Изобретение относится к области машиностроения, а именно - к истираемым уплотнительным покрытиям для проточной части газотурбинного двигателя (ГТД) с рабочими температурами до 800°С.
Совершенствование ГТД характеризуется интенсификацией рабочих процессов, при этом особую остроту приобретает проблема уменьшения потерь и утечек рабочего газа в уплотнениях проточной части, обусловленных наличием радиальных зазоров, предусмотренных для предохранения лопаток и лабиринтов от износа и разрушения при возможном касании о корпусные детали. При этом увеличение относительного радиального зазора в газовом тракте компрессора или турбины на 1%, по данным разных авторов, вызывает снижение коэффициента полезного действия (КПД) двигателя от 1 до 3% и соответственное увеличение расхода рабочего газа.
Наиболее рациональным способом уменьшения зазоров является применение специальных материалов, связанных с неподвижной деталью (например, покрытия на рабочих кольцах), которые легко истираются при взаимодействии с кончиками лопаток или гребешками лабиринтов, устраняя тем самым их возможный износ и даже разрушение. Таким образом, способность к истиранию является одним из основных требований к уплотнительным материалам. Для удовлетворения этого требования необходимо, чтобы прочность уплотнительного материала была значительно ниже прочности материала лопаток или гребешков лабиринта. Однако, прочность уплотнительного материала определяет и его эрозионную стойкость, которая должна быть такова, чтобы материал оправдал свое назначение в течение заданного ресурса. Так как к прочности уплотнительного материала предъявляются два таких противоречивых требования выбор ее величины является наиболее ответственным моментом при разработке и применении материала. Отсюда же вытекает не менее важная задача сохранения прочности на выбранном уровне в течение заданного времени работы материала.
В настоящее время в качестве истираемых уплотнений высокотемпературных ступеней компрессоров газотурбинных двигателей наиболее широкое применение получили плазменные и газопламенные покрытия на основе композиционных материалов типа металл-твердая смазка, где в качестве твердой смазки используется графит, нитрид бора, фтористый кальций, оксиды, нитриды и др., а в качестве основы - никель, сплавы систем Ni-Cr, Ni-Al и M-Cr-Al-Y (где М - Ni, Fe или Со), а также высокопористые материалы на основе металлических порошков или волокон, которые могут наноситься на детали статора методами пайки.
Известна композиция для термического напыления истираемого уплотнительного покрытия с рабочей температурой до 815°С, содержащая 5-60 масс. % твердой смазки и по меньшей мере один керамический материал, выбранный из группы, состоящей из альбита, иллита, их смесей и керамического материала на основе оксида алюминия и диоксида кремния, в массовом соотношении от 1:7 до 20:1 твердой смазки к керамическому материалу, остальное - металлический сплав, образующий матрицу, при этом твердой смазкой является гексагональный нитрид бора, а металлический сплав, образующий матрицу, выбран из группы, состоящей из сплавов Ni, Со, Fe и их комбинации (ЕР1509631 А2, 02.03.2005).
Недостатком данного покрытия является его невысокая эрозионная стойкость вследствие большого содержания твердой смазки и керамических частиц в покрытии, полученном газотермическим напылением трехкомпонентной смеси, полученной механическим смешиванием, не обеспечивающим равномерное распределение всех компонентов при формировании покрытия.
Известно пористое истираемое покрытие, состоящее из сплава Co-Ni-Cr-Al-Y, нитрида бора и полиэфира, которое наносится на подложки из нержавеющей стали с использованием плазменной горелки постоянного тока. Порошкообразный материал для нанесения покрытия содержит 27 масс. % кобальта, 26 масс. % никеля, 17 масс. % хрома, 7 масс. % алюминия, 0,5 масс. % иттрия, 8,5 масс. % нитрида бора и 14 масс. % полиэфирного порошка. Покрытие обладает хорошей истираемостью при температурах до 800°С за счет содержания нитрида бора и высокой пористости, образующейся в результате выгорания частиц полиэфирного порошка (US2010124616 А1, 20.05.2010).
Покрытие характеризуется невысокой прочностью и эрозионной стойкостью вследствие большой пористости.
Известен состав истираемого слоя уплотнительного покрытия для проточной части высокотемпературного компрессора и турбины ГТД, содержащий матрицу из агломерированного гексагонального нитрида бора (hBN) и металлического сплава, в матрицу которого встроен указанный нитрид бора. Покрытие может наноситься на металлические и керамические подложки и обладает высокой прочностью и эрозионной стойкостью за счет использования мелких металлических частиц размером до 25 мкм, формирующих матрицу покрытия (US 8777562 В2, 15.07.2014).
Недостатком покрытия является низкое содержание частиц hBN по сравнению с исходной композицией вследствие их разложения под воздействием высоких температур при газотермическом напылении и недостаточная истираемость покрытия.
Известно истираемое уплотнительное покрытие с рабочими температурами до 900°С, изготавливаемое из тонких металлических волокон. Покрытие обладает оптимальным сочетанием истираемости и эрозионной стойкости за счет своей высокой пористости (60-80%), сочетающейся с прочностью. Покрытие получают в виде пластин из спеченных волокон, напаянных на поверхности статорных деталей (RU 2382828 С2, 28.04.2008).
Недостатком данного покрытия является сложность его нанесения по сравнению с более технологичными газотермическими покрытиями.
Известно истираемое уплотнительное покрытие УВС-2, нашедшее широкое применение в конструкциях высокотемпературных ступеней компрессоров авиационных ГТД, получаемое газопламенным или плазменным напылением стержней или гранул на органическом связующем, состоящих из никеля, нитрида бора, графита, окиси меди, окиси кадмия и алюминия (Д.П. Фарафонов, В.П. Мигунов, А.А. Сараев, Н.Е. Лещев. Истираемость и эрозионная стойкость уплотнительных материалов проточной части ГТД. Труды ВИАМ №8 (68), 2018, страница 75).
Покрытие обладает высокой эрозионной стойкостью, удовлетворительной истираемостью, но может эксплуатироваться при рабочих температурах не выше 700°С.
Одним из возможных вариантов повышения эксплуатационных характеристик прирабатываемых покрытий является применение плакированных порошков твердых смазок. Использование плакированных порошков позволяет создать структуру истираемого уплотнительного покрытия с повышенным содержанием твердой смазки. За счет плакирования частиц удается достичь более химически однородные смеси, защитить частицы от разложения в процессе высокотемпературного напыления и приблизить значение их плотности к плотности металлической фазы, что улучшает текучесть порошка при напылении. Создание вокруг частицы BN слоя из жаростойкого сплава способно защитить вводимые частицы BN в составе уплотнительного материала от термического воздействия плазменной струи при напылении и циклического нагрева в ходе работы KB Д.
Известны истираемые уплотнительные покрытия фирмы Metco марок Metco 314NS и Metco 312NS, изготавливаемые плазменным напылением композиционных порошков, представляющих собой частицы бентонита, покрытые металлической оболочкой из сплава Ni-Cr-Al. Покрытия характеризуются высокой эрозионной стойкостью и удовлетворительной истираемостью (Thermal Spray Materials Guide - April 2015, Oerlikon Metco, page 10).
Недостатком данных покрытий являются относительно низкие рабочие температуры - до 650°С.
Известно истираемое уплотнительное покрытие (US6808756 В2, пп. 1-3 ф.и., 26.10.2004), наносимое методом газоплазменного напыления композиции, состоящей из частиц твердой смазки, покрытых металлической оболочкой, в количестве 70-95 масс. % и частиц твердой смазки (hBN) в количестве 5-30 масс. %. В качестве твердой смазки с металлической оболочкой предлагается использовать гексагональный нитрид бора, графит, фтористый кальций, фторид лития, дисульфид молибдена и др. В качестве металлической матрицы - никель, кобальт, медь, железо, алюминий или сплавы из этих элементов.
Наиболее близким аналогом является уплотнительное покрытие, получаемое методом газотермического (плазменного) напыления из материала следующего состава, масс. %: 10-15 нитрида бора, 5-10 графита, 5-12 фосфатного связующего, сплав никеля с алюминием - остальное (RU 2075530 С1, 20.03.1997).
Общим недостатком указанных покрытий, получаемых плазменным напылением смесей или агломератов из металлических и неметаллических материалов, является их неоднородность в связи с использованием сильно отличающихся по физико-химическим свойствам компонентов (порошков сплава и твердой смазки, например, нитрида бора и графита). Недостатком покрытия-прототипа также является высокая твердость интерметаллидов (алюминидов никеля), использующихся в качестве основы, что приводит к снижению истираемости покрытия.
Технической задачей изобретения является получение истираемого уплотнительного покрытия с рабочей температурой до 800°С, наносимого плазменным напылением, обеспечивающего эффективность уплотнений проточной части высокотемпературных ступеней компрессора ГТД и повышение коэффициента полезного действия двигательной установки летательного аппарата за счет возможности уменьшения радиальных зазоров и, соответственно, сокращения утечек рабочего газа.
Техническим результатом изобретения является увеличение истираемости покрытия при сохранении эрозионной стойкости на высоком уровне (420-840 усл. ед).
Для достижения поставленного технического результата предлагается покрытие для уплотнения радиальных зазоров и проточной части компрессора газотурбинного двигателя, полученное методом плазменного напыления порошковой смеси, содержащей порошки нитрида бора, графита и порошок сплава на никелевой основе, при этом в качестве порошка на никелевой основе использован порошок сплава на никелевой основе, содержащий алюминий, хром и иттрий, а порошковая смесь при необходимости содержит по меньшей мере один компонент из группы: нитрид алюминия, оксид алюминия, карбид кремния, при этом компоненты в порошковой смеси взяты при следующем соотношении, масс. %:
при этом покрытие получено с использованием порошков с размером частиц от 50 до 200 мкм, произведенных с использованием жидкого стекла в качестве связки, причем содержащиеся в порошковой смеси порошки нитрида бора и графита являются никелированными.
Покрытие может содержать подслой, состоящий из сплава системы никель-хром, никель-хром-алюминий или никель-хром-алюминий-иттрий.
Использование никелированных частиц твердой смазки - нитрида бора и графита, позволяет получить более равномерно распределенные металлические и неметаллические компоненты в плазменном покрытии за счет уменьшения различий в физико-химических свойствах исходных компонентов и защиты порошка твердой смазки от взаимодействия с плазменной струей.
Повышение содержания в исходной порошковой смеси никелированного нитрида бора до 50-85 масс. % улучшает однородность распределения твердой смазки (нитрида бора) по всему объему покрытия, что, в свою очередь, улучшает показатели его истираемости и эрозионной стойкости.
В отличие от покрытия-прототипа, в котором высокая жаростойкость достигается применением в его составе интерметаллидов (алюминидов никеля NiAl3, Ni2Al3, NiAl, Ni3Al), обладающих высокой твердостью, что ухудшает истираемость покрытия, в предлагаемом покрытии высокая жаростойкость достигается введением в сплав на никелевой основе алюминия, хрома и иттрия, которые способствуют повышению сопротивления покрытия высокотемпературному окислению за счет образования окисных пленок на поверхности указанного сплава, обладающих защитными свойствами.
Покрытие может дополнительно содержать один или несколько компонентов в количестве 0,5-5 масс. % из группы: нитрид алюминия, оксид алюминия, карбид кремния, обладающих стабильностью свойств при высоких температурах, повышающих эрозионную стойкость, термостойкость и прочность при высокотемпературной эксплуатации.
Использование для плазменного напыления шихты (порошка) размером 50-200 мкм позволяет получать покрытия с наиболее равномерным распределением всех компонентов с высоким коэффициентом использования порошка. При меньшем размере шихты (порошка) в процессе плазменного напыления не все частицы достигают подложки, а при большем размере частиц формирующееся покрытие не обладает достаточной прочностью и эрозионной стойкостью ввиду недостаточного оплавления частиц.
В качестве связки для получения шихты (порошка) используется жидкое стекло, содержащее кремний, наличие которого также повышает жаростойкость покрытия благодаря образованию на поверхности материала тонкой пленки SiO2.
Примеры осуществления.
Для приготовления шихты (порошка) для нанесения уплотнительного покрытия порошки исходных компонентов с фракционным составом 60-150 мкм помещались в смеситель турбулентного типа и смешивались до однородной композиции, состоящей из порошка сплава системы Ni-Cr-Al-Y марки НХ16Ю6Ит, порошка никелированного нитрида бора и порошка никелированного графита. Полученную порошковую смесь смешивали с натриевым жидким стеклом до получения однородной крупчатой массы. Влажную порошковую массу протирали через сита 065 и 045. Полученную смесь просушивали в сушильном шкафу. Высушенную шихту просеивали на вибросите с сеткой 02.
Полученную шихту с фракционным составом 50-200 мкм напыляли на подложки из сплава ЭП718ИД с предварительным нанесением подслоя из нихрома марки Х20Н80 (для примеров 1-2), подслоя из сплава Ni-Cr-Al марки НХ20Ю10 (для примеров 3-5) и подслоя из сплава Ni-Cr-Al-Y марки НХ16Ю6Ит (для примеров 6-10). Толщина покрытия составляла 2,5-5 мм.
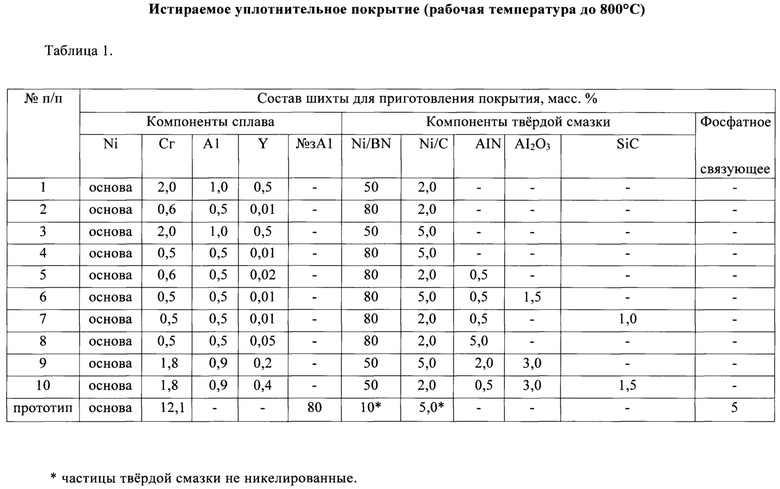
Состав шихты для приготовления уплотнительного покрытия приведен в таблице 1.
В таблице 2 представлены результаты сравнительных испытаний полученных образцов с предложенным истираемым уплотнительным покрытием и покрытием-прототипом на эрозионную (газоабразивную) стойкость и врезание на высокоскоростной машине трения в паре с имитаторами лопаток из сплава ЭП718ИД.
Газоабразивную стойкость определяли измерением потери массы исследуемого образца при обдувании его скоростным потоком воздуха, содержащим твердые частицы (электрокорунд с величиной частиц 100-125 мкм).
За эрозионную стойкость материала принимается отношение объема истраченного абразива (частиц электрокорунда) к объему унесенного им испытываемого материала:
 где
где
Va - объем истраченного абразива, см3;
γт - плотность испытываемого материала, г/см3;
Δm - потеря массы испытываемого образца, г.
Испытания проводили на образцах в виде пластин размером не менее 10×10 мм, на поверхность которых через сопло лабораторной установки подавался сжатый воздух при давлении 0,45 МПа с абразивным материалом. Расход абразива составлял 5 см3 на одно испытание, угол атаки - 30°.
Сравнительные испытания на врезание проводились на смонтированной на базе испытательной машины трения ИМ-58 лабораторной высокоскоростной установке при торцевом трении подвижного (контртело из сплава ЭП718ИД) и неподвижного (образцы с прирабатываемыми покрытиями) элементов.
По результатам испытаний, представленным в таблице 2, видно, что заявляемое истираемое покрытие превосходит по истираемости покрытие-прототип и обладает высоким уровнем эрозионной стойкости, необходимым для обеспечения возможности его использования в качестве уплотнений проточной части компрессоров современных ГТД.
Таким образом, предлагаемое покрытие обладает наиболее оптимальным сочетанием истираемости и эрозионной стойкости, что позволит ему эффективно работать в качестве уплотнений проточной части компрессора в паре с лопатками из жаропрочных сплавов при минимальных величинах радиальных зазоров, что сократит утечку рабочего газа и повысит коэффициент полезного действия двигательной установки летательного аппарата.

| название | год | авторы | номер документа |
|---|---|---|---|
| Истираемое уплотнительное покрытие (рабочая температура до 450С) | 2022 |
|
RU2787192C1 |
| ОКСИДЫ СТРОНЦИЯ И ТИТАНА И ИСТИРАЕМЫЕ ПОКРЫТИЯ, ПОЛУЧЕННЫЕ НА ИХ ОСНОВЕ | 2006 |
|
RU2451043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА | 1993 |
|
RU2039631C1 |
| МНОГОСЛОЙНЫЙ УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ | 1990 |
|
SU1767926A1 |
| Порошковая композиция для прирабатываемого уплотнительного покрытия | 2022 |
|
RU2791299C1 |
| СОСТАВ УПЛОТНИТЕЛЬНОГО ПОКРЫТИЯ ДЛЯ МОДИФИКАЦИИ ЭЛЕМЕНТА СТАТОРА ТУРБИНЫ | 2013 |
|
RU2530974C1 |
| ПОРОШКОВАЯ КОМПОЗИЦИЯ ДЛЯ ПРИРАБАТЫВАЕМОГО УПЛОТНИТЕЛЬНОГО ПОКРЫТИЯ | 2023 |
|
RU2829788C1 |
| ШНУРОВОЙ МАТЕРИАЛ ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 2008 |
|
RU2385789C1 |
| МЕХАНИЧЕСКИ ЛЕГИРОВАННЫЙ МАТЕРИАЛ ДЛЯ МЕТАЛЛИЧЕСКОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ И ИСПОЛЬЗУЮЩИЙ ЕГО СПОСОБ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 2018 |
|
RU2774991C2 |
| ИСТИРАЕМАЯ УПЛОТНИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2292465C2 |
Изобретение относится к области металлургии, а именно к истираемым уплотнительным покрытиям для проточной части газотурбинного двигателя (ГТД) с рабочими температурами до 800°С. Покрытие для уплотнения радиальных зазоров и проточной части компрессора газотурбинного двигателя, полученное методом плазменного напыления порошковой смеси, содержит порошки нитрида бора, графита и порошок сплава на никелевой основе. В качестве порошка сплава на никелевой основе использован порошок, содержащий алюминий, хром и иттрий, а порошковая смесь, при необходимости, содержит по меньшей мере один компонент из группы: нитрид алюминия, оксид алюминия, карбид кремния. Компоненты в порошковой смеси взяты при следующем соотношении, мас.%: алюминий 0,5-1,0, хром 0,5-2,0, иттрий 0,01-0,5, нитрид бора 50-80, графит 2-5, при необходимости по меньшей мере один компонент из группы: нитрид алюминия, оксид алюминия, карбид кремния в суммарном количестве 0,5-5, и никель – остальное. Покрытие получено с использованием порошков с размером частиц от 50 до 200 мкм, произведенных с использованием жидкого стекла в качестве связки. Содержащиеся в порошковой смеси порошки нитрида бора и графита являются никелированными. Техническим результатом изобретения является увеличение истираемости покрытия при сохранении эрозионной стойкости на высоком уровне 420-840 усл. ед. 1 з.п. ф-лы, 2 табл., 10 пр.
1. Покрытие для уплотнения радиальных зазоров и проточной части компрессора газотурбинного двигателя, полученное методом плазменного напыления порошковой смеси, содержащей порошки нитрида бора, графита и порошок сплава на никелевой основе, отличающееся тем, что в качестве порошка сплава на никелевой основе использован порошок, содержащий алюминий, хром и иттрий, а порошковая смесь при необходимости содержит по меньшей мере один компонент из группы: нитрид алюминия, оксид алюминия, карбид кремния, при этом компоненты в порошковой смеси взяты при следующем соотношении, мас.%:
при этом покрытие получено с использованием порошков с размером частиц от 50 до 200 мкм, произведенных с использованием жидкого стекла в качестве связки, причем содержащиеся в порошковой смеси порошки нитрида бора и графита являются никелированными.
2. Покрытие по п. 1, отличающееся тем, что оно содержит подслой, состоящий из сплава системы никель-хром, никель-хром-алюминий или никель-хром-алюминий-иттрий.
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ УПЛОТНИТЕЛЬНОГО ПОКРЫТИЯ НА ОСНОВЕ НИКЕЛЯ | 1993 |
|
RU2075530C1 |
| ПОРОШКООБРАЗНЫЙ МАТЕРИАЛ ДЛЯ ИСТИРАЕМЫХ ПОКРЫТИЙ И ИСТИРАЕМОЕ ПОКРЫТИЕ | 2003 |
|
RU2342222C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ С МНОГОСЛОЙНОЙ ОБОЛОЧКОЙ | 2011 |
|
RU2461449C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ НИКЕЛЯ И ГЕКСАГОНАЛЬНОГО НИТРИДА БОРА | 2019 |
|
RU2706999C1 |
| Уплотнительный материал на основе никеля | 1976 |
|
SU569636A1 |

