Изобретение относится к области энергетического, транспортного, горного машиностроения, приборостроения, вооружения и военной техники, к монтажной технике для установки и крепления деталей, а именно средствам технологического оснащения для высокоточного монтажа плоских эластичных деталей на внутреннюю криволинейную поверхность тел вращения.
Преимущественная область его применения - в машиностроительном сборочном производстве - при изготовлении изделий, либо модульной сборке корпусных конструкций цилиндрической и конусообразной формы с малым внутренним диаметром для установки и последующего закрепления эластичных деталей на внутреннюю поверхность данных тел вращения в местах, где требуется обеспечить неразрушающий поверхность изделий монтаж с требуемой точностью и прочностью.
Известно изобретение по патенту РФ №2107000, опубликованное 20.03.1998 г., в котором заявлена прижимная оснастка для приклеивания покрытия из эластичных пластин на тела вращения. Прижимная оснастка представляет собой несущую балку с закрепленными на ней консольными балками на которых расположены нагрузочные винты с башмаками-прижимами. Несущая балка закрепляется на теле вращения при помощи тяги, которая ввинчивается в приваренную на поверхности бонку.
Недостатком данной прижимной оснастки является невозможность установки и применения ее для приклеивания эластичных деталей к поверхности в малом внутреннем объеме изделий, корпусных конструкций большой протяженности, а также разрушающий рабочую поверхность изделий монтаж оснастки на нее.
Техническая проблема, решаемая изобретением - возможность точного позиционирования и закрепления эластичных деталей на внутреннюю криволинейную поверхность изделий, корпусных конструкций большой протяженности (более 1 м) цилиндрической или конической формы с малым внутренним диаметром в местах, недоступных для ручного монтажа, способом, не разрушающим внутреннюю поверхность изделий.
Техническим результатом использования данного способа и комплекса приспособлений является высокоточный и прочный монтаж эластичных деталей, без разрушения поверхности изделий, корпусных конструкций большой протяженности (более 1 м) цилиндрической или конической формы с малым внутренним объемом в местах, недоступных для ручного монтажа за счет уникального технического решения и конструктива комплекса, предназначенного для выполнения взаимосвязанных функций.
Особенность заявленного комплекса состоит в том, что он предназначен для монтажа эластичных деталей, с возможностью содержания в них электронной составляющей, например, в виде электронных датчиков, которые при фиксации на рабочей поверхности за счет контроля избыточного давления не могут быть повреждены.
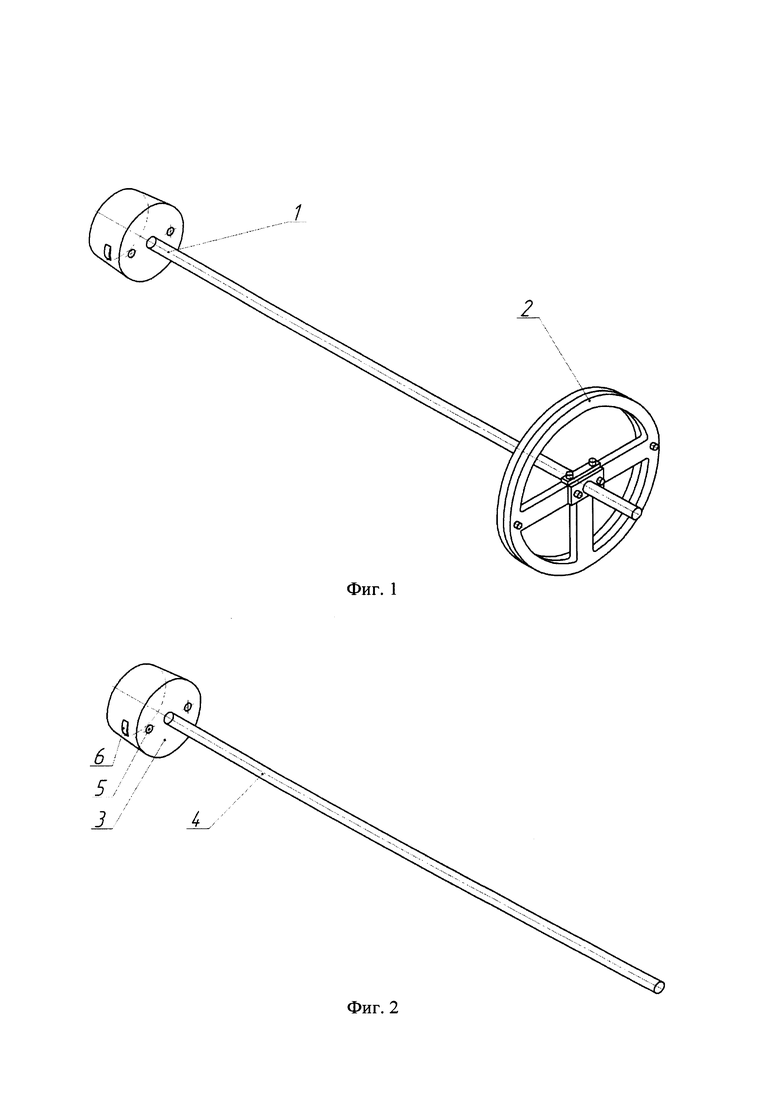
Комплекс приспособлений содержит: приспособление направляющее (фиг. 1), приспособление для позиционирования эластичной детали (фиг. 4, фиг. 5), приспособление для создания давления (фиг. 6).
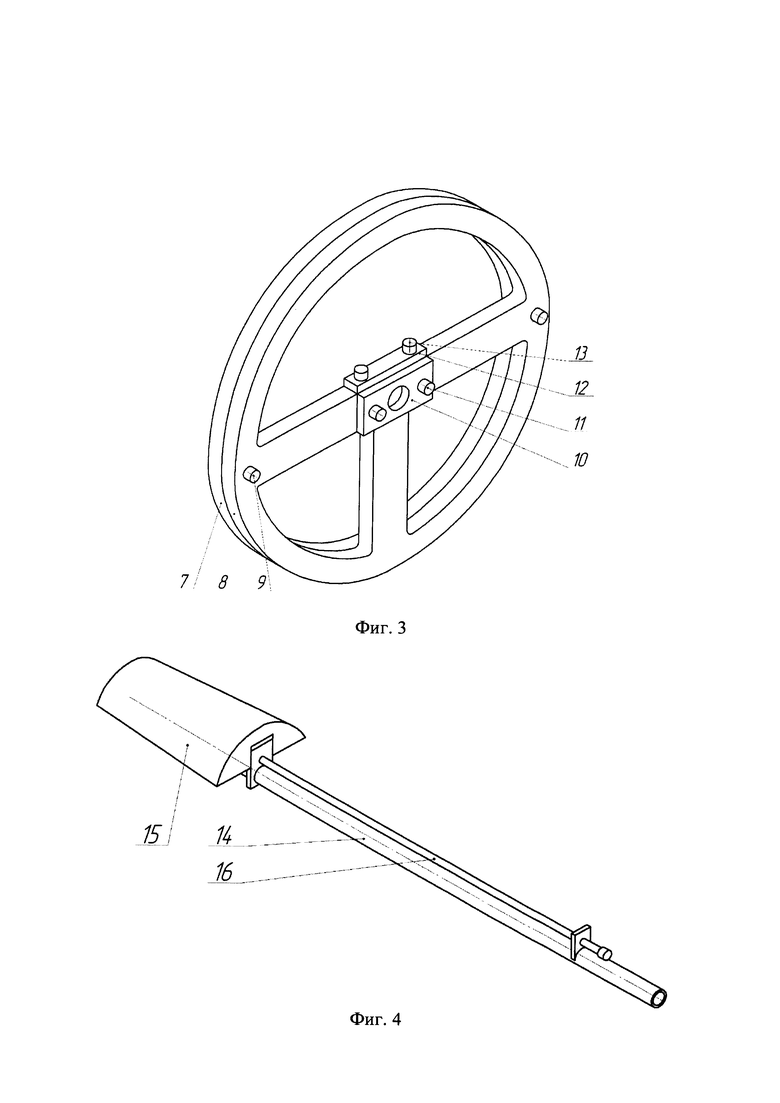
Приспособление направляющее (фиг. 1) содержит штангу направляющую 1 и кольцо опорное 2. Штанга направляющая (фиг. 2) содержит основание 3, на котором неразъемно закреплена труба направляющая 4. В основании 3 предусмотрены винты 5 для приведения в движение двух распорок 6, которые имеют форму эксцентрика, и находятся на боковой поверхности основания 3 для закрепления устройства во внутреннем объеме изделия, корпусной конструкции. Для надежного закрепления штанги направляющей 1 в корпусной детали, основание 3 имеет форму и размеры, соответствующие посадочному месту в изделии, корпусной детали и обклеено антифрикционным материалом. Штанга направляющая 1 закрепляется во внутреннем объеме изделия, корпусной конструкции за счет сил трения и двух распорок 6. При вращении винтов 5, распорки 6 выходят за габариты основания и распирают основание 3 в посадочном месте не повреждая поверхность детали. Перед установкой штанги направляющей 1 распорки 6 убраны в корпус основания 3. После закрепления в корпусной детали, штанга направляющая 1 занимает положение строго по оси вращения изделия, корпусной конструкции, и используется как направляющий и опорный элемент для заведения приспособления для позиционирования (фиг. 4) с эластичной деталью, приспособления для создания давления (фиг. 6) на эластичную деталь. Кольцо опорное (фиг. 3) имеет размеры, соответствующие посадочному месту торца изделия, корпусной конструкции, и состоит из кольца основного 7, кольца съемного 8, винтов закрепляющих 9, втулки 10, планки 12 и винтов фиксирующих 11, 13. Кольцо съемное 8 закрепляется на кольце основном 7 с помощью винтов закрепляющих 9. Кольцо основное 7 устанавливается на торец изделия, корпусной конструкции. Кольцо съемное 8 устанавливается на трубу направляющую 4 с использованием втулки 10. Между втулкой 10 и трубой направляющей 4 в отверстии имеется гарантированный зазор, что обеспечивает установку кольца съемного 8 на трубу направляющую 4 и закрепление свободного конца штанги направляющей на оси вращения изделия, корпусной конструкции. При установке кольца съемного 8 для фиксации приспособления для позиционирования на штанге направляющей 4, втулка 10 снимается, фиксация штанги направляющей 4 осуществляется планкой 12. Винты фиксирующие 11 и 13 служат для фиксации втулки 10 и планки 12 соответственно на конструкции кольца опорного 2.
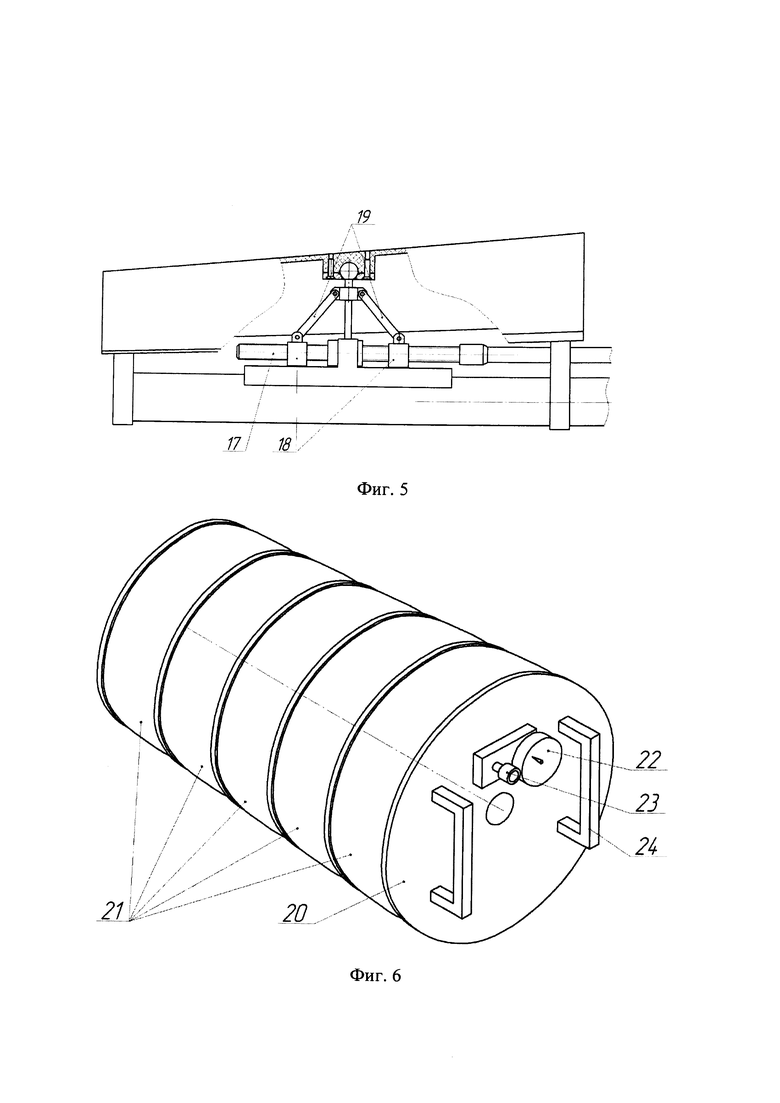
Приспособление для позиционирования (фиг. 4) содержит раму 14, ложемент 15 и тягу 16. Ложемент 15 закрепляется на раме 14 через исполнительный механизм (фиг. 5). Рама 14 имеет длину, достаточную для выполнения позиционирования в удаленном внутреннем объеме. Между рамой 14 и трубой направляющей 4 в отверстии имеется гарантированный зазор, что обеспечивает скольжение приспособления для позиционирования по направляющей. Для обеспечения равномерного прилегания эластичной детали к внутренней криволинейной поверхности изделия при позиционировании, ложемент 15 повторяет форму поверхности изделия, корпусной конструкции в месте приклеивания эластичной детали. Позиционирование эластичной детали на внутренней поверхности корпусной конструкции выполняется движением ложемента 15 в крайнее верхнее положение к внутренней криволинейной поверхности. Ложемент 15 приводится в движение с помощью исполнительного механизма (фиг. 5). Исполнительный механизм (фиг. 5) содержит шпильку 17, две гайки-ползуна 18 и две тяги 19. На концах шпильки 17 выполнена резьба правая и левая, на которые навинчиваются гайки-ползуны 18. Ложемент 15 закреплен к гайкам-ползунам 18 тягами 19. При вращении шпильки 17 по часовой стрелке гайки-ползуны 18 начинают перемещаться навстречу друг другу, приводя тем самым ложемент 15 в движение, поднимая его. При обратном вращении шпильки 17 ложемент 15 опускается в крайнее нижнее положение. Вращение шпильки 17 выполняется, закрепленной к нему тягой 16.
Приспособление для создания давления (фиг. 6) содержит каркас 20, набор камер пневматических 21, манометр 22, штуцер 23 и ручки 24. Каркас 20 выполнен в виде цилиндра, на котором установлен набор пневматических камер 21. Пневматические камеры 21 разделены перегородками, закрепленными на каркасе 20. В каркасе 20 выполнено отверстие для установки на трубу направляющую 4. Между каркасом 20 и трубой направляющей 4 в отверстии имеется гарантированный зазор, что обеспечивает установку приспособления для создания давления по направляющей к месту с установленной на внутреннюю поверхность эластичной деталью. Для создания давления на эластичную деталь, используется избыточное давление в наборе пневматических камер 21. Контроль избыточного давления в наборе камер пневматических 21 выполняется по манометру 22. Для стыковки к шлангу со сжатым воздухом используется штуцер 23. Ручки 24 расположены на торце приспособления для создания давления и предназначены для ручной установки на трубу направляющую 4.
Осуществление заявленного изобретения иллюстрируют фигуры 7, 8 и 9. Фиг. 7 показывает установку приспособления направляющего, а именно штанги направляющей во внутренний объем и кольца основного на торец изделия, корпусной конструкции. Фиг. 8 показывает установку на штанге направляющей приспособления направляющего приспособления для позиционирования эластичной детали на внутренней поверхности изделия, корпусной конструкции. Фиг. 9 показывает установку на штанге направляющей приспособления направляющего приспособления для создания давления и закрепление с требуемой прочностью эластичной детали на внутренней поверхности изделия, корпусной конструкции.
Работа комплекса приспособлений для удаленного монтажа осуществляется следующим образом.
Устанавливают приспособление направляющее, для чего устанавливают штангу направляющую 1 в изделие, корпусную конструкцию и фиксируют распорками 6, вращая винты 5. Устанавливают кольцо опорное на торец детали, при этом труба направляющая 4 заходит в отверстие втулки 10. Снимают кольцо съемное 8 с кольца основного 7, вывинтив винты закрепляющие 9.
Вращением шпильки 17 тягой 16 опускают ложемент 15 в крайнее нижнее положение. На ложементе 15 приспособления для позиционирования размещают эластичную деталь и придают ей форму ложемента 15. Подготавливают поверхность эластичной детали для закрепления на внутренней поверхности изделия. Устанавливают приспособление для позиционирования по штанге направляющей 1, приспособления направляющего во внутренний объем изделия, корпусной конструкции до достижения места позиционирования эластичной детали.
Снимают с кольца съемного втулку 10, вывинтив винты фиксирующие 11. Устанавливают кольцо съемное 8 на кольцо основное 7 и закрепляют винтами закрепляющими 9, фиксируя свободный конец штанги направляющей приспособления направляющего с приспособлением для установки планкой 12. Выполняют позиционирование и установку эластичной детали на внутренней поверхности изделия, корпусной конструкции, для этого поднимают ложемент до упора в поверхность вращением шпильки 17 тягой 16.
После того как позиционирование на внутренней поверхности изделия, корпусной конструкции эластичной детали произведено, вращением шпильки 17 тягой 16 опускают ложемент 15 в крайнее нижнее положение. Снимают кольцо съемное 8 с кольца основного 7, вывинтив винты закрепляющие 9. Извлекают приспособление для позиционирования по штанге направляющей 1 приспособления направляющего из внутреннего объема корпусной детали.
Устанавливают приспособление для создания давления за ручки 24 по штанге направляющей 1 приспособления направляющего во внутренний объем корпусной детали, в зону расположения эластичной детали. Устанавливают на кольцо съемное втулку 10, закрепив винтами фиксирующими 11. Устанавливают кольцо съемное 8 на кольцо основное 7, закрепив винтами закрепляющими 9, фиксируя свободный конец штанги направляющей 1 с приспособлением для создания давления. Стыкуют шланг сжатого воздуха к штуцеру 23. Создают на эластичную деталь равномерное давление, создавая в пневматических камерах избыточное давление сжатого воздуха. Контроль избыточного давления в пневматических камерах 21 выполняется по манометру 22. Выдерживают эластичную деталь под давлением требуемое время. Сбрасывают избыточное давление с пневматических камер 21. Снимают кольцо съемное 8 с кольца основного 7, вывинтив винты закрепляющие 9. Извлекают приспособление для создания давления по штанге направляющей 1 из внутреннего объема изделия, корпусной конструкции. Снимают кольцо основное 7 с торца изделия, корпусной конструкции. Раскрепляют основание 3 штанги направляющей 1, убрав распорки 6 вращением винтов 5. Извлекают штангу направляющую 1 из внутреннего объема изделия, корпусной конструкции.
Описанное выше изобретение применяется в ФГУП «Комбинат «Электрохимприбор» при высокоточной модульной сборке изделий конусообразной формы большой протяженности с малым внутренним диаметром. При сборке внутренняя поверхность изделий не повреждается, а эластичные детали содержат электронную составляющую. Техническая проблема решена данным изобретением.
Устанавливают штангу направляющую 1 в изделие, фиксируют распорками 6, вращая винты 5. Для вращения винтов 5 используют удлиненный стандартный инструмент. Устанавливают кольцо опорное 2 на торец детали, при этом труба направляющая 4 заходит в отверстие втулки 10. Снимают кольцо съемное 8 с кольца основного 7, вывинтив винты закрепляющие 9. Вращением шпильки 17 тягой 16 опускают ложемент 15 в крайнее нижнее положение. На ложементе 15 приспособления для позиционирования размещают эластичную деталь и придают ей форму ложемента 15. Очищают, обезжиривают поверхности деталей. Наносят клеевой состав. Устанавливают приспособление для позиционирования по штанге направляющей 1 приспособления направляющего во внутренний объем изделия, корпусной конструкции до достижения места позиционирования эластичной детали. Снимают с кольца съемного втулку 10, вывинтив винты фиксирующие 11. Устанавливают кольцо съемное 8 на кольцо основное 7 и закрепляют винтами закрепляющими 9, фиксируя свободный конец штанги направляющей 1 приспособления направляющего с приспособлением для установки планкой 12. Выполняют позиционирование и установку эластичной детали на внутренней поверхности изделия, корпусной конструкции, для этого поднимают ложемент до упора в поверхность вращением шпильки 17 тягой 16.
После того как позиционирование на внутренней поверхности изделия, корпусной конструкции произведено, вращением шпильки 17 тягой 16 опускают ложемент 15 в крайнее нижнее положение. Снимают кольцо съемное 8 с кольца основного 7, вывинтив винты закрепляющие 9. Извлекают приспособление для позиционирования по штанге направляющей 1 приспособления направляющего из внутреннего объема изделия, корпусной конструкции.
Устанавливают приспособление для создания давления за ручки 24 по штанге направляющей 1 приспособления направляющего во внутренний объем корпусной детали, в зону расположения эластичной детали. Устанавливают на кольцо съемное 8 втулку 10, закрепив винтами фиксирующими 11. Устанавливают кольцо съемное 8 на кольцо основное 7, закрепив винтами закрепляющими 9, фиксируя свободный конец штанги направляющей 1 приспособления направляющего с приспособлением для создания давления. Стыкуют шланг сжатого воздуха к штуцеру 23. Создают на эластичную деталь равномерное давление, создавая в пневматических камерах 21 избыточное давление сжатого воздуха. Контроль избыточного давления в пневматических камерах 21 выполняется по манометру 22. Выдерживают эластичную деталь под давлением требуемое время. Сбрасывают избыточное давление с пневматических камер 21. Снимают кольцо съемное 8 с кольца основного 7, вывинтив винты закрепляющие 9. Извлекают приспособление для приклеивания по штанге направляющей 1 приспособления направляющего из внутреннего объема. Снимают кольцо основное 7 с торца изделия. Раскрепляют основание штанги направляющей 1, убрав распорки 6 вращением винтов 5. Извлекают штангу направляющую 1 из внутреннего объема изделия, корпусной конструкции.
Использование комплекса приспособлений для удаленного монтажа эластичных деталей во внутренний объем тел вращения и способа удаленного монтажа с помощью этого комплекса приспособлений позволяет получить универсальную оснастку для монтажа эластичных деталей в труднодоступных для ручной сборки положениях изделий, корпусных конструкций. Предложенное изобретение также позволяет обеспечить процесс монтажа требуемого качества, без закрепления оснастки на внутренней рабочей поверхности изделия разрушающим способом.
Группа изобретений относится к комплексу приспособлений для удаленного монтажа эластичных деталей во внутренний объем тел вращения и способу удаленного монтажа эластичных деталей во внутренний объем тел вращения с помощью упомянутого комплекса приспособлений. Преимущественная область его применения - в машиностроительном сборочном производстве - при изготовлении изделий либо модульной сборке корпусных конструкций цилиндрической и конусообразной формы большой протяженности с малым внутренним объемом. Комплекс состоит из направляющего приспособления, приспособления для позиционирования эластичной детали и приспособления для создания давления. Направляющее приспособление имеет штангу направляющую, на которую устанавливают кольцо опорное, соответствующее посадочному месту торца изделия корпусной конструкции, содержащей основание, на котором неразъемно закреплена труба направляющая, и винты для приведения в движение двух распорок, которые имеют форму эксцентрика и находятся на боковой поверхности основания для закрепления основания во внутреннем объеме тела вращения корпусной конструкции. Штанга направляющая является направляющим и опорным элементом для заведения приспособления для позиционирования с эластичной деталью. Приспособление для позиционирования эластичной детали содержит раму, установленный на раме с возможностью вертикального перемещения тягой и исполнительным механизмом ложемент. Приспособление для создания давления имеет набор камер пневматических, закрепленных на жестком каркасе для создания давления на эластичную деталь, и установленный на его торце манометр для возможности контроля избыточного давления. В зависимости от выполняемых операций приспособления устанавливаются на штангу направляющую поочередно. Техническим результатом является высокоточный и прочный монтаж эластичных деталей, без разрушения рабочей внутренней поверхности изделий, корпусных конструкций в местах, недоступных для ручной сборки. 2 н. и 2 з.п. ф-лы, 9 ил.
1. Комплекс приспособлений для удаленного монтажа эластичных деталей во внутренний объем тел вращения, состоящий из направляющего приспособления, приспособления для позиционирования эластичной детали и приспособления для создания давления, направляющее приспособление имеет штангу направляющую, на которую устанавливают кольцо опорное, соответствующее посадочному месту торца изделия корпусной конструкции, содержащей основание, на котором неразъемно закреплена труба направляющая, и винты для приведения в движение двух распорок, которые имеют форму эксцентрика и находятся на боковой поверхности основания для закрепления основания во внутреннем объеме тела вращения корпусной конструкции, при этом штанга направляющая является направляющим и опорным элементом для заведения приспособления для позиционирования с эластичной деталью, приспособление для позиционирования эластичной детали содержит раму, установленный на раме с возможностью вертикального перемещения тягой и исполнительным механизмом ложемент, приспособление для создания давления имеет набор камер пневматических, закрепленных на жестком каркасе для создания давления на эластичную деталь, и установленный на его торце манометр для возможности контроля избыточного давления, при этом, в зависимости от выполняемых операций, приспособления устанавливаются на штангу направляющую поочередно.
2. Способ удаленного монтажа эластичных деталей во внутренний объем тел вращения с помощью комплекса приспособлений по п. 1, заключающийся в том, что при ручной сборке и изготовлении изделий, корпусных конструкций, монтаж эластичных деталей во внутреннем объеме большой протяженности осуществляют в следующей последовательности: устанавливают штангу направляющую во внутренний объем изделия, корпусной конструкции, устанавливают на штанге направляющей приспособления для позиционирования эластичной детали на рабочей поверхности, а затем устанавливают на штанге направляющей приспособления для создания давления и закрепляют с требуемой прочностью эластичную деталь на рабочую поверхность.
3. Способ по п. 2, отличающийся тем, что для закрепления эластичной детали на рабочей поверхности используют клей-герметик «Виксинт».
4. Способ по п. 2, отличающийся тем, что эластичная деталь может содержать электронную составляющую в виде датчиков, считывающих устройств.
| ПРИЖИМНАЯ ОСНАСТКА ДЛЯ ПРИКЛЕИВАНИЯ ПОКРЫТИЯ ИЗ ЭЛАСТИЧНЫХ ПЛАСТИН НА ТЕЛА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2107000C1 |
| Устройство для обжатия наружной обшивки судна | 1975 |
|
SU658035A1 |
| US 2006118028 A1, 08.06.2006 | |||
| US 6231949 B1, 15.05.2001. | |||

