Область техники настоящего изобретения
Настоящее изобретение относится к области техники восстановления зубов, в частности к подвергнутому предварительному спеканию керамическому изделию для восстановления зубов, к способу его изготовления и к его применению.
Уровень техники настоящего изобретения
Восстановительная система ChairSide представляет собой систему для восстановления зубов, созданную посредством внедрения компьютерного конструирования и производства в область восстановительной стоматологии.
Восстановительная система ChairSide, которая обеспечивает удобство и скорость, при внедрении в традиционные процедуры изготовления зубных протезов, такие как обточка зубов, изготовление слепков, отливка моделей из воска и изготовление керамических изделий, позволяет использовать трехмерную камеру для непосредственной съемки изображений зубов немедленно после обточки зубов стоматологом, а затем переносить изображение в компьютер в режиме реального времени и обрабатывать керамические изделия в целях изготовления изделий для восстановления зубов посредством автоматического устройства для обточки керамического изделия с применением компьютера.
После появления восстановительных систем ChairSide внимание исследователей на территории КНР и за ее пределами сосредоточилось на разработке стоматологических восстановительных материалов, подходящих для восстановительных систем ChairSide.
Было обнаружено, что изделия для восстановления зубов, изготовленные из стеклокерамических материалов на основе дисиликата лития, одновременно проявляют замечательные эстетические эффекты и хорошие механические свойства. Однако стеклокерамические материалы на основе дисиликата лития имеют высокую твердость и неудовлетворительную технологичность, что делает затруднительным их применение в восстановительной системе ChairSide.
Для решения этой проблемы в документах предшествующего уровня техники описано, что стеклокерамические материалы на основе метасиликата лития, где метасиликат лития присутствует в качестве основной кристаллической фазы, получены посредством предварительного спекания при меньшей температуре, после чего были осуществлены механическая обработка в целях получения формы для восстановления, а затем уплотнительное спекание при более высокой температуре для конечного получения стеклокерамического изделия для восстановления, где дисиликат лития присутствует в качестве основной кристаллической фазы; поскольку твердость метасиликат лития ниже, чем твердость дисиликата лития, улучшается технологичность. Даже несмотря на это твердость по Виккерсу керамического изделия, содержащего метасиликат лития в качестве основной кристаллической фазы, все же достигает 5-6 ГПа, керамическое изделие является подходящим только для механической обработки влажным способом и не является подходящим для сухой механической обработки; если стеклокерамический материал на основе метасиликата лития подвергают механической обработке сухим способом, может возникать проблема неровных краев или неполной обработки или даже проблема повреждения керамического изделия, и игла машины может быть легко поврежден; таким образом, становится критической проблема изготовления подвергнутого предварительному спеканию керамического изделия, который имеет уменьшенную твердость и является подходящим для сухой механической обработки.
Краткое раскрытие настоящего изобретения
Согласно настоящему изобретению предложено подвергнутое предварительному спеканию керамическое изделие для восстановления зубов, который может быть использован для решения проблемы, заключающейся в том, что стеклокерамический материал на основе метасиликата лития имеет высокую твердость и не является подходящим для сухой механической обработки. Соответственно, согласно настоящему изобретению предложен способ изготовления подвергнутого предварительному спеканию керамического изделия для восстановления зубов.
Кроме того, согласно настоящему изобретению предложены способ изготовления керамического изделия для восстановления зубов и способ изготовления изделия для восстановления зубов.
Конкретные технические решения определены следующим образом:
Согласно первому аспекту настоящего изобретения предложено подвергнутое предварительному спеканию керамическое изделие для восстановления зубов, причем подвергнутое предварительному спеканию керамическое изделие не содержит кристаллическую фазу, имеет твердость по Виккерсу, составляющую 0,5-2 ГПа, и является непрозрачным.
Согласно некоторым вариантам осуществления первого аспекта настоящего изобретения подвергнутое предварительному спеканию керамическое изделие не содержит кристаллическую фазу метасиликата лития.
Согласно некоторым вариантам осуществления первого аспекта настоящего изобретения подвергнутое предварительному спеканию керамическое изделие имеет измеренную методом трехточечного изгиба прочность, составляющую 10-110 МПа; предпочтительно 10-50 МПа; предпочтительнее 15-35 МПа.
Согласно некоторым вариантам осуществления первого аспекта настоящего изобретения подвергнутое предварительному спеканию керамическое изделие содержит следующие компоненты:
SiO2: 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %,
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %, предпочтительнее 13-17 мас. %,
ZrO2: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0-4 мас. %,
Al2O3: 0,3-8 мас. %, предпочтительно 0,5-6 мас. %, предпочтительнее 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
La2O3: 0-7 мас. %, предпочтительно 0-5 мас. %, предпочтительнее 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %,
ZnO: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-7 мас. %, наиболее предпочтительно 0,1-5 мас. %,
К2О: 0,1-10 мас. %, предпочтительно 0,1-9 мас. %, предпочтительнее 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %,
GeO2: 0,1-7 мас. %, предпочтительно 0,1-6 мас. %, предпочтительнее 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
зародышеобразующее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0,5-8 мас. %, наиболее предпочтительно 0,5-5 мас. %,
окрашивающее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. %, и
другие добавки: 0-15 мас. %, предпочтительно 0-10 мас. %, предпочтительнее 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
Согласно некоторым вариантам осуществления первого аспекта настоящего изобретения окрашивающее вещество представляет собой окрашивающее вещество для стекла или окрашивающее вещество для керамики; предпочтительно, окрашивающее вещество для стекла представляет собой оксиды по меньшей мере одного из следующих элементов: ванадий, хром, марганец, железо, кобальт, никель, медь, церий, празеодим, неодим, самарий, прометий, тербий, диспрозий, гольмий, эрбий, тулий, иттербий, и европий; окрашивающее вещество для керамики представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, и черный пигмент на основе никеля.
Согласно второму аспекту настоящего изобретения предложен способ изготовления подвергнутого предварительному спеканию керамического изделия для восстановления зубов согласно первому аспекту, который описан выше, включающий следующие стадии:
(1) изготовление матричного стеклянного порошка;
(2) помещение изготовленного матричного стеклянного порошка в форму, и осуществление компрессионного формования для получения матричного стеклянного изделия; и
(3) предварительное спекание матричного стеклянного изделия в вакуумных условиях для получения подвергнутого предварительному спеканию керамического изделия, причем температура спекания в течение предварительного спекания составляет 470-520°С.
Согласно некоторым вариантам осуществления второго аспекта настоящего изобретения матричный стеклянный порошок содержит следующие компоненты:
SiO2: 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %,
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %, предпочтительнее 13-17 мас. %,
ZrO2: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0-4 мас. %,
Al2O3: 0,3-8 мас. %, предпочтительно 0,5-6 мас. %, предпочтительнее 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
La2O3: 0-7 мас. %, предпочтительно 0-5 мас. %, предпочтительнее 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %,
ZnO: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-7 мас. %, наиболее предпочтительно 0,1-5 мас. %,
К2О: 0,1-10 мас. %, предпочтительно 0,1-9 мас. %, предпочтительнее 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %,
GeO2: 0,1-7 мас. %, предпочтительно 0,1-6 мас. %, предпочтительнее 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
зародышеобразующее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0,5-8 мас. %, наиболее предпочтительно 0,5-5 мас. %,
окрашивающее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. %, и
другие добавки: 0-15 мас. %, предпочтительно 0-10 мас. %, предпочтительнее 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
В решении согласно настоящему изобретению для компонентов подвергнутого предварительному спеканию керамического изделия он имеет практически такой же состав, как матричный стеклянный порошок.
Согласно некоторым вариантам осуществления второго аспекта настоящего изобретения матричный стеклянный порошок может быть изготовлен способом, включающим следующие стадии:
(А1) выбор подходящих матричных исходных материалов, таких как карбонат, оксид и фторид, согласно всем компонентам, которые содержатся в матричном стеклянном порошке, измельчение и перемешивание матричных исходных материалов, а затем плавление при температуре, составляющей 1250-1650°С, в течение 0,5-3 часов для изготовления матричного расплавленного стекла;
(В1) гашение водой матричного расплавленного стекла для получения стеклянных фрагментов, а затем высушивание стеклянных фрагментов при температуре, составляющей 100-150°С, в течение 1-2 часов; и
(С1) измельчение высушенных стеклянных фрагментов для получения матричного стеклянного порошка.
Согласно некоторым вариантам осуществления второго аспекта настоящего изобретения матричный стеклянный порошок также быть изготовлен способом, включающим следующие стадии:
изготовление монохроматического матричного стеклянного порошка по меньшей мере двух типов, а затем смешивание изготовленного монохроматического матричного стеклянного порошка согласно требуемому цветовому соотношению для получения матричного стеклянного порошка, используемого для изготовления подвергнутых предварительному спеканию керамических изделий; при этом каждый монохроматический матричный стеклянный порошок может быть изготовлен способом, включающим следующие стадии:
(А2) выбор подходящих матричных исходных материалов, таких как карбонат, оксид и фторид, измельчение и перемешивание матричных исходных материалов и плавление при температуре, составляющей 1250-1650°С, в течение 0,5-3 часов для получения монохроматического матричного расплавленного стекла;
(B2) гашение водой монохроматического матричного расплавленного стекла для получения монохроматических стеклянных фрагментов, а затем высушивание монохроматических стеклянных фрагментов при температуре, составляющей 100-150°С, в течение 1-2 часов; и
(С2) измельчение высушенного монохроматических стеклянных фрагментов для получения монохроматического матричного стеклянного порошка.
Согласно другим вариантам осуществления второго аспекта настоящего изобретения матричный стеклянный порошок также быть изготовлен способом, включающим следующие стадии:
(A3) с применением компонентов, которые содержатся в матричном стеклянном порошке, измельчение и перемешивание матричных исходных материалов, соответствующих другим компонентам, за исключением окрашивающих веществ, таких как карбонат, оксид, фторид и т.д., и плавление при температуре, составляющей 1250-1650°С, в течение 0,5-3 часов для изготовления матричного расплавленного стекла;
(B3) гашение водой матричного расплавленного стекла для получения стеклянных фрагментов, а затем высушивание стеклянных фрагментов при температуре, составляющей 100-150°С, в течение 1-2 часов; и
(С3) измельчение высушенных стеклянных фрагментов и равномерное перемешивание с окрашивающим веществом для получения матричного стеклянного порошка.
Согласно этому варианту осуществления, окрашивающее вещество добавляют на стадии (С3), таким образом, что может быть предотвращено воздействие на окрашивающий эффект окрашивающего вещества в процессе плавления при высокой температуре.
Согласно конкретному варианту осуществления некоторые окрашивающие вещества, имеющие неудовлетворительную окрашивающую способность, такие как CeO2, также могут быть добавлены на стадии A3; при этом другие окрашивающие вещества добавляют на стадии С3.
Согласно некоторым вариантам осуществления второго аспекта настоящего изобретения гашение водой расплавленного стекла может быть достигнуто посредством выливания расплавленного стекла в холодную воду; при этом холодная вода, как правило, означает воду, температуре которой составляет 0-40°С.
Согласно некоторым вариантам осуществления второго аспекта настоящего изобретения средний размер частиц матричного стеклянного порошка составляет 1-100 мкм, предпочтительно 1-50 мкм, предпочтительнее 5-20 мкм. Авторы настоящего изобретения обнаружили, что чем выше однородность среднего размера частиц матричного стеклянного порошка, тем выше плотность подвергнутого уплотнительному спеканию стеклокерамического изделия на основе дисиликата лития, и тем более равномерной является кристаллизация, в результате чего улучшаются прочность и прозрачность по отношению к видимому свету, и текстура приближается к текстуре естественных зубов.
Согласно третьему аспекту настоящего изобретения предложено также подвергнутое предварительному спеканию керамическое изделие для восстановления зубов, причем это подвергнутое предварительному спеканию керамическое изделие не содержит кристаллическую фазу, имеет твердость по Виккерсу, составляющую 0,5-2 ГПа, является непрозрачным, и проявляет градиент прозрачности и/или цвета после уплотнительного спекания при температуре, составляющей 800-1100°С.
Согласно некоторым вариантам осуществления третьего аспекта настоящего изобретения подвергнутое предварительному спеканию керамическое изделие может проявлять градиент прозрачности после уплотнительного спекания. Согласно некоторым вариантам осуществления подвергнутое предварительному спеканию керамическое изделие может проявлять градиент цвета после уплотнительного спекания. Согласно другим вариантам осуществления подвергнутое предварительному спеканию керамическое изделие может проявлять градиент прозрачности и цвета после уплотнительного спекания. Поскольку подвергнутый предварительному спеканию керамический блок, предложенный согласно настоящему изобретению, может быть использован для восстановления зубов, прозрачность и/или цвет, которые проявляет подвергнутое предварительному спеканию керамическое изделие после уплотнительного спекания может приближаться к естественным зубам и соответствовать им по своим характеристикам; при этом улучшается эстетический эффект восстановления.
Согласно некоторым вариантам осуществления третьего аспекта настоящего изобретения подвергнутое предварительному спеканию керамическое изделие имеет измеренную методом трехточечного изгиба прочность, составляющую 10-110 МПа; предпочтительно 10-50 МПа; предпочтительнее 15-35 МПа.
Согласно некоторым вариантам осуществления третьего аспекта настоящего изобретения подвергнутое предварительному спеканию керамическое изделие содержит следующие компоненты:
SiO2 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %,
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %, предпочтительнее 13-17 мас. %,
ZrO2 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0-4 мас. %,
Al2O3: 0,3-8 мас. %, предпочтительно 0,5-6 мас. %, предпочтительнее 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
La2O3: 0-7 мас. %, предпочтительно 0-5 мас. %, предпочтительнее 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %,
ZnO: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-7 мас. %, наиболее предпочтительно 0,1-5 мас. %,
К2О: 0,1-10 мас. %, предпочтительно 0,1-9 мас. %, предпочтительнее 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %,
GeO2: 0,1-7 мас. %, предпочтительно 0,1-6 мас. %, предпочтительнее 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
зародышеобразующее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0,5-8 мас. %, наиболее предпочтительно 0,5-5 мас. %,
окрашивающее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. %, и
другие добавки: 0-15 мас. %, предпочтительно 0-10 мас. %, предпочтительнее 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
Согласно некоторым вариантам осуществления третьего аспекта настоящего изобретения, окрашивающее вещество представляет собой окрашивающее вещество для стекла или окрашивающее вещество для керамики; предпочтительно, окрашивающее вещество для стекла представляет собой оксиды и/или соли по меньшей мере одного из следующих элементов: ванадий, хром, марганец, железо, кобальт, никель, медь, церий, празеодим, неодим, самарий, прометий, тербий, диспрозий, гольмий, эрбий, тулий, иттербий, и европий; окрашивающее вещество для керамики представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, и черный пигмент на основе никеля.
Согласно четвертому аспекту настоящего изобретения предложен способ изготовления подвергнутого предварительному спеканию керамического изделия для восстановления зубов согласно третьему аспекту, который описан выше, причем этом способ включает следующие стадии:
(1) изготовление по меньшей мере двух матричных стеклянных порошков, которые различаются по прозрачности и/или цвету;
(2) помещение изготовленных по меньшей мере двух матричных стеклянных порошков в форму в порядке градиента прозрачности и/или цвета, и осуществление компрессионного формования для получения матричного стеклянного изделия; и
(3) предварительное спекание матричного стеклянного изделия в вакуумных условиях для получения подвергнутого предварительному спеканию керамического изделия, причем температура спекания в течение предварительного спекания составляет 470-520°С.
Согласно некоторым вариантам осуществления четвертого аспекта настоящего изобретения матричный стеклянный порошок содержит следующие компоненты:
SiO2 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %,
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %, предпочтительнее 13-17 мас. %,
ZrO2 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0-4 мас. %,
Al2O3: 0,3-8 мас. %, предпочтительно 0,5-6 мас. %, предпочтительнее 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
La2O3: 0-7 мас. %, предпочтительно 0-5 мас. %, предпочтительнее 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %,
ZnO: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-7 мас. %, наиболее предпочтительно 0,1-5 мас. %,
К2О: 0,1-10 мас. %, предпочтительно 0,1-9 мас. %, предпочтительнее 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %,
GeO2: 0,1-7 мас. %, предпочтительно 0,1-6 мас. %, предпочтительнее 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %,
зародышеобразующее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0,5-8 мас. %, наиболее предпочтительно 0,5-5 мас. %,
окрашивающее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. %, и
другие добавки: 0-15 мас. %, предпочтительно 0-10 мас. %, предпочтительнее 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
Согласно некоторым вариантам осуществления четвертого аспекта настоящего изобретения, на стадии (1) можно изготавливать три, четыре, пять, шесть или даже большее число матричных стеклянных порошков, имеющих различную прозрачность и/или цвет, причем все матричные стеклянные порошки, имеющие различную прозрачность и/или цвет, получаются после уплотнительного спекания.
При использовании в настоящем документе термин «матричные стеклянные порошки, имеющие различную прозрачность и/или цвет» означает, что матричные стеклянные порошки проявляют различную прозрачность и/или цвет после уплотнительного спекания.
Аналогичным образом, термин «подвергнутые предварительному спеканию керамические материалы, имеющие различную прозрачность и/или цвет» означает, что прозрачность и/или цвет подвергнутых предварительному спеканию керамических материалов различается после того, как подвергнутые предварительному спеканию керамические материалы подвергают уплотнительному спеканию.
Поскольку подвергнутое предварительному спеканию керамическое изделие содержит в большом количестве кристаллическую фазу дисиликата лития после уплотнительного спекания, причем в настоящем документе подвергнутое предварительному спеканию керамическое изделие после уплотнительного спекания также называется термином «стеклокерамический дисиликат лития».
Согласно некоторым вариантам осуществления четвертого аспекта настоящего изобретения на стадии (1) могут быть изготовлены по меньшей мере два матричных стеклянных порошка, имеющие различную прозрачность, для изготовления подвергнутых предварительному спеканию керамических изделий, которые проявляют градиент прозрачности после уплотнительного спекания; согласно некоторым вариантам осуществления на стадии (1) могут быть изготовлены по меньшей мере два матричных стеклянных порошка, имеющие различный цвет, для изготовления подвергнутых предварительному спеканию керамических изделий, которые проявляют градиент цвета после уплотнительного спекания; согласно другим вариантам осуществления на стадии (1) могут быть изготовлены по меньшей мере два матричных стеклянных порошка, имеющие различную прозрачность и цвет, для изготовления подвергнутых предварительному спеканию керамических изделий, которые проявляют градиент прозрачности и цвета после уплотнительного спекания.
Согласно некоторым вариантам осуществления четвертого аспекта настоящего изобретения на стадии (2) после того, как один матричный стеклянный порошок помещают в форму и верхнюю поверхность порошка выравнивают таким образом, что она становится плоской, помещают следующий матричный стеклянный порошок, и так до тех пор, пока все порошки не будут помещены в форму, а затем осуществляют компрессионное формование.
Подвергнутое предварительному спеканию керамическое изделие, изготовленный способом, предложенным согласно четвертому аспекту настоящего изобретения, содержит по меньшей мере два слоя; когда подвергнутое предварительному спеканию керамическое изделие подвергают уплотнитель ному спеканию, получаемое изделие может проявлять многослойный градиент прозрачности и/или цвета.
Согласно настоящему изобретению матричные стеклянные порошки, имеющие различную прозрачность и/или цвет, могут быть изготовлены посредством изменения количества каждого компонента; например, матричные стеклянные порошки, имеющие различный цвет, могут быть изготовлен посредством изменения типов и количеств окрашивающих веществ; несмотря на содержание компонентов в матричных стеклянных порошках, имеющих различную прозрачность и/или цвет, компоненты каждого матричного стеклянного порошка и соответствующие количества все же находятся в пределах диапазонов компонентов и соответствующих количеств для подвергнутого предварительному спеканию керамического изделия, который описан выше.
Согласно некоторым вариантам осуществления четвертого аспекта настоящего изобретения изготовление каждого матричного стеклянного порошка может быть осуществлено посредством стадий изготовления матричного стеклянного порошка согласно второму аспекту, как описано выше.
Согласно некоторым вариантам осуществления первого и третьего аспектов настоящего изобретения подвергнутое предварительному спеканию керамическое изделие для восстановления зубов содержит следующие компоненты:
SiO2: 55-80 мас. %
Li2O: 12-25 мас. %
ZrO2: 0-8 мас. %
Al2O3: 0,5-6 мас. %
La2O3: 0-5 мас. %
ZnO: 0-8 мас. %
K2O: 0,1-9 мас. %
GeO2: 0,1-6 мас. %
зародышеобразующее вещество: 0-8 мас. %
окрашивающее вещество: 0-8 мас. %,
другие добавки: 0-10 мас. %.
Согласно некоторым вариантам осуществления первого и третьего аспектов настоящего изобретения подвергнутое предварительному спеканию керамическое изделие для восстановления зубов содержит следующие компоненты:
SiO2 60-80 мас. %
Li2O: 13-17 мас. %
ZrO2 0-6 мас. %
Al2O3: 0,5-5 мас. %
La2O3: 0-4,5 мас. %
ZnO: 0-7 мас. %
K2O: 0,1-7 мас. %
GeO2: 0,3-5 мас. %
зародышеобразующее вещество: 0,5-8 мас. %
окрашивающее вещество: 0-6 мас. %
другие добавки: 0-4 мас. %.
Согласно некоторым вариантам осуществления первого и третьего аспектов настоящего изобретения подвергнутое предварительному спеканию керамическое изделие для восстановления зубов содержит следующие компоненты:
SiO2 64-75 мас. %
Li2O: 13-17 мас. %
ZrO2 0-4 мас. %
Al2O3: 0,5-4 мас. %
La2O3: 0-4 мас. %
ZnO: 0,1-5 мас. %
K2O: 0,5-4,5 мас. %
GeO2: 0,5-4 мас. %
зародышеобразующее вещество: 0,5-5 мас. %
окрашивающее вещество: 0,1-5 мас. %
другие добавки: 0-4 мас. %.
В случае подвергнутого предварительному спеканию керамического изделия для восстановления зубов, который предложен согласно настоящему изобретению, добавление GeO2 в компоненты подвергнутого предварительному спеканию керамического изделия может эффективно уменьшать вязкость в процесс плавления матричного стекла, уменьшать образование пузырьков в процессе плавления, уменьшать вероятность образования пор в подвергнутом предварительному спеканию керамическом изделии, улучшать показатель преломления подвергнутого уплотнительному спеканию керамического изделия, а также улучшать оптические эксплуатационные характеристики. Кроме того, добавление GeO2 может повышать плотность подвергнутого уплотнительному спеканию керамического изделия и в результате этого увеличивать его прочность.
В случае подвергнутого предварительному спеканию керамического изделия для восстановления зубов, который предложен согласно настоящему изобретению, добавление окрашивающего вещества используется, главным образом, для того, чтобы цвет подвергнутого уплотнительному спеканию керамического изделия соответствовал цвету естественных зубов пациента. Согласно конкретному варианту осуществления окрашивающее вещество может представлять собой окрашивающее вещество для стекла или окрашивающее вещество для керамики.
При использовании в настоящем документе термин «окрашивающее вещество для стекла» означает окрашивающие вещества, используемые в стекле и стеклянных изделиях, в том числе, но без ограничения, оксиды переходных металлов, редкоземельных элементов и т.д.; при этом окрашивающие вещества для стекла могут быть произведены непосредственно из оксидов переходных металлов, редкоземельных элементов и т.д., или они могут быть произведены из солей, включая, но без ограничения, хлориды и т.д., которые образуют окрашивающие вещество для стекла на основе оксидов, которые описаны выше, после высокотемпературной обработки.
При использовании в настоящем документе термин «окрашивающее вещество для керамики» означает окрашивающее вещество, используемое в керамических материалах и керамических изделиях, включая, но без ограничения, красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, черный пигмент на основе никеля и т.д. В продаже имеются окрашивающие вещества для керамики, такие как красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, и черный пигмент на основе никеля.
В компоненты подвергнутого предварительному спеканию керамического изделия для восстановления зубов, который предложен согласно настоящему изобретению, могут быть введены другие добавки, и эти другие добавки могут представлять собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO; при этом добавление В2О3 может уменьшать вязкость матричного расплавленного стекла и микрокристаллической стеклянной фазы в процессе уплотнительного спекания и способствовать спеканию жидкой фазы; F может способствовать полной кристаллизации на поверхности кристаллизации стеклокерамического материала на основе дисиликат лития; Na2O может уменьшать высокотемпературную вязкость матричного расплавленного стекла; ВаО может увеличивать яркость поверхности матричного стекла и в результате этого увеличивать яркость поверхности стеклянной фазы в стеклокерамическом материале. В процессе изготовления матричного расплавленного стекла SrO может быть использован в качестве флюсующего материала, который может уменьшать вязкость расплавленного стекла, уменьшая пери этом вязкость микрокристаллического стекла в течение процесса уплотнительного спекания, а также увеличивать показатель преломления стеклянной фазы в стеклокерамических материалах. СаО также производит эффект уменьшения высокотемпературной вязкости расплавленного стекла.
Подвергнутое предварительному спеканию керамическое изделие, предложенное согласно настоящему изобретению, является непрозрачным и не пропускает видимый свет; при этом стекло, имеющее такой же состав, как правило, является прозрачным, стеклокерамический материал, имеющий такой же состав (также известный как микрокристаллическое стекло), как правило, является полупрозрачным; из этого может быть сделан вывод, что подвергнутое предварительному спеканию керамическое изделие, предложенное согласно настоящему изобретению, отличается от стекла или стеклокерамического материала, содержащего такие же компоненты в микроструктуре.
В настоящем документе термин «непрозрачный» имеет свое обычное значение; согласно конкретным вариантам осуществления настоящего изобретения можно визуально наблюдать характеристики непрозрачности изделия, такого как подвергнутое предварительному спеканию керамическое изделие.
В настоящем документе термин «прозрачность» может быть охарактеризован как прозрачность по отношению к видимому свету, например, чем выше прозрачность по отношению к видимому свету, тем лучше прозрачность; чем ниже прозрачность по отношению к видимому свету, тем хуже прозрачность; градиент прозрачности означает градиент прозрачности по отношению к видимому свету.
Согласно некоторым вариантам осуществления второго и четвертого аспектов настоящего изобретения зародышеобразующее вещество может быть произведено непосредственно из оксидов Р2О5, TiO2, V2O5, Cr2O3, Fe2O3, или произведено из солей, включая, но без ограничения, карбонаты, хлориды и т.д., которые после высокотемпературной обработки образуют оксиды, представляющие собой зародышеобразующее вещество, которое описано выше.
Согласно некоторым вариантам осуществления второго и четвертого аспектов настоящего изобретения окрашивающее вещество, содержащееся в матричном стеклянном порошке, представляет собой окрашивающее вещество для стекла или окрашивающее вещество для керамики; предпочтительно, окрашивающее вещество для стекла представляет собой оксиды по меньшей мере одного из следующих элементов: ванадий, хром, марганец, железо, кобальт, никель, медь, церий, празеодим, неодим, самарий, прометий, тербий, диспрозий, гольмий, эрбий, тулий, иттербий, самарий, и европий; окрашивающее вещество для керамики представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, и черный пигмент на основе никеля. Более конкретно, окрашивающее вещество для стекла на основе оксидов, которое описано выше, может быть произведено непосредственно из оксидов следующих элементов: ванадий, хром, марганец, железо, кобальт, никель, медь, церий, празеодим, неодим, самарий, прометий, тербий, диспрозий, гольмий, эрбий, тулий, иттербий, самарий, европий и т.д., а также может быть произведено из солей, включая, но без ограничения, хлориды и т.д., которые после высокотемпературной обработки образуют оксиды, представляющие собой зародышеобразующее вещество, которое описано выше.
Согласно некоторым вариантам осуществления второго и четвертого аспектов настоящего изобретения компрессионное формование может представлять собой сухое компрессионное формование или изостатическое компрессионное формование, и при этом давление, используемое в процессе компрессионного формования, может составлять 50-300 МПа.
В способе изготовления, предложенном согласно второму и четвертому аспектам настоящего изобретения, температура предварительного спекания составляет 470-520°С, и авторы настоящего изобретения неожиданно обнаружили, что в пределах этого температурного диапазона в изготовленном подвергнутом предварительному спеканию керамическом изделии практически отсутствует кристаллическая фаза, а также отсутствует кристаллическая фаза метасиликата лития; согласно конкретному варианту осуществления в случае предварительного спекания температура спекания может принимать любое значение в диапазоне 470-520°С, в том числе 475°С, 480°С, 490°С, 500°С, 510°С и т.д.
Кроме того, авторы настоящего изобретения обнаружили, что если температура предварительного спекания продолжает увеличиваться, кристаллическая фаза диоксида кремния будет образовываться, когда температура предварительного спекания составляет более чем 530°С, например, вплоть до 540°С; если температура предварительного спекания продолжает увеличиваться, кристаллическая фаза метасиликата лития будет постепенно образовываться, когда температура предварительного спекания составляет более чем 570°С; и основная кристаллическая фаза метасиликата лития будет образовываться, когда температура предварительного спекания составляет более чем 590°С, например, вплоть до 600°С.
Согласно некоторым вариантам осуществления в способах изготовления, которые предложены во втором и четвертом аспектах настоящего изобретения, продолжительность выдерживания для предварительного спекания составляет 20-240 минут, предпочтительно 30-120 минут, предпочтительнее 60-120 минут.
Согласно некоторым вариантам осуществления второго и четвертого аспектов настоящего изобретения предварительное спекание и уплотнительное спекание может быть осуществлено в печи для спекания, в которой могут быть созданы вакуумные условия; согласно конкретному варианту осуществления абсолютное давление в вакуумных условиях может составлять 100-5000 Па, предпочтительно 1000-3000 Па. Авторы настоящего изобретения обнаружили, что когда давление в вакуумных условиях составляет 100-5000 Па, в частности, находится в диапазоне 1000-3000 Па, получаемые в результате стеклокерамические материалы на основе дисиликата лития имеют более высокую плотность и проявляют повышенную прозрачность.
Согласно пятому аспекту настоящего изобретения предложен способ изготовления керамического изделия для восстановления зубов, включающий следующие стадии:
изготовление подвергнутого предварительному спеканию керамического изделия согласно первому аспекту или второму аспекту; и
уплотнительное спекание подвергнутого предварительному спеканию керамического изделия в вакуумных условиях, причем температура в течение уплотнительного спекания составляет 800-1100°С.
Согласно шестому аспекту настоящего изобретения предложен способ изготовления изделия для восстановления зубов, включающий следующие стадии:
изготовление подвергнутого предварительному спеканию керамического изделия согласно первому аспекту или второму аспекту;
обработка подвергнутого предварительному спеканию керамического изделия в форме для восстановления зубов для получения изделия для восстановления; и
уплотнительное спекание изделия для восстановления в вакуумных условиях для получения изделия для восстановления зубов; причем температура в течение уплотнительного спекания составляет 800-1100°С.
В результате уплотнительного спекания подвергнутое предварительному спеканию керамическое изделие может быть дополнительно уплотнено; в процессе уплотнительного спекания содержание кристаллов в керамическом изделии увеличивается, кристаллы растут, осаждается большое количество дисиликата лития, и получается стеклокерамический материал на основе дисиликата лития или стеклокерамический материал для восстановления на основе дисиликат лития, в котором дисиликат лития представляет собой основную кристаллическую фазу, и который имеет прочность, составляющую более чем 200 МПа, и другие превосходные свойства, которые удовлетворяют требованиям восстановления зубов.
Согласно некоторым вариантам осуществления пятого и шестого аспектов настоящего изобретения продолжительность выдерживания в процессе уплотнительного спекания может составлять 1-60 минут, предпочтительно 1-40 минут.
Согласно некоторым вариантам осуществления шестого аспекта настоящего изобретения подвергнутый предварительному спеканию керамический материал может быть обработан с применением технологии автоматизированного проектирования и производства (CAD/САМ), более конкретно, посредством сухой механической обработки или влажной механической обработки.
При использовании в настоящем документе термин «сухая механическая обработка», а также «сухая обработка» имеет свое обычное значение, известное в технике, и, как правило, представляет собой процесс механической обработки, в которой резание осуществляется без применения смазочно-охлаждающей жидкости.
При использовании в настоящем документе термин «влажная механическая обработка», а также «влажная обработка», имеет свое обычное значение, известное в технике, и, как правило, представляет собой процесс механической обработки, в которой резание осуществляется с применением смазочно-охлаждающей жидкости; в процессе механической обработки происходит распыление смазочно-охлаждающей жидкости на керамическое изделие и бор в целях отвода большого количества тепла, которое производится в процессе механической обработки.
По сравнению с влажной механической обработкой сухая механическая обработка имеет меньшую стоимость и распространена в большей степени вследствие отсутствия необходимости применения дорогостоящих расходных материалов, таких как смазочно-охлаждающая жидкость и фильтрующие элементы.
Согласно некоторым вариантам осуществления шестого аспекта настоящего изобретения, изделие для восстановления зубов также может быть обеспечено глазурованием и/или керамическим покрытием после уплотнительного спекания.
При использовании в настоящем документе термин «глазурование» имеет свое обычное значение, известное в технике и представляет собой равномерное нанесение слоя окрашенной или прозрачной глазури на поверхность керамического изделия для восстановления с последующим спеканием в печи для спекания керамических материалов и образованием тонкого слоя оксида на поверхности изделия для восстановления. В процессе глазурования можно закупоривать возможные микропоры и трещины на поверхности керамического изделия для восстановления и восстанавливать гладкую морфологию поверхности.
В данном контексте термин «нанесение керамического покрытия» имеет обычное значение, известное в технике, и означает, что керамический порошок, имеющий различные функции и цвет, наносят на поверхность керамического изделия для восстановления, а затем это изделие для восстановления помещают в печь для спекания керамических материалов в целях спекания, таким образом, что форма изделия для восстановления визуально становится более выраженной и персонализированной, и цвет становится более ярким.
Подвергнутое предварительному спеканию керамическое изделие, предложенный согласно настоящему изобретению, не содержит кристаллическую фазу, имеет низкую температуру предварительного спекания и низкую твердость, причем его твердость по Виккерсу составляет 0,5-2 ГПа, что значительно ниже твердости керамического изделия, содержащего кристаллическую фазу метасиликата лития, и он является подходящим для сухой механической обработки, а также для влажной механической обработки, когда в результате этой механической обработки он превращается в изделие для восстановления зубов.
Краткое описание фигур
Для более четкого описания технических решений в примерах настоящего изобретения и предшествующего уровня техники далее представлено краткое описание фигур, используемых описании примеров и предшествующего уровня техники. Очевидно, что фигуры в следующем описании представляют некоторые примеры настоящего изобретения, и для специалистов в данной области техники другие фигуры могут быть получены из указанных фигур без какой-либо творческой работы.
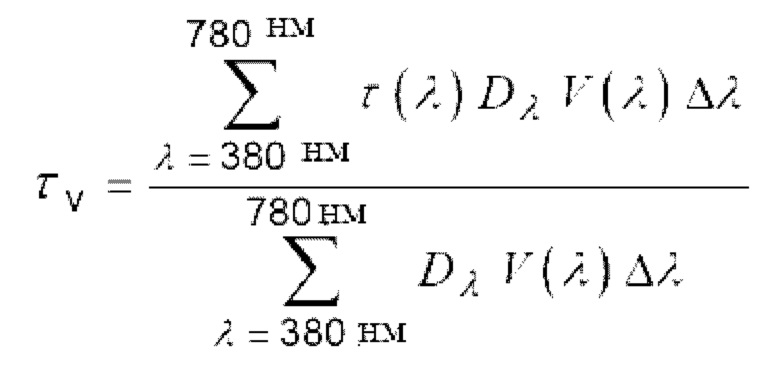
На фиг. 1 представлена рентгеновская дифрактограмма подвергнутого предварительному спеканию керамического изделия, изготовленного в примере 1;
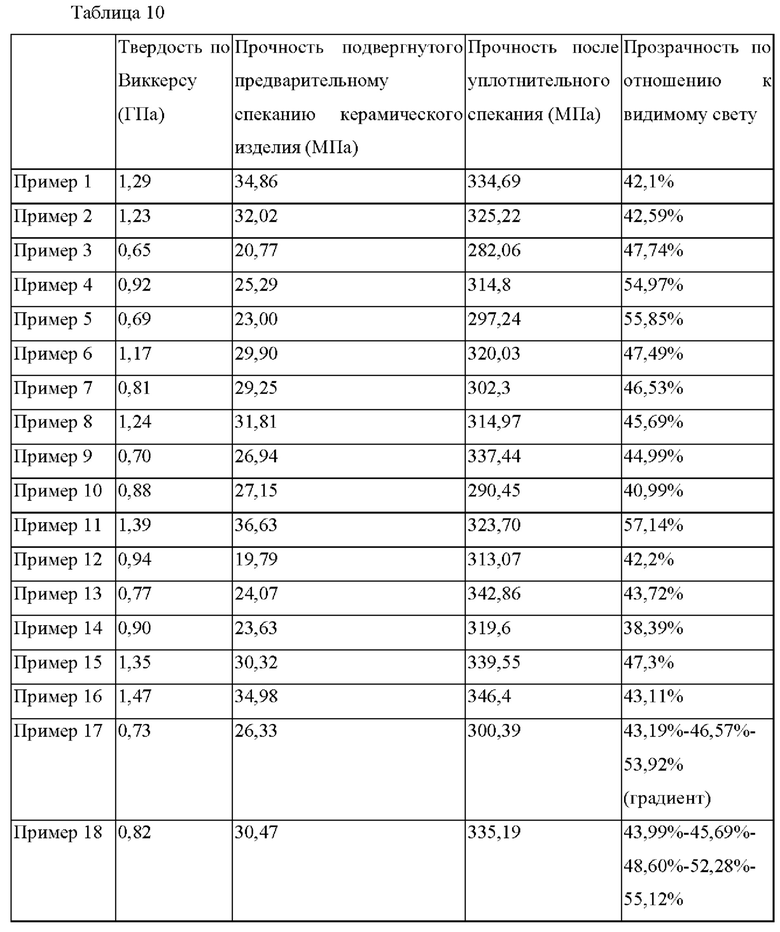
на фиг. 2 представлена рентгеновская дифрактограмма подвергнутого предварительному спеканию керамического изделия, изготовленного в примере 3;
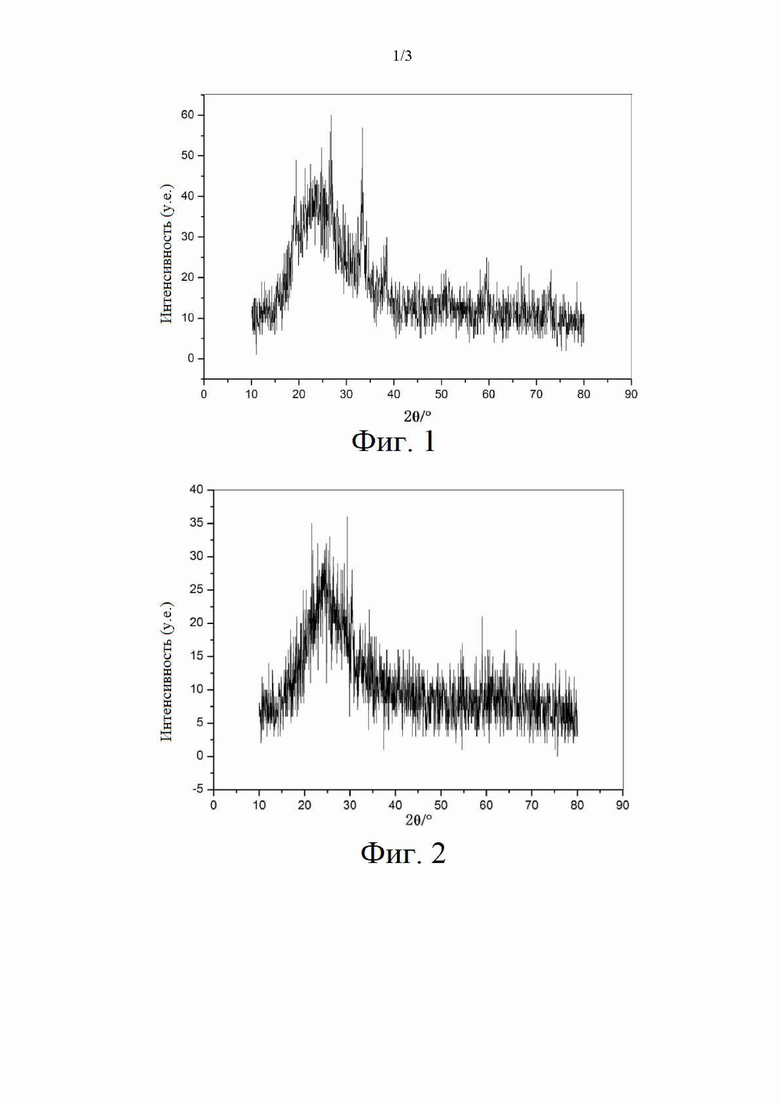
на фиг. 3 представлена рентгеновская дифрактограмма подвергнутого предварительному спеканию керамического изделия, изготовленного в примере 4;
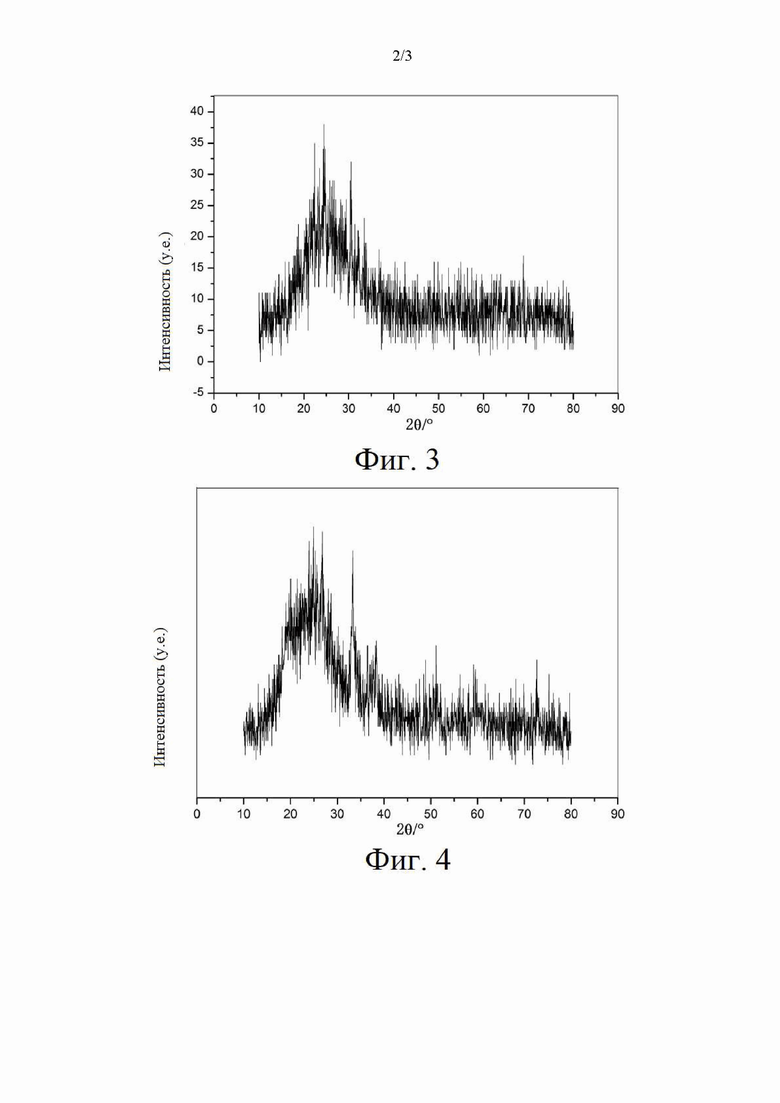
на фиг. 4 представлена рентгеновская дифрактограмма подвергнутого предварительному спеканию керамического изделия, изготовленного в примере 16; и
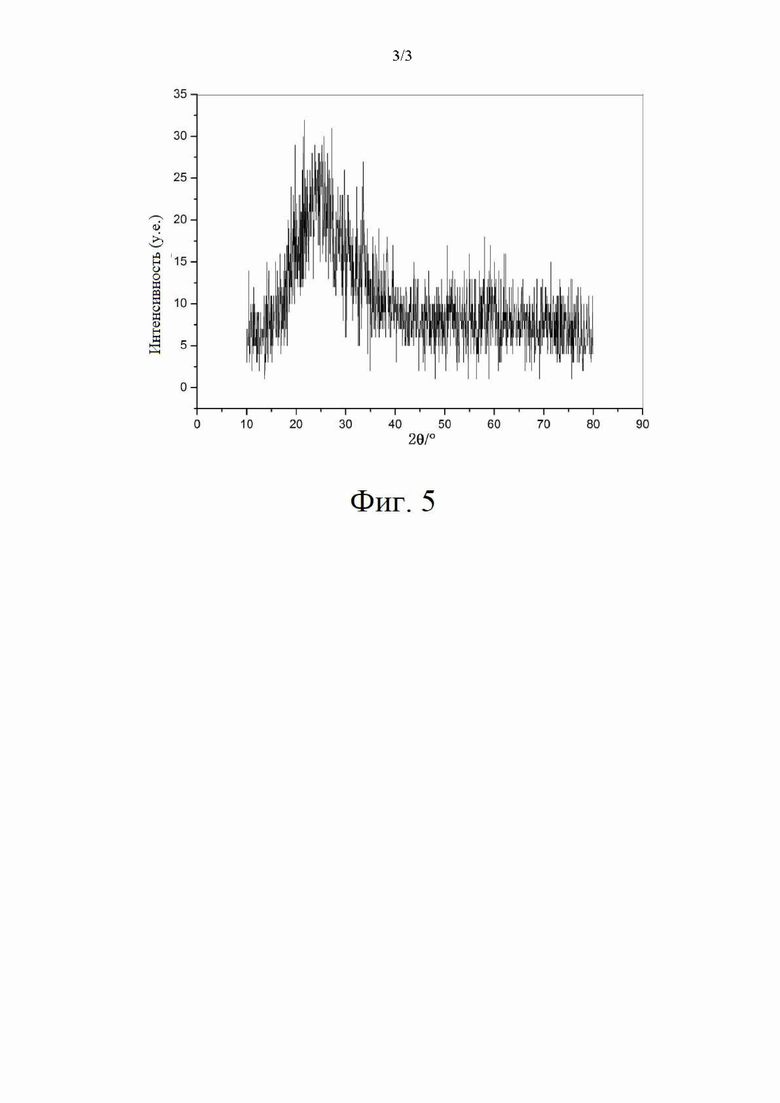
на фиг. 5 представлена рентгеновская дифрактограмма подвергнутого предварительному спеканию керамического изделия, изготовленного в примере 17.
Подробное раскрытие настоящего изобретения
Чтобы сделать более понятными задачи, технические решения и преимущества настоящего изобретения, далее приведено подробное описание настоящего изобретения с представлением вариантов осуществления и сопровождающих фигур. Очевидно, что описанные варианты осуществления представляют собой лишь некоторые, но не все из вариантов осуществления настоящего изобретения. Все другие варианты осуществления, которые могут быть произведены специалистами в данной области техники на основании вариантов осуществления настоящего изобретения без каких-либо творческих усилий, находятся в пределах объема патентной охраны настоящего изобретения.
Примеры изготовления подвергнутых предварительному спеканию керамических изделий и изделий для восстановления зубов
Пример 1
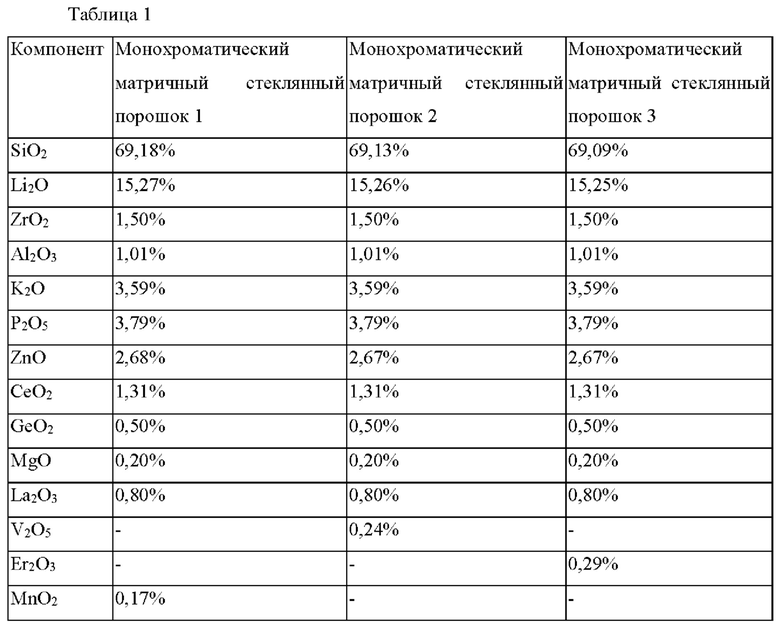
С применением компонентов и количеств монохроматического матричного стеклянного порошка 1, которые указаны в таблице 1, матричные исходные материалы, такие как оксиды, карбонатные соединения и фосфаты, соответствующие другие компонентам, за исключением окрашивающих веществ (V2O5, Er2O3, MnO2) измельчали и равномерно перемешивали, смешанные исходные материалы помещали в платиновый тигель, который устанавливали в печь, нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали до среднего размера частиц, составляющего 5-30 мкм, а затем добавляли окрашивающие вещества и равномерно перемешивали для получения матричного стеклянного порошка 1.
Таким же способом были изготовлены монохроматический матричный стеклянный порошок 2 и монохроматический матричный стеклянный порошок 3. Их равномерно перемешивали согласно массовому соотношению монохроматического матричного стеклянного порошка 1, монохроматического матричного стеклянного порошка 2 и монохроматического матричного стеклянного порошка 3, составляющему 1,5:3:4,5, для получения матричного стеклянного порошка. Матричные стеклянные порошки загружали в форму, одноосное сухое компрессионное формование осуществляли под давлением формования, составляющим 75 МПа, и в результате этого было получено матричное стеклянное изделие, масса которого составляла приблизительно 9-10 г.
Матричное стеклянное изделие подвергали спеканию в вакуумной печи в вакуумных условиях при 510°С в течение 60 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, для получения подвергнутого предварительному спеканию керамического изделия; подвергнутое предварительному спеканию керамическое изделие исследовали методом рентгеновской дифрактометрии, причем результаты представлены на фиг. 1, и можно видеть на фиг. 1, что подвергнутое предварительному спеканию керамическое изделие, изготовленное в этом примере, не содержит кристаллическую фазу.
Подвергнутое предварительному спеканию керамическое изделие подвергали влажной механической обработке с применением оборудования CAD/САМ для механической обработки (CEREC inLab МС XL, SINODE) для получения изделия для восстановления.
Изделие для восстановления подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях при 875°С в течение 15 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, для получения изделия стеклокерамического восстановления на основе дисиликата лития.
Пример 2
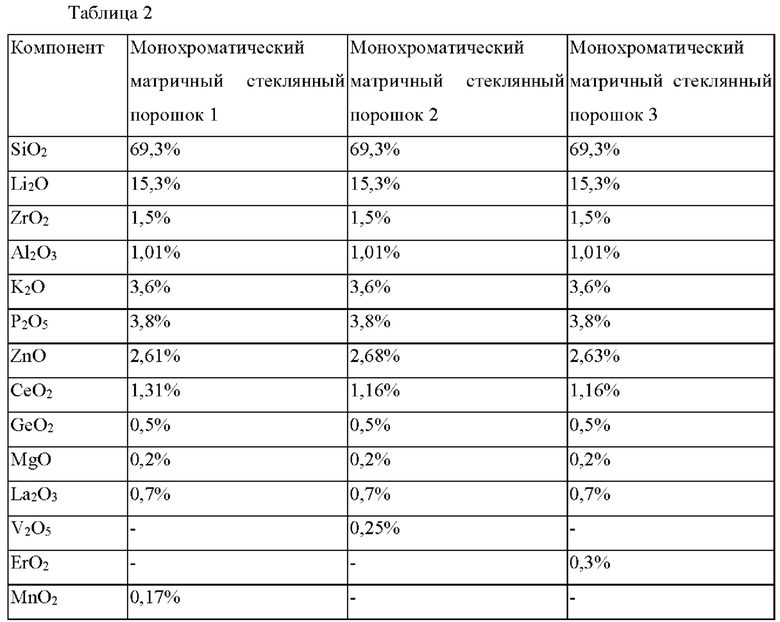
С применением компонентов и количеств матричного стеклянного порошка 1, которые указаны в таблице 2, матричные исходные материалы, такие как оксиды, карбонатные соединения и фосфаты, соответствующие всем компонентам, измельчали и равномерно перемешивали, смешанные исходные материалы помещали в платиновый тигель, который устанавливали в печь, нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали до среднего размера частиц, составляющего 5-30 мкм для получения матричного стеклянного порошка 1, соответственно.
Таким же способом были изготовлены монохроматический матричный стеклянный порошок 2 и монохроматический матричный стеклянный порошок 3. Их равномерно перемешивали согласно соотношению монохроматического матричного стеклянного порошка 1, монохроматического матричного стеклянного порошка 2 и монохроматического матричного стеклянного порошка 3, составляющему 1,5:3:4,5, для получения матричного стеклянного порошка.
Подвергнутое предварительному спеканию керамическое изделие получали, осуществляя формование и предварительное спекание с применением способа, описанного в примере 1; и керамическое изделие для восстановления на основе дисиликат лития получали, осуществляя влажную механическую обработку и уплотнительное спекание подвергнутого предварительному спеканию керамического изделия с применением способа, описанного в примере 1.
Пример 3
Матричный стеклянный порошок содержит следующие компоненты, присутствующие в следующем содержании:
SiO2: 71,87 мас. %
Li2O: 14,62 мас. %
ZrO2: 0,5 мас. %
Al2O3: 2,18 мас. %
K2O: 3,38 мас. %
P2O5: 2,83 мас. %
ZnO: 2,41 мас. %
CeO2: 0,43 мас. %
GeO2: 0,48 мас. %
MgO: 0,2 мас. %
La2O3: 0,5 мас. %
V2O5: 0,1 мас. %
Er2O3: 0,3 мас. %
Tb4O7:0,2 мас. %
С применением компонентов и количеств матричного стеклянного порошка, матричные исходные материалы, такие как оксиды, карбонатные соединения и фосфаты, соответствующие другим компонентам за исключением окрашивающих веществ (V2O5, Er2O3 и Tb4O7) измельчали и равномерно перемешивали, смешанные матричные исходные материалы помещали в платиновый тигель, который устанавливали в печь, нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали до среднего размера частиц, составляющего 5-30 мкм, а затем добавляли окрашивающие вещества и равномерно перемешивали для получения матричного стеклянного порошка.
Матричные стеклянные порошки загружали в форму, одноосное сухое компрессионное формование осуществляли под давлением формования, составляющим 75 МПа, и в результате этого было получено матричное стеклянное изделие, масса которого составляла приблизительно 9-10 г.
Матричное стеклянное изделие подвергали спеканию в вакуумной печи в вакуумных условиях при 470°С в течение 120 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, для получения подвергнутого предварительному спеканию керамического изделия; подвергнутое предварительному спеканию керамическое изделие исследовали методом рентгеновской дифрактометрии, причем результаты представлены на фиг. 2. Можно видеть на фиг. 2, что подвергнутое предварительному спеканию керамическое изделие, изготовленное в этом примере, не содержит кристаллическую фазу.
Благодаря тому, что температура предварительного спекания является низкой, и твердость керамического изделия является значительно ниже, чем твердость стеклокерамический материал на основе метасиликата лития, присутствующего на рынке в настоящее время, керамическое изделие согласно настоящему изобретению находился в промежуточном состоянии, который легче подвергался механической обработке и являлся подходящим для сухой механической обработки. Подвергнутое предварительному спеканию керамическое изделие подвергали сухой механической обработке с применением оборудования CAD/САМ для механической обработки (Roland DWX 51D) для получения изделия для восстановления, в результате этого завершали изготовление обработанного изделия для восстановления, и при этом отсутствовали проблемы неровных краев, неполной обработки и повреждения керамических изделий.
Изделие для восстановления подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях при 880°С в течение 10 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, и в результате этого получали изделие стеклокерамического восстановления на основе дисиликата лития.
Пример 4
Матричный стеклянный порошок содержит следующие компоненты, присутствующие в следующем содержании:
SiO2: 67,8 мас. %
Li2O: 14,2 мас. %
ZrO2: 1,69 мас. %
Al2O3: 1,45 мас. %
K2O: 3,55 мас. %
P2O5: 3,98 мас. %
ZnO: 2,90 мас. %
CeO2: 1,53 мас. %
GeO2: 0,80 мас. %
MgO: 0,2 мас. %
La2O3: 0,8 мас. %
В2О3: 0,55 мас. %
V2O5: 0,18%
Er2O3: 0,29%
MnO2: 0,08%
С применением компонентов и количества матричного стеклянного порошка матричные исходные материалы, такие как оксиды, карбонатные соединения и фосфаты, соответствующие всем компонентам, измельчали и равномерно перемешивали, смешанные матричные исходные материалы помещали в платиновый тигель, который устанавливали в печь, после чего нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали для получения матричного стеклянного порошка, имеющего средний размер частиц, составляющий 5-30 мкм.
Матричный стеклянный порошок загружали в форму, одноосное сухое сжатие формование осуществляли под давлением формования, составляющим 75 МПа, и в результате этого было получено матричное стеклянное изделие, масса которого составляла приблизительно 9-10 г.
Матричное стеклянное изделие подвергали спеканию в вакуумной печи в вакуумных условиях при 490°С в течение 80 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, и в результате этого получали подвергнутое предварительному спеканию керамическое изделие; подвергнутое предварительному спеканию керамическое изделие исследовали методом рентгеновской дифрактометрии, причем результаты представлены на фиг. 3, и можно видеть на фиг. 3, что подвергнутое предварительному спеканию керамическое изделие, изготовленное в этом примере, не содержит кристаллическую фазу.
Подвергнутое предварительному спеканию керамическое изделие подвергали сухой механической обработке с применением оборудования CAD/САМ для механической обработки (Roland DWX 51D) для получения изделия для восстановления.
Изделие для восстановления подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях при 930°С в течение 8 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, и в результате этого получали изделие стеклокерамического восстановления на основе дисиликата лития.
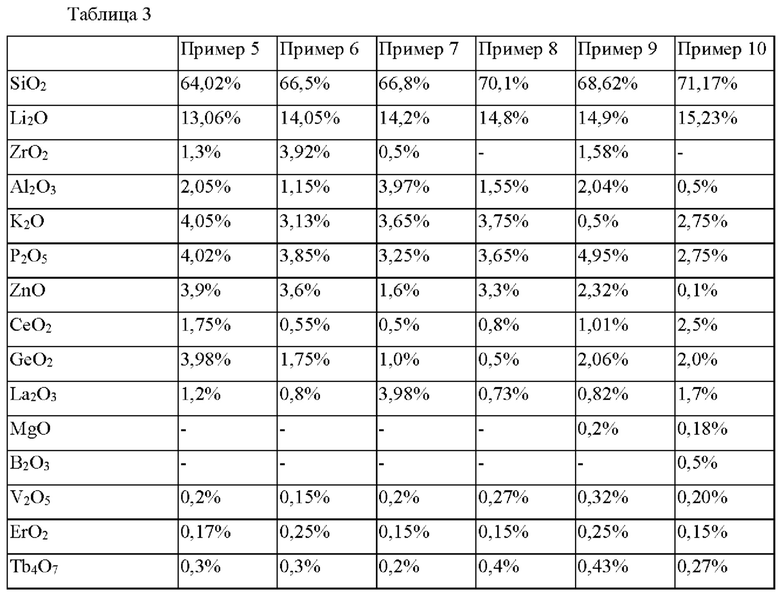
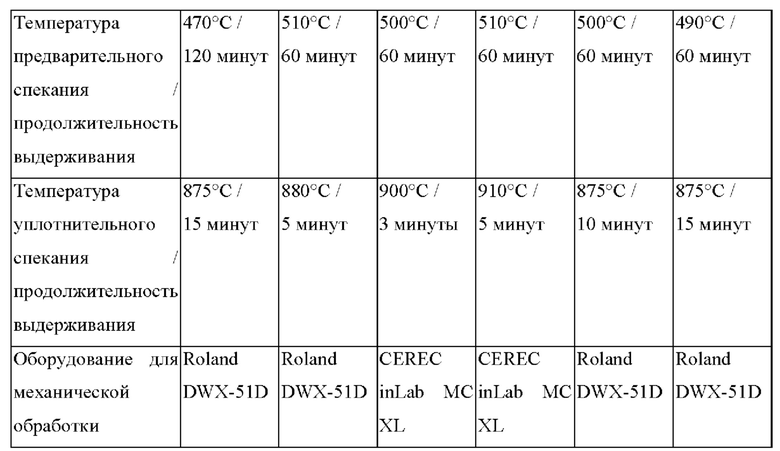
Примеры 5-10
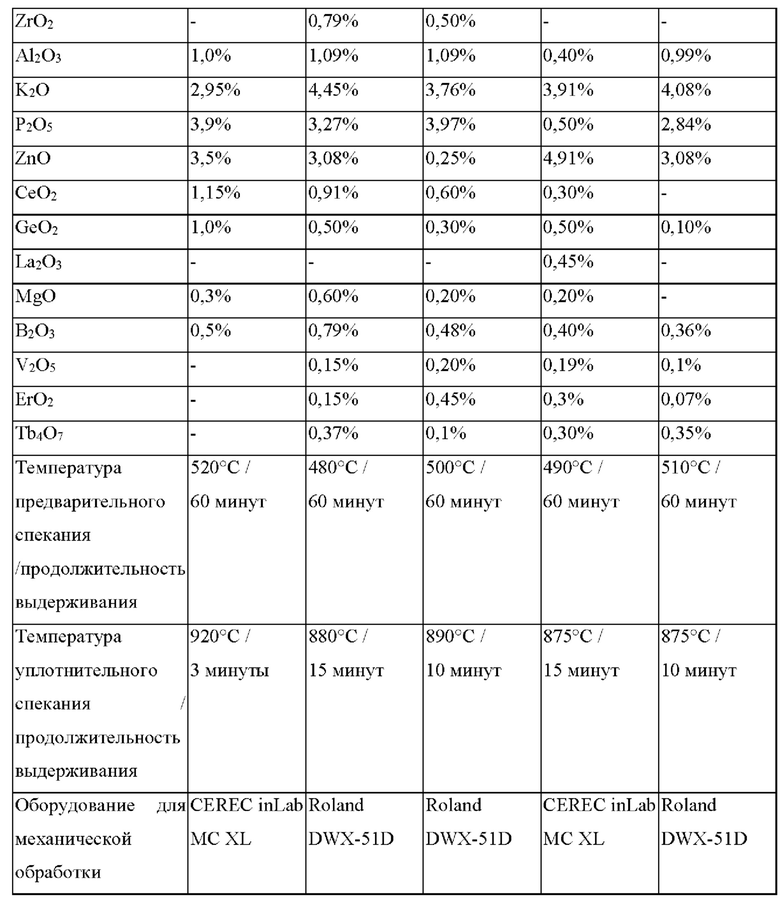
Матричные стеклянные порошки в примерах 5-10 были изготовлены и подвергнуты формованию с применением способа, описанного в примере 4, и компонентов, описанных в таблице 3.
Матричное стеклянное изделие, полученное в примерах 5-10, подвергали предварительному спеканию в вакуумной печи в вакуумных условиях для получения подвергнутого предварительному спеканию керамического изделия, причем температура спекания и продолжительность выдерживания представлены в таблице 3, и давление (абсолютное давление) в вакуумной печи составляло 1800 Па; подвергнутые предварительному спеканию керамические изделия, изготовленные в каждом примере, подвергали механической обработке с применением соответствующего оборудования CAD/САМ для механической обработки, указанного в таблице 3, чтобы получить изделие для восстановления.
Изделие для восстановления, изготовленное в примерах 5-10, подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях для получения изделия стеклокерамического восстановления на основе дисиликата лития, причем температура спекания и продолжительность выдерживания представлены в таблице 3, и давление (абсолютное давление) в вакуумной печи составляло 1800 Па.
Примеры 11-15
Матричные стеклянные порошки в примерах 11-15 были изготовлены и подвергнуты формованию с применением способа, описанного в примере 3, и компонентов, описанных в таблице 4.
Матричное стеклянное изделие, полученное в примерах 11-15, подвергали предварительному спеканию в вакуумной печи в вакуумных условиях для получения подвергнутого предварительному спеканию керамического изделия, причем температура спекания и продолжительность выдерживания представлены в таблице 4, и давление (абсолютное давление) в вакуумной печи составляло 1800 Па; подвергнутые предварительному спеканию керамические изделия, изготовленные в каждом примере, подвергали механической обработке с применением соответствующего оборудования CAD/САМ для механической обработки, указанного в таблице 4 для получения изделия для восстановления.
Изделие для восстановления, изготовленное в примерах 11-15, подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях для получения изделия стеклокерамического восстановления на основе дисиликата лития, причем температура спекания и продолжительность выдерживания представлены в таблице 4, и давление (абсолютное давление) в вакуумной печи составляло 1800 Па.

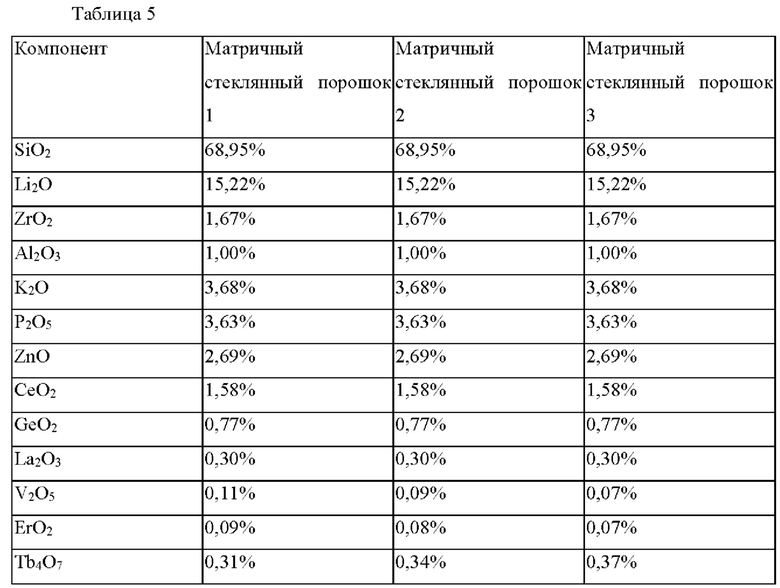
Пример 16
С применением компонентов и количеств матричного стеклянного порошка 1, которые указаны в таблице 5, матричные исходные материалы, такие как оксиды, карбонатные соединения и фосфаты, соответствующие другим компонентам за исключением окрашивающих веществ (V2O5, ErO2, Tb4O7) измельчали и равномерно перемешивали, смешанные матричные исходные материалы помещали в платиновый тигель, который устанавливали в печь для спекания, нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали до среднего размера частиц, составляющего 5-30 мкм, а затем добавляли окрашивающие вещества и равномерно перемешивали для получения матричного стеклянного порошка 1. Таким же способом были изготовлены матричный стеклянный порошок 2 и матричный стеклянный порошок 3. Были получены три матричных стеклянных порошка, имеющие одинаковую прозрачность, но различающиеся по цвету.
Матричный стеклянный порошок 1 помещали в форму для сухого прессования, верхнюю поверхность порошка выравнивали до плоского состояния, затем добавляли матричный стеклянный порошок 2, верхнюю поверхность порошка выравнивали до плоского состояния, и затем добавляли матричный стеклянный порошок 3, причем матричный стеклянный порошок 1 образовывал слой толщиной 5,5 мм, матричный стеклянный порошок 2 образовывал слой толщиной 5 мм, и матричный стеклянный порошок 3 образовывал слой толщиной 5,5 мм; одноосное сухое компрессионное формование осуществляли под давлением, составляющим 75 МПа, и в результате этого было получено матричное стеклянное изделие, масса которого составляла приблизительно 9-10 г.
Матричное стеклянное изделие подвергали спеканию в вакуумной печи в вакуумных условиях при 520°С в течение 60 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, для получения подвергнутого предварительному спеканию керамического изделия; подвергнутое предварительному спеканию керамическое изделие исследовали методом рентгеновской дифрактометрии, причем результаты представлены на фиг. 4, и можно видеть на фиг. 4, что подвергнутое предварительному спеканию керамическое изделие, изготовленное в этом примере, не содержит кристаллическую фазу.
Подвергнутое предварительному спеканию керамическое изделие подвергали влажной механической обработке с применением оборудования CAD/САМ для механической обработки (CEREC inLab МС XL, SIRONASIRONA) для получения изделия для восстановления.
Изделие для восстановления подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях при 875°С в течение 15 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, и в результате этого получали трехслойное окрашенное керамическое изделие для восстановления на основе дисиликат лития.
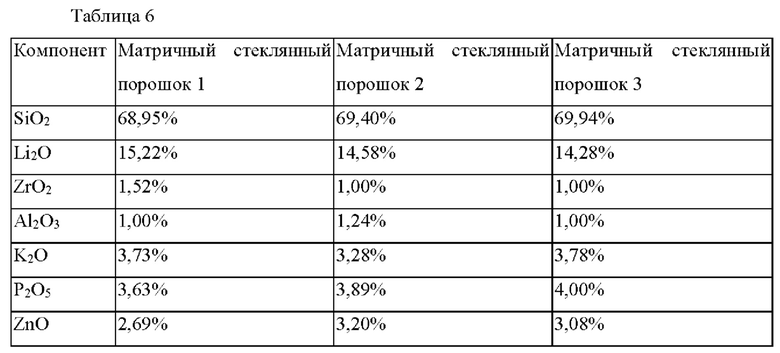
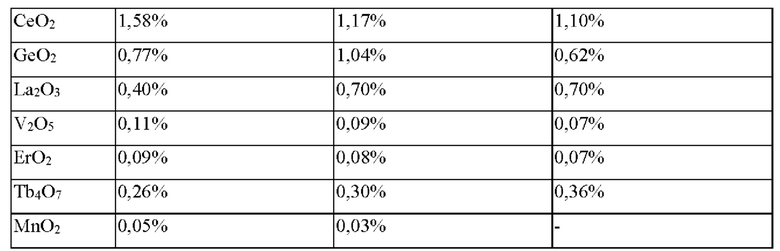
Пример 17
С применением компонентов и количеств матричного стеклянного порошка 1 в таблице 6, матричные исходные материалы, такой как оксиды, карбонатные соединения и фосфатные соединения, соответствующие другим компонентам, за исключением окрашивающих веществ, измельчали и равномерно перемешивали, смешанные исходные материалы помещали в платиновый тигель, который устанавливали в печь, нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали до среднего размера частиц, составляющего 5-30 мкм, а затем добавляли окрашивающие вещества и равномерно перемешивали для получения матричного стеклянного порошка 1. Таким же способом матричный стеклянный порошок 2 и матричный стеклянный порошок 3 были изготовлены. Были получены три матричных стеклянных порошка, которые различались по прозрачности и цвету.
Матричный стеклянный порошок 1 помещали в форму для сухого прессования, верхнюю поверхность порошка выравнивали до плоского состояния, затем добавляли матричный стеклянный порошок 2, верхнюю поверхность порошка выравнивали до плоского состояния, и затем добавляли матричный стеклянный порошок 3, причем матричный стеклянный порошок 1 образовывал слой толщиной 5,7 мм, матричный стеклянный порошок 2 образовывал слой толщиной 4,9 мм, и матричный стеклянный порошок 3 образовывал слой толщиной 5,4 мм; одноосное сухое компрессионное формование осуществляли под давлением, составляющим 75 МПа, и в результате этого было получено матричное стеклянное изделие, масса которого составляла приблизительно 9-10 г.
Матричное стеклянное изделие подвергали спеканию в вакуумной печи в вакуумных условиях при 500°С в течение 120 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, для получения подвергнутого предварительному спеканию керамического изделия; подвергнутое предварительному спеканию керамическое изделие исследовали методом рентгеновской дифрактометрии, причем результаты представлены на фиг. 5. Можно видеть на фиг. 5, что подвергнутое предварительному спеканию керамическое изделие, изготовленное в этом примере, не содержит кристаллическую фазу.
Подвергнутое предварительному спеканию керамическое изделие подвергали сухой механической обработке с применением оборудования CAD/САМ для механической обработки (Roland DWX-51D) для получения изделия для восстановления.
Изделие для восстановления подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях при 850°С в течение 10 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, и в результате этого получали трехслойное стеклокерамическое изделие для восстановления на основе дисиликата лития, имеющее градиент (коэффициент) прозрачности и цвета.
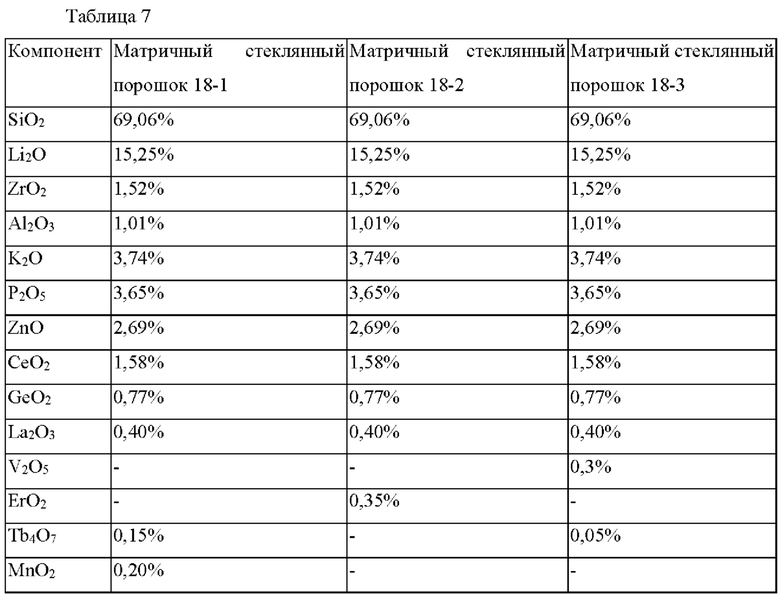
Пример 18
С применением компонентов и количеств матричного стеклянного порошка 18-1, которые указаны в таблице 7, матричные исходные материалы, такие как оксиды, карбонатные соединения и фосфаты, соответствующие другим компонентам за исключением окрашивающих веществ измельчали и равномерно перемешивали, смешанные исходные материалы помещали в платиновый тигель, который устанавливали в печь, нагревали до 1550°С, выдерживали в течение 1 часа, а затем подвергали осветлению и гомогенизации для получения матричного расплавленного стекла; осуществляли гашение водой изготовленного матричного расплавленного стекла для получения стеклянных фрагментов, и стеклянные фрагменты высушивали в течение 1 часа при температуре, составляющей 120°С; и высушенные стеклянные фрагменты измельчали до среднего размера частиц, составляющего 5-30 мкм, после чего добавляли окрашивающие вещества и осуществляли равномерное перемешивание для получения монохроматического матричного стеклянного порошка 18-1. Таким же способом были изготовлены монохроматический матричный стеклянный порошок 18-2 и монохроматический матричный стеклянный порошок 18-3. Их равномерно перемешивали согласно соотношению монохроматического матричного стеклянного порошка 18-1, монохроматического матричного стеклянного порошка 18-2 и монохроматического матричного стеклянного порошка 18-3, составляющего 2:4:3 для получения матричного стеклянного порошка 18-L.
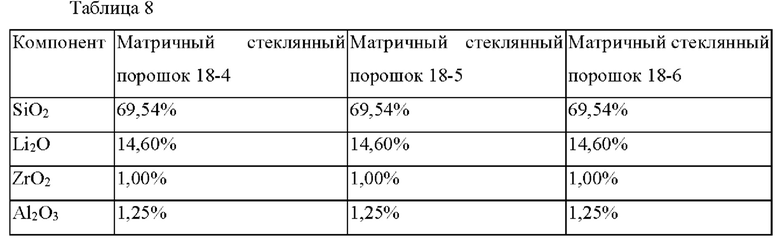
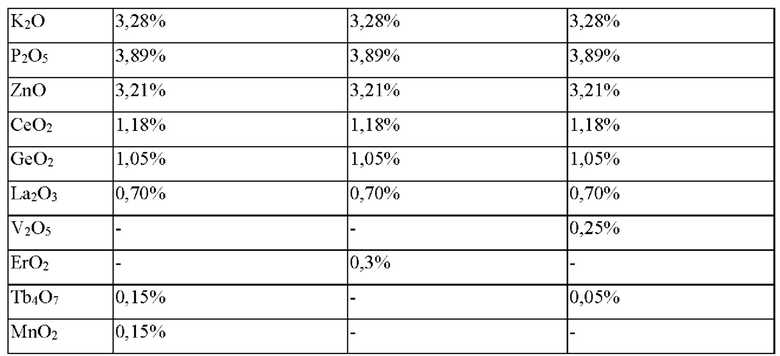
С применением компонентов и количеств каждого матричного стеклянного порошка, которые указаны в таблице 8, монохроматический матричный стеклянный порошок 18-4, монохроматический матричный стеклянный порошок 18-5 и монохроматический матричный стеклянный порошок 18-6 были изготовлены, соответственно, с применением способа изготовления монохроматического матричного стеклянного порошка 18-1. Их равномерно перемешивали согласно соотношению монохроматического матричного стеклянного порошка 18-4 и монохроматического матричного стеклянного порошка 18-5 и монохроматического матричного стеклянного порошка 18-6, составляющему 2,5:3,5:3, для получения матричного стеклянного порошка 18-М.
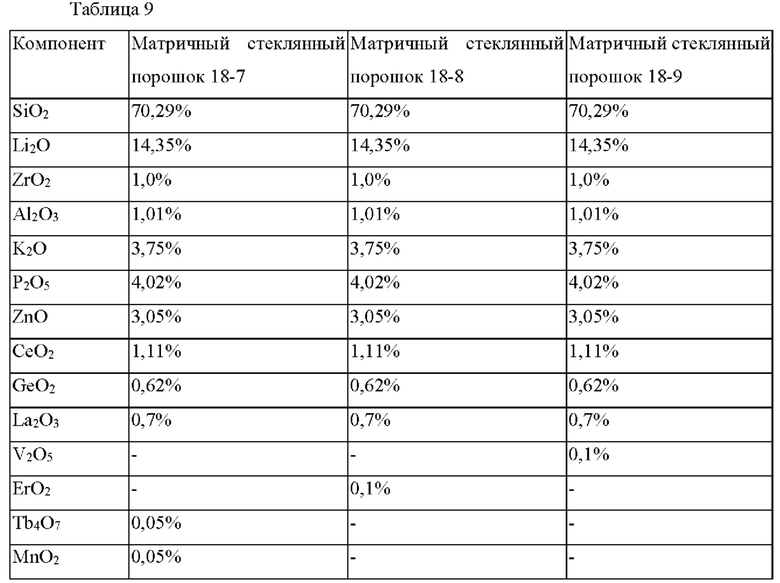
С применением компонентов и количеств каждого матричного стеклянного порошка, которые указаны в таблице 9, монохроматический матричный стеклянный порошок 18-7, монохроматический матричный стеклянный порошок 18-8, и монохроматический матричный стеклянный порошок 18-9 были изготовлены, соответственно, с применением способа изготовления монохроматического матричного стеклянного порошка 18-1. Их равномерно перемешивали согласно соотношению монохроматического матричного стеклянного порошка 18-7 и монохроматического матричного стеклянного порошка 18-8 и монохроматического матричного стеклянного порошка 18-9, составляющему 2:3,5:3,5, для получения матричного стеклянного порошка 18-Н.
Некоторое количество матричного стеклянного порошка 18-L и некоторое количество матричного стеклянного порошка 18-М перемешивали согласно массовому соотношению, составляющему 1:1,9, для получения стеклянного порошка 18-LM;
Некоторое количество матричного стеклянного порошка 18-М и некоторое количество матричного стеклянного порошка 18-Н перемешивали согласно массовому соотношению, составляющему 1:2,4, для получения стеклянного порошка 18-МН.
Матричный стеклянный порошок L помещали в форму для сухого прессования, верхнюю поверхность порошка выравнивали до плоского состояния, затем добавляли матричный стеклянный порошок LM, верхнюю поверхность порошка выравнивали до плоского состояния, затем добавляли матричный стеклянный порошок М, верхнюю поверхность порошка выравнивали до плоского состояния, затем добавляли матричный стеклянный порошок МН, верхнюю поверхность порошка выравнивали до плоского состояния, и затем добавляли матричный стеклянный порошок Н, причем матричный стеклянный порошок L образовывал слой толщиной 4 мм, матричный стеклянный порошок LM образовывал слой толщиной 3 мм, матричный стеклянный порошок М образовывал слой толщиной 2,5 мм, матричный стеклянный порошок МН образовывал слой толщиной 2,5 мм, и матричный стеклянный порошок Н образовывал слой толщиной 4 мм; одноосное сухое компрессионное формование осуществляли под давлением, составляющим 75 МПа, и в результате этого было получено матричное стеклянное изделие, масса которого составляла приблизительно 9-10 г.
Матричное стеклянное изделие подвергали спеканию в вакуумной печи в вакуумных условиях при 510°С в течение 60 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, для получения подвергнутого предварительному спеканию керамического изделия;
Подвергнутое предварительному спеканию керамическое изделие подвергали сухой механической обработке с применением оборудования CAD/САМ для механической обработки (Roland DWX-51D) для получения изделия для восстановления.
Изделие для восстановления подвергали уплотнительному спеканию в печи для спекания в вакуумных условиях при 875°С в течение 10 минут, причем давление (абсолютное давление) в вакуумной печи составляло 1800 Па, и в результате этого получали пятислойное стеклокерамическое изделие для восстановления на основе дисиликата лития с градиентом (коэффициентом) прозрачности и цвета.
В представленных выше таблицах 1-9 процентное содержание каждого компонента выражено в массовых процентах.
Исследования методом рентгеновской дифрактометрии в представленных выше примерах осуществляли следующим образом: образцы исследовали методом рентгеновской дифрактометрии с применением рентгеновского дифрактометра D8 Advance от компании Bruker (Карлсруэ, Германия), в котором источник излучения представляет собой медную мишень, приложенное напряжение составляет 40,0 кВ, анодный ток составляет 40,0 мА, ширина щели составляет 1,0 мм, и диапазон сканирования составляет 10°-80°.
Исследование эксплуатационных характеристик
Твердость по Виккерсу и измеренная методом трехточечного изгиба прочность подвергнутых предварительному спеканию керамических изделий, а также измеренная методом трехточечного изгиба прочность и прозрачность по отношению к видимому свету подвергнутых предварительному спеканию керамических изделий, подвергнутых уплотнительному спеканию, в примерах 1-18 были исследованы соответствующими методами, и результаты исследований представлены в таблице 10; при этом:
(1) твердость по Виккерсу была измерена с применением прибора HVS-50 для измерения твердости по Виккерсу согласно способу, описанному в стандарте ISO 14705:2016, и вычислена с применением следующей формулы:
HV=0,001854F/d2,
в которой:
HV представляет собой твердость по Виккерсу (ГПа),
F представляет собой давление на прижимную головку (Н),
d представляет собой среднее арифметическое двух диагональных линий вдавливания (мм).
(2) Прочность в состоянии трехточечного изгиба была измерена с применением метода, описанного в стандарте ISO 14704:2016, по формуле:
σf=3F⋅a/2b⋅d2,
в которой:
σf представляет собой прочность при изгибе (МПа),
F представляет собой нагрузку при разрушении (Н),
а представляет собой расстояние между зажимами (мм),
b представляет собой ширину исследуемого образца (мм),
d представляет собой толщину исследуемого образца (мм).
(3) Прозрачность по отношению к видимому свету была измерена с применением метода, описанного в стандарте ISO 9050: 2003, по формуле:
в которой:
τV представляет собой прозрачность образца по отношению к видимому свету (%),
τ(λ) представляет собой прозрачность образца в видимом спектре (%),
Dλ представляет собой распределение относительной спектральной мощности стандартного источника света D65,
V(λ) представляет собой относительную спектральную световую эффективность фотопического зрения,
Δλ представляет собой диапазон длины волны.

В представленном выше описании приведены лишь предпочтительные варианты осуществления настоящего изобретения, но они не предназначены для ограничения настоящего изобретения. Любые модификации, эквивалентные замены или усовершенствования, осуществленные без отклонения от идеи и принципа настоящего изобретения, находятся в пределах объема патентной охраны настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДВЕРГНУТЫЙ ПРЕДВАРИТЕЛЬНОМУ СПЕКАНИЮ КЕРАМИЧЕСКИЙ БЛОК ДЛЯ ВОССТАНОВЛЕНИЯ ЗУБОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2019 |
|
RU2785730C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ РЕСТАВРАЦИИ | 2017 |
|
RU2724324C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ, А ТАКЖЕ ЗАГОТОВКА | 2014 |
|
RU2696587C2 |
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА ДЛЯ ЗУБОВ | 2013 |
|
RU2612707C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ, ЗАГОТОВКА И ЗУБНАЯ РЕСТАВРАЦИЯ | 2017 |
|
RU2749889C2 |
| СТЕКЛОКЕРАМИЧЕСКИЙ МАТЕРИАЛ ТИПА ШПИНЕЛИ ДЛЯ ПРОИЗВОДСТВА БИЖУТЕРИИ И ЮВЕЛИРНЫХ КАМНЕЙ | 2019 |
|
RU2811701C2 |
| Стоматологическая заготовка для фрезерования, способ ее изготовления и использования | 2014 |
|
RU2698021C1 |
| ОДНОФАЗНЫЕ И МНОГОФАЗНЫЕ МАТЕРИАЛЫ НА ОСНОВЕ ОКСИДА ЦИРКОНИЯ | 2014 |
|
RU2662486C2 |
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА ДЛЯ ДЕНТАЛЬНОГО ПРИМЕНЕНИЯ | 2013 |
|
RU2611809C2 |
| МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЮВЕЛИРНЫХ ИЗДЕЛИЙ И ЮВЕЛИРНЫХ КАМНЕЙ С ВЫСОКИМ ПОКАЗАТЕЛЕМ ПРЕЛОМЛЕНИЯ И ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ | 2017 |
|
RU2758310C2 |
Предложен подвергнутый предварительному спеканию керамический блок для восстановления зубов, способ его изготовления и способ изготовления изделия для восстановления зубов. Подвергнутый предварительному спеканию керамический блок содержит следующие компоненты, мас.%: SiO2 55-85; Li2O 10-25; ZrO2 0-10; Al2O3 0,3-8; La2O3 0-7%; ZnO 0,1-5; K2O 0,1-10; GeO2 0,1-7; зародышеобразующее вещество 0,5-8; окрашивающее вещество 0-10 и другие добавки 0-15. Предварительно спечённый материал является непрозрачным, содержит аморфную фазу и имеет твердость по Виккерсу, составляющую 0,5-2 ГПа. Для получения указанного изделия подготавливают по меньшей мере два матричных стеклянных порошка, которые различаются по прозрачности и/или цвету; помещают указанные стеклянные порошки в форму в порядке градиента прозрачности и/или цвета и осуществляют компрессионное формование для получения матричного стеклянного изделия, которое предварительно спекают в вакуумных условиях, причем температура спекания составляет 470-520°С с выдержкой 20-240 минут. Благодаря тому, что твёрдость заявленного предварительно спечённого керамического материала значительно ниже, чем твердость керамического блока, содержащего кристаллическую фазу метасиликата лития, подвергнутый предварительному спеканию керамический блок может быть обработан с применением сухой механической обработки и также с применением влажной механической обработки в целях изготовления механически обработанной формы для восстановления зубов. После механической обработки проводят уплотнительное спекание блока при температуре 800-1100°С. 6 н. и 11 з.п. ф-лы, 5 ил., 18 пр., 10 табл.
1. Подвергнутое предварительному спеканию керамическое изделие для восстановления зубов, причем подвергнутое предварительному спеканию керамическое изделие содержит следующие компоненты:
SiO2: 55-85 мас. %;
Li2O: 10-25 мас. %;
ZrO2: 0-10 мас. %;
Al2O3: 0,3-8 мас. %;
La2O3: 0-7 мас. %;
ZnO: 0,1-5 мас. %;
K2O: 0,1-10 мас. %;
GeO2: 0,1-7 мас. %;
зародышеобразующее вещество: 0,5-8 мас. %;
окрашивающее вещество: 0-10 мас. % и
другие добавки: 0-15 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: P2O5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO;
при этом подвергнутое предварительное спеканию керамическое изделие является аморфным,
имеет твердость по Виккерсу, составляющую 0,5-2 ГПа, и является непрозрачным.
2. Подвергнутое предварительному спеканию керамическое изделие по п. 1, причем подвергнутое предварительному спеканию керамическое изделие имеет измеренную методом трехточечного изгиба прочность, составляющую 10-110 МПа; предпочтительно 10-50 МПа; предпочтительнее 15-35 МПа.
3. Подвергнутое предварительному спеканию керамическое изделие по п. 1 или 2, которое содержит следующие компоненты:
SiO2: 55-80 мас. %, предпочтительно 60-80 мас. %, наиболее предпочтительно 64-75 мас. %;
Li2O: 12-25 мас. %, предпочтительно 13-17 мас. %;
ZrO2: 0-8 мас. %, предпочтительно 0-6 мас. %, наиболее предпочтительно 0-4 мас. %;
Al2O3: 0,5-6 мас. %, предпочтительно 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
La2O3: 0-5 мас. %, предпочтительно 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %;
ZnO: 0,1-5 мас. %;
K2O: 0,1-9 мас. %, предпочтительно 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %;
GeO2: 0,1-6 мас. %, предпочтительно 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
зародышеобразующее вещество: 0,5-5 мас. %;
окрашивающее вещество: 0-8 мас. %,
предпочтительно 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. %; и
другие добавки: 0-10 мас. %, предпочтительно 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
4. Подвергнутое предварительному спеканию керамическое изделие по п. 1 или 3, в котором окрашивающее вещество представляет собой окрашивающее вещество для стекла или окрашивающее вещество для керамики; предпочтительно окрашивающее вещество для стекла представляет собой оксиды по меньшей мере одного из следующих элементов: ванадий, хром, марганец, железо, кобальт, никель, медь, церий, празеодим, неодим, самарий, прометий, тербий, диспрозий, гольмий, эрбий, тулий, иттербий и европий; окрашивающее вещество для керамики представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, черный пигмент на основе никеля.
5. Способ изготовления подвергнутого предварительному спеканию керамического изделия по любому из пп. 1-4, включающий следующие стадии:
(1) изготовление матричного стеклянного порошка;
(2) помещение изготовленного матричного стеклянного порошка в форму и осуществление компрессионного формования для получения матричного стеклянного изделия; и
(3) предварительное спекание матричного стеклянного изделия в вакуумных условиях для получения подвергнутого предварительному спеканию керамического изделия, причем температура спекания в течение предварительного спекания составляет 470-520°С.
6. Способ изготовления подвергнутого предварительному спеканию керамического изделия по п. 5, в котором матричный стеклянный порошок содержит следующие компоненты:
SiO2: 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %;
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %, предпочтительнее 13-17 мас. %;
ZrO2: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0-4 мас. %;
Al2O3: 0,3-8 мас. %, предпочтительно 0,5-6 мас. %, предпочтительнее 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
La2O3: 0-7 мас. %, предпочтительно 0-5 мас. %, предпочтительнее 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %;
ZnO: 0,1-5 мас. %;
K2О: 0,1-10 мас. %, предпочтительно 0,1-9 мас. %, предпочтительнее 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %;
GeO2: 0,1-7 мас. %, предпочтительно 0,1-6 мас. %, предпочтительнее 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
зародышеобразующее вещество: 0,5-8 мас. %, предпочтительно 0,5-5 мас. %;
окрашивающее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. %; и
другие добавки: 0-15 мас. %, предпочтительно 0-10 мас. %, предпочтительнее 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
7. Способ изготовления подвергнутого предварительному спеканию керамического изделия по п. 5 или 6, в котором продолжительность выдерживания для предварительного спекания составляет 20-240 минут, предпочтительно 30-120 минут, предпочтительнее 60-120 минут.
8. Подвергнутое предварительному спеканию керамическое изделие для восстановления зубов, при этом подвергнутое предварительному спеканию керамическое изделие содержит следующие компоненты:
SiO2: 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %;
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %;
ZrO2: 0-10 мас. %, предпочтительно 0-8 мас. %;
Al2O3: 0,3-8 мас. %;
La2O3: 0-7 мас. %;
ZnO: 0,1-5 мас. %;
K2O: 0,1-10 мас. %;
GeO2: 0,1-7 мас. %;
зародышеобразующее вещество: 0,5-8 мас. %;
окрашивающее вещество: 0-10 мас. % и
другие добавки: 0-15 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO;
причем подвергнутое предварительному спеканию керамическое изделие:
является аморфным,
имеет твердость по Виккерсу, составляющую 0,5-2 ГПа, является непрозрачным, и
проявляет градиент прозрачности и/или цвета после уплотнительного спекания при температуре, составляющей 800-1100°С.
9. Подвергнутое предварительному спеканию керамическое изделие по п. 8, причем подвергнутое предварительному спеканию керамическое изделие имеет измеренную методом трехточечного изгиба прочность, составляющую 10-110 МПа; предпочтительно 10-50 МПа; предпочтительнее 15-35 МПа.
10. Подвергнутое предварительному спеканию керамическое изделие по п. 8 или 9, которое содержит следующие компоненты:
SiO2: 55-80 мас. %, предпочтительно 60-80 мас. %, наиболее предпочтительно 64-75 мас. %;
Li2O: 12-25 мас. %, предпочтительно 13-17 мас. %;
ZrO2: 0-8 мас. %, предпочтительно 0-6 мас. %, наиболее предпочтительно 0-4 мас. %;
Al2O3: 0,5-6 мас. %, предпочтительно 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас.%;
La2O3: 0-5 мас. %, предпочтительно 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %;
ZnO: 0,1-5 мас. %;
K2О: 0,1-9 мас. %, предпочтительно 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %;
GeO2: 0,1-6 мас. %, предпочтительно 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
зародышеобразующее вещество: 0,5-5 мас. %;
окрашивающее вещество: 0-8 мас. %, предпочтительно 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. % и
другие добавки: 0-10 мас. %, предпочтительно 0-4 мас. %,
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
11. Подвергнутое предварительному спеканию керамическое изделие по п. 8 или 10, в котором окрашивающее вещество представляет собой окрашивающее вещество для стекла или окрашивающее вещество для керамики; предпочтительно окрашивающее вещество для стекла представляет собой оксиды по меньшей мере одного из следующих элементов: ванадий, хром, марганец, железо, кобальт, никель, медь, церий, празеодим, неодим, самарий, прометий, тербий, диспрозий, гольмий, эрбий, тулий, иттербий, и европий; окрашивающее вещество для керамики представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: красный пигмент на основе циркония и железа, желтый пигмент на основе циркония, церия и празеодима, и черный пигмент на основе никеля.
12. Способ изготовления подвергнутого предварительному спеканию керамического изделия по любому из пп. 8-11, включающий следующие стадии:
(1) изготовление по меньшей мере двух матричных стеклянных порошков, которые различаются по прозрачности и/или цвету;
(2) помещение изготовленных по меньшей мере двух матричных стеклянных порошков в форму в порядке градиента прозрачности и/или цвета и осуществление компрессионного формования для получения матричного стеклянного изделия; и
(3) предварительное спекание матричного стеклянного изделия в вакуумных условиях для получения подвергнутого предварительному спеканию керамического изделия, причем температура спекания в течение предварительного спекания составляет 470-520°С.
13. Способ изготовления подвергнутого предварительному спеканию керамического изделия по п. 12, в котором матричные стеклянные порошки содержат следующие компоненты:
SiO2: 55-85 мас. %, предпочтительно 55-80 мас. %, предпочтительнее 60-80 мас. %, наиболее предпочтительно 64-75 мас. %;
Li2O: 10-25 мас. %, предпочтительно 12-25 мас. %, предпочтительнее 13-17 мас. %;
ZrO2: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0-4 мас. %;
Al2O3: 0,3-8 мас. %, предпочтительно 0,5-6 мас. %, предпочтительнее 0,5-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
La2O3: 0-7 мас. %, предпочтительно 0-5 мас. %, предпочтительнее 0-4,5 мас. %, наиболее предпочтительно 0-4 мас. %;
ZnO: 0,1-5 мас. %;
K2О: 0,1-10 мас. %, предпочтительно 0,1-9 мас. %, предпочтительнее 0,1-7 мас. %, наиболее предпочтительно 0,5-4,5 мас. %;
GeO2: 0,1-7 мас. %, предпочтительно 0,1-6 мас. %, предпочтительнее 0,3-5 мас. %, наиболее предпочтительно 0,5-4 мас. %;
зародышеобразующее вещество: 0,5-8 мас. %, предпочтительно 0,5-5 мас. %;
окрашивающее вещество: 0-10 мас. %, предпочтительно 0-8 мас. %, предпочтительнее 0-6 мас. %, наиболее предпочтительно 0,1-5 мас. % и
другие добавки: 0-15 мас. %, предпочтительно 0-10 мас. %, предпочтительнее 0-4 мас. %;
причем зародышеобразующее вещество представляет собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: Р2О5, TiO2, V2O5, Cr2O3 и Fe2O3; другие добавки представляют собой одно вещество или комбинацию по меньшей мере двух из следующих веществ: В2О3, F, Na2O, BaO, SrO, СаО и MgO.
14. Способ изготовления подвергнутого предварительному спеканию керамического изделия по п. 12 или 13, в котором продолжительность выдерживания для предварительного спекания составляет 20-240 минут, предпочтительно 30-120 минут, предпочтительнее 60-120 минут.
15. Способ изготовления керамического блока для восстановления зубов, включающий следующие стадии:
изготовление подвергнутого предварительному спеканию керамического изделия по любому из пп. 1-4 или пп. 8-11; и
уплотнительное спекание подвергнутого предварительному спеканию керамического изделия в вакуумных условиях; причем температура спекания в течение уплотнительного спекания составляет 800-1100°С.
16. Способ изготовления изделия для восстановления зубов, включающий следующие стадии:
изготовление подвергнутого предварительному спеканию керамического изделия по любому из пп. 1-4 или пп. 8-11;
обработка подвергнутого предварительному спеканию керамического изделия с приданием ему формы для восстановления зубов для получения изделия для восстановления; и
уплотнительное спекание изделия для восстановления в вакуумных условиях для получения изделия для восстановления зубов; причем температура спекания в течение уплотнительного спекания составляет 800-1100°С.
17. Способ изготовления изделия для восстановления зубов по п. 16, дополнительно включающий глазурование и/или нанесение керамического покрытия на изделие для восстановления зубов после уплотнительного спекания.
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ЧЕТЫРЕХВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2633485C2 |
| CN 105217959 A, 06.01.2016 | |||
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА ДЛЯ ДЕНТАЛЬНОГО ПРИМЕНЕНИЯ | 2013 |
|
RU2611809C2 |
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА ДЛЯ ЗУБОВ | 2013 |
|
RU2612707C2 |
| СТОМАТОЛОГИЧЕСКИЙ ВОССТАНОВИТЕЛЬНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СТЕКЛОКЕРАМИКА | 2012 |
|
RU2611394C2 |

