Изобретение относится к способам сварки изделий из алюминия и его сплавов со сталями. Они могут быть использованы при производстве металлоконструкций в различных отраслях промышленности. Известен способ сварки металлов и сплавов на основе электролитической диссоциации (RU 2014979 C1, опубликованный 30.06.1994 г.), где в основу положен принцип получения жидкого присадочного металла в процессе сварки из объема шлаковой ванны, состоящей из криолитно-глиноземного расплава. При пропускании через этот расплав постоянного тока идет электролиз, сварка происходит за счет осаждения металла на заготовках из электролита, при этом температуру электролита поддерживают в пределах 930-960°С.
Недостатком данного способа является высокая температура электролита-расплава, что может привести к изменению свойств свариваемых металлов зоне сваривания, в частности алюминия и других цветных металлов, чья температура плавления находится в пределах 550- 900°С.Известен способ электролитно-плазменной сварки изделий из алюминия и его сплавов (Патент РФ RU 2625145 C1, опубликованный 11.07.2017. Бюл. №20). Способ характеризуется тем, что обеспечивается сварка изделий из алюминия и его сплавов в неинертной (парогазовой) среде без снижения технологических параметров алюминия и его сплава - дюралюминия. Отличительной особенностью способа электролитно-плазменной сварки изделий из алюминия или его сплава является то, что происходит мгновенное катодное распыление оксидной пленки под действием положительных ионов электрического разряда в неинертной (парогазовой) среде при невысоких температурах электролита Т=350 К. Тем самым исключается необходимость в доведении температуры свариваемой зоны до температуры плавления оксидной пленки алюминия, что, в свою очередь, позволяет сохранить технологические параметры свариваемых материалов и изделий. Недостатком данного способа является то, что данным способом определена сварка алюминия и его сплавов без комбинации с другими металлами. Этот патент является аналогом и прототипом предлагаемого способа электролитно-плазменной сварки изделий из алюминия и его сплавов со сталью.
Решаемой технической задачей (технический результат), на решение которой направлено заявляемое изобретение является обеспечение сварки изделий из алюминия или его сплава со сталью в неинертной парогазовой среде, без снижения технологических параметров свариваемых изделий, таких как температура плавления.
Технический результат достигается тем, что совмещают сталеалюминиевые заготовки толщиной 1-3 мм в парогазовой среде, одна из которых выполнена из алюминия или его сплава, а другая из стали, погружают их в электролит на глубину контакта, соответствующую зоне сваривания, и подают на них отрицательный потенциал, погружают в электролит проводник, на который подают положительный потенциал, прикладывают напряжение от 200 до 400 В и тока разряда от 5 до 100 А, обеспечивающих образование в зоне контакта низкотемпературной плазмы до получения сварного соединения между свариваемыми заготовками, причем в качестве электролита используются водные растворы солей.
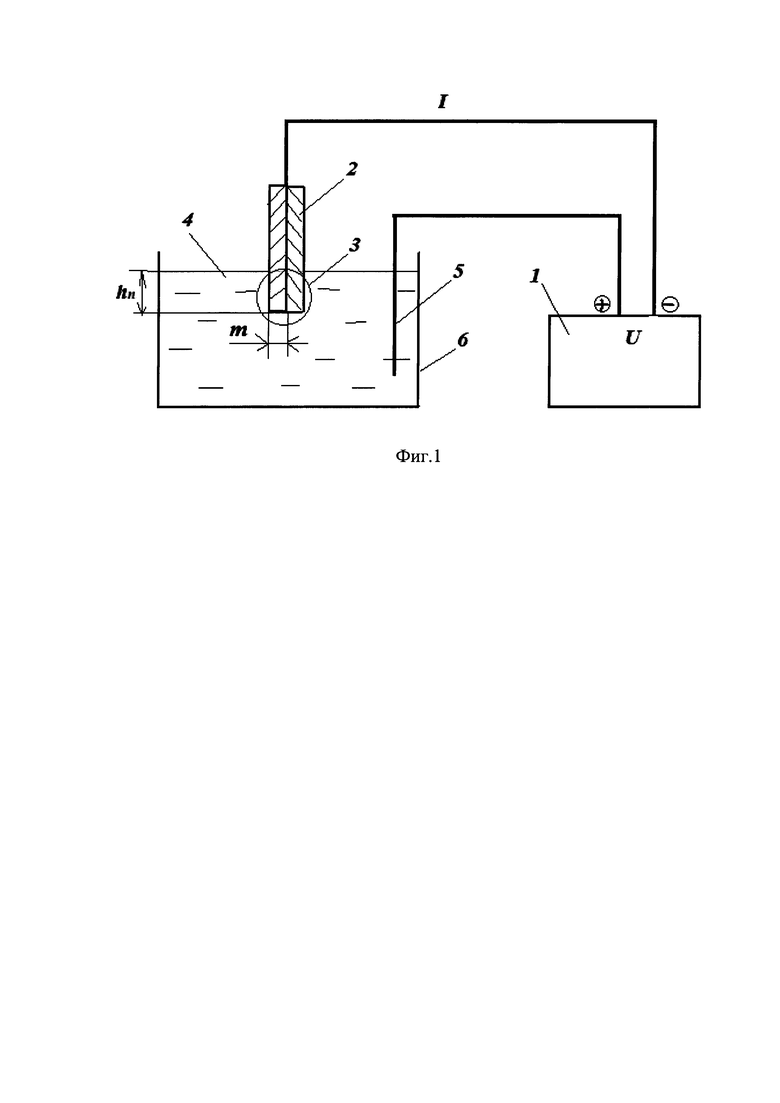
Рассмотрим реализацию предполагаемого способа электролитно-плазменного способа сварки изделий из стали, алюминия или его сплава с использованием устройства на фиг. 1. Предварительно совмещают свариваемые изделия 2 зонами сваривания 3, подают на них отрицательный потенциал и погружают зоны сваривания 3 в электролит 4 на глубину контакта, соответствующую зоне сваривания, при этом в электролит погружают проводящую пластину 5, на которую подают положительный потенциал, прикладывают напряжение, при котором появляется устойчивый разряд в зоне контакта с получением низкотемпературной плазмы между катодом, которым являются свариваемые изделия 2, и анодом, которым является электролит 4, зажигают разряд между свариваемыми изделиями и осуществляют сварку до образования сварного соединения, причем в качестве электролита может быть использован 5-15% раствор хлорида натрия в водопроводной воде.
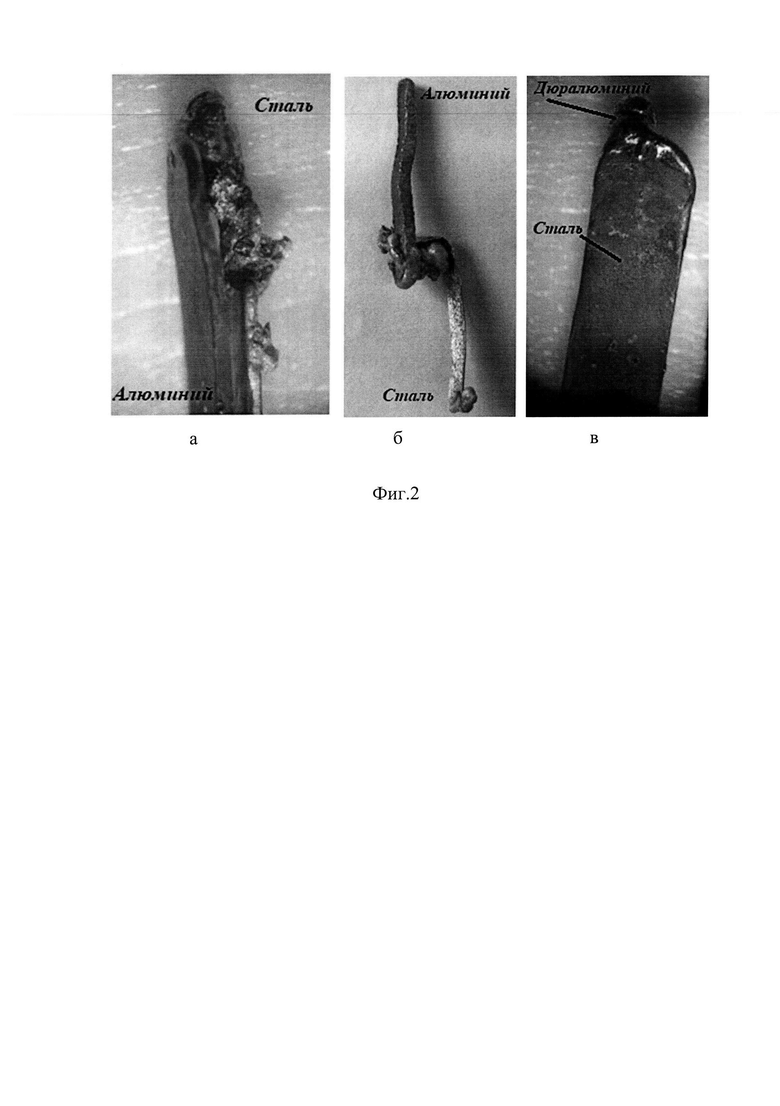
На фиг. 2 представлено изображение изделий после сварки алюминия со сталью (фиг. 2а и 2б), дюралюминия со сталью (фиг. 2в).
Выбор конкретного значения напряжения, тока, состава и концентрации водного раствора электролита устанавливаются исходя из оптимальных условий для сварки изделий из стали, алюминия или его сплава низкотемпературной плазмой разряда в электролите.
Заявленное изобретение направлено на проведение сварки изделий из алюминия или его сплавов со сталью, с развитой внешней и внутренней поверхностью, без использования инертных газов, без присадочной проволоки и предварительной зачистки свариваемых контактов, причем в качестве электролита могут быть использованы водные растворы солей. Этот способ электролитно-плазменной сварки тонкостенных материалов из алюминия и его сплавов со сталью позволяет производить сварку малогабаритных материалов и изделий без инертной среды, без присадочной проволоки и предварительной механической и химической зачистки заготовок. В отличие от известных способов сварки этот способ позволяет получить при испытаниях сварных швов на разрыв большую силу разрыва между алюминием или его сплавами со сталью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролитно-плазменной сварки цветных металлов и их сплавов | 2020 |
|
RU2751500C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ СВАРКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВА | 2016 |
|
RU2625145C1 |
| СПОСОБ ПЛАЗМЕННО-АКУСТИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2018 |
|
RU2675612C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ИЗГОТОВЛЕННЫХ С ПРИМЕНЕНИЕМ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2015 |
|
RU2621744C2 |
| СПОСОБ ОЧИСТКИ И ПОЛИРОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ (ВАРИАНТЫ) | 2006 |
|
RU2324769C2 |
| Электролитно-плазменный способ получения газообразного водорода в газожидкостной среде | 2022 |
|
RU2796822C1 |
| Способ плазменно-жидкостного получения металлических порошков из изделий 3D-печати | 2022 |
|
RU2802608C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ (ВАРИАНТЫ) | 1996 |
|
RU2111284C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2335551C2 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
Изобретение относится к способам сварки изделий с развитой внешней и внутренней поверхностью из алюминия или его сплавов со сталями в парогазовой среде. Совмещают заготовки толщиной 1-3 мм, одна из которых выполнена из алюминия или его сплава, а другая из стали. Погружают их в электролит на глубину контакта, соответствующую зоне сваривания, и подают на них отрицательный потенциал. Погружают в электролит проводник, на который подают положительный потенциал и прикладывают напряжение от 200 до 400 В при токе разряда от 5 до 100 А, обеспечивающие образование в зоне контакта низкотемпературной плазмы, до получения сварного соединения между свариваемыми заготовками, причем в качестве электролита используются водные растворы солей. Способ обеспечивает получение сварных соединений изделий из алюминия или его сплавов со сталью без использования инертных газов, без присадочной проволоки и предварительной механической или химической зачистки свариваемых поверхностей. 2 ил.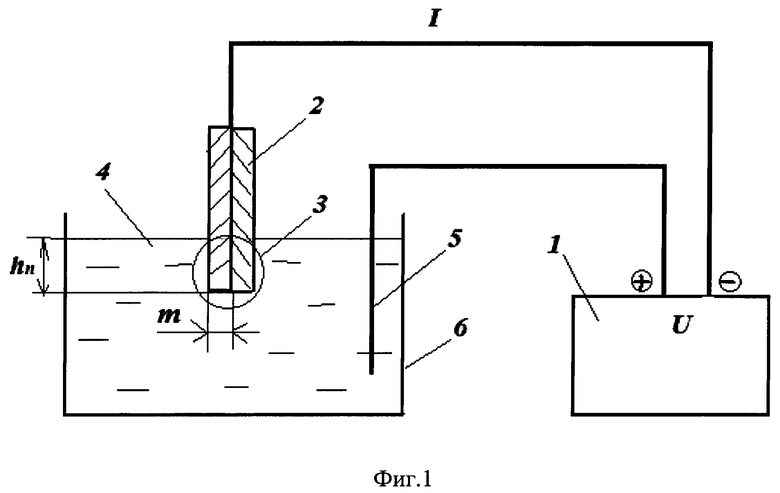
Способ электролитно-плазменной сварки сталеалюминиевых заготовок толщиной 1-3 мм в парогазовой среде, включающий совмещение свариваемых заготовок, одна из которых выполнена из алюминия или его сплава, а другая из стали, погружение их в электролит на глубину контакта, соответствующую зоне сваривания, и подачу на них отрицательного потенциала, погружение в электролит проводника, на который подают положительный потенциал, приложение напряжения от 200 до 400 В и тока разряда от 5 до 100 А, обеспечивающих образование в зоне контакта низкотемпературной плазмы, до получения сварного соединения между свариваемыми заготовками, причем в качестве электролита используются водные растворы солей.
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ СВАРКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВА | 2016 |
|
RU2625145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1997 |
|
RU2136466C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2210637C2 |
| KR 100864670 B1, 23.10.2008. | |||

