ПРИОРИТЕТ
[0001] Настоящая заявка испрашивает приоритет по предварительной заявке на патент США c порядковым № 61/870332, названной "Method of Producing a High Permeability Grain Oriented Silicon Steel Sheet With Improved Forsterite Coating Characteristics" («Способ получения листа из кремнистой стали с ориентированной зеренной структурой, высокой магнитной проницаемостью и с улучшенными характеристиками форстеритового покрытия»), поданной 27 августа 2013 г., содержание которой включено сюда посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002] В ходе изготовления текстурированных кремнежелезистых электротехнических сталей во время процесса высокотемпературного отжига образуется форстеритовое покрытие. Такие форстеритовые покрытия хорошо известны и широко используются в способах уровня техники для производства текстурированной электротехнической стали. Такие покрытия в данной области техники называются по-разному, например, «стеклянная пленка», «заводское стекло», «заводское послеотжиговое покрытие» или другими тому подобными терминами, и определены в стандарте ASTM (Американское общество по испытанию материалов) А 976 как изоляционное покрытие типа C-2.
[0003] Форстеритовое покрытие образуется в результате химической реакции оксидного слоя, образующегося на полосе электротехнической стали, и покрытия из отжигового сепаратора, которое наносят на полосу перед высокотемпературным отжигом. Покрытия из отжигового сепаратора также хорошо известны в данной области техники и обычно содержат суспензию оксида магния на водной основе, содержащую другие материалы для улучшения его функции.
[0004] После того, как покрытие из отжигового сепаратора высушили, полосу обычно сматывают в рулон и отжигают в процессе периодического отжига в ящике, где его подвергают процессу высокотемпературного отжига. Во время этого процесса высокотемпературного отжига, вдобавок к формированию форстеритового покрытия, развивается кубическая по ребру ориентация зерен в стальной полосе и сталь очищается. Для этого технологического этапа существует широкое разнообразие приемов, которые хорошо отработаны в данной области техники. После того как процесс высокотемпературного отжига закончен, сталь охлаждают и поверхность полосы зачищают хорошо известными методами, удаляя любое непрореагировавшее или избыточное покрытие из отжигового сепаратора.
[0005] В большинстве случаев затем на форстеритовое покрытие наносят дополнительное покрытие. Такие дополнительные покрытия описаны в стандарте ASTM А 976 как покрытие типа C-5 и часто называются покрытием "С-5 поверх С-2". Среди прочего, покрытие С-5 (a) обеспечивает необходимую для высоковольтного электрооборудования дополнительную электрическую изоляцию, которая предотвращает блуждающие токи и, тем самым, более высокие потери в сердечнике между отдельными стальными листами внутри магнитного сердечника; (b) приводит стальной лист в состояние механического напряжения, которое снижает потери в сердечнике из стального листа и улучшает магнитострикционную характеристику стального листа, которая уменьшает вибрацию и шум в готовом электрооборудовании. Изоляционные покрытия типа С-5 по-разному называются в данной области техники, например, как "высоконапряженное покрытие", "покрытие с эффектом напряженности" или "вторичное" покрытие. Поскольку они обычно являются прозрачными или полупрозрачными, эти хорошо известные покрытия С-5 поверх С-2, используемые в листах текстурированной электротехнической стали, требуют высокой степени поверхностной однородности и высокой степени физической адгезии в покрытии С-2. Комбинация покрытий С-5 и С-2 обеспечивает высокую степень напряженности в готовом изделии - стальной полосе, улучшая магнитные свойства стальной полосы. В результате, улучшения как в форстеритовом покрытии, так и в нанесенном вторичном покрытии представляли большой интерес в данной области техники.
РАСКРЫТИЕ
[0006] Увеличение содержания хрома в стальной подложке до уровня, большего или равного примерно 0,45 массового процента (мас.%), дало значительно улучшенное форстеритовое покрытие с превосходными и более однородными окраской, толщиной и адгезией. Более того, сформированное таким образом форстеритовое покрытие обеспечивает большее напряжение, уменьшая тем самым относительную важность вторичного покрытия С-5.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
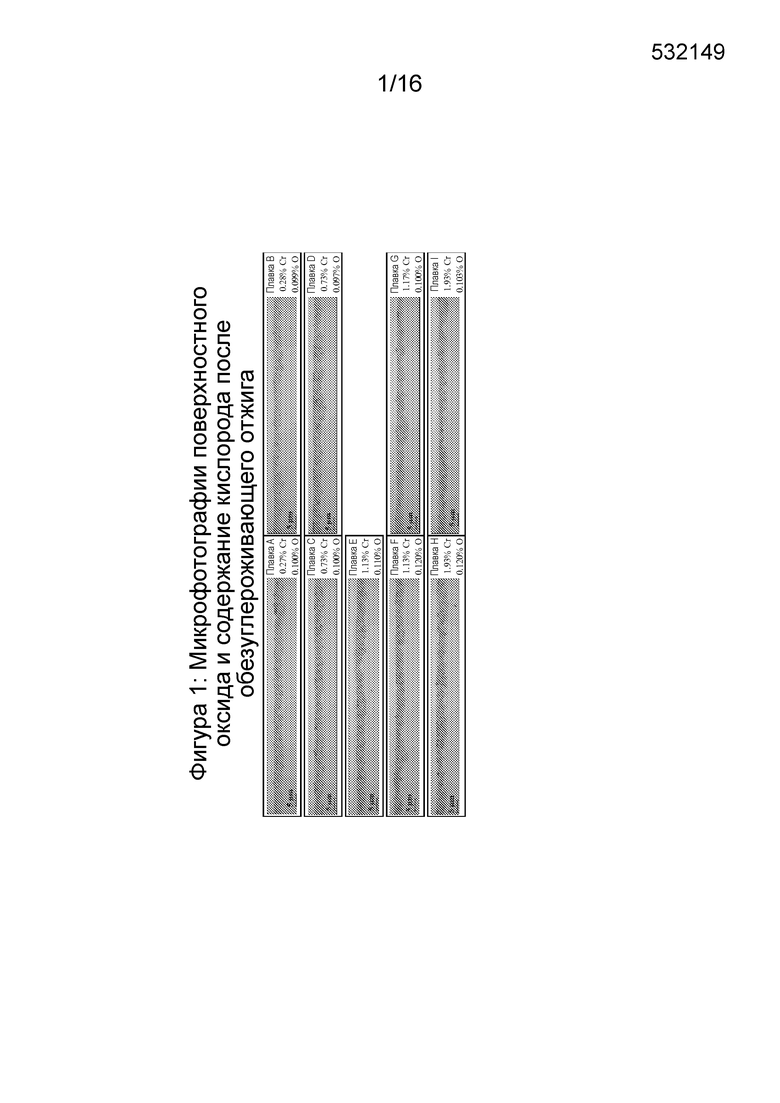
[0007] Фигура 1 изображает микрофотографии поверхностного оксида и содержание кислорода полученных в лаборатории составов электротехнической стали перед высокотемпературным отжигом для образования форстеритового покрытия.
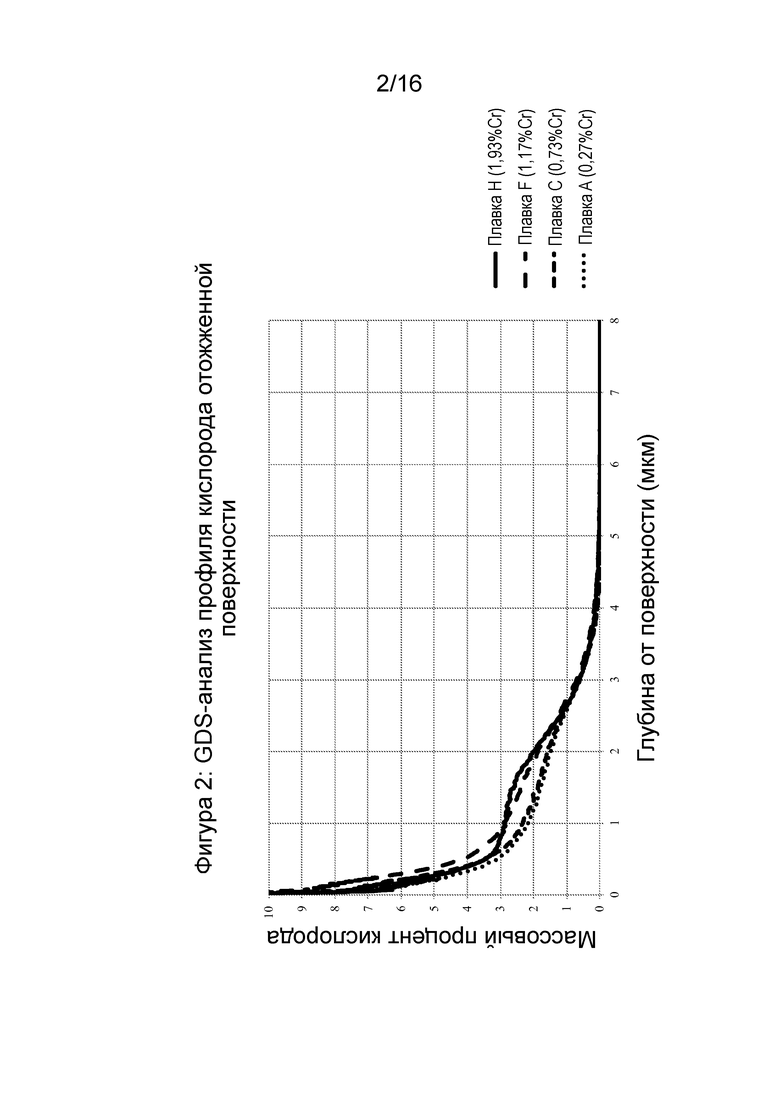
[0008] Фигура 2 изображает график анализа методом спектрометрии тлеющего разряда (GDS) профиля кислорода в электротехнических сталях по фиг.1 перед высокотемпературным отжигом.
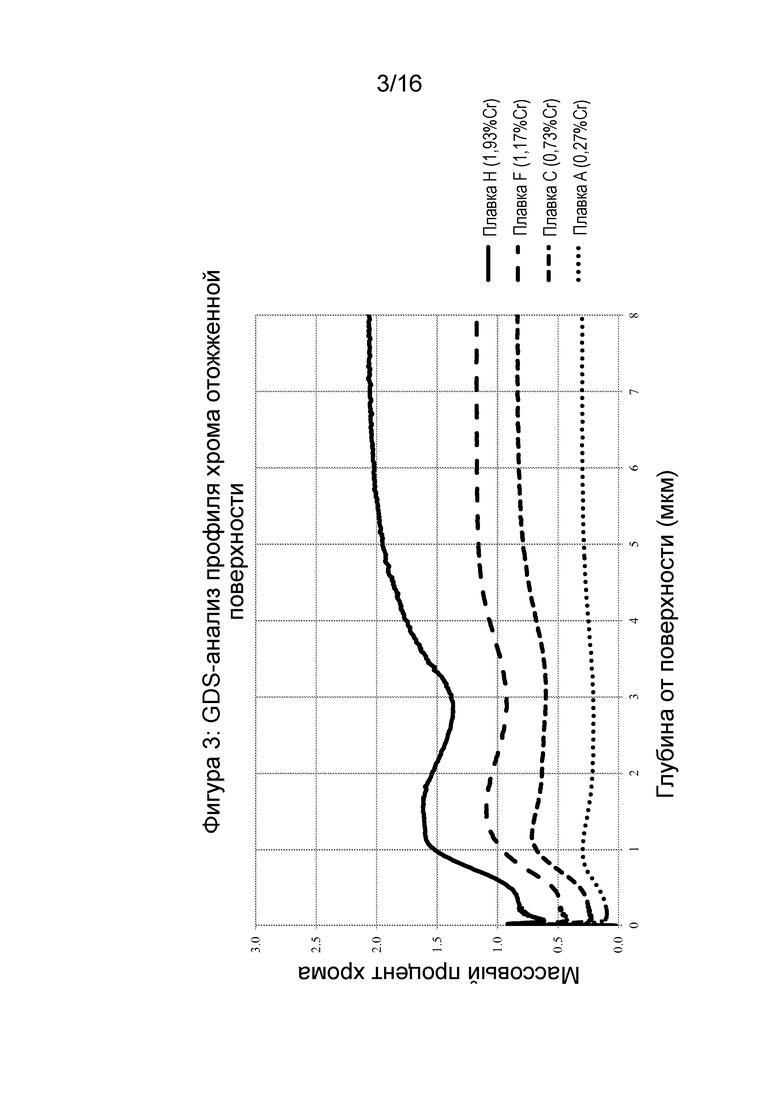
[0009] Фигура 3 изображает график GDS-анализа профиля хрома в электротехнических сталях по фиг.1 перед высокотемпературным отжигом.
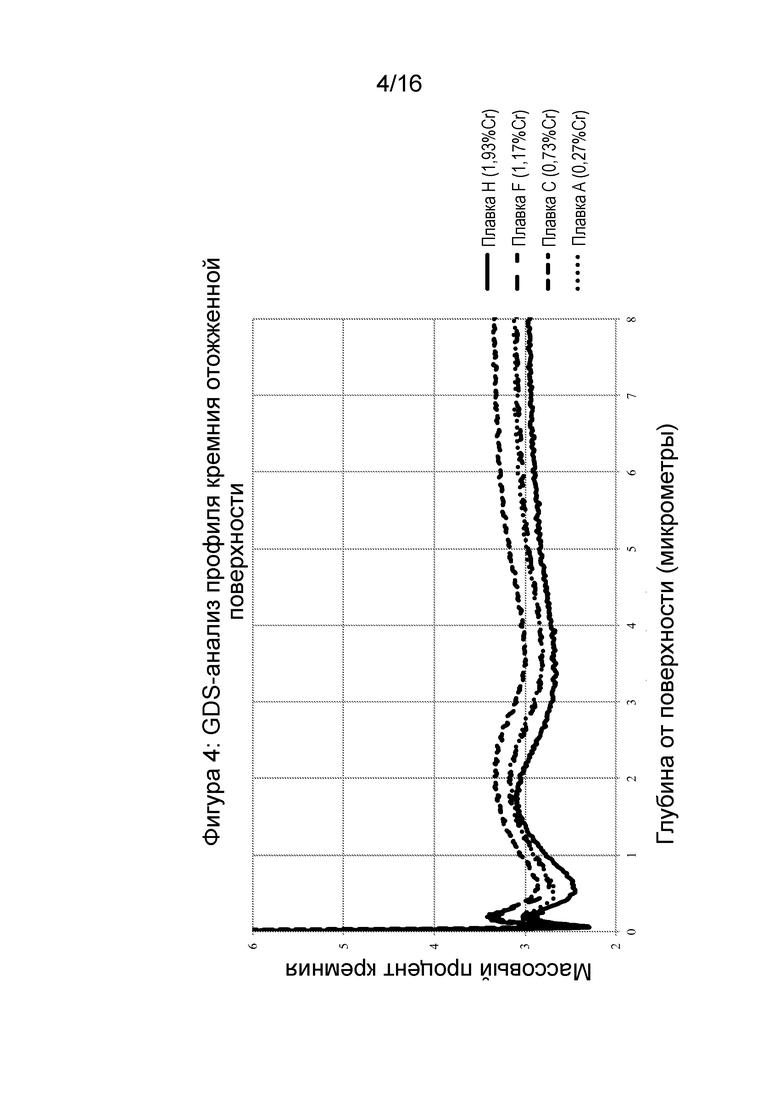
[00010] Фигура 4 изображает график GDS-анализа профиля кремния в электротехнических сталях по фиг.1 перед высокотемпературным отжигом.
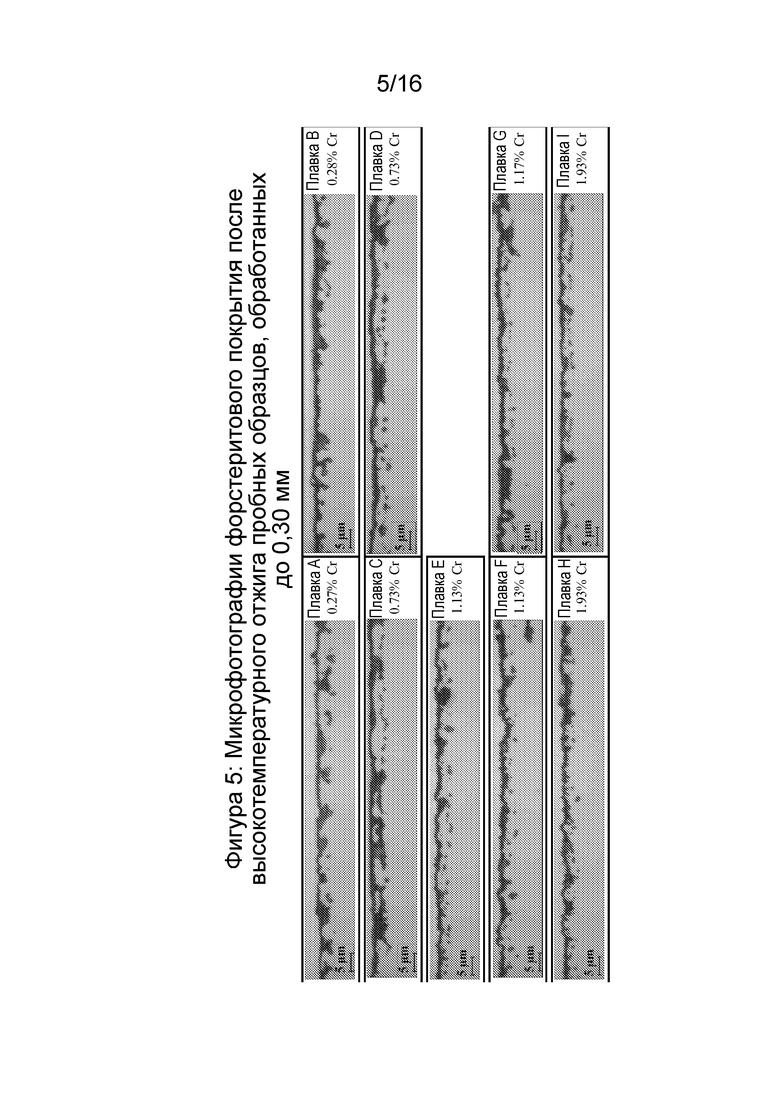
[00011] Фигура 5 изображает микрофотографии форстеритового покрытия, образовавшегося на полученных в лаборатории составах электротехнической стали после высокотемпературного отжига.
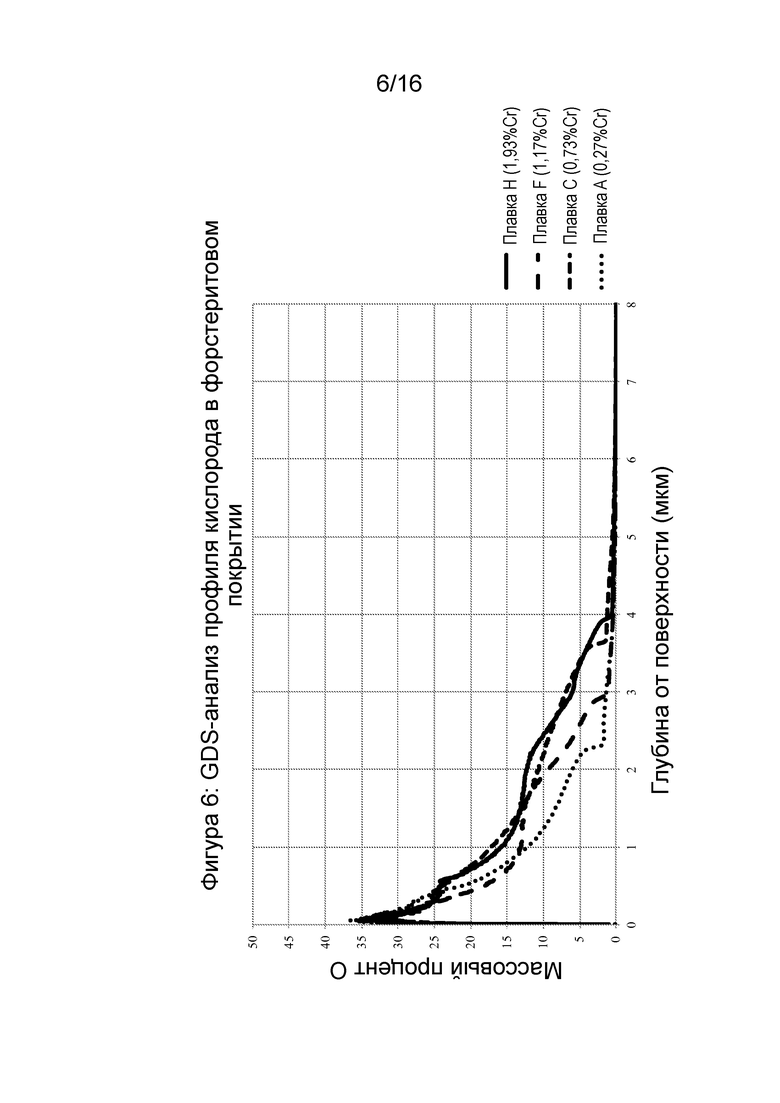
[00012] Фигура 6 изображает график GDS-анализа профиля кислорода в электротехнических сталях по фиг.5 после высокотемпературного отжига.
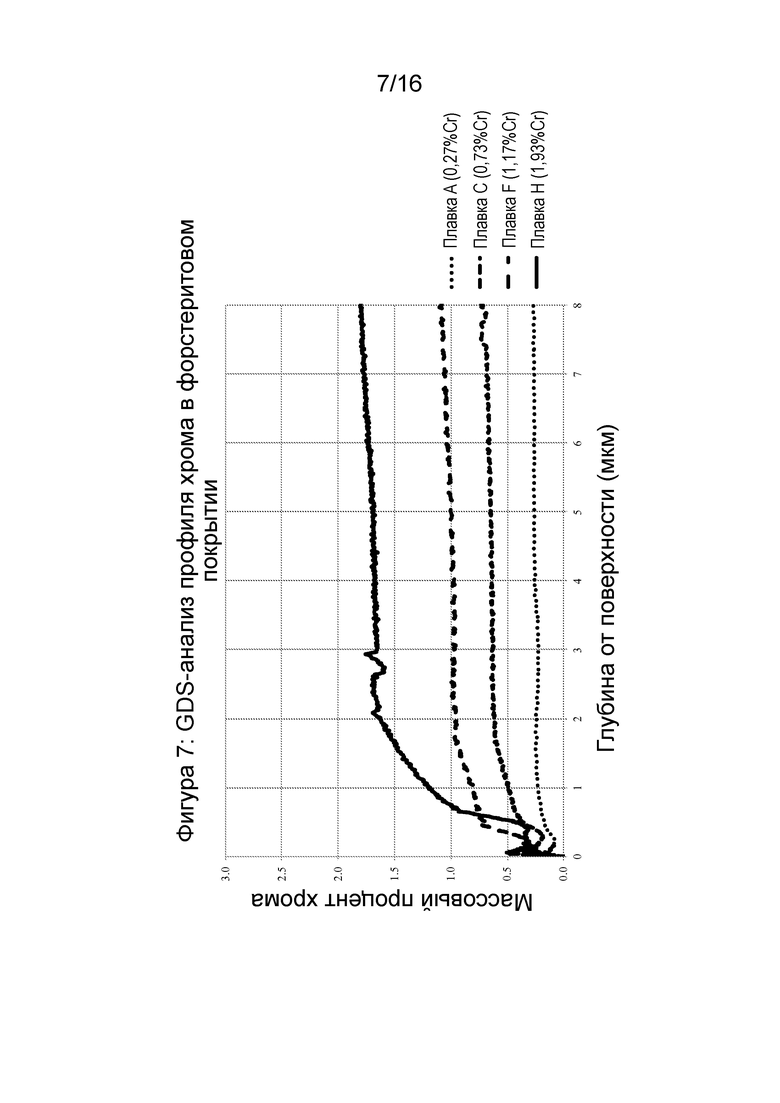
[00013] Фигура 7 изображает график GDS-анализа профиля хрома в электротехнических сталях по фиг.5 после высокотемпературного отжига.
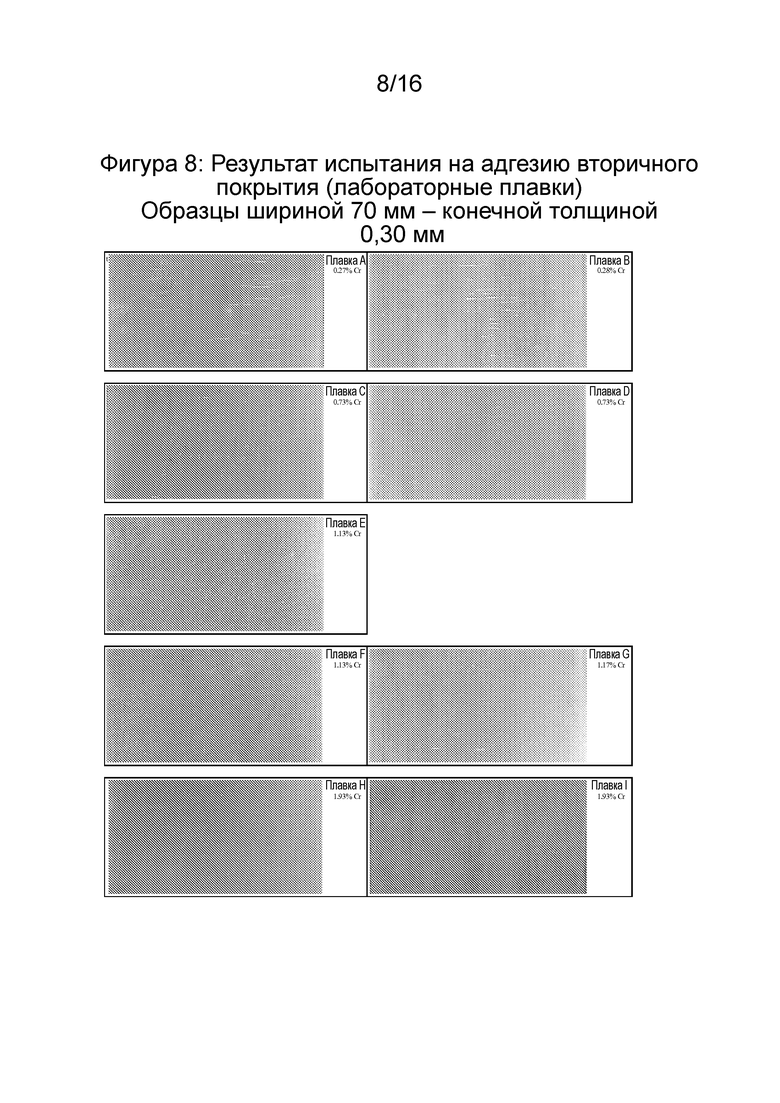
[00014] Фигура 8 изображает фотографии образцов для испытаний на адгезию покрытия полученных в лаборатории составов электротехнической стали с покрытием С-5 поверх С-2.
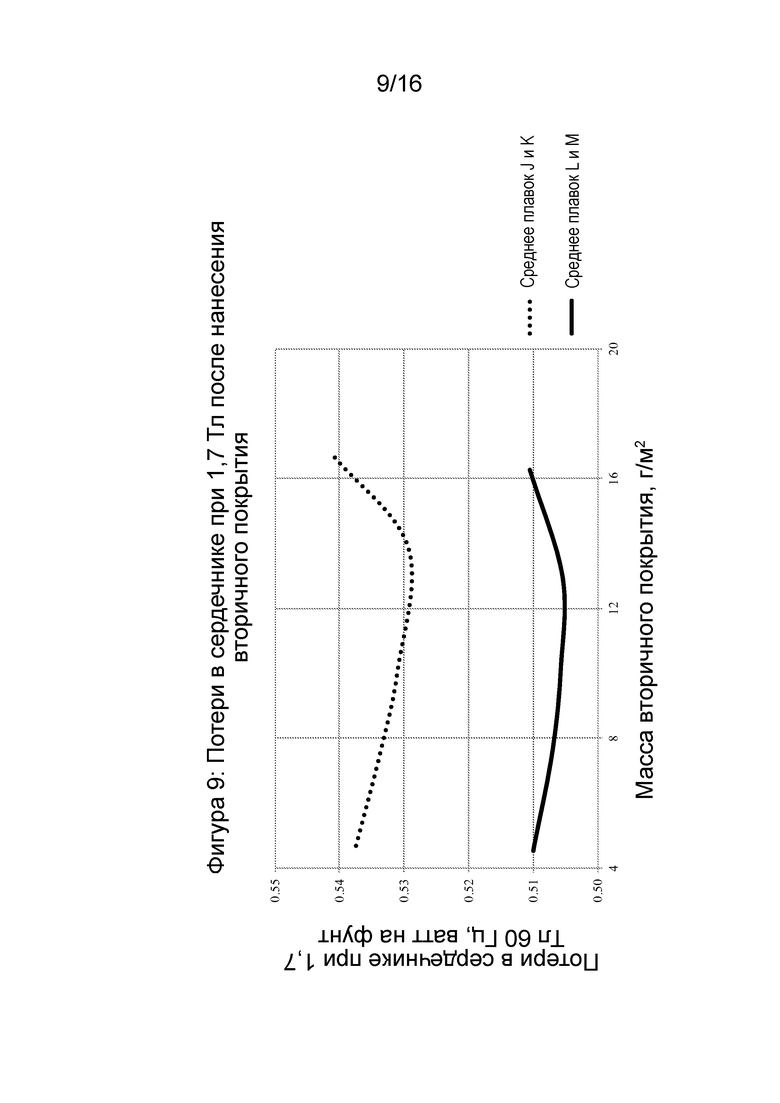
[00015] Фигура 9 изображает график относительных потерь в сердечнике у составов электротехнической стали с покрытием С-5 поверх С-2, измеренных при 1,7 Тл.
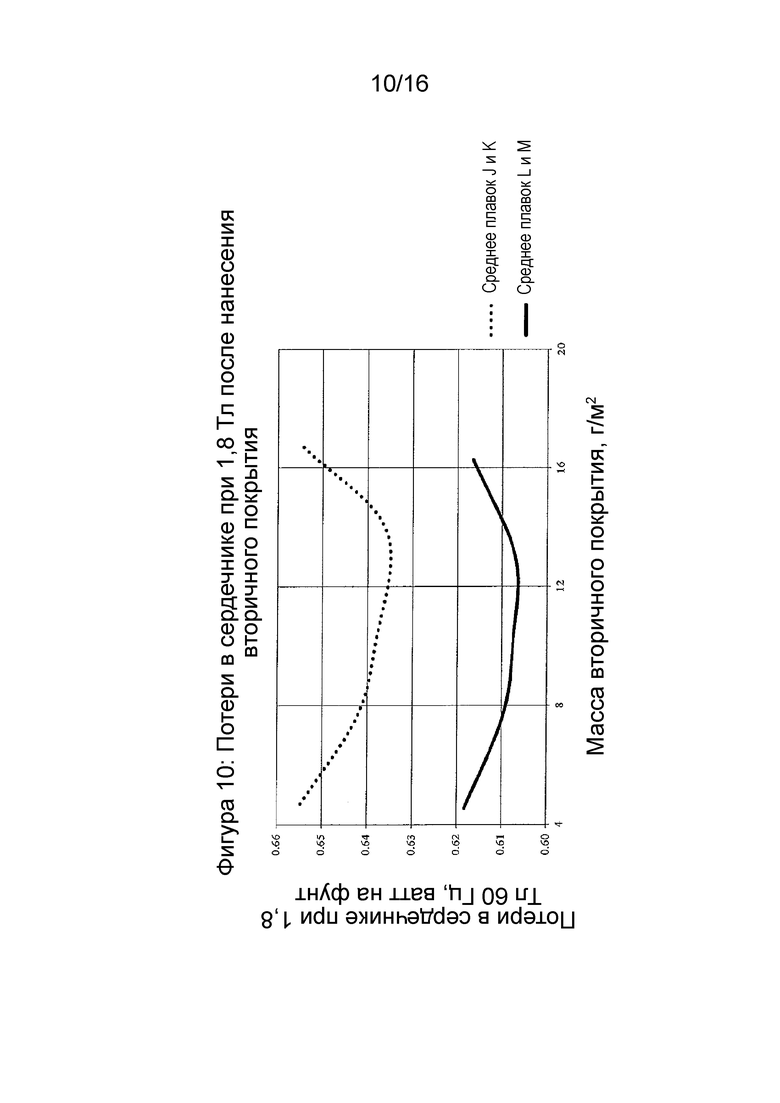
[00016] Фигура 10 изображает график относительных потерь в сердечнике у составов электротехнической стали с покрытием С-5 поверх С-2, измеренных при 1,8 Тл.
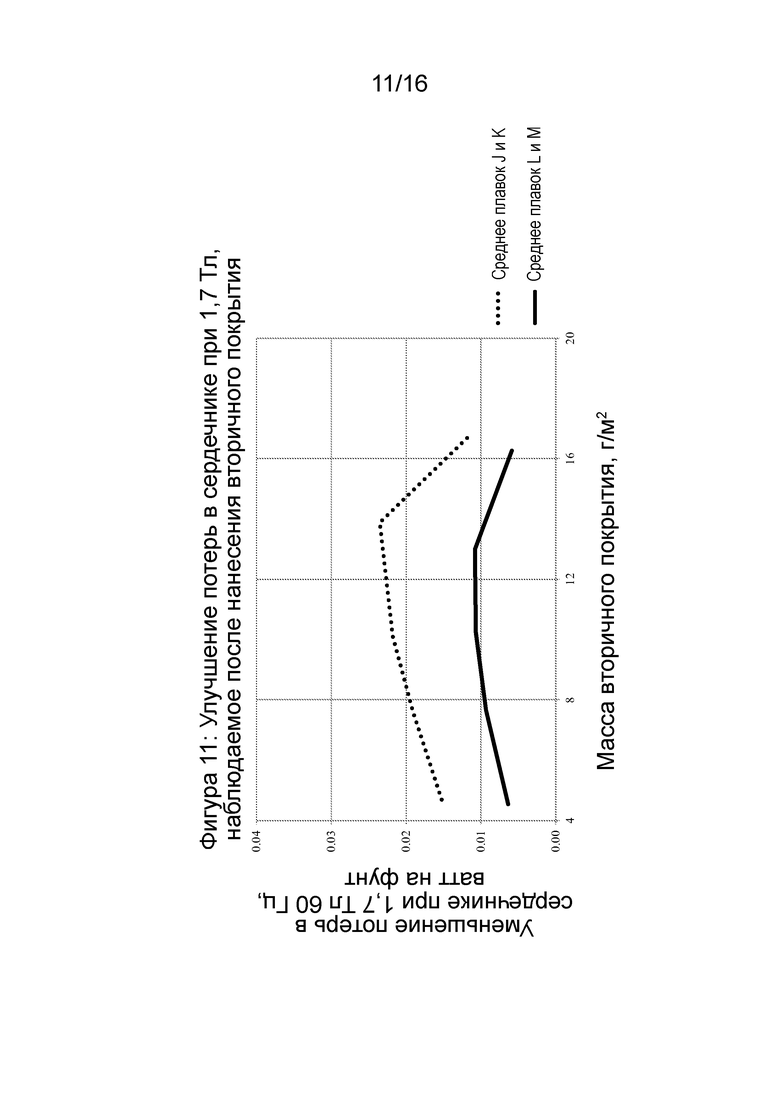
[00017] Фигура 11 изображает график относительного улучшения потерь в сердечнике у составов электротехнической стали с покрытием С-5 поверх С-2, измеренных при 1,7 Тл.
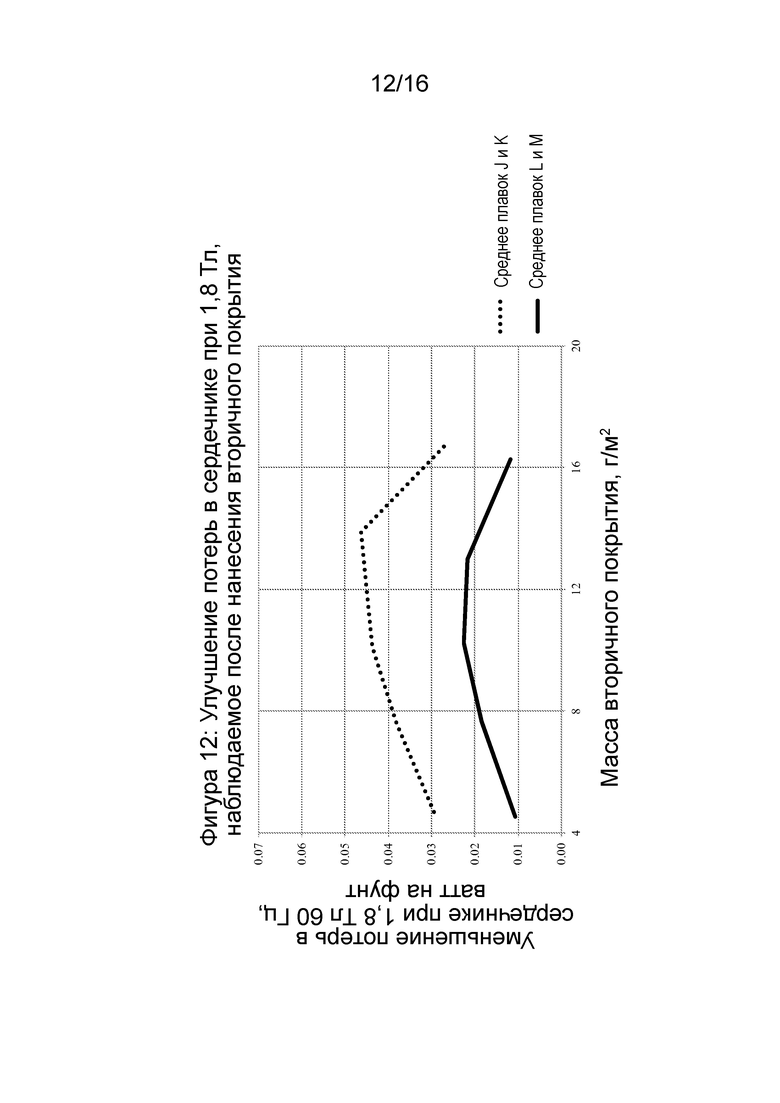
[00018] Фигура 12 изображает график относительного улучшения потерь в сердечнике у составов электротехнической стали с покрытием С-5 поверх С-2, измеренных при 1,8 Тл.
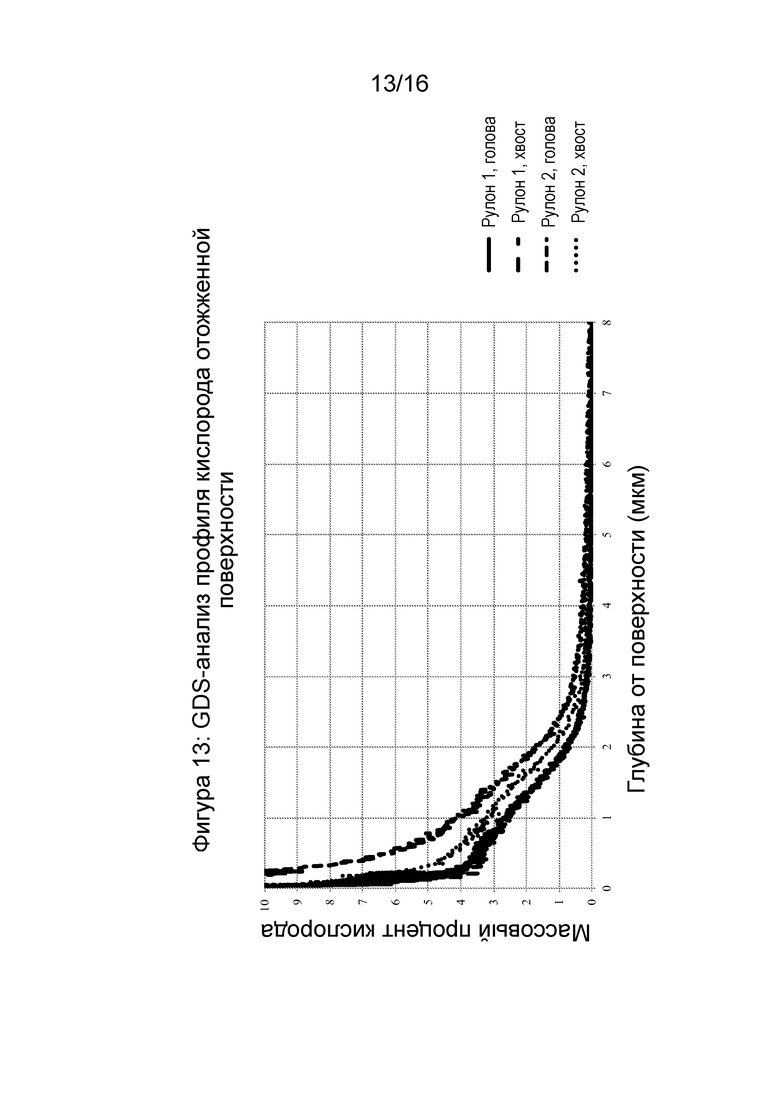
[00019] Фигура 13 изображает GDS-анализ профиля кислорода в произведенной на заводе электротехнической стали по фиг.12 перед высокотемпературным отжигом.
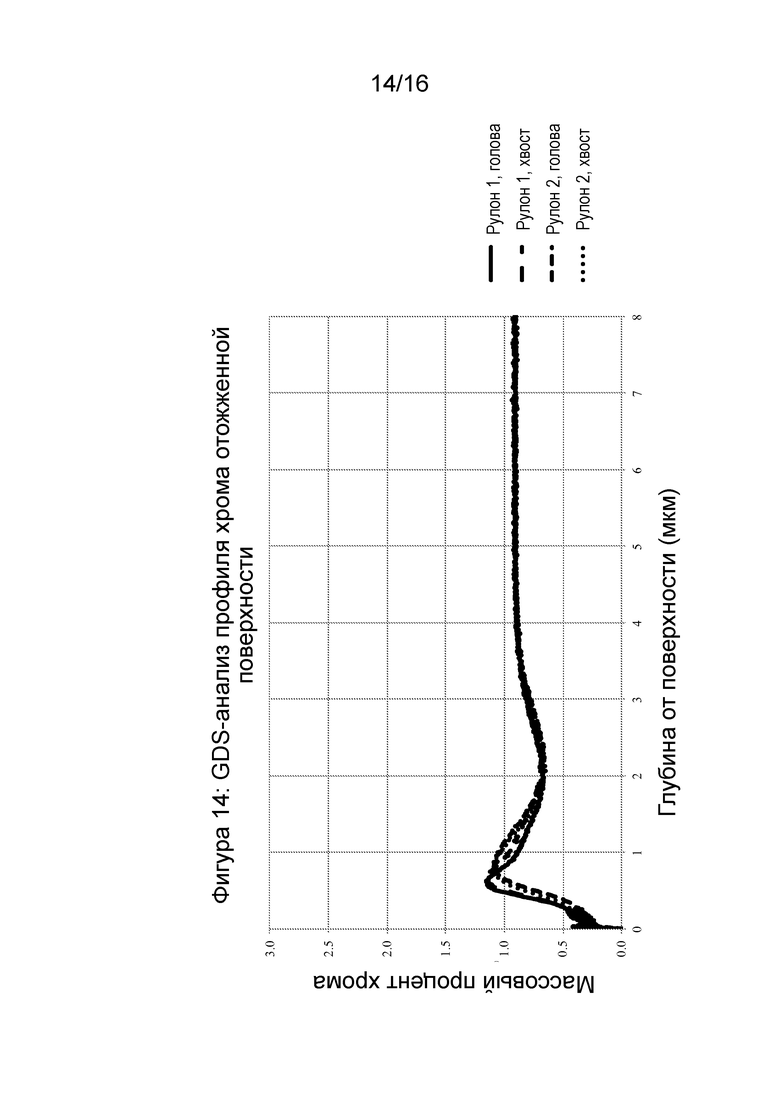
[00020] Фигура 14 изображает график GDS-анализа профиля хрома в произведенной на заводе электротехнической стали по фиг.12 перед высокотемпературным отжигом.
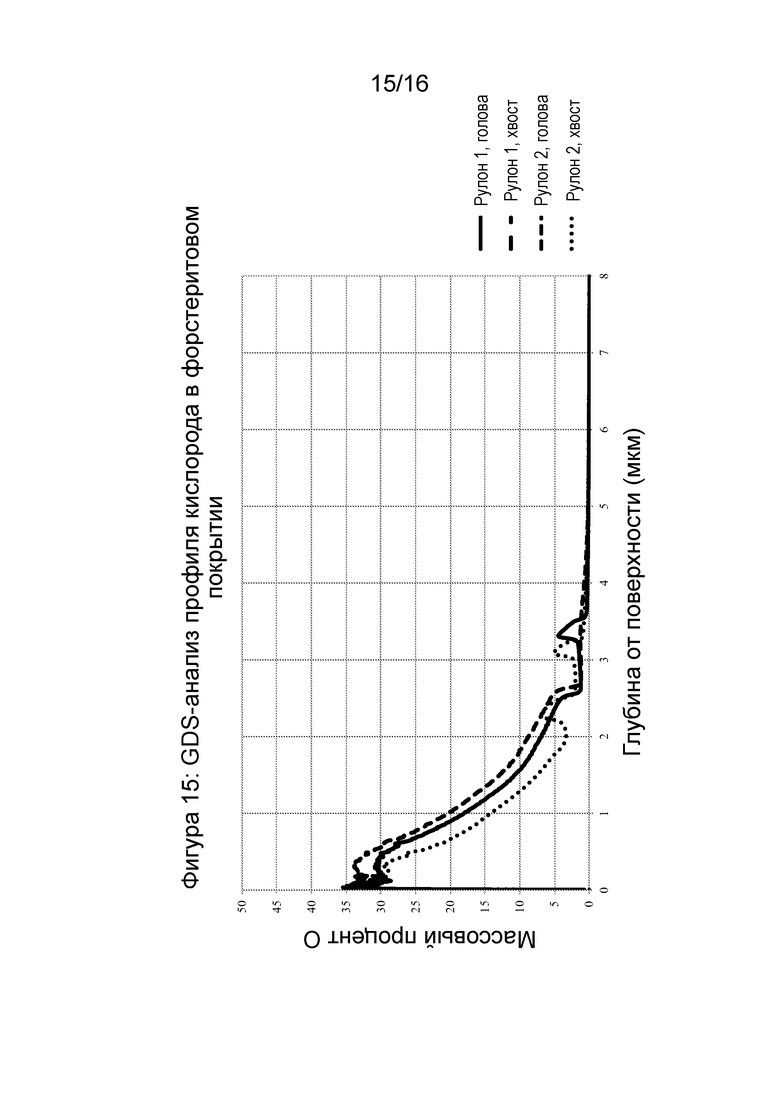
[00021] Фигура 15 изображает GDS-анализ профиля кислорода в произведенной на заводе электротехнической стали по фиг.12 после высокотемпературного отжига.
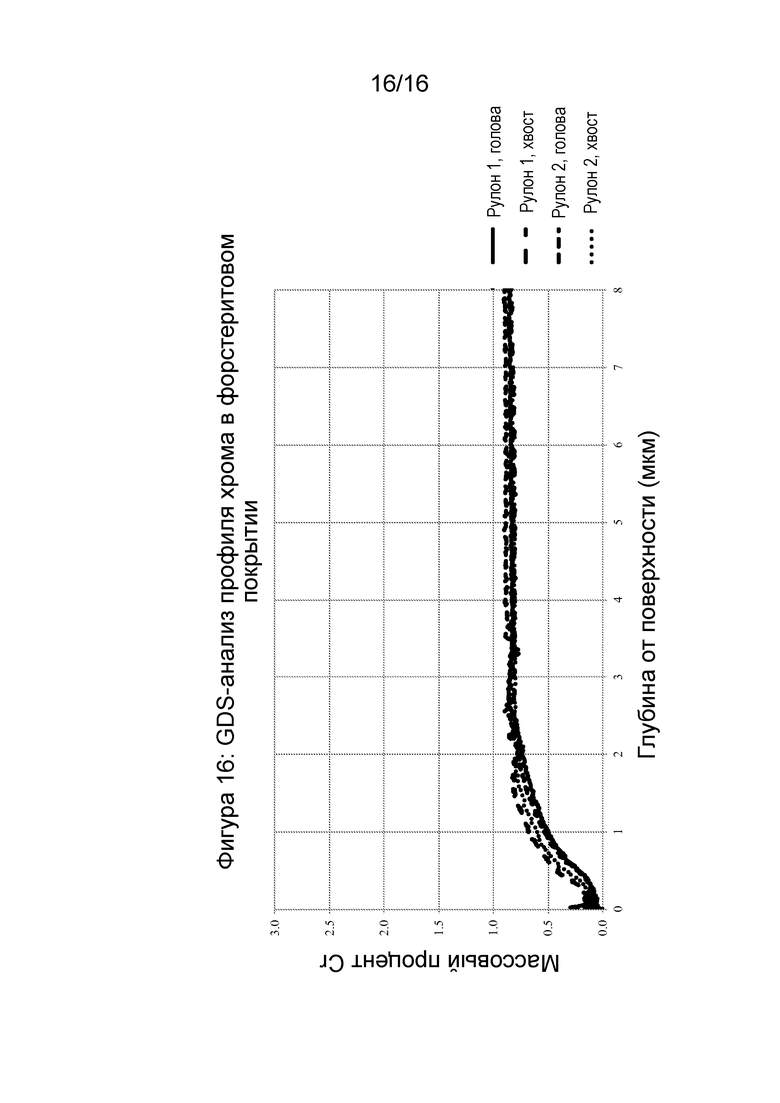
[00022] Фигура 16 изображает график GDS-анализа профиля хрома в произведенных на заводе электротехнических сталях по фиг.12 после высокотемпературного отжига.
ПОДРОБНОЕ ОПИСАНИЕ
[00023] В типичных способах промышленного производства текстурированных электротехнических сталей выплавляют стали с конкретными и часто патентованными составами. В большинстве случаев, расплав стали включает небольшие легирующие добавки C, Mn, S, Se, Al, B и N наряду с основными компонентами Fe и Si. Расплав стали обычно отливают в слябы. Литые слябы могут быть подвергнуты подогреву сляба и горячей прокатке в один или два этапа, перед их прокаткой в полосу 1-4 мм (обычно 1,5-3 мм) для дальнейшей обработки. Горячекатаная полоса может быть горячей лентой, отожженной перед холодной прокаткой до конечной толщины, составляющей в пределах 0,15-0,50 мм (обычно 0,18-0,30 мм). Процесс холодной прокатки обычно проводят в один или более этапов. Если используют два или более этапа холодной прокатки, то обычно между каждым этапом холодной прокатки есть этап отжига. После завершения холодной прокатки сталь подвергают обезуглероживающему отжигу, чтобы (a) обеспечить достаточно низкий уровень содержания углерода для предотвращения магнитного старения в законченном продукте; и (b) окислить поверхность стального листа в достаточной мере для способствования образованию форстеритового покрытия.
[00024] Подвергнутую обезуглероживающему отжигу полосу покрывают оксидом магния или смесью оксида магния и других добавок, и это покрытие высушивают перед тем, как полосу сматывают в виде рулона. Покрытый оксидом магния рулон затем отжигают при высокой температуре (1100°С-1200°С) в атмосфере H2-N2 или H2 в течение продолжительного времени. Во время этого этапа высокотемпературного отжига проявляются свойства текстурированной электротехнической стали. Развивается кубическая по ребру, или (110)[001], ориентация зерен, сталь очищается, так как удаляются такие элементы, как S, Se и N, и образуется форстеритовое покрытие. После того как высокотемпературный отжиг завершен, рулон охлаждают и разматывают, очищают для удаления любого остатка покрытия из оксидномагниевого сепаратора и, обычно, наносят электроизолирующее покрытие С-5 поверх форстеритового покрытия.
[00025] Использование добавок хрома для производства текстурированных электротехнических сталей показано в патенте США № 5421911, названном "Regular Grain Oriented Electrical Steel Production Process", выданном 6 июня 1995 г.; патенте США № 5702539, названном "Method for Producing Silicon-Chromium Grain Oriented Electrical Steel", выданном 30 декабря 1997 г.; и патенте США № 7887645, названном "High Permeability Grain Oriented Electrical Steel", выданном 15 февраля 2011 г. Сведения каждого из этих патентов включены в настоящее описание посредством ссылки. Добавки хрома используют для обеспечения более высокого объемного удельного сопротивления, усиления образования аустенита, а также обеспечения других полезных характеристик в производстве текстурированной электротехнической стали. В коммерческой практике хром использовали в интервале от 0,10 мас.% до 0,41 мас.%, наиболее типично на уровне от 0,20 мас.% до 0,35 мас.%. Никакого полезного действия хрома на форстеритовое покрытие не было видно в этом коммерческом интервале. Фактически, в другом аналоге сообщалось, что хром ухудшает образование форстеритового покрытия на листе текстурированной электротехнической стали. Например, заявка на патент США с порядковым № 20130098508, названная "Grain Oriented Electrical Steel Sheet and Method for Manufacturing Same", опубликованная 25 апреля 2013 г., предусматривает, что обеспечиваемое образовавшимся форстеритовым покрытием оптимальное напряжение требует содержания хрома не более чем 0,1 мас.%.
[00026] В определенных вариантах осуществления составы электротехнической стали с большим или равным примерно 0,45 мас.% содержанием хрома в расплаве стали оказались имеющими улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В других вариантах осуществления составы электротехнической стали с содержанием от примерно 0,45 мас.% до примерно 2,0 мас.% хрома в расплаве стали оказались имеющими улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В других вариантах осуществления составы электротехнической стали с большим или равным примерно 0,7 мас.% содержанием хрома в расплаве стали оказались имеющими улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В еще других вариантах осуществления составы электротехнической стали с содержанием от примерно 0,7 мас.% до примерно 2,0 мас.% хрома в расплаве стали оказались имеющими улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В других вариантах осуществления составы электротехнической стали с большим или равным примерно 1,2 мас.% содержанием хрома в расплаве стали оказались имеющими улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В еще других вариантах осуществления составы электротехнической стали с содержанием от примерно 1,2 мас.% до примерно 2,0 мас.% хрома в расплаве стали оказались имеющими улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В каждом случае, помимо увеличенного содержания хрома, составы электротехнической стали были типичны для используемых в промышленности.
[00027] В определенных вариантах осуществления электротехнические стали с концентрациями хрома, большими или равными примерно 0,7 мас.% на глубине 0,5-2,5 мкм от поверхностей подвергнутого обезуглероживающему отжигу стального листа до высокотемпературного отжига, имеют улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В определенных вариантах осуществления электротехнические стали с концентрациями хрома, большими или равными примерно 0,7% на глубине 0,5-2,5 мкм от поверхностей подвергнутого обезуглероживающему отжигу стального листа, а также концентрациями кислорода в покрытом форстеритом листе электротехнической стали, большими или равными примерно 7,0 мас.% на глубине 2-3 мкм от поверхностей подвергнутого высокотемпературному отжигу стального листа, имеют улучшенную адгезию форстеритового покрытия и более низкие потери в сердечнике в конечном продукте из электротехнической стали после высокотемпературного отжига. В каждом случае, помимо увеличенного содержания хрома, составы электротехнической стали были типичны для используемых в промышленности.
[00028] В определенных вариантах осуществления концентрация хрома, измеренная после обезуглеживающего отжига и перед высокотемпературным отжигом, оказалась большей в поверхностной области, определяемой глубиной, меньшей или равной 2,5 мкм от поверхности листа, чем в объемной области листа, определяемой глубиной больше 2,5 мкм от этой поверхности. Удивительно, было определено, что это обогащение хромом, которое представляет собой перераспределение хрома во время обработки до высокотемпературного отжига, больше не имеет места после высокотемпературного отжига. Хотя и не ограничиваясь какой-либо теорией, полагают, что эта убыль в концентрации хрома вблизи поверхности является результатом взаимодействия с форстеритовым покрытием при его образовании и играет роль в улучшенных свойствах форстеритового покрытия.
[00029] Электротехническую сталь с содержаниями хрома в интервале от 0,7 мас.% до 2,0 мас.% приготовили известными в области техники способами. Эти составы оценили для определения влияний концентрации хрома на обезуглероживающий отжиг, образование оксидного слоя ("фаялита") при обезуглероживающем отжиге, образование заводского стекла после высокотемпературного отжига, а также адгезию вторичного покрытия. Обезуглероженные листы покрывали оксидом магния, отжигали при высокой температуре и оценивали форстеритовое покрытие. Стали, содержавшие 0,70% или более хрома, показали улучшенную адгезию вторичного покрытия по мере того, как увеличивался уровень содержания хрома в расплаве.
[00030] Была проведена серия испытаний. Во-первых, исследовали оксидный слой сразу после обезуглероживания. Металлографический анализ показал, что оксидный слой был схожим по толщине во всем диапазоне хрома, в то время как химический анализ показал, что суммарное содержание кислорода после обезуглероживающего отжига было от того же самого до немного более высокого. GDS-анализ оксидного слоя показал, что богатый хромом пик обнаружили в приповерхностном (0,5-2,5 мкм) слое поверхностей листа, который увеличивался по мере возрастания уровня содержания хрома в расплаве. Во-вторых, исследовали форстеритовое покрытие. Металлографический анализ показал, что по мере увеличения содержания хрома в стальном листе образовавшееся на поверхности стали форстеритовое покрытие становилось толще, более сплошным, более однородным по окраске, а также развивалась более интенсивная подповерхностная "корневая" структуру. Улучшенная "корневая" структура, как известно, обеспечивает улучшенную адгезию покрытия. В-третьих и в-последних, образцы покрывали покрытием CARLITE® 3 (высоконапряженное вторичное покрытие С-5, коммерчески используемое компанией AK Steel Corporation, West Chester, Ohio) и испытывали на адгезию. Результаты показали значительное улучшение адгезии покрытия по мере того, как увеличился уровень содержания хрома.
Пример 1
[00031] Плавки в лабораторном масштабе выполняли с примерными составами уровня техники (Плавки A и B) и составами по вариантам осуществления изобретения (Плавки C-I).
Описание составов плавок после выплавки и после обезуглероживающего отжига до покрытия MgO
массовых процентов
[00032] Сталь разливали в слитки, нагрели до 1050°С, придали обжатие 25% в горячем состоянии и далее нагрели до 1260°С и прокатали в горячем состоянии для получения горячекатаной полосы, имеющей толщину 2,3 мм. Горячекатаную полосу потом отжигали при температуре 1150°С, охлаждали на воздухе до 950°С с последующим быстрым охлаждением со скоростью более чем 50°С в секунду до температуры ниже 300°С. Горячекатаную и отожженную полосу затем прокатывали в холодном состоянии до конечной толщины 0,23 мм или 0,30 мм. Холоднокатаную полосу затем подвергали обезуглероживающему отжигу путем быстрого нагревания до 740°С со скоростью, превышающей 500°С в секунду, с последующим нагреванием до температуры 815°С в увлажненной атмосфере водород-азот с соотношением H2O/H2 в номинальных пределах 0,40-0,45 для уменьшения уровня содержания углерода в стали. Допустимое время выдержки при 815°С составляло 90 секунд для материала, холоднокатаного до толщины 0,23 мм, и 170 секунд для материала, холоднокатаного до толщины 0,30 мм. После того, как завершился этап обезуглероживающего отжига, отбирали образцы для химического анализа на углерод и поверхностный кислород и анализа состава поверхности с использованием спектрометрии тлеющего разряда (GDS), чтобы измерить состав и глубину оксидного слоя. На полосу затем наносили покрытие из отжигового сепаратора, состоящего из оксида магния, содержащего 4% оксида титана. Покрытую полосу затем отжигали при высокой температуре, нагревая в атмосфере 75% N2 25% H2 до температуры выдержки 1200°С, после чего полосу выдерживали в течение времени по меньшей мере 15 часов в 100% сухом H2. После охлаждения полосу зачищали и удаляли любое покрытие из непрореагировавшего отжигового сепаратора. Отбирали образцы для измерения однородности, толщины и состава форстеритового покрытия. Пробные образцы затем покрывали вторичным покрытием С-5 типа с эффектом напряжения и испытывали на адгезию, используя методику проведения испытания на однопроходный трехвалковый изгиб с применением 19 миллиметровых (0,75 дюймовых) формующих валков. Адгезию покрытия оценивали, используя поверхность полосы со стороны сжатия.
[00033] Фигура 1 показывает микрофотографии оксидного слоя при содержании хрома перед проведением высокотемпературного отжига. Фигуры 2, 3 и 4 соответственно показывают количества (в массовых процентах) кислорода, хрома и кремния, найденные в отожженном поверхностном оксидном слое. Фигуры 2 и 3 демонстрируют увеличение в содержании кислорода и хрома в оксидном слое на глубине между 0,5 и 2,5 мкм под поверхностью листа. Фигура 5 показывает микрофотографии форстеритового покрытия, образовавшегося в течение высокотемпературного отжига при реакции оксидного слоя и покрытия из отжигового сепаратора. Очевидна улучшенная подповерхностная корневая структура форстеритового покрытия по мере того, как увеличивалось содержание хрома в стали. Фигура 6 показывает GDS-анализ профиля кислорода форстеритового покрытия, который был использован для измерения толщины и плотности форстеритового покрытия. Эти данные показывают, что толщина и плотность форстеритового покрытия повысились за счет добавления хрома к основному металлу более чем 0,7 мас.%. Фигура 7 показывает GDS-анализ профиля хрома форстеритового покрытия.
[00034] Фигура 8 показывает фотографии пробных образцов после нанесения вторичного покрытия и испытания на адгезию покрытия, которое показывает, что адгезия поразительно улучшилась по мере увеличения содержания хрома. Сталь уровня техники, плавки A и B, демонстрирует расслоение покрытия, о чем свидетельствуют линии там, где покрытие отслоилось. Напротив, сталь плавок C-F демонстрирует существенно сниженное отслоение с некоторым покрыванием пятнами покрытия. Плавки H и I демонстрируют по существу отсутствие отслаивания или покрывания пятнами покрытия.
Пример 2
[00035] Для демонстрации выгоды по потерям в сердечнике были сделаны плавки в промышленном масштабе с составами, показанными в таблице II. Плавки J и K являются примерами уровня техники, а плавки L и M - составами по вариантам осуществления изобретения.
Описание составов плавок
[00036] Сталь непрерывно разливали в слябы, имеющие толщину 200 мм. Слябы нагревали до 1200°С, придавали обжатие 25% в горячем состоянии до толщины 150 мм, далее нагревали до 1400°С и прокатывали, чтобы получить горячекатаную стальную полосу, имеющую толщину 2,0 мм. Горячекатаную стальную полосу потом отжигали при температуре 1150°С, охлаждали на воздухе до 950°С с последующим быстрым охлаждением со скоростью больше 50°С в секунду до температуры ниже 300°С. Стальную полосу затем прокатывали в холодном состоянии непосредственно до конечной толщины 0,27 мм, подвергали обезуглероживающему отжигу путем быстрого нагревания до 740°C со скоростью, превышающей 500°C в секунду, с последующим нагреванием до температуры 815°C в увлажненной атмосфере H2-N2 с соотношением H2O/H2 в номинальных пределах 0,40-0,45 для уменьшения содержания углерода в стали до уровня ниже 0,003% или менее. Как часть оценки, образцы сохраняли для GDS-анализа, чтобы сравнить с работой в примере 1.
[00037] На полосу наносили покрытие из отжигового сепаратора, состоящее, главным образом, из оксида марганца с 4% оксида титана. После того, как покрытие из отжигового сепаратора высушивали, полосу сматывали в рулон и отжигали при высокой температуре путем нагревания в атмосфере H2-N2 до температуры выдержки в пределах 1200°C, после чего полосу выдерживали в течение времени по меньшей мере 15 часов в 100% сухом H2. После того, как высокотемпературный отжиг завершался, рулоны охлаждали и зачищали для удаления любого покрытия из непрореагировавшего отжигового сепаратора и сохраняли испытуемый материал для оценки как магнитных свойств, так и характеристик форстеритового покрытия, образовавшегося при высокотемпературном отжиге. Испытуемому материалу затем придали вторичное покрытие, используя покрытие по ASTM Type С-5 c эффектом напряжения. Толщина вторичного покрытия составляла от номинально 4 г/м2 до номинально 16 г/м2 (суммарно нанесенного на обе поверхности), измерение которого было основано на увеличении массы пробного образца после того, как вторичное покрытие полностью высушили и обожгли. Пробные образцы затем измеряли для определения изменения в магнитных свойствах.
[00038] Таблица III обобщает магнитные свойства до и после нанесения вторичного покрытия поверх форстеритового покрытия. Улучшение явно присутствует на фигурах 9 и 10, которые показывают потери в сердечнике при 60 Гц, измеренные при магнитной индукции 1,7 Тл и 1,8 Тл, соответственно, после нанесения вторичного покрытия с эффектом напряжения. Плавки J и K уровня техники имеют значительно более высокие потери в сердечнике, чем плавки L и M, которые являются вариантами осуществления настоящего изобретения. Более того, состав у этих вариантов осуществления приводит к форстеритовому покрытию с превосходными техническими характеристиками. Как показывают фигуры 11 и 12, эти варианты осуществления дают лучшие потери в сердечнике и гораздо большее постоянство потерь в сердечнике по всему диапазону производственного отклонения в массах вторичного покрытия. Более того, эта возможность уменьшить массу вторичного покрытия дает повышенный коэффициент заполнения, который, как известно, является важной характеристикой стали в конструкции электрической машины.
[00039] Фигуры 13 и 14 показывают спектры химического состава поверхности по кислороду и хрому, определенные с помощью GDS для проб плавок L и M, отобранных во время обработки на заводе до высокотемпературного отжига. Результаты аналогичны тем, которые обсуждены в примере 1, то есть увеличение в содержании кислорода и хрома в оксидном слое наблюдалось на определенных глубинах под поверхностями стального листа.
Магнитные свойства до и после нанесения вторичного покрытия
рулона
в HTA
покрытия
г/м2
до нанесения вторичного покрытия (только форстерит)
после нанесения вторичного покрытия
(С-5 поверх С-2)
Ватт на фунт
при H=10 Э
Ватт на фунт
при H=10 Э
Ватт на фунт
Голова
7,5
9,9
13,6
16,4
1944
1944
1944
1944
0,424
0,427
0,427
0,424
0,564
0,564
0,564
0,563
0,693
0,690
0,694
0,698
1937
1936
1933
1929
0,403
0,409
0,402
0,407
0,538
0,543
0,535
0,543
0,646
0,648
0,638
0,654
0,020
0,018
0,025
0,017
0,026
0,021
0,029
0,020
0,046
0,041
0,055
0,044
техники
7,5
9,9
13,7
16,6
1933
1934
1934
1934
0,420
0,422
0,421
0,422
0,557
0,560
0,560
0,560
0,689
0,698
0,695
0,693
1928
1927
1923
1919
0,405
0,402
0,402
0,413
0,542
0,537
0,539
0,555
0,659
0,653
0,653
0,678
0,014
0,020
0,019
0,009
0,015
0,023
0,021
0,005
0,030
0,045
0,042
0,014
Голова
7,6
10,2
13,9
16,9
1942
1941
1941
1942
0,415
0,416
0,415
0,416
0,548
0,548
0,549
0,548
0,674
0,681
0,681
0,679
1935
1934
1931
1928
0,400
0,394
0,395
0,402
0,529
0,524
0,524
0,536
0,636
0,628
0,628
0,645
0,015
0,022
0,020
0,014
0,019
0,024
0,025
0,012
0,038
0,052
0,053
0,034
7,8
10,4
14,3
17,0
1938
1938
1938
1938
0,411
0,410
0,411
0,410
0,539
0,539
0,539
0,539
0,654
0,661
0,658
0,656
1932
1930
1927
1924
0,398
0,393
0,391
0,398
0,525
0,521
0,519
0,530
0,628
0,623
0,624
0,640
0,014
0,018
0,020
0,012
0,013
0,019
0,020
0,009
0,027
0,037
0,035
0,016
Голова
7,9
10,3
13,0
16,3
1929
1929
1929
1929
0,385
0,385
0,385
0,386
0,507
0,508
0,507
0,507
0,614
0,618
0,614
0,612
1922
1920
1918
1914
0,375
0,372
0,372
0,375
0,497
0,494
0,494
0,500
0,594
0,588
0,588
0,596
0,010
0,014
0,014
0,011
0,010
0,014
0,014
0,008
0,021
0,030
0,026
0,016
осуществления
7,6
10,5
13,0
16,4
1924
1924
1924
1924
0,392
0,392
0,391
0,391
0,518
0,518
0,518
0,519
0,631
0,631
0,634
0,634
1918
1916
1913
1911
0,383
0,382
0,379
0,382
0,510
0,509
0,508
0,513
0,616
0,613
0,613
0,624
0,009
0,011
0,012
0,009
0,008
0,010
0,011
0,005
0,015
0,018
0,021
0,010
Голова
7,4
10,2
12,8
16,1
1927
1927
1927
1927
0,391
0,390
0,392
0,391
0,515
0,515
0,515
0,515
0,622
0,626
0,622
0,622
1921
1918
1916
1912
0,381
0,379
0,379
0,380
0,505
0,504
0,502
0,508
0,602
0,603
0,599
0,609
0,010
0,011
0,013
0,011
0,010
0,011
0,012
0,007
0,020
0,024
0,023
0,013
7,7
9,9
13,0
16,3
1919
1919
1919
1919
0,395
0,396
0,396
0,396
0,525
0,524
0,525
0,524
0,645
0,645
0,645
0,645
1912
1911
1908
1905
0,386
0,386
0,387
0,388
0,516
0,517
0,518
0,522
0,627
0,626
0,628
0,637
0,009
0,009
0,009
0,007
0,009
0,008
0,007
0,003
0,018
0,019
0,017
0,008
Изобретение относится к области металлургии, а именно к листу текстурированной электротехнической стали. Лист содержит стальную подложку, на по меньшей мере одну поверхность которой нанесены форстеритовое покрытие и вторичное покрытие. Стальная подложка листа содержит хром в концентрации 0,45 мас.% или более, а форстеритовое покрытие образовано на упомянутой по меньшей мере одной поверхности после обезуглероживающего отжига путем быстрого нагрева со скоростью, превышающей 500°С/с. Лист обладает высокой адгезией форстеритового покрытия и вторичного покрытия без дефектов расслоения после испытания на адгезию покрытия. 8 з.п. ф-лы, 16 ил., 3 табл., 2 пр.
1. Лист электротехнической стали, содержащий стальную подложку, на по меньшей мере одну поверхность которой нанесены форстеритовое покрытие и вторичное покрытие, причем стальная подложка листа содержит хром в концентрации 0,45 мас.% или более, а форстеритовое покрытие образовано на упомянутой по меньшей мере одной поверхности после обезуглероживающего отжига путем быстрого нагрева со скоростью, превышающей 500°С/с, при этом форстеритовое покрытие и вторичное покрытие обладают высокой адгезией без дефектов расслоения после испытания на адгезию покрытия.
2. Лист по п.1, в котором подложка листа на глубине 0,5-2,5 мкм от упомянутой по меньшей мере одной поверхности содержит хром в концентрации 0,7 мас.% или более, измеренной после обезуглероживающего отжига и до высокотемпературного отжига.
3. Лист по п.2, в котором концентрация кислорода в составе форстеритового покрытия на глубине 2-3 мкм от упомянутой по меньшей мере одной поверхности составляет 7,0 мас.% или более.
4. Лист по п.1, в котором содержание хрома в стальной подложке листа составляет от 0,45 до 2,0 мас.%.
5. Лист по п.1, в котором содержание хрома в стальной подложке листа составляет 0,7 мас.% или более.
6. Лист по п.5, в котором содержание хрома в стальной подложке листа составляет от 0,7 до 2,0 мас.%.
7. Лист по п.1, в котором содержание хрома в стальной подложке листа составляет 1,2 мас.% или более.
8. Лист по п.7, в котором содержание хрома в стальной подложке листа составляет от 1,2 до 2,0 мас.%.
9. Лист по п.1, в котором после обезуглероживающего отжига и до высокотемпературного отжига концентрация хрома в поверхностной области, определяемой глубиной 2,5 мкм или менее от упомянутой по меньшей мере одной поверхности, является большей, чем концентрация хрома в объемной области, определяемой глубиной более чем 2,5 мкм от упомянутой по меньшей мере одной поверхности.
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ЗЕРНОМ, ОРИЕНТИРОВАННЫМ В ПЛОСКОСТЯХ (110) [001], С ИСПОЛЬЗОВАНИЕМ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ | 2002 |
|
RU2285058C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2007 |
|
RU2378394C1 |
| Устройство для измерения величины давления по периметру следа деталей низа обуви при прессовании в прессе | 1983 |
|
SU1227163A1 |
| EP 0743370 A2, 20.11.1996 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

