профиль образующих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф под посадку подшипников скольжения. Таким образом последовательно выполняют одновременную черновую и чистовую обработку поверхностей загрузочной и разгрузочной опорных подшипниковых цапф для последующего доводочного шлифования.
Черновое точение осуществляется с получением шероховатости Rz=20-40 мкм и точности размеров диаметров рабочих поверхностей цапф в пределах 12-14 квалитета. Черновое точение выполняют резцами с твердосплавной пластинкой, в данном примере используется резец проходной упорный прямой ВК8 по ГОСТ 18879-73. Сечение резца составляет 32 × 30 мм, следовательно ширина державки B=30 мм, а высота H=30 мм. Согласно ГОСТ 5688-61 державки проходных резцов с высотой более 12 мм должны изготовляться из стали марки 45. Допустимое сопротивление изгибу стали 45, из которой сделана державка резца, составляет σи=27,5 кгс/мм2. Вылет державки резца не должен превышать полторы высоты, следовательно принимаем l=48 мм. Коэффициент  принимаем равным
принимаем равным  . В таком случае, предельно допустимая подача при черновом точении цапф может составляет S≈1,5-2 мм/об при глубине резания t=1-2 мм.
. В таком случае, предельно допустимая подача при черновом точении цапф может составляет S≈1,5-2 мм/об при глубине резания t=1-2 мм.
По окончанию чернового точения обработка наплавленных поверхностей загрузочной и разгрузочной опорных подшипниковых цапф будет достигнут конечный диаметр в ∅3299 мм. Обработка происходит за три прохода.
Первый проход будет являться обдирочным, так как из-за переменного профиля наплавленного металла будет иметь место прерывистое резание с переменной глубиной. На первом проходе обработка проводится со скоростью резания v=104 м/мин при средней глубине резания t=2 мм и подаче S=1 мм/об. При этом загрузочной и разгрузочной цапфе вместе с корпусом мельницы через разжимные отправки сообщается вращательное движение n=10 об/мин. В таком случае мощность резания будет равна N=9,4 кВт, а время обработки на первом проходе составляет 2-3 часа.
Второй проход осуществляется при скорости резания v=156 м/мин при глубине резания t=1 мм и подаче S=0,8 мм/об при частоте вращения загрузочной и разгрузочной опорных подшипниковых цапф вместе с корпусом мельницы n=15 об/мин. Мощность резания на втором проходе будет равна N=6 кВт с затраченным временем на обработку в размере 2 часов.
Последний третий проход является подготовительным под чистовое точение и осуществляется при скорости резания v= 207 м/мин при глубине резания t=0,5 мм и подаче S= 0,5 мм/об при частоте вращения загрузочной и разгрузочной опорных подшипниковых цапф вместе с корпусом мельницы n=20 об/мин. Мощность резания на третьем проходе равна N=2,8 кВт с затраченным временем на обработку в размере 2 часов.
По окончанию чернового точения перед чистовым проверяется шероховатость поверхностей профилометром и полученный размер с помощью микрометра со скобой или измерения путем обнуления об высокоточную шлифованную часть оправки шпинделя путем применения цифровой измерительной головки и системы позиционирования станка. После производится смена инструмента и его привязка от обработанной поверхности.
При чистовой обработке загрузочной и разгрузочной опорных подшипниковых цапф достигается шероховатость Ra=2,5-1,6 мкм. При чистовой обработке выбираем инструмент, оснащенный пластинками из твёрдого двухкарбидного сплава. В данном примере использован резец правый проходной отогнутый Т15К6 по ГОСТ 18877-73. Сечения резца равняется 40 × 40, соответственно ширина державки B=40 мм, высота H=40 мм. Согласно ГОСТ 5688-61 державки проходных резцов с высотой более 12 мм должны изготовляться из конструкционной стали марки 45. Вылет державки резца не должен превышать полторы высоты, следовательно, принимаем l=60 мм. С учетом вышеприведенных данных для достижения необходимой шероховатости рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф чистовая обработка осуществляется при подаче S=0,2 мм/об при глубине резания t=0,14 мм и скоростью резания v=259 м/мин. В процессе чистового точения корпусу мельницы вместе с цапфами сообщается вращательное движение в диапазоне n=25 об/мин. Мощность резания составит N=0,4 кВт с затраченным временем на обработку в размере 6 часов.
По окончанию чистового точения аналогично проверяется шероховатость поверхностей и полученный размер, а также круглость и профиль продольного сечения с помощью обкатки цифровой измерительной головки, закрепленной на резцедержателе. По окончанию чистового точения рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф должен быть достигнут конечный диаметр в ∅3299,72 мм c закладыванием под финишную обработку в диапазоне 0,03-0,05 мм на сторону.
По окончанию чистового точения производится доводочное шлифование. Доводочное шлифование выполняется вводом шлифовального оборудования в зону резания на смену оборудования для механической обработки до достижения необходимой степени чистоты посадочных поверхностей загрузочной и разгрузочной опорных подшипниковых цапф не более 0,15 мкм по Ra, в процессе вращения барабанной мельницы от двигателей подвижных консолей. Доводочное шлифование может выполняться разными методами в зависимости от материала загрузочной и разгрузочной опорных подшипниковых цапф и предъявляемых к ним технических требований. Так как в данном примере рассматриваются загрузочная и разгрузочная опорные подшипниковые цапфы из стали средней твердости, обладающей хорошей вязкостью и позволяющей тем самым производить обработку на основе пластических деформаций, в качестве финишной обработки рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф выбрано выглаживание алмазным индентором. Для этого исходная шероховатость рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф не должна превышать 2,5 мкм по Ra, что обеспечивается после чистового точения. Перед проведением скоростного выглаживания рабочие поверхности загрузочной и разгрузочной опорных подшипниковых цапф смазываются маслом. Выглаживание проводится за два прохода. Глубина выглаживания на каждом проходе составляет 0,015 мм с подачей в диапазоне S=3-7 мм/об при частоте вращения загрузочной и разгрузочной опорных подшипниковых цапф вместе с корпусом мельницы n=30 об/мин и радиусе при вершине алмазного индентора R=5 мм. Таким образом достигнут первоначальный геометрический размер рабочих поверхностей загрузочной и разгрузочной опорных подшипниковых цапф  .
.
Предлагаемый способ проведения ремонтно-восстановительных работ загрузочной и разгрузочной опорных подшипниковых цапф без проведения демонтажа корпуса мельницы позволяет повысить качество восстанавливаемых поверхностей и точность их обработки с обеспечением стабильного размерообразования толщины стенок загрузочной и разгрузочной опорных подшипниковых цапф, при заданном качестве поверхности и точности обработки, производя ремонтно-восстановительные работы на месте технологической установки и эксплуатации мельницы, исключая дополнительные вспомогательные операции наладки, выверки, переустановки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2429113C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2403089C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| МЕЛЬНИЦА | 1992 |
|
RU2054967C1 |
| ПЛАНЕТАРНАЯ МЕЛЬНИЦА | 2009 |
|
RU2415716C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СПОСОБ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2171528C1 |
| Способ ремонта узлов трения скольжения | 1986 |
|
SU1353595A1 |
| Способ восстановления чугунных распределительных валов | 1984 |
|
SU1371983A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |

Изобретение относится к горно-перерабатывающей промышленности и предназначено для ремонтно-восстановительных работ барабанных мельниц, в частности, к восстановлению цапф опорных гидростатических подшипниковых узлов без демонтажа цапф. Ремонт опорных цапф мельницы осуществляют на месте ее эксплуатации без предварительного демонтажа корпуса, при проведении которого во внутренние отверстия загрузочной и разгрузочной цапф мельницы вводят консоли с разжимными оправками. Изобретение позволяет повысить качество восстанавливаемой поверхности цапф опорных подшипниковых узлов и точность их обработки при снижении трудоемкости монтажно-демонтажных работ. 4 ил.
Способ ремонтно-восстановительных работ цапф мельниц, включающий демонтаж мельницы на промышленной площадке путем отсоединения болтовых соединений внешних фланцев загрузочной цапфы и разгрузочной цапфы от фланцев барабанной мельницы, очистку изношенных поверхностей загрузочной и разгрузочной цапф, наращивание изношенных частей наплавкой металла, снятие на кольцевых и цилиндрических поверхностях излишне наплавленного металла при помощи устанавливаемых на опорной платформе оборудования и консольных направляющих последовательно: сварочным оборудованием выполняют наплавку и восстановление изношенных частей загрузочной и разгрузочной цапф, фрезерным оборудованием срезают излишне наплавленный металл с поверхности загрузочной и разгрузочной цапф, восстанавливают исходные их геометрические параметры, а затем на опорной платформе размещают шлифовальное оборудование и выполняют доводочное шлифование поверхностей загрузочной и разгрузочной цапф, отличающийся тем, что промышленная площадка совмещена с площадкой установки барабанной мельницы, на которой установлены опорные подшипники скольжения, вначале отсоединяют и извлекают из загрузочной и разгрузочной цапф втулки, во внутренние отверстия которых вводят подвижные консольные направляющие, далее вскрывают и удаляют верхние крышки опорных подшипников скольжения, после этого поднимают барабанную мельницу на подвижных консолях и выкатывают нижние части опорных подшипников скольжения, центрируют наружные поверхности загрузочной и разгрузочной цапф, а затем очищают поверхности, при этом устанавливают на опорной платформе оборудование, которое сформировано в комплекты сварочного и наплавочного оборудования, оборудования для механической обработки, при этом последовательно производят наплавку, точение и шлифование проводят одновременно для наружных поверхностей загрузочной и разгрузочной цапф, затем подкатывают нижние части опорных подшипников скольжения и опускают на них барабанную мельницу, подвижные консольные направляющие выводят из внутренних поверхностей загрузочной и разгрузочной опорных подшипниковых цапф и приводят в исходное положение, устанавливают верхние крышки опорных подшипников скольжения, устанавливают втулки и соединяют фланцы.
| СПОСОБ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2429113C2 |
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ВАЛОВ БЕЗ ИХ ДЕМОНТАЖА | 2003 |
|
RU2242346C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНЕШНИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2476306C2 |
| US 5349888 A, 27.09.1994. | |||

