Изобретение относится к области приборостроения и может быть использовано в испытаниях поворотных столов (ПС).
Известен способ проверки оптических делительных головок (ОДГ) ГОСТ 8.046-2010 (аналог). Шпиндель ОДГ ориентируют вертикально и закрепляют на нем многогранную призму (МП). На станине ОДГ располагают автоколлиматор (АК). Совмещают автоколлимационное изображение марки от первой грани МП с вертикальным штрихом среднего деления шкалы АК и закрепляют АК. Поворачивают шпиндель ОДГ на угловой интервал МП, устанавливаемый по шкале ОДГ, и снимают отсчет АК на грани МП. Аналогичные операции проводят для всех углов МП. Находят значение погрешности каждого угла основного лимба ОДГ. При расчете необходимо учитывать отклонения действительных углов МП от их номинального значения. Это является недостатком способа, так как необходимость учета указанных отклонений (поправок призмы) осложняет проверку ОДГ.
Известен способ проверки ПС, описанный в RU 2596693 (прототип), в котором к шпинделю поворотного угломерного стола прикреплено приспособление с многогранной кварцевой призмой, а к входу/выходу процессорного устройства подключен цифровой автоколлиматор, наведенный на зеркало призмы. Проверки проводятся путем задания позиций j=1, 2, …n (углов поворота шпинделя), запроса и приема в каждой из них цифровой информации с выхода автоколлиматора на вход/выход процессорного устройства и сравнения полученных данных с измеренными поворотным столом углами позиций j=1, 2, …n. Для проверки погрешностей в диапазоне 360° углы j=1, 2, …n задают в обороте шпинделя. Недостатком способа является то, что поскольку углы МП известны из документов МП с погрешностью, при сравнении данных, полученных с выхода АК, с углами, измеренными ПС, она вносится в результаты проверки ПС.
Задачей изобретения является снижение погрешности, вносимой МП в результаты проверки ПС.
Указанная задача выполняется в способе проверки погрешностей круговой шкалы поворотного стола (ПС), в котором выставляют многогранную призму (МП) на шпинделе ПС в начальное положение относительно автоколлиматора (АК), а шпиндель - в начальное положение относительно шкалы ПС; прикрепляют МП к шпинделю ПС; задают углы поворота шпинделя в обороте; измеряют ПС и АК каждого из заданных углов, согласно изобретению, выполняют цикл измерений - задают углы с интервалом 360°/n в диапазоне 360° и после измерения ПС и АК каждого из углов поворота шпинделя, открепляют и устанавливают МП в начальное положение относительно АК, и прикрепляют МП к шпинделю ПС; по результатам измерений всех углов поворота шпинделя вычисляют значения погрешности измерения углов на основании разности показаний ПС и АК, выполняют k циклов измерений, после завершения каждого цикла открепляют и выставляют МП на шпинделе ПС в положение относительно АК, повернутое относительно начального положения МП на новый угол, кратный 360°/n и вычисляют систематические погрешности шкалы на углах j как среднее арифметическое полученных значений погрешностей.
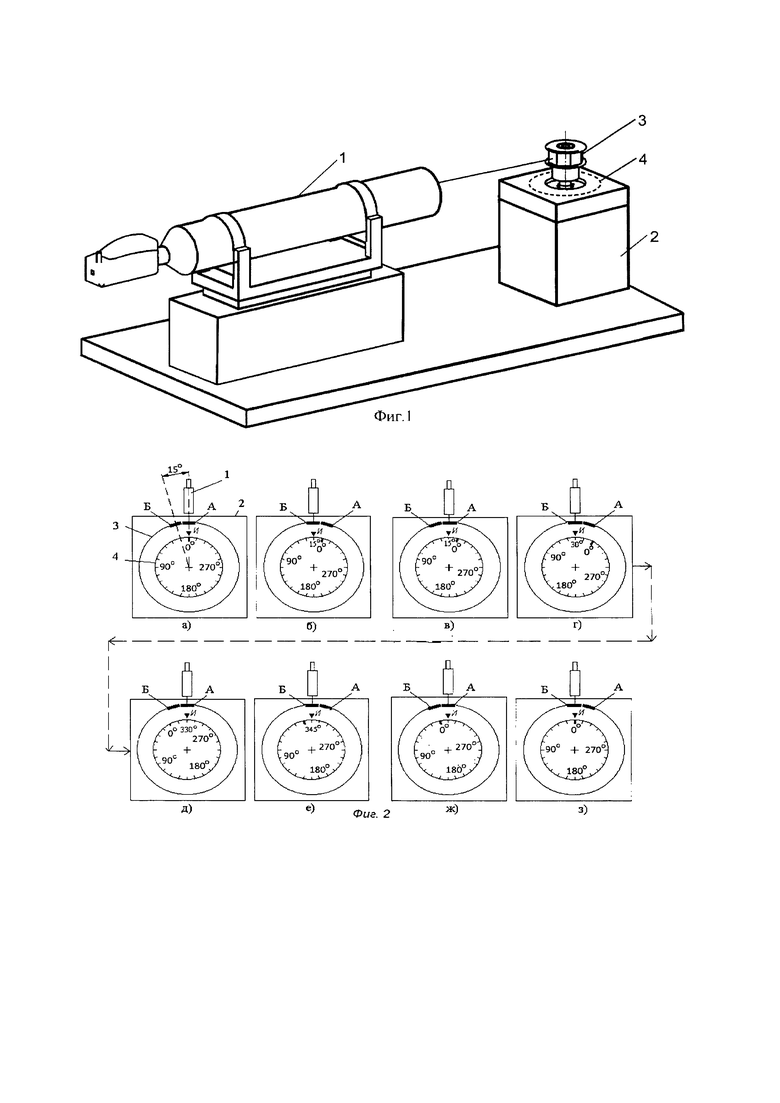
На фиг. 1 показана схема рабочего места проверки ПС, на фиг. 2 - схема проведения проверки (пример способа).
АК (1) и ПС (2) установлены на основании проверки, ось АК горизонтальна, ось шпинделя ПС вертикальна. На шпинделе ПС размещена МП (3). К шпинделю ПС прикреплена круговая шкала (4). ПС имеет привод шпинделя и устройство для задания углов поворота шпинделя (не показаны).
Круговая шкала ПС (кольцо с множеством рисок) показана схематично, как окружность 4 (фиг. 2а). Для наглядности круговая шкала 4 имеет отметки углов (0°, 90°, 180°, 270°) и неподвижный индекс И, обозначающий считывающее устройство углов шкалы.
В примере способа рассматривается 24-гранная призма 3 (фиг. 2а), имеющая угловой интервал 15° между смежными гранями А и Б (остальные грани не показаны и обозначены описанной окружностью граней).
При подготовке проверки АК ориентируют так, чтобы его ось пересекалась с осью шпинделя ПС (фиг. 1), и фиксируют АК на основании на все время проверки. Поворотом шпинделя устанавливают начало шкалы 4 (0°, фиг. 2а).
Проверка проводится в следующей последовательности:
1. Поворотом МП на шпинделе минимизируют (обнуляют) отсчет АК на грани А и прикрепляют МП к шпинделю (фиг. 2а).
2. Задают первый поворот шпинделя (j=1) на угол 15° по шкале ПС, ось АК переходит на грань Б (фиг. 2б).
3. Снимают отсчет по шкале ПС (α1) за вычетом номинала, на который повернута шкала ПС (15°, фиг. 2б). Снимают отсчет АК на грани Б (β1).
4. Открепляют МП от шпинделя и переустанавливают МП на шпинделе, ось АК снова переходит на грань А (фиг. 2в).
5. Задают второй поворот шпинделя (j=2) на угол 15° по шкале ПС (угол 30° шкалы ПС), ось АК снова переходит на грань Б (фиг. 2г).
6. Снимают отсчет угла по шкале ПС (α2) за вычетом номинала угла, на который повернута шкала ПС (30°, фиг. 2г). Снимают отсчет АК на грани Б (β2).
Затем снова переустанавливают МП, задают поворот шпинделя (j=3) на угол 15° по шкале ПС, снимают отсчеты углов (α3 и β3), и т.д., как показано на фиг. 2 штриховой линией. На позициях д) и е) фиг. 2 - предпоследний поворот (j=23) и на позициях ж) и з) фиг. 2 - последний (j=24), при этом задание углов поворота шпинделя по шкале ПС завершается: 330°, 345° и 360° (0°).
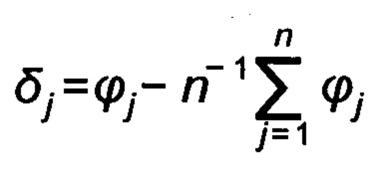
По результатам всех поворотов шпинделя и измерений углов, вычисляют значения погрешности измерения углов, допущенные ПС в проверке:

где δj - погрешность измерения j-го угла поворота шпинделя, допущенная поворотным столом;
ϕj - разность значений j-го угла поворота шпинделя, измеренных поворотным столом и автоколлиматором.
Значение разности ϕj в формуле (1) находят по формуле:

где αj - измеренное поворотным столом значение (за вычетом номинала) j-го угла поворота шпинделя, заданного по круговой шкале ПС;
βj - измеренное автоколлиматором между гранями А и Б МП значение j-го угла поворота шпинделя, заданного по круговой шкале ПС.
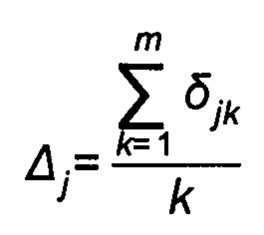
Для повышения достоверности проверки круговой шкалы ПС выполняют k (k=1, 2, …, m, где m - количество комбинаций углов МП) циклов всех операций, представленных выше. После завершения каждого цикла выставляют МП на шпинделе ПС в новое положение относительно АК, повернутое относительно начального положения на угол, кратный 360°/n (в нашем примере этот угол равен 15°). Чем больше k циклов будет сделано, тем выше достоверность проверки круговой шкалы ПС. Вычисляют систематические погрешности шкалы Δj на углах j:
где δjk - погрешность измерения j-го угла поворота шпинделя поворотного стола на каждом k цикле измерения;
По результатам расчетов проводится калибровка ПС и дается заключение о пригодности ПС к дальнейшей эксплуатации.
Покажем, что в новом способе точность проверки выше, чем в прототипе.
В прототипе сравнивают данные, полученные с выхода АК, с углами, измеренными ПС, как разность двух чисел:

где αj - измеренное поворотным столом значение (за вычетом номинала) j-го угла поворота шпинделя, заданного по круговой шкале ПС;
γj - измеренное автоколлиматором на j-ой грани МП значение j-го угла поворота шпинделя, заданного по круговой шкале ПС.
Пусть в прототипе: Δαj (Δγ)j - погрешность измеренного ПС (АК) значения αj (γj), j-го угла поворота шпинделя, причем:

где αjш - значение j-го угла поворота шпинделя.
Подставим (5) в (4), получаем:

то есть угол αjш, одинаковый для шкалы ПС и МП (которые прикреплены к шпинделю и жестко связаны), исключается, а значения Δαj и Δγj погрешности алгебраически складываются. Таким образом, имеем для прототипа:

На основании (6) заключаем: погрешность измерения j-го угла круговой шкалы ПС (δi) равна погрешности шкалы ПС (Δαj) и включает погрешность угла между гранями МП (Δγj). Например, если Δαj=0,4'' и Δγj=0,2'', то δj=0,2'' - в данном случае МП вдвое ухудшает точность проверки j-го угла (должно быть 0,4'', но получен ложный результат - 0,2'')
Аналогично, пусть в новом способе: Δαj (Δβj) - погрешность измеренного ПС (АК) значения αj (βi), j-го угла поворота шпинделя, причем:

Подставим (7) в (2), получаем:

Проведем анализ величины погрешностей прототипа и нового способа с учетом полученных выражений (6) и (8).
Для нового способа, подстановкой (8) в (1), находим:

В новом способе используется один и тот же угол МП между гранями А и Б, поэтому Δβj=ΔβАБ и ΔβАБ=Const. Тогда получаем:

Выражение в квадратных скобках равно нулю и отброшено, так как ΔβАБ=Const имеем: n-1ΣΔβаб - сумма n раз постоянной Δβаб, деленная на n, равна самой постоянной Δβаб, и вычитается из нее. Выражение в фигурных скобках тоже равно нулю и отброшено, так как ΣΔαj - сумма погрешностей всех участков круговой шкалы на угле 360° равна нулю.
Получаем для нового способа:

На основании (9) для нового способа заключаем: погрешность измерения j-го угла круговой шкалы ПС (δj) в проверке равна погрешности шкалы (Δαj) и не включает погрешность угла между гранями МП (Δβj=Δβаб).
Таким образом, заявлен способ проверки погрешностей круговой шкалы поворотного стола (ПС), в котором выставляют многогранную призму (МП) на шпинделе ПС в начальное положение относительно автоколлиматора (АК), а шпиндель - в начальное положение относительно шкалы ПС; прикрепляют МП к шпинделю ПС; задают углы поворота шпинделя в обороте; измеряют ПС и АК каждого из заданных углов. Отличительная особенность способа заключается в том, что выполняют цикл измерений - задают углы с интервалом 360°/n в диапазоне 360° и после измерения ПС и АК каждого из углов (j=1, 2, …, n) поворота шпинделя, открепляют и устанавливают МП в начальное положение относительно АК, и прикрепляют МП к шпинделю ПС; по результатам измерений всех углов поворота шпинделя вычисляют значения погрешности δj измерения углов j:
где ϕj - разность значений j-го угла поворота шпинделя, измеренных ПС и АК, выполняют k (k=1, 2, …, m) циклов измерений, после завершения каждого цикла открепляют и выставляют МП на шпинделе ПС в положение относительно АК, повернутое относительно начального положения МП на новый угол, кратный 360°/n и вычисляют систематические погрешности шкалы Δj на углах j:
где δjk - погрешность измерения j-го угла поворота шпинделя, допущенная поворотным столом на k-том цикле измерения.
Техническим результатом изобретения является снижение погрешности, вносимой МП в результаты проверки ПС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ УГЛОМЕРНОГО ПОВОРОТНОГО СТОЛА | 2021 |
|
RU2779239C1 |
| УСТРОЙСТВО С КОМПЛЕКСИРОВАННЫМИ НОСИТЕЛЯМИ РАВНОМЕРНЫХ УГЛОВЫХ ШКАЛ РАЗНОЙ ДИСКРЕТНОСТИ ДЛЯ КАЛИБРОВКИ УГЛОЗАДАЮЩИХ И УГЛОМЕРНЫХ ПРИБОРОВ | 2012 |
|
RU2489682C1 |
| ПОВОРОТНЫЙ УГЛОМЕРНЫЙ СТОЛ | 2015 |
|
RU2596693C1 |
| ОПТИКО-МЕХАНИЧЕСКОЕ УГЛОМЕРНОЕ УСТРОЙСТВО ПОВОРОТНОГО ТИПА С ОПТИЧЕСКИМ УКАЗАТЕЛЕМ НА ОСНОВЕ МНОГОЗНАЧНОЙ МЕРЫ И ФОТОЭЛЕКТРОННЫМ РЕГИСТРАТОРОМ | 2007 |
|
RU2377498C2 |
| УСТРОЙСТВО БАЗИРОВАНИЯ МНОГОГРАННЫХ ПРИЗМ | 2019 |
|
RU2711610C1 |
| СПОСОБ КАЛИБРОВКИ ГРУППЫ СРЕДСТВ ИЗМЕРЕНИЙ ПЛОСКОГО УГЛА С СУММАРНЫМ ДИАПАЗОНОМ ШКАЛ НЕ МЕНЕЕ 360° | 2007 |
|
RU2377499C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ ИЗМЕРЕНИЙ ГОРИЗОНТАЛЬНЫХ И ВЕРТИКАЛЬНЫХ УГЛОВ ГЕОДЕЗИЧЕСКИХ УГЛОМЕРНЫХ ПРИБОРОВ | 2011 |
|
RU2463561C1 |
| Способ калибровки мобильных 3D-координатных средств измерений и устройство для его реализации | 2018 |
|
RU2710900C1 |
| УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ УГЛОВОЙ СКОРОСТИ (МЕРА УГЛОВОЙ СКОРОСТИ) НА ОСНОВЕ МНОГОЗНАЧНОЙ ГОЛОГРАФИЧЕСКОЙ МЕРЫ ПЛОСКОГО УГЛА | 2010 |
|
RU2429490C1 |
| Устройство для поворота объекта | 1986 |
|
SU1384944A1 |
Изобретение относится к области приборостроения и может быть использовано в испытаниях поворотных столов (далее - ПС). Способ проверки погрешностей круговой шкалы ПС, в котором выставляют многогранную призму (далее - МП) на шпинделе ПС в начальное положение относительно автоколлиматора (далее - АК), а шпиндель - в начальное положение относительно шкалы ПС; прикрепляют МП к шпинделю ПС; задают углы поворота шпинделя в обороте; измеряют ПС и АК каждого из заданных углов, при этом выполняют цикл измерений - задают углы с интервалом 360°/n в диапазоне 360° и после измерения ПС и АК каждого из углов поворота шпинделя открепляют и устанавливают МП в начальное положение относительно АК, и прикрепляют МП к шпинделю ПС; по результатам измерений всех углов поворота шпинделя вычисляют значения погрешности измерения углов на основании разности показаний ПС и АК, выполняют k циклов измерений, после завершения каждого цикла открепляют и выставляют МП на шпинделе ПС в положение относительно АК, повернутое относительно начального положения МП на новый угол, кратный 360°/n, и вычисляют систематические погрешности шкалы на углах j как среднее арифметическое полученных значений погрешностей. Технический результат - снижение погрешности. 2 ил.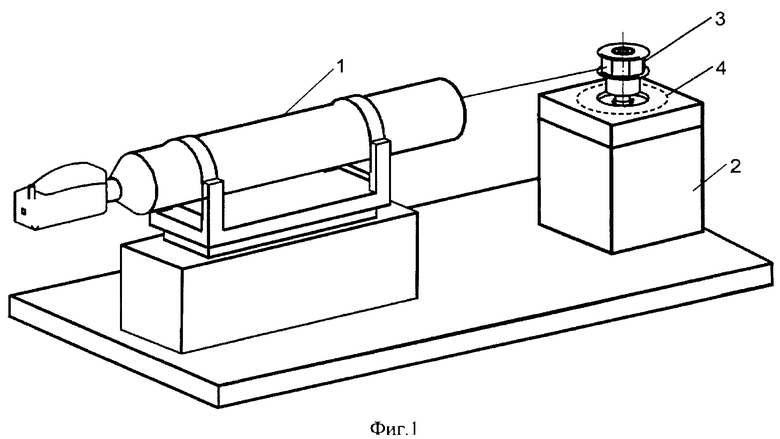
Способ проверки погрешностей круговой шкалы поворотного стола (ПС), в котором выставляют многогранную призму (МП) на шпинделе ПС в начальное положение относительно автоколлиматора (АК), а шпиндель - в начальное положение относительно шкалы ПС; прикрепляют МП к шпинделю ПС; задают углы поворота шпинделя в обороте; измеряют ПС и АК каждого из заданных углов, отличающийся тем, что выполняют цикл измерений - задают углы с интервалом 360°/n в диапазоне 360° и после измерения ПС и АК каждого из углов (j=1, 2, …, n) поворота шпинделя открепляют и устанавливают МП в начальное положение относительно АК, и прикрепляют МП к шпинделю ПС; по результатам измерений всех углов поворота шпинделя вычисляют значения погрешности δj измерения углов j
где ϕj - разность значений j-го угла поворота шпинделя, измеренных ПС и АК, выполняют k (k=1, 2, …, m) циклов измерений, после завершения каждого цикла открепляют и выставляют МП на шпинделе ПС в положение относительно АК, повернутое относительно начального положения МП на новый угол, кратный 360°/n, и вычисляют систематические погрешности шкалы Δj на углах j
где δjk - погрешность измерения j-го угла поворота шпинделя, допущенная поворотным столом на k-м цикле измерения.
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ ИЗМЕРЕНИЙ ГОРИЗОНТАЛЬНЫХ И ВЕРТИКАЛЬНЫХ УГЛОВ ГЕОДЕЗИЧЕСКИХ УГЛОМЕРНЫХ ПРИБОРОВ | 2011 |
|
RU2463561C1 |
| СПОСОБ КАЛИБРОВКИ ГРУППЫ СРЕДСТВ ИЗМЕРЕНИЙ ПЛОСКОГО УГЛА С СУММАРНЫМ ДИАПАЗОНОМ ШКАЛ НЕ МЕНЕЕ 360° | 2007 |
|
RU2377499C2 |
| УСТРОЙСТВО ДЛЯ ВОСПРОИЗВЕДЕНИЯ УГЛОВОЙ СКОРОСТИ (МЕРА УГЛОВОЙ СКОРОСТИ) НА ОСНОВЕ МНОГОЗНАЧНОЙ ГОЛОГРАФИЧЕСКОЙ МЕРЫ ПЛОСКОГО УГЛА | 2010 |
|
RU2429490C1 |
| Эталон единицы плоского угла | 2016 |
|
RU2637727C1 |
| CN 105403127 A, 16.03.2016 | |||
| US 9354088 B2, 31.05.2016. | |||

