Изобретение относится к пищевой промышленности и может быть использовано при консервировании гидробионтов стерилизацией, пастеризацией.
Известен способ контроля режима стерилизации (А.С. СССР №1732916, опубл. 15.05.1992) по величине показателя летальности. Способ предусматривает установление по оси тары с продуктом на разной высоте чувствительные элементы датчика температуры, фиксирование изменение температуры с определенным интервалом по времени. Затем определяют наименьшее значение температуры в каждый момент времени, что соответствует точке наихудшей прогреваемости, сравнивают фактический показатель летальности с требуемым показателем летальности. Изобретение позволяет повысить точность контроля режима стерилизации.
Известен способ контроля режима стерилизации консервов (Пат. РФ №2090114, опубл. 20.09.1997), предусматривающий непрерывное измерение температуры в наименее прогреваемой точке консервов для определения фактической летальности микроорганизмов по эмпирической формуле, по достижении заданного значения фактической летальности судят о завершении стерилизации консервов. Изобретение направлено на повышение точности контроля.
Известен способ комплексной оценки эффективности режимов стерилизации консервов с низкой кислотностью из гидробионтов (Пат. РФ №2181977, опубл. 10.05.2002), предусматривающий наряду со стандартным определением промышленной стерильности консервов дополнительный контроль потерь термолабильных белковых веществ продукта путем определения гидролитического эффекта режима стерилизации. Уровень гидролитического эффекта контролируют через скорость гидролиза белкового азота продукта с учетом особенностей процесса теплопередачи в различных условиях стерилизации. Изобретение позволяет минимизировать потери биологической ценности консервов из гидробионтов в процессе стерилизации.
Известен способ контроля режима стерилизации консервов (Пат. РФ №2320237, опубл. 27.03.2008), по которому измеряют начальную температуру стерилизуемого продукта и температуру стерилизующей среды, по этим данным рассчитывают изменение во времени температурного поля продукта, фактическую летальность в каждой точке продукта и среднеобъемную летальность. По достижении среднеобъемной летальности заданной фиксированной величины судят о завершении процесса стерилизации. Изобретение направлено на упрощение и повышение точности контроля режима стерилизации, что позволяет сократить энергоемкость процесса.
Известен способ контроля режима стерилизации консервов (Пат. РФ №2331321, опубл. 20.08.2008), который предусматривает измерение начальной температуры стерилизуемого продукта и температуры стерилизующей среды, по этим данным последовательно рассчитывают изменение во времени температурного поля продукта, фактическую летальность в каждой точке продукта и среднеобъемную летальность, о завершении процесса стерилизации судят по достижению значения среднеобъемной летальности значения не менее заданной фиксированной. Изобретение обеспечивает повышение точности определения фактической летальности и сокращение энергоемкости процесса.
Известен способ управления процессом стерилизации консервов, основанный на F-эффекте (Пат. РФ №2471387, опубл. 10.01.2011), включающий непрерывное измерение температуры в наименее прогреваемой точке консервов для определения фактического стерилизующего эффекта Fфакт., его сравнение с заданным значением Fзад., определение разности между Fзaд.-Fфакт., в зависимости от этой разности осуществляют подачу пара в стерилизационную камеру до достижения значения фактического стерилизующего эффекта Fфакт, равного 70-75% от заданного фактического эффекта Fзад. Изобретение направлено на повышение эффективности процесса за счет сокращения времени.
Известен традиционный способ контроля тепловой обработки (стерилизации, пастеризации) консервов (Бабарин В.П., Мазохина-Поршнякова Н.Н., Рогачев В.И. Справочник по стерилизации консервов. - М.: ВО «Агропромиздат», 1987, с. 135-139), предусматривающий измерение температуры теплоносителя и продукта стерилизации или пастеризации, давления в продукте и автоклаве, расчет фактической летальности и по достижении значения фактической летальности значения заданной летальности судят о завершении процесса тепловой обработки.
Технический результат, на достижение которого направлено заявляемое изобретение, состоит в повышении эффективности процесса тепловой обработки за счет обеспечения снижения энергоемкости стерилизации и пастеризации консервов из гидробионтов, обусловленного снижением времени тепловой обработки.
Для достижения указанного технического результата в способе управления процессом тепловой обработки консервов из гидробионтов измеряют температуру среды стерилизационной камеры автоклава в наименее прогреваемой точке, рассчитывают изменение во времени температурного поля обрабатываемого гидробионта в таре, на основании которой определяют фактическую летальность, затем разность между фактической летальностью и заданным значением летальности, в зависимости от разности формируют управляющее воздействие на исполнительный механизм, при этом для определения изменения во времени температурного поля обрабатываемого гидробионта в таре используют экспериментально полученную имитационную математическую модель гидробионта в виде передаточной функции:
где W(p) - передаточная функция;
Тс(р), Тп(р) - изображения Лапласа для температуры среды стерилизационной камеры автоклава и температуры гидробионта соответственно;
р=d/dτ - оператор Лапласа;
b0 - передаточный коэффициент;
ai - постоянные времени;
n - порядок характеристического полинома;
τ - время,
заданное значение летальности рассчитывают по формуле:
Fзадан=(Fн+ΔF)-Fох,
где Fзадан - заданное значение летальности, усл. мин;
Fн - значение нормативной летальности, усл. мин;
Fох - значение летальности, которое набирается на этапе охлаждения согласно заданному режиму, усл. Мин;
ΔF - запас по летальности тепловой обработки, усл. мин,
причем запас по летальности тепловой обработки ΔF определяет эксперт в зависимости от вида гидробионта, вида и объема тары и типа автоклава.
При этом передаточный коэффициент b0 и постоянные времени ai математической модели получают предварительно экспериментальным путем измерения температуры в наименее прогреваемой точке гидробионта в таре, расположенной в наименее прогреваемой области стерилизационной камеры автоклава.
Достоверность значения фактической летальности (Fфакт-F-эффекта) процесса тепловой обработки консервов из гидробионтов, определяемой предложенным способом, обеспечена проработкой и адекватностью математической имитационной модели обрабатываемого гидробионта в таре, а также используемых методик, базирующихся на современной теории автоматического управления.
Способ иллюстрируется чертежом и графиками, представленными на фиг. 1-7.
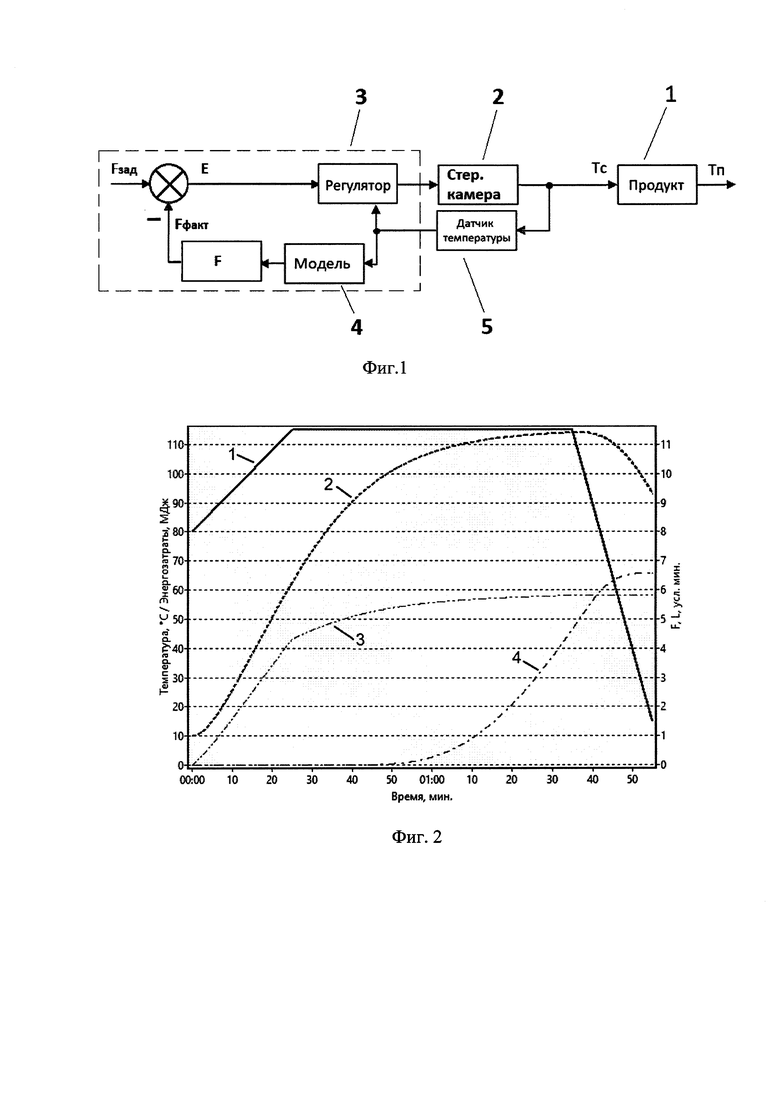
На фиг. 1 представлена структурно-функциональная схема управления процессом тепловой обработки консервов из гидробионтов,
на фиг. 2 - кривые по традиционному способу стерилизации консервов из гидробионтов в водной среде: 1 - температуры в стерилизационной камере автоклава, 2 - температуры в консервной таре с гидробионтом, 3 - энергозатрат при проведении процесса стерилизации в водной среде, 4 - фактической летальности во времени,
фиг. 3 - кривые по предлагаемому способу стерилизации консервов из гидробионтов в водной среде: 1 - температуры в стерилизационной камере автоклава, 2 - температуры в консервной таре с гидробионтом, 3 - энергозатрат при проведении процесса стерилизации, 4 - фактической летальности во времени,
фиг. 4 - кривые по традиционному способу стерилизации консервов из гидробионтов в паровой среде: 1 - температуры в стерилизационной камере автоклава, 2 - температуры в консервной таре с гидробионтом, 3 - энергозатрат при проведении процесса стерилизации в водной среде, 4 - фактической летальности во времени,
фиг. 5 - кривые по предлагаемому способу стерилизации консервов из гидробионтов в паровой среде: 1 - температуры в стерилизационной камере автоклава, 2 - температуры в консервной таре с гидробионтом, 3 - энергозатрат при проведении процесса стерилизации, 4 - фактической летальности во времени,
фиг. 6 - кривые по традиционному способу пастеризации консервов из гидробионтов в водной среде: 1 - температуры в стерилизационной камере автоклава, 2 - температуры в консервной таре с гидробионтом, 3 - энергозатрат при проведении процесса стерилизации в водной среде, 4 - фактической летальности во времени,
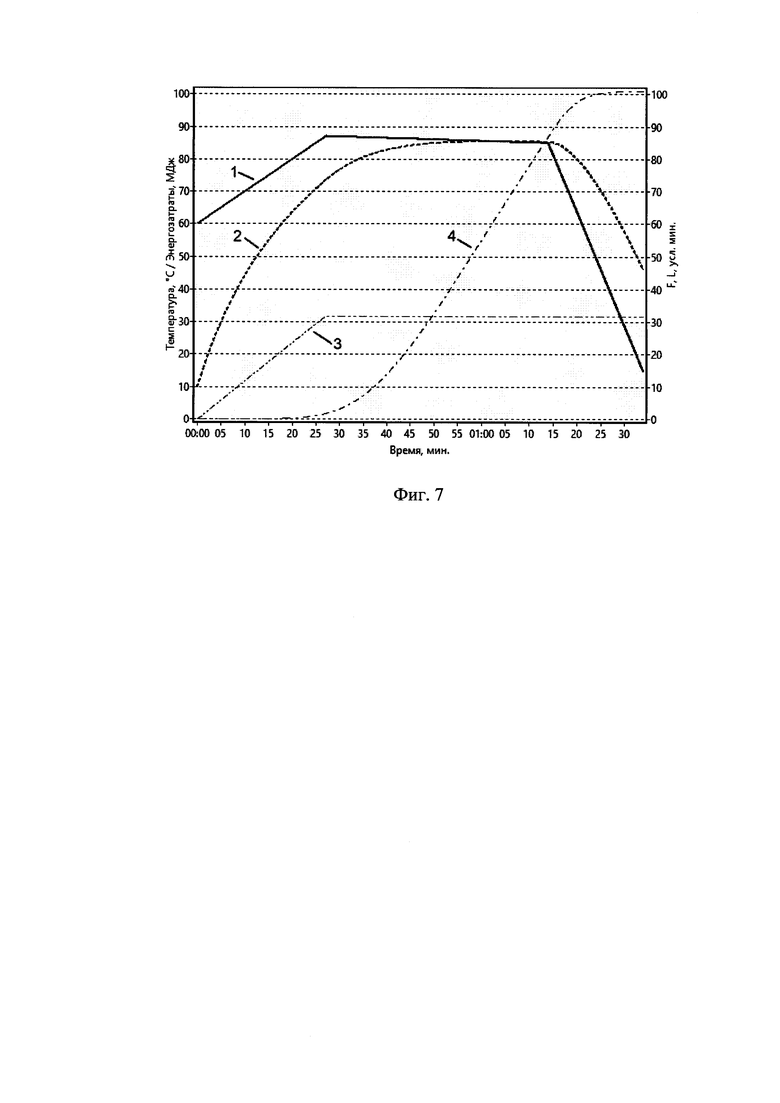
фиг. 7 - кривые по предлагаемому способу пастеризации консервов из гидробионтов в водной среде: 1 - температуры в стерилизационной камере автоклава, 2 - температуры в консервной таре с гидробионтом, 3 - энергозатрат при проведении процесса стерилизации, 4 - фактической летальности во времени.
Данные, представленные на фиг. 2-7 получены путем программного моделирования процесса стерилизации консервов из печени пикши - паштет (фиг. 2-5) и пастеризации консервов из печени, молок и икры трески - паштет (фиг. 6, 7) с использованием математической модели.
Предложенный способ позволяет уменьшить затраты на производство при проведении процесса тепловой обработки консервов (за счет снижения продолжительности тепловой обработки) и тем самым повысить эффективность процесса в сравнении с традиционным способом на 15-20%, о чем свидетельствуют представленные на фиг.2-7 кривые температур в стерилизационной камере и таре, фактической летальности и энергозатрат при проведении процесса стерилизации консервов из гидробионта в водной и паровой среде традиционным способом и предлагаемым способом управления тепловой обработкой консервов из гидробионтов.
Способ реализуется следующим образом.
Предварительно проводят идентификацию параметров (экспериментальное определение коэффициентов ai и b0) имитационной математической модели (передаточной функции) гидробионта в консервной таре 1 по его переходной характеристике, которую получают экспериментально в наименее прогреваемой точке продукта в таре, расположенной в наименее прогреваемой области автоклава. Также параметры математической модели продукта могут быть взяты из научных публикаций по результатам исследований, проводимых по данной тематике, на основе которых впоследствии может быть составлен справочник.
Управление процессом тепловой обработки осуществляют с помощью программируемого контроллера 3. Вводят параметры математической модели продукта 4 и заданное значение Fзадан летальности процесса тепловой обработки (стерилизации или пастеризации) консервов из гидробионтов, которое необходимо достигнуть. Выполняют настройку регулятора 3 в соответствии с режимом тепловой обработки (стерилизацией или пастеризацией).
В процессе тепловой обработки с помощью датчика 5 температуры, размещенного штатно в наименее прогреваемой точке стерилизационной камеры 2 автоклава, осуществляют измерение текущей температуры среды Тс в стерилизационной камере автоклава. По измеренному значению температуры Тс регулятор 3 численно решает дифференциальное уравнение математической модели 4 гидробионта в таре 1 и определяет изменение во времени температурного поля Тп гидробионта в таре.
На основе рассчитанного температурного поля гидробионта Тп регулятор 4 в режиме реального времени рассчитывает текущее значение фактической летальности процесса Fфакт. термообработки консервов по формуле:

где Fфакт(τ) - фактическая летальность процесса, усл. мин; τкон - время окончания процесса, мин; Тп(τ) - временная зависимость температуры гидробионта в консервной таре; z - константа термоустойчивости микроорганизмов; Т0 - температура, принятая в качестве базисной для процесса термообработки, °С (например, для процесса стерилизации 121,1°С и для процесса пастеризации 80°С).
Затем с помощью регулятора 3 рассчитывают рассогласование Е по формуле:
Е=Fзадан-Fфакт,
где Е - рассогласование, усл. мин;
Fзадан - заданное значение летальности, усл. мин;
Fфакт - фактическое значение летальности (F-эффекта), усл. мин.
Определение заданного значения летальности тепловой обработки Fзадан осуществляют по формуле, полученной экспериментально:
Fзадан=(FH+ΔF)-Fox,
где Fзадан - заданное значение летальности (F-эффекта), усл. мин; Fн - нормативное значение летальности (F-эффекта), усл. мин; Fох - значение летальности (F-эффекта), которое набирается на этапе охлаждения согласно заданному режиму, усл. мин, ΔF - запас по эффекту тепловой обработки, усл. мин, который определяет эксперт в зависимости от вида гидробионта, вида и объема тары, а также типа автоклава.
На основании величины рассогласования Е с помощью регулятора 3 формируют управляющее воздействие, которое необходимо подать на регулирующий орган стерилизационной камеры 2 автоклава через исполнительный механизм (например, на клапан подачи пара или электронагреватель воды). Этот процесс продолжают до тех пор, пока величина Fфакт не достигнет Fзадан после чего выполняют этап охлаждения консервов согласно режиму стерилизации или пастеризации. На этапе охлаждения набирается нормативное значение летальности (F-эффекта), которое гарантирует микробиологическую безопасность пищевых консервов.
Температуру среды стерилизационной камеры автоклава Тс измеряют штатно установленным датчиком 5 в наименее прогреваемой точке стерилизационной камеры автоклава и регистрируют регулятором 3, что позволяет оценить корректность температурно-временного режима проведенного теплового процесса обработки, следовательно, убедиться в безопасности и качестве полученного продукта.
Кривые на фиг. 2, 3 получены программным моделированием процесса стерилизации консервов из печени пикши (паштет) в водной среде традиционным способом и предлагаемым способом соответственно. Процесс стерилизации консервов из печени пикши (паштет) в водной среде традиционным способом моделировали согласно режиму:
Процесс стерилизации в водной среде предлагаемым способом управления (фиг. 3) отличается от традиционного тем, что время этапа тепловой обработки уменьшилось до 54 минут, при этом время нагрева и температура начала этапа тепловой обработки увеличились до 29 минут и 120°С соответственно.
Кривые, представленные на фиг. 4, 5, получены при моделировании процесса стерилизации консервов из печени пикши (паштет) в паровой среде традиционным способом (фиг. 4) и предлагаемым способом (фиг. 5), при этом традиционный способ стерилизации моделировали согласно режиму:

Процесс стерилизации в паровой среде предлагаемым способом управления (фиг. 5) отличается от традиционного тем, что время этапа тепловой обработки уменьшилось до 38 минут, при этом время нагрева и температура начала этапа тепловой обработки увеличились до 20 минут и до 125°С соответственно.
Кривые на фиг. 6 и 7 получены при моделировании процесса пастеризации консервов из печени, молок и икры трески (паштет) в водной среде традиционным способом и предлагаемым способом соответственно. Процесс пастеризации в водной среде традиционным способом (фиг. 6), проводился согласно режиму, записанному по формуле:
Процесс пастеризации в водной среде предлагаемым способом управления (фиг. 7) отличается от традиционного тем, что время этапа тепловой обработки уменьшилось до 47 минут, при этом время нагрева и температура начала этапа тепловой обработки увеличились до 27 минут и до 87°С соответственно.
В результате программного моделирования процессов тепловой обработки консервов из гидробионтов предлагаемым способом управления (фиг. 3, 5, 7) происходит естественное охлаждение среды в стерилизационной камере автоклава на этапе тепловой обработки и дополнительные энергозатраты не требуются, что повышает эффективность процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СТЕРИЛИЗАЦИИ КОНСЕРВОВ, ОСНОВАННЫЙ НА F-ЭФФЕКТЕ | 2011 |
|
RU2471387C1 |
| СПОСОБ КОНТРОЛЯ РЕЖИМА СТЕРИЛИЗАЦИИ КОНСЕРВОВ | 2006 |
|
RU2320237C1 |
| СПОСОБ КОМПЛЕКСНОЙ ОЦЕНКИ ЭФФЕКТИВНОСТИ РЕЖИМОВ СТЕРИЛИЗАЦИИ КОНСЕРВОВ С НИЗКОЙ КИСЛОТНОСТЬЮ ИЗ ГИДРОБИОНТОВ | 2000 |
|
RU2181977C2 |
| СПОСОБ СТЕРИЛИЗАЦИИ СОКА СЛИВОВОГО С МЯКОТЬЮ И САХАРОМ В МЕТАЛЛИЧЕСКОЙ ТАРЕ № 13 | 2010 |
|
RU2449605C2 |
| СПОСОБ КОНСЕРВИРОВАНИЯ КОМПОТА ИЗ АЙВЫ И ГРУШ В БАНКАХ СКО 1-82-500 | 2007 |
|
RU2340257C1 |
| СПОСОБ КОНСЕРВИРОВАНИЯ КОМПОТА ИЗ ЯБЛОК В БАНКАХ СКО 1-82-1000 | 2007 |
|
RU2340258C1 |
| СПОСОБ КОНСЕРВИРОВАНИЯ КОМПОТА ИЗ ЯБЛОК В БАНКАХ СКО 1-82-500 | 2007 |
|
RU2339267C1 |
| СПОСОБ КОНСЕРВИРОВАНИЯ КОМПОТА ИЗ АЙВЫ И ГРУШ В БАНКАХ СКО 1-82-1000 | 2007 |
|
RU2340256C1 |
| СПОСОБ ПАСТЕРИЗАЦИИ ВИНОГРАДНОГО СОКА | 2007 |
|
RU2342051C1 |
| Способ контроля режима стерилизации | 1989 |
|
SU1732916A1 |


Изобретение относится к пищевой промышленности. Предложен способ управления процессом тепловой обработки консервов из гидробионтов, который предусматривает определение значения фактической летальности процесса тепловой обработки консервов из гидробионтов при помощи измерения температуры среды стерилизационной камеры автоклава датчиком и математического моделирования динамики температуры гидробионта в консервной таре с использованием экспериментально полученной имитационной модели гидробионта. Вычисление разности между фактическим значением летальности и заданным значением летальности тепловой обработки. В зависимости от этой разности осуществление термообработки продукта. Изобретение позволяет повысить эффективность процесса тепловой обработки консервов за счет возможности обеспечения снижения энергоемкости процесса. 7 ил.
Способ управления процессом тепловой обработки консервов из гидробионтов, характеризующийся тем, что измеряют температуру среды стерилизационной камеры автоклава в наименее прогреваемой точке, рассчитывают изменение во времени температурного поля обрабатываемого гидробионта в таре, на основании которой определяют фактическую летальность, затем разность между фактической летальностью и заданным значением летальности, в зависимости от разности формируют управляющее воздействие на исполнительный механизм, при этом для определения изменения во времени температурного поля обрабатываемого гидробионта в таре используют экспериментально полученную имитационную математическую модель гидробионта в виде передаточной функции:

где W(p) - передаточная функция;
Тс(р), Тп(р) - изображения Лапласа для температуры среды стерилизационной камеры автоклава и температуры гидробионта соответственно;
р=d/dτ - оператор Лапласа;
b0 - передаточный коэффициент;
ai - постоянные времени;
n - порядок характеристического полинома;
τ - время,
заданное значение летальности рассчитывают по формуле:
Fзадан=(Fн+ΔF)-Fох,
где Fзадан - заданное значение летальности, усл. мин;
Fн - значение нормативной летальности, усл. мин;
Fох - значение летальности, которое набирается на этапе охлаждения согласно заданному режиму, усл. мин;
ΔF - запас по летальности тепловой обработки, усл. мин,
причем запас по летальности тепловой обработки ΔF определяет эксперт в зависимости от вида гидробионта, вида и объема тары и типа автоклава; передаточный коэффициент b0 и постоянные времени ai имитационной математической модели получают предварительно экспериментальным путем измерения температуры в наименее прогреваемой точке гидробионта в таре, расположенной в наименее прогреваемой области стерилизационной камеры автоклава.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СТЕРИЛИЗАЦИИ КОНСЕРВОВ, ОСНОВАННЫЙ НА F-ЭФФЕКТЕ | 2011 |
|
RU2471387C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СТЕРИЛИЗАЦИИ МЯСНЫХ КОНСЕРВОВ | 1998 |
|
RU2150872C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СТЕРИЛИЗАЦИИ МЯСНЫХ КОНСЕРВОВ | 2013 |
|
RU2546213C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОИЗВОДСТВА ВАРЕНО-СУШЕНЫХ КРУП | 1999 |
|
RU2181015C2 |
| SU 1197629 A1, 15.12.1985 | |||
| DE 4017340 A1, 05.12.1991 | |||
| US 5320804 A1, 14.06.1994. | |||

