Изобретение относится к области производства строительных материалов, горнодобывающей и химической промышленности, в частности к обработке цапф помольных трубных мельниц без их демонтажа.
Во всех отраслях промышленности при ремонтном восстановлении цапф необходимо ее демонтировать и обрабатывать на карусельном станке [1]. В связи с большой массой и габаритами цапфы возникают трудности с транспортированием ее на предприятия, имеющие оборудование для обработки крупногабаритных деталей.
Наиболее близким техническим решением является способ бесцентровой обработки, когда обрабатываемая поверхность катания является базой, т.е. устанавливается на опорный нож между шлифовальным и ведущим кругами. Обрабатываемая деталь вращается свободно, без закрепления на призме. [2].
Однако известный способ имеет следующие недостатки. Обрабатываемая поверхность является базой, поэтому большое значение приобретает исходное состояние обрабатываемой поверхности. Бесцентровая обработка применяется только для шлифования деталей небольшого размера, а для лезвийной обработки не применяется в виду того, что деталь приводится во вращение путем сдавливания ее двумя шлифовальными кругами. Деталь опирается на опорный нож, который нельзя применять для валов большого диаметра и большой массы, т.к. станки предназначены для обработки деталей небольших размеров, и при этом точность обработки не повышается, а только улучшается шероховатость поверхности. Таким станком нельзя обрабатывать детали без их демонтажа, т.к. станок стационарного типа и его нельзя устанавливать под обрабатываемую деталь.
Изобретение направлено на обеспечение возможности обработки поверхностей скольжения крупногабаритных валов, типа цапф трубных мельниц, без их демонтажа в условиях эксплуатации с обеспечением заданной точности. Это достигается предложенным способом обработки крупногабаритных валов типа трубных мельниц, при котором восстанавливают поверхность скольжения обрабатываемой детали путем воздействия на нее обрабатывающим элементом при ее вращении. Согласно предлагаемому решению перед обработкой обрабатываемую деталь-цапфу устанавливают буртами на четыре опорных ролика станка для обработки цапф, не обрабатываемую цапфу устанавливают на стационарную подвижную опору мельницы для ее фиксации от осевого перемещения, а вращение осуществляется за счет электродвигателя приводящего во вращение мельницу.
Сопоставительный анализ с прототипом показывает, что заявляемое решение отличается тем, что перед обработкой обрабатываемую цапфу устанавливают буртами на четыре опорных ролика станка для обработки цапф, не обрабатываемую цапфу устанавливают на стационарную подвижную опору мельницы для ее фиксации от осевого перемещения, а вращение осуществляют за счет отдельного электродвигателя приводящего во вращение мельницу, что позволяет сделать вывод о соответствии заявляемого решения критерию “новизна”.
Известен станок для обработки цапф [3], также широко известна стационарная подвижная опора [4]. Каждое из этих устройств действует по его прямому назначению, а именно: за счет того, что корпус станка имеет сферическую поверхность, помещенную на сферическую поверхность корпуса подшипника опоры мельницы, при пространственном перемещении оси обрабатываемой цапфы, станок соответственно поворачивается на сферическом основании и отслеживает перемещение оси, вследствие чего обеспечивается цилиндричность обрабатываемой поверхности, а подвижная стационарная опора не дает перемещаться мельнице в осевом направлении при обработке цапфы и гасит колебания оси мельницы в радиальном направлении. Следовательно, колебания оси мельницы находящейся на опоре не передаются на обрабатываемую цапфу, что обеспечивает точность обработки.
Совместное применение таких двух устройств авторами предложено впервые. В результате взаимодействия двух подвижных опор при вращении обрабатываемой детали происходит их совместное сложное и нигде не описанное слежение за перемещением оси цапфы мельницы, в результате мельница лишена возможности перемещения в осевом положении, раздельные колебания оси обрабатываемой цапфы поглощаются двумя подвижными опорами и в результате обеспечивается точность обработки. Кроме того, при этом способе можно заменить резцедержатель на шлифовальную головку, что дает возможность получить улучшенную шероховатость поверхности. Таким образом, авторами впервые предложен способ, позволяющий обрабатывать крупногабаритные валы типа цапф трубных мельниц любой массы без их демонтажа, а также впервые выявлено непрогнозируемое совместное поведение двух известных устройств, заключающееся в автоматическом слежении режущего инструмента за осью цапфы, что позволяет сделать вывод о соответствии заявляемого решения критерию “изобретательский уровень”.
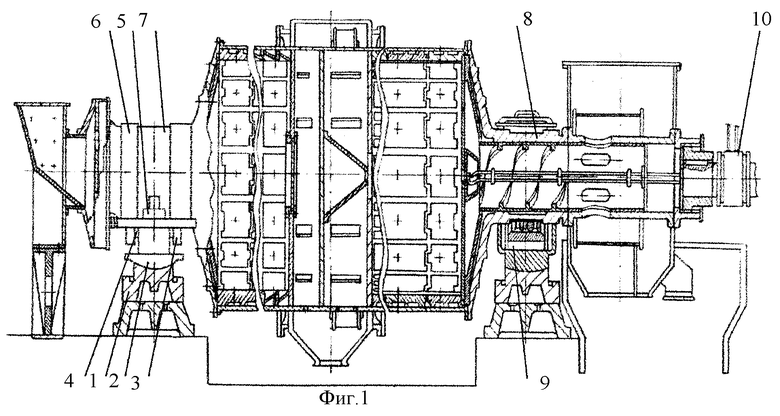
На фиг.1 представлена схема установки трубной мельницы цапфами на приставном станке и подвижной опоре. На фиг.2 показан вид сбоку на станок.
Предлагаемый способ обработки крупногабаритного вала (цапф трубной мельницы) реализован следующим образом. На сферическую поверхность корпуса подшипника опоры мельницы 1, имеющего вогнутую сферическую поверхность устанавливается верхняя часть 2 известного станка для обработки цапф со сферическим основанием, на которой находятся опорные ролики 3, закрепленные на валах стоек 4, а также к стойкам прикреплены направляющие с поперечным суппортом 5. На опорные ролики буртами 6 устанавливают цапфу 7 трубной мельницы. Вторую цапфу 8 устанавливают в известную стационарную подвижную опору 9 мельницы. Цапфа соединена с электродвигателем 10, который вращает мельницу при обработке поверхности цапфы. При вращении мельницы, в результате ее большой массы и длины, возникают колебания корпуса, вызывающие изменения положения геометрической оси мельницы. Изменения положения оси распределяются между приставным станком и подвижной опорой, в виду того, что они имеют подвижные части, выполненные в форме сферы, оси их постоянно самоустанавливаются параллельно оси трубной мельницы, а следовательно, резец движется параллельно оси и обеспечивает необходимую точность обрабатываемой поверхности цапфы. При необходимости получения высокого качества поверхности можно установить вместо резцедержателя шлифовальную головку. Использование предлагаемого способа для обработки крупногабаритных валов, типа цапф трубных мельниц, позволяет повысить точность обработки, обрабатывать их без демонтажа, а следовательно увеличить производительность мельницы за счет сокращения ремонтных простоев и снижать себестоимость ремонта, т.к. отпадает необходимость демонтировать цапфы и отправлять их в ремонт на машиностроительное предприятие.
Предлагаемый способ обработки цапф может быть реализован для трубных мельниц и валов любого типоразмера без их демонтажа, в условиях эксплуатации.
Использование предлагаемого способа обработки по сравнению с существующими способами имеет следующие преимущества:
1. Обеспечивать точность обработки.
2. Производить обработку крупногабаритных валов, типа цапф трубных мельниц любой массы и размеров без их демонтажа, что существенно влияет на сокращение сроков ремонта, и как следствие, позволяет дополнительно выпускать продукцию.
3. Подвижные конструкции станка для обработки цапф и опоры при своем взаимодействии позволяют режущему инструменту отслеживать положения оси вращающейся мельницы с цапфами, в результате чего увеличивается точность обработки.
4. Данная конструкция станка помимо лезвийного режущего инструмента позволяет применять шлифовальное устройство и самовращающиеся ротационные резцы.
5. Кроме того, вследствие простой конструкции станка и его мобильности можно производить профилактическую обработку валов типа цапф любого типоразмера.
Литература
1. Дроздов Н.Е. Эксплуатация, ремонт и испытание оборудования предприятий строительных материалов, изделий и конструкций: Учебник для вузов. - М.: Высш. Школа, 1979. - 312 с., ил.
2. Справочник технолога-машиностроителя. В 2-х т. T.1/ Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. - 656 с., ил.
3. А.С. СССР №1738476 Станок для обработки бандажей, МПК В 23 В 25/32, 1992.
4. Бауман В.А. и др. Механическое оборудование предприятий строительных материалов, изделий и конструкций: Учебник для строительных вузов./ В.А.Бауман, Б.В.Клушанцев, В.Д.Мартынов. - 2-е изд., перераб. - М.: Машиностроение, 1981. - 324 с., ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ ЦАПФ МЕЛЬНИЦ | 2022 |
|
RU2788040C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2429113C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БАРАБАННОЙ МЕЛЬНИЦЫ | 2009 |
|
RU2403089C1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЦАПФ КОНТЕЙНЕРА | 2013 |
|
RU2523378C1 |
| ПЕРЕДВИЖНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НИЖНИХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2325291C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧИХ ШЕЕК ВАЛОВ ВАЛОПРОВОДА | 2002 |
|
RU2238834C2 |

Изобретение относится к области производства строительных материалов, горнодобывающей и химической промышленности, в частности к обработке цапф помольных трубных мельниц без их демонтажа. В способе обработки крупногабаритных валов без их демонтажа перед обработкой обрабатываемую цапфу трубной мельницы устанавливают буртами на четыре опорных ролика станка для обработки цапф, необрабатываемую цапфу устанавливают в стационарную подвижную опору для ее фиксации от осевого перемещения, а вращение осуществляют электродвигателем мельницы. Обеспечивается точность обработки, сокращение сроков ремонта и проведение профилактической обработки валов типа цапф любого типоразмера. 2 ил.
Способ восстановления крупногабаритных валов типа цапф трубных мельниц, включающий обработку поверхности скольжения цапфы путем воздействия на нее обрабатывающим элементом при ее вращении, отличающийся тем, что перед обработкой обрабатываемую цапфу устанавливают буртами на четыре опорных ролика станка для обработки цапф, необрабатываемую цапфу трубной мельницы устанавливают в стационарную подвижную опору для ее фиксации от осевого перемещения, а вращение осуществляют электродвигателем мельницы.
| Справочник технолога-машиностроителя | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Косиловой А.Г | |||
| и Мещерякова Р.К | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| и доп | |||
| - М.:Машиностроение, 1985 | |||
| Прибор для механического определения проекций линий данной длины и данного направления | 1923 |
|
SU656A1 |
| - ил | |||
| Станок для обработки бандажей | 1990 |
|
SU1738476A2 |
| RU 97118203 A, 20.08.1999 | |||
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| US 5349888 А, 27.09.1994. | |||

