ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к низкопрочному стальному листу для горячей штамповки, горячештампованному элементу, полученному с использованием низкопрочного стального листа для горячей штамповки, а также к способу изготовления горячештампованного элемента, особенно к низкопрочному стальному листу для горячей штамповки, имеющему превосходную безопасность во время столкновения и высокий коэффициент текучести YR, выражаемый соотношением (YS/TS) предела текучести YS к пределу прочности TS в области, где предел прочности TS после термической обработки составляет от 500 до 800 МПа, горячештампованному элементу, полученному с использованием такого низкопрочного стального листа для горячей штамповки, и к способу производства этого горячештампованного элемента.
УРОВЕНЬ ТЕХНИКИ
[0002] С точки зрения снижения веса автомобилей и обеспечения безопасности во время столкновения (далее именуемой «безопасность при столкновении») требуются стальные листы, обладающие высокой прочностью и высоким коэффициентом текучести YR. Из-за ухудшения формуемости при холодном прессовании вследствие повышенной прочности стальных листов была предложена технология горячей штамповки, при которой стальной лист прессуется в нагретом состоянии для достижения одновременно как формуемости, так и высокой прочности.
[0003] Горячештампованные элементы, произведенные по такой технологии, в основном имеют предел прочности TS класса 1,5 ГПа или выше. Однако, в последние годы были предложены различные горячештампованные элементы, имеющие предел прочности TS 1,5 ГПа или меньше, такие как стальные элементы, имеющие предел прочности TS 500 МПа или больше, как представлено в Патентном документе 1, высокопрочные элементы, имеющие класс предела прочности TS 600-1000 МПа, как представлено в Патентном документе 2, и стальные элементы, имеющие класс предела прочности TS 700-1300 МПа, как представлено в Патентном документе 3.
[0004] Во всех горячештампованных элементах, предложенных до сих пор, предпринимались попытки управлять микроструктурой с помощью процесса горячей штамповки, а также контролировался предел прочности TS. По этим причинам фактическая ситуация заключается в том, что предел прочности TS горячештампованных элементов значительно зависит от процесса горячей штамповки. Предел прочности TS стального листа можно контролировать так, чтобы она увеличивалась, за счет добавления легирующих элементов, чтобы предел прочности TS не зависел от процесса горячей штамповки.
[0005] В большинстве технологий, предложенных до сих пор, обычно пытались повысить прочность за счет содержания твердой микроструктуры, такой как мартенсит. Однако, невозможно увеличить отношение предела текучести к пределу прочности YR за счет увеличения прочности путем такого управления микроструктурой, и требуется термическая обработка, такая как отпуск, для увеличения предела текучести YS с точки зрения повышения безопасности при столкновении.
[0006] Настоящее изобретение было создано с учетом описанных выше обстоятельств, и его задачей является предложить низкопрочный стальной лист для горячей штамповки, из которого можно изготовить горячештампованный элемент, имеющий отношение предела текучести к пределу прочности YR 70% или более и предел прочности TS 500-800 МПа без значительной зависимости от процесса горячей штамповки, горячештампованный элемент, получаемый с использованием такого низкопрочного стального листа для горячей штамповки, а также способ производства этого горячештампованного элемента.
СПИСОК ИСТОЧНИКОВ ИНФОРМАЦИИ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0007] Патентный документ 1: JP 5,726,419 B2
Патентный документ 2: JP 4,452,157 B2
Патентный документ 3: JP 4,427,462 B2
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Авторы настоящего изобретения провели тщательные исследования с точки зрения реализации низкопрочного стального листа для горячей штамповки, из которого может быть произведен горячештампованный элемент без значительной зависимости от процесса горячей штамповки. В результате было обнаружено, что доля аустенита снижается во время термической обработки, такой как горячая штамповка, и получаются следующие возможности (1) и (2), когда точка Ac3 (°C) стального листа увеличивается за счет соответствующей регулировки химического состава, содержание элементов, улучшающих прокаливаемость, снижается, и стальной лист имеет микроструктуру, в основном состоящую из феррита, и настоящее изобретение было завершено дальнейшим проведением исследований, основанных на таких находках.
(1) Получение заданной прочности без значительной зависимости от процесса горячей штамповки за счет максимально возможного уменьшения микроструктурных изменений во время процесса горячей штамповки, и
(2) Возможность улучшить отношение YR предела текучести к пределу прочности за счет затруднения образования мартенситной структуры в микроструктуре после термической обработки.
[0009] А именно, один аспект настоящего изобретения представляет собой низкопрочный стальной лист для горячей штамповки, содержащий, в мас.%:
C: от 0,005% до 0,12%,
Si: от 0,50% до 2,0%,
Mn: 0,50% или меньше (не включая 0%),
Al: от 0,010% до 1,0%,
P: 0,1000% или меньше (не включая 0%),
S: 0,0100% или меньше (не включая 0%),
N: 0,0100% или меньше (не включая 0%),
O: 0,0100% или меньше (не включая 0%), и
железо и неизбежные примеси в качестве остатка,
в котором точка Ac3 (°C), представленная следующим Уравнением (1), равна 890°C или больше, а доля площади феррита на глубине 1/4 толщины стального листа составляет 80% или больше.
[0010] Точка Ac3 (°C)=910 — 203 × [C]1/2+44,7 × [Si] — 30 × [Mn] + 700 × [P] + 400 × [Al] + 400 × [Ti] (1)
В Уравнении (1) [C], [Si], [Mn], [P], [Al] и [Ti] представляют собой значения, обозначающие содержание C, Si, Mn, P, Al и Ti в мас.%, соответственно.
[0011] Цели, особенности и преимущества настоящего изобретения будут очевидны из следующего подробного описания и сопроводительных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
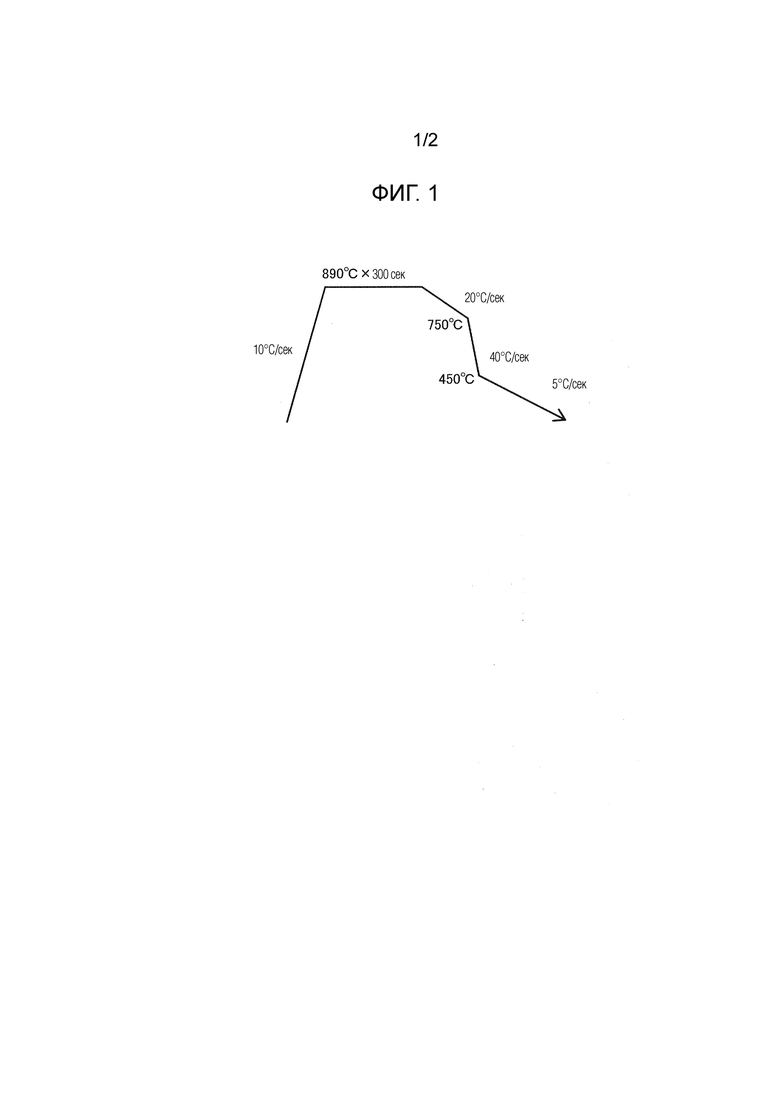
[0012] Фиг. 1 представляет собой схематическую диаграмму, иллюстрирующую схему термообработки, предполагающую процесс горячей штамповки.
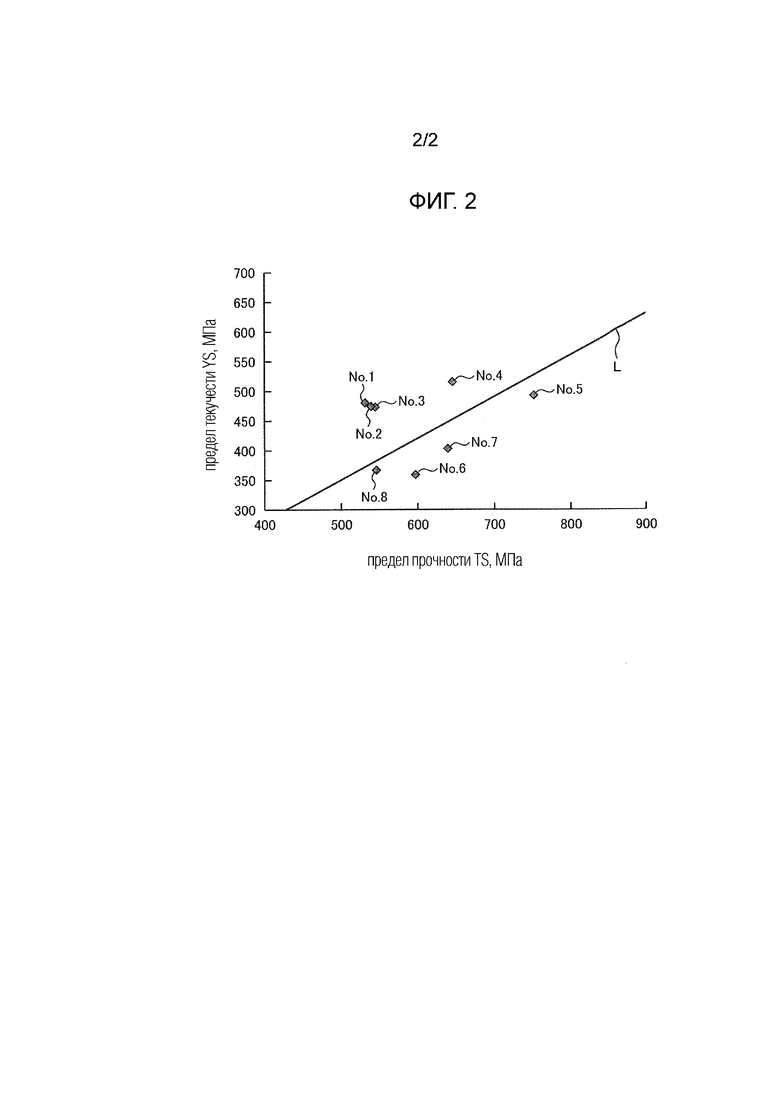
Фиг. 2 представляет собой график, иллюстрирующий зависимость между пределом прочности TS и пределом текучести YS после термической обработки.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] Авторы настоящего изобретения провели исследования под разными углами для достижения цели. В результате было обнаружено, что цель блестяще достигается, когда точка Ac3 (°C) стального листа повышается за счет соответствующего регулирования химического состава, а стальной лист имеет микроструктуру, состоящую в основном из феррита, в результате чего было завершено настоящее изобретение.
[0014] В настоящем изобретении можно реализовать низкопрочный стальной лист для горячей штамповки, из которого может быть произведен горячештампованный элемент, имеющий отношение предела текучести к пределу прочности YR 70% или больше и предел прочности TS 500-800 МПа, без значительной зависимости от процесса горячей штамповки.
[0015] Причина, по которой химический состав низкопрочного стального листа для горячей штамповки настоящего варианта осуществления устанавливается как описано выше, заключается в следующем. В дальнейшем проценты в химическом составе означают мас.%.
[0016] Низкопрочный стальной лист для горячей штамповки по настоящему изобретению содержит в своем химическом составе С: 0,005% - 0,12%, Si: 0,50% - 2,0%, Mn: 0,50% или меньше (не включая 0%), Al: 0,010% - 1,0%, P: 0,1000% или меньше (не включая 0%), S: 0,0100% или меньше (не включая 0%), N: 0,0100% или меньше (не включая 0%), и O: 0,0100% или меньше (не включая 0%).
[0017] [C: 0,005% - 0,12%]
C является элементом, который обеспечивает прочность стальных листов. C также является элементом, который облегчает образование мартенсита в микроструктуре после термической обработки за счет понижения точки Ac3 и увеличивает прочность горячештампованных элементов. Когда количество такого C становится чрезмерным, происходит уменьшение отношения YR предела текучести к пределу прочности горячештампованных элементов, и верхний предел количества C таким образом должен быть установлен равным 0,12% или меньше. Количество C предпочтительно составляет 0,10% или меньше, и более предпочтительно 0,08% или меньше. С другой стороны, чрезмерное уменьшение количества C приводит к увеличению производственных затрат, и таким образом количество C устанавливается равным 0,005% или больше. Количество С предпочтительно составляет 0,007% или больше, и более предпочтительно 0,010% или больше.
[0018] [Si: 0,50% - 2,0%]
Si является важным элементом для повышения точки Ac3, чтобы уменьшить долю аустенита во время термической обработки и уменьшить зависимость горячештампованных элементов от процесса горячей штамповки. Si также является элементом, который способствует обеспечению прочности горячештампованных элементов за счет упрочнения твердого раствора феррита. Для того, чтобы проявить эти эффекты, количество Si устанавливается равным 0,50% или больше. Количество Si предпочтительно составляет 0,70% или больше, и более предпочтительно 1,0% или больше. Однако, когда количество Si становится чрезмерным, происходит ухудшение свойств травления во время изготовления стального листа и ухудшение свойств металлизации. Количество Si таким образом устанавливается равным 2,0% или меньше. Количество Si предпочтительно составляет 1,8% или меньше, и более предпочтительно 1,6% или меньше.
[0019] [Mn: 0,50% или меньше (не включая 0%)]
Mn понижает точку Ac3 и таким образом является нежелательным элементом в настоящем изобретении. Mn также является элементом, который увеличивает долю аустенита во время термической обработки и улучшает зависимость горячештампованных элементов от процесса горячей штамповки. Кроме того, Mn улучшает прокаливаемость, облегчает образование мартенсита в микроструктуре горячештампованных элементов и понижает отношение YR предела текучести к пределу прочности горячештампованных элементов. Следовательно, количество Mn устанавливается равным 0,50% или меньше. Количество Mn предпочтительно составляет 0,40% или меньше, и более предпочтительно 0,30% или меньше. С другой стороны, чрезмерное уменьшение количества Mn приводит к увеличению производственных затрат, и таким образом количество Mn устанавливается большим, чем 0%. Нижний предел количества Mn предпочтительно составляет 0,005% или больше, и более предпочтительно 0,01% или больше.
[0020] [Al: 0,010% - 1,0%]
Al является элементом, который функционирует как раскислитель. Al, как Si, является элементом, который повышает точку Ac3, уменьшает долю аустенита во время термической обработки и уменьшает зависимость от процесса горячей штамповки горячештампованных элементов. Al также является элементом, который растворяется в феррите с образованием твердого раствора и способствует обеспечению прочности горячештампованных элементов за счет упрочнения твердого раствора феррита. Для того, чтобы проявить эти эффекты, количество Al устанавливается равным 0,010% или больше. Количество Al предпочтительно составляет 0,020% или больше, и более предпочтительно 0,025% или больше. Однако, чрезмерное содержание Al приводит к увеличению производственных затрат, и таким образом количество Al устанавливается равным 1,0% или меньше. Количество Al предпочтительно составляет 0,80% или меньше, и более предпочтительно 0,70% или меньше.
[0021] [P: 0,1000% или меньше (не включая 0%)]
P является элементом, который неизбежно содержится и ухудшает свариваемость стальных листов. P также является элементом, который способствует упрочнению твердого раствора фазы феррита. Для того, чтобы проявить такие эффекты и не ухудшить свариваемость стальных листов, количество P устанавливается равным 0,1000% или меньше. Количество Р предпочтительно составляет 0,0500% или меньше, и более предпочтительно 0,0200% или меньше. P представляет собой примесь, которая неизбежно содержится в стали, и уменьшить количество P до 0% в промышленном производстве невозможно, поэтому P обычно содержится в количестве 0,0005% или больше.
[0022] [S: 0,0100% или меньше (не включая 0%)]
S является элементом, который неизбежно содержится и ухудшает свариваемость стальных листов. Количество S таким образом устанавливается равным 0,0100% или меньше. Количество S предпочтительно составляет 0,0080% или меньше, и более предпочтительно 0,0050% или меньше. Более предпочтительно, чтобы количество S было как можно меньшим, и таким образом нижний предел количества S особенно не ограничивается. Однако, в промышленном производстве невозможно уменьшить количество S до 0%, и S обычно содержится в количестве 0,0001% или больше.
[0023] [N: 0,0100% или меньше (не включая 0%)]
N является элементом, который неизбежно содержится, и который формирует AlN и уменьшает эффект растворенного Al, когда он содержится в чрезмерном количестве. Количество N таким образом устанавливается равным 0,0100% или меньше. Количество N предпочтительно составляет 0,0080% или меньше, и более предпочтительно 0,0050% или меньше. Более предпочтительно, чтобы количество N было как можно меньшим, и таким образом нижний предел количества N особенно не ограничивается. Однако, в промышленном производстве невозможно уменьшить количество N до 0%, и N обычно содержится в количестве 0,0001% или больше.
[0024] [O: 0,0100% или меньше (не включая 0%)]
O является элементом, который неизбежно содержится, и который формирует оксид, когда он содержится в чрезмерном количестве, и понижает количество растворенного Si, вызывая уменьшение прочности феррита. Количество О таким образом устанавливается равным 0,0100% или меньше. Количество О предпочтительно составляет 0,0050% или меньше, и более предпочтительно 0,0030% или меньше. Более предпочтительно, чтобы количество О было как можно меньшим, и таким образом нижний предел количества О особенно не ограничивается. Однако, в промышленном производстве невозможно уменьшить количество О до 0%, и О обычно содержится в количестве 0,0001% или больше.
[0025] Основные компоненты низкопрочного стального листа для горячей штамповки настоящего варианта осуществления описаны выше, а остаток представляет собой железо и неизбежные примеси, отличающиеся от P, S, N и O, описанных выше. В качестве этих неизбежных примесей допускается примешивание случайных элементов (Pb, Bi, Sb, Sn и т.п.), вводимых в зависимости от ситуации с сырьем, материалами, производственным оборудованием и т.п., при условии, что эффекты настоящего изобретения не ослабляются.
[0026] Низкопрочный стальной лист для горячей штамповки по настоящему варианту осуществления может дополнительно содержать по меньшей мере один из Ti и Nb в качестве другого элемента, и свойства стального листа дополнительно улучшаются за счет содержания этих элементов.
[0027] [По меньшей мере один из Ti: 0,10% или меньше (не включая 0%), и Nb: 0,10% или меньше (не включая 0%)]
Ti и Nb являются элементами, образующими карбид, и способствуют измельчению микроструктуры стальных листов. Поскольку микроструктура стальных листов является измельченной, облегчается обратное превращение во время термической обработки, но образование феррита может облегчаться во время охлаждения в процессе горячей штамповки, и доля феррита в горячештампованном элементе может быть увеличена. Такой эффект усиливается по мере увеличения содержания Ti и Nb, но существует недостаток, заключающийся в том, что при избыточном содержании Ti и Nb способность к холодной прокатке ухудшается. С этой точки зрения содержание Ti и Nb составляет 0,10% или менее. Содержание Ti и Nb предпочтительно составляет 0,07% или менее, более предпочтительно 0,05% или менее. Может содержаться один из Ti и Nb, или могут содержаться оба этих элемента. Нижние пределы содержания Ti и Nb не ограничиваются, поскольку эффекты проявляются, когда Ti и Nb содержатся в небольших количествах, и Ti и Nb предпочтительно содержатся в количестве 0,005% или больше для более эффективного проявления эффектов.
[0028] Лист из низкопрочной стали для горячей штамповки по настоящему варианту осуществления имеет точку Ас3 (°C), представленную следующим Уравнением (1), равную 890°C или больше.
Точка Ac3 (°C)=910 — 203 × [C]1/2+44,7 × [Si] — 30 × [Mn] + 700 × [P] + 400 × [Al] + 400 × [Ti] (1)
В Уравнении (1) [C], [Si], [Mn], [P], [Al] и [Ti] представляют собой значения, обозначающие содержание C, Si, Mn, P, Al и Ti в мас.%, соответственно.
[0029] В публикации «Leslie Steel Materials Science» (Maruzen Co., Ltd., May 31, 1985, p. 273) точка Ac3 (°C) рассчитывается по следующему Уравнению (2). Уравнение (1) является упрощением следующего Уравнения (2) с учетом типов содержащихся элементов. А именно, в низкопрочном стальном листе для горячей штамповки по настоящему варианту осуществления внимание уделяется Si и Al, которые повышают точку Ac3 (°C) и вызывают меньшую озабоченность по поводу ухудшения других свойств, а количества C, Mn и т.п., которые понижают точку Ac3 (°C), уменьшаются.
Точка Ac3 (°C)=910 — 203 × [C]1/2 — 15,2 × [Ni] + 44,7 × [Si] + 104 × [V] + 31,5 × [Mo] + 13,1 × [W] — [30 × [Mn] + 11 × [Cr] + 20 × [Cu] — 700 × [P] — 400 × [Al] — 120 × [As] — 400 × [Ti]] (2)
В Уравнении (2) [C], [Ni], [Si], [V], [Mo], [W], [Mn], [Cr], [Cu], [P], [Al], [As] и [Ti] представляют собой значения, обозначающие содержание C, Ni, Si, V, Mo, W, Mn, Cr, Cu, P, Al, As и Ti в мас.%, соответственно.
[0030] В низкопрочном стальном листе для горячей штамповки по настоящему варианту осуществления требуется, чтобы доля площади феррита на глубине 1/4 толщины стального листа составляла 80% или больше. Точка измерения доли площади феррита устанавливается на глубине 1/4 толщины стального листа, потому что это точка, в которой проявляются наиболее типичные свойства стального листа.
[0031] В настоящем варианте осуществления доля площади феррита представляет собой величину, измеряемую путем подсчета точек. Этот подсчет точек представляет собой метод, применяемый для расчета процента площади между смешанной микроструктурой и зернами кристаллов феррита, когда примешивается микроструктура, отличающаяся от феррита, и представляет собой метод, в котором берется фотография анализируемой поверхности (поверхности, обнаженной на глубине 1/4 толщины стального листа), на эту фотографию наносится заданная сетка линий, и подсчитывается количество точек сетки, занятых кристаллическими зернами феррита. В примерах, описанных ниже, подсчет точек выполнялся при условии, что количество ячеек (квадратов), разделенных линиями сетки, равно 100. Для наблюдения микроструктуры при определении доли площади феррита используется оптический микроскоп или сканирующий микроскоп (увеличение: от 400 до 1000) в зависимости от размера кристаллических зерен феррита, но измеренные численные значения не изменяются.
[0032] За счет надлежащего управления химическим составом, как было описано выше, и увеличения доли площади феррита в стальном листе можно уменьшить долю микроструктуры, содержащей С, такой как перлит, бейнит и мартенсит, которые преимущественно подвергаются обратному преобразованию в аустенит. Увеличивая долю площади феррита в стальном листе, можно отсрочить обратное превращение в аустенит, уменьшить долю аустенита при термообработке, обеспечить предел текучести YS и увеличить коэффициент текучести YR без чрезмерного увеличения предела прочности TS стального листа после термической обработки.
[0033] С этой точки зрения требуется, чтобы доля площади феррита в низкопрочном стальном листе для горячей штамповки настоящего варианта осуществления составляла 80% или более. Доля площади феррита предпочтительно составляет 84% или больше, и более предпочтительно 86% или больше. Альтернативно доля площади феррита может составлять 100%. В низкопрочном стальном листе для горячей штамповки настоящего варианта осуществления требуется лишь, чтобы доля площади феррита составляла 80% или больше, и перлит, бейнит, и мартенсит, упомянутые выше как микроструктуры, отличающиеся от феррита, могут содержаться в небольших количествах. Альтернативно может содержаться остаточный аустенит.
[0034] По сути предпочтительно, чтобы содержание элементов, которые могут уменьшить долю площади феррита, было минимально возможным. Например, действие В заключается в подавлении образования и роста полигонального феррита на границах аустенитных зерен и, как следствие, в уменьшении доли площади феррита. Предпочтительно, чтобы содержание элементов, которые уменьшают долю площади феррита, таких как B, было минимально возможным. Однако, допустимо содержание элементов, которые уменьшают долю площади феррита, в диапазоне, в котором указанные выше отрицательные эффекты не проявляются, например в количестве 0,0005% или меньше.
[0035] Низкопрочный стальной лист для горячей штамповки по настоящему варианту осуществления включает в себя горячекатаные стальные листы и холоднокатаные стальные листы, и эти горячекатаные стальные листы и холоднокатаные стальные листы могут иметь слой, оцинкованный погружением в расплав (GI: горячее цинкование погружением), или слой горячего цинкования погружением (GA: горячее цинкование погружением с легированием), и настоящее изобретение также включает в себя стальные листы, оцинкованные погружением в расплав (стальные листы GI), и стальные листы, оцинкованные горячим погружением с легированием (стальные листы GA).
[0036] Настоящее описание раскрывает различные аспекты описанной выше технологии, но основная технология кратко изложена ниже.
[0037] Низкопрочный стальной лист для горячей штамповки по настоящему варианту осуществления содержит в своем химическом составе, в мас.%, С: 0,005% - 0,12%, Si: 0,50% - 2,0%, Mn: 0,50% или меньше (не включая 0%), Al: 0,010% - 1,0%, P: 0,1000% или меньше (не включая 0%), S: 0,0100% или меньше (не включая 0%), N: 0,0100% или меньше (не включая 0%), O: 0,0100% или меньше (не включая 0%), а также железо и неизбежные примеси в качестве остатка, причем его точка Ac3 (°C), представленная Уравнением (1), равна 890°C или больше, а доля площади феррита на глубине 1/4 толщины стального листа составляет 80% или больше.
[0038] За счет использования такой конфигурации можно реализовать низкопрочный стальной лист для горячей штамповки, из которого может быть произведен горячештампованный элемент, имеющий отношение предела текучести к пределу прочности 70% или больше и предел прочности 500-800 МПа, без значительной зависимости от процесса горячей штамповки.
[0039] Низкопрочный стальной лист для горячей штамповки по настоящему варианту осуществления может дополнительно содержать по меньшей мере один из Ti: 0,10% или меньше (не включая 0%), и Nb: 0,10% или меньше (не включая 0%), и свойства стального листа дополнительно улучшаются в зависимости от содержащихся компонентов.
[0040] Низкопрочный стальной лист для горячей штамповки по настоящему варианту осуществления используется в качестве стального листа для изготовления составной размерной заготовки (tailored blank) путем соединения со стальным листом, имеющим предел прочности 1000 МПа или больше после термической обработки. В обычном процессе горячей штамповки температура нагрева перед прессованием устанавливается равной однофазной температуре аустенита (а именно температуре выше точки Ac3). Стальной лист, нагретый до указанной температуры, затем подвергается прессованию при охлаждении в пресс-форме для формования в горячештампованный элемент.
[0041] В стальном листе, имеющем предел прочности 1000 МПа или больше после термической обработки, точка Ac3 стального листа обычно устанавливается ниже 860°C. Следовательно, когда низкопрочный стальной лист для горячей штамповки по настоящему варианту осуществления используется в составной размерной заготовке путем объединения со стальным листом, имеющим предел прочности 1000 МПа или больше после термической обработки посредством сварки и т.п., тогда нагревание выполняется до диапазона температур 860°C или больше и точки Ac3 или меньше низкопрочного стального листа для горячей штамповки, а затем выполняется горячая штамповка, и получается элемент составной размерной заготовки, имеющий область, в которой предел прочности составляет 1000 МПа или больше, и область, в которой предел прочности составляет 500-800 МПа.
[0042] А именно, в стальном листе, имеющем предел прочности 1000 МПа или больше после термической обработки, описанный выше диапазон температур нагрева становится аустенитной областью, и мартенсит и бейнит образуются во время последующего охлаждения, делая стальной лист высокопрочным. В низкопрочном стальном листе для горячей штамповки настоящего варианта осуществления описанный выше диапазон температуры нагрева становится двухфазной областью аустенита и феррита, и образование мартенсита и бейнита во время последующего охлаждения подавляется, и формируется микроструктура, состоящая главным образом из феррита, делая стальной лист низкопрочным. Как было описано выше, в процессе горячей штамповки температура нагрева перед прессованием устанавливается равной однофазной температуре аустенита, в частности в диапазоне температур 900°C±50°C. Однако, в настоящем изобретении диапазон температур нагрева во время горячей штамповки может быть подходящим образом установлен внутри диапазона температур 900°C±50°C в зависимости от точки Ac3 каждого стального листа, используемого в составной размерной заготовке.
[0043] Как ясно из сути, за счет включения нагрева низкопрочного стального листа для горячей штамповки по настоящему варианту осуществления до точки Ac3 (°C) или ниже и подвергания нагретого стального листа горячей штамповке можно произвести не только элементы составной размерной заготовки, но также и горячештампованные элементы, обладающие желаемыми свойствами. А именно, горячештампованный элемент, полученный с использованием низкопрочного стального листа для горячей штамповки по настоящему варианту осуществления, представляет собой горячештампованный элемент, демонстрирующий такие свойства, как отношение предела текучести к пределу прочности 70% или больше и предел прочности 500-800 МПа.
[0044] Далее эффекты настоящего изобретения будут конкретно описаны на основе примеров, но следующие примеры не предназначены для ограничения настоящего изобретения, и любые изменения в соответствии с описанной выше сутью настоящего изобретения включаются в его техническую область изобретения.
Примеры
[0045] Были изготовлены различные стальные материалы, имеющие химические составы (типы стали от А до Н), представленные в Таблице 1 ниже, и различные стальные листы (Эксперименты №№ 1-8) были изготовлены при условиях горячей прокатки, представленных в Таблице 2 ниже. Стали типов от A до F, представленные в Таблице 1 ниже, являются примерами, полученными в лаборатории, а стали типов G и H представляют собой материалы, изготовленные на реальном производственном оборудовании. Точки Ac3, представленные в Таблице 1, являются значениями, вычисленными на основе Уравнения (1). В Таблице 1 столбец [-] означает, что этот элемент не добавляется или его содержание меньше предела измерения. P, S, N и O являются неизбежными примесями, как было описано выше, и значения, представленные в столбцах P, S, N и O, означают неизбежно содержащееся количество. Толщина стального листа GA Эксперимента № 7 является толщиной после шлифовки поверхности на 0,2 мм и удаления легированного слоя горячего цинкования погружением. Толщина горячекатаного стального листа Эксперимента № 8 является толщиной после шлифовки поверхности на 0,2 мм и удаления окалины.
[0046] [Таблица 1]
[0047] [Таблица 2]
(мм)
[0048] Что касается полученных различных стальных листов, доля площади феррита (именуемая в дальнейшем «долей феррита») измерялась путем описанного выше подсчета точек, выполнялась термическая обработка, предполагающая процесс горячей штамповки, и свойства при растяжении стальных листов после термической обработки оценивались следующим способом. Термическая обработка в это время выполнялась с помощью симулятора термообработки на основе следующих ссылок 1 и 2. Схема термообработки, предполагающая процесс горячей штамповки, представлена на Фиг. 1.
Ссылка 1: Conference Proceedings of the Society of Automotive Engineers of Japan, No.72-07, p.14
Ссылка 2: Metal Forming, steel research int. 79 (2008), No. 2, p. 81
[0049] Схема термической обработки, показанная на Фиг. 1, означает, что стальной лист нагревается до 890°C со скоростью 10°C/с, выдерживается при этой температуре в течение 300 с, затем охлаждается до 750°С со скоростью 20°C/с, охлаждается до 450°C со скоростью 40°C/с, а затем дополнительно охлаждается до комнатной температуры (25°C) со скоростью приблизительно 5°C/с.
[0050] [Измерение свойств растяжения]
Предел прочности TS и предел текучести YS определялись путем отбора тестовых образцов № 5 стандарта JIS (тестовые образцы в форме листа) и проведения испытания на растяжение в соответствии со стандартом JIS Z 2241: 2011. При этом, что касается предела текучести YS, верхний предел текучести UYP измерялся, когда появлялся четкий предел текучести, а предел текучести 0,2% σ0,2 определялся на основе стандарта JIS, когда предел текучести не появлялся. В качестве критериев допустимости были определены предел прочности TS в диапазоне 500-800 МПа и отношение YR предела текучести к пределу прочности, равное 70% или больше.
[0051] Результаты представлены в Таблице 3 ниже вместе с применяемыми типами стали (типы стали от А до Н).
[0052] [Таблица 3]
(% площади)
(МПа)
(МПа)
(%)
[0053] Из этих результатов можно сделать следующие выводы. Эксперименты №№ 1-4 являются примерами настоящего изобретения, в которых химический состав, точка превращения Ac3 (°C) и доля феррита находятся в пределах диапазонов, установленных в настоящем изобретении, и можно заметить, что предел прочности TS 500-800 МПа после термической обработки и отношение предела текучести к пределу прочности YR 70% или больше были обеспечены в Экспериментах №№ 1-4.
[0054] В отличие от этого, Эксперименты №№ 5-8 являются сравнительными примерами, которые не удовлетворяют ни одному из требований, предписанных в настоящем изобретении, и желаемые свойства не были получены в Экспериментах №№ 5-8. В частности, Эксперимент № 5 является примером, полученным с использованием стали типа E, в которой количество Mn является избыточным (количество B также является избыточным), и представляет собой стальной лист, имеющий точку превращения Ac3 (°C) ниже 890°C и низкую долю феррита, а отношение предела текучести к пределу прочности YR стального листа после термической обработки составляет менее 70%. Эксперимент № 6 является примером, полученным с использованием стали типа F, в которой количество Si является малым, а количество Mn избыточным, и представляет собой стальной лист, имеющий точку превращения Ac3 (°C) ниже 890°C и низкую долю феррита, а отношение предела текучести к пределу прочности YR стального листа после термической обработки составляет менее 70%.
[0055] Эксперимент № 7 является примером, примененным к стальному листу GA, но полученным с использованием стали типа G, в которой количество Si является малым, а количество Mn избыточным, и представляет собой стальной лист, имеющий точку превращения Ac3 (°C) ниже 890°C и низкую долю феррита, а отношение предела текучести к пределу прочности YR стального листа после термической обработки составляет менее 70%. Эксперимент № 8 является примером, примененным к горячекатаному стальному листу, но полученным с использованием стали типа Н, в которой количество Si является малым, а количество Mn избыточным, и представляет собой стальной лист, имеющий точку превращения Ac3 (°C) ниже 890°C и низкую долю феррита, а отношение предела текучести к пределу прочности YR стального листа после термической обработки составляет менее 70%.
[0056] На основе этих результатов соотношение между предела прочности TS и пределом текучести YS после термической обработки иллюстрируется на Фиг. 2. На Фиг. 2 линия L обозначает границу, где отношение предела текучести к пределу прочности YR составляет 70%, верхняя область, включая линию L, означает, что отношение предела текучести к пределу прочности YR составляет 70% или больше, а область ниже линии L означает, что отношение предела текучести к пределу прочности YR составляет менее 70%. На Фиг. 2 № означает номер эксперимента.
[0057] Как видно из этих результатов, в примерах настоящего изобретения (№№ 1-4) горячештампованные элементы (стальные листы после термической обработки), имеющие отношение предела текучести к пределу прочности 70% или больше и предел прочности TS 500-800 МПа, могут быть произведены без значительной зависимости от процесса горячей штамповки.
[0058] Настоящая заявка основана на японской патентной заявке № 2019-154727, поданной 27 августа 2019 г., содержание которой включено в настоящий документ посредством ссылки.
[0059] Настоящее изобретение было описано выше подходящим образом и в достаточной степени через варианты осуществления со ссылкой на конкретные примеры и т.п. Однако специалистам в данной области должно быть понятно, что изменения и/или усовершенствования вышеописанных вариантов осуществления могут быть легко выполнены. Соответственно, изменения или усовершенствования, сделанные специалистами в данной области техники, должны рассматриваться как входящие в объем формулы изобретения, если только эти изменения или усовершенствования не находятся на уровне, выходящем за пределы объема прилагаемой формулы изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0060] Настоящее изобретение имеет широкий диапазон промышленного применения в области техники, связанной со стальными листами для горячей штамповки и горячештампованными элементами.
Изобретение относится к области металлургии, а именно к низкопрочному стальному листу для горячей штамповки, используемому в автомобилестроении при производстве горячештампованного элемента, имеющего предел прочности TS 500-800 МПа. Стальной лист содержит, мас.%: C: от 0,005% до 0,12%, Si: от 0,50% до 2,0%, Mn: 0,50% или меньше (не включая 0%), Al: от 0,010% до 1,0%, P: 0,1000% или меньше (не включая 0%), S: 0,0100% или меньше (не включая 0%), N: 0,0100% или меньше (не включая 0%), O: 0,0100% или меньше (не включая 0%), необязательно, по меньшей мере один из Ti: 0,10% или меньше, не включая 0%, и Nb: 0,10% или меньше, не включая 0%, остальное - железо и неизбежные примеси. Доля площади феррита на глубине 1/4 толщины стального листа составляет 80% или больше, а точка Ac3 (°C), определяемая по уравнению: Точка Ac3 (°C) = 910 - 203 × [C]1/2 + 44,7 × [Si] - 30 × [Mn] + 700 × [P] + 400 × [Al] + 400 × [Ti], где [C], [Si], [Mn], [P], [Al] и [Ti] представляют собой содержание в стали соответствующих компонентов в мас.%, составляет 890°C или более. Использование листа позволяет получать горячештампованные элементы с требуемым комплексом свойств. 4 н.п. ф-лы, 2 ил., 3 табл.
1. Низкопрочный стальной лист для горячей штамповки для производства горячештампованного элемента, имеющего предел прочности TS 500-800 МПа, содержащий, мас.%:
C: от 0,005% до 0,12%,
Si: от 0,50% до 2,0%,
Mn: 0,50% или меньше (не включая 0%),
Al: от 0,010% до 1,0%,
P: 0,1000% или меньше (не включая 0%),
S: 0,0100% или меньше (не включая 0%),
N: 0,0100% или меньше (не включая 0%),
O: 0,0100% или меньше (не включая 0%),
необязательно, по меньшей мере один из Ti: 0,10% или меньше, не включая 0%, и Nb: 0,10% или меньше, не включая 0%, и
железо и неизбежные примеси – остальное,
в котором точка Ac3 (°C), представленная следующим уравнением (1), равна 890°C или больше, а доля площади феррита на глубине 1/4 толщины стального листа составляет 80% или больше:
Точка Ac3 (°C) = 910 - 203 × [C]1/2 + 44,7 × [Si] - 30 × [Mn] + 700 × [P] + 400 × [Al] + 400 × [Ti] (1)
где [C], [Si], [Mn], [P], [Al] и [Ti] представляют собой значения, обозначающие содержание C, Si, Mn, P, Al и Ti в мас.% соответственно.
2. Способ производства горячештампованного элемента, содержащий нагревание низкопрочного стального листа для горячей штамповки по п. 1 до точки Ac3 (°C) или ниже и выполнение горячей штамповки.
3. Горячештампованный элемент, полученный с использованием низкопрочного стального листа для горячей штамповки по п. 1.
4. Горячештампованный элемент, полученный с использованием низкопрочного стального листа для горячей штамповки по п. 1, причем горячештампованный элемент выполнен в виде составной размерной заготовки, причем низкопрочный стальной лист для изготовления составной размерной заготовки соединен со стальным листом, имеющим предел прочности 1000 МПа или больше после термической обработки.
| CA 3040634 A1, 03.05.2018 | |||
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬ, ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕШТАМПОВАННОЙ СТАЛИ | 2014 |
|
RU2627313C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2013 |
|
RU2586387C2 |

