ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет в соответствии с §119(e) Кодекса Соединенных Штатов по предварительной заявке на патент США № 62/599409, поданной 15 декабря 2017 г., раскрытие которой во всей ее полноте в явном виде включено в настоящий документ посредством ссылки.
ЗАЯВЛЕНИЕ О СПОНСИРУЕМЫХ ИССЛЕДОВАНИЯХ ИЛИ РАЗРАБОТКАХ
[0002] Неприменимо.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
[0003] Настоящее изобретение представляет собой газотермическое покрытие на металлической основе с улучшенными свойствами скольжения и износа, которое выполняют из порошка для газотермического напыления, включающего в себя один или более переходных металлов, например, молибден или молибден и хром, которые механически сплавлены с материалом на металлической основе, таким как алюминий или алюминиевый сплав. Также раскрывается способ нанесения покрытия.
Описание предшествующего уровня техники
[0004] Материалы для газотермического покрытия известны и обычно являются металлическими и/или керамическими порошковыми материалами. Некоторые из этих порошковых материалов обеспечивают износостойкость и коррозионную стойкость при их использовании для формирования газотермических покрытий.
[0005] Коррозия материалов покрытия может наблюдаться в присутствии хлоридов, а также гальванических пар в случае таких материалов, как сталь, нержавеющие стали, сплавы титана и сплавы никеля. Обычные типы коррозии включают электрохимическую коррозию, коррозионное растрескивание под напряжением, атмосферную коррозию и водную коррозию, которые могут приводить к катастрофическим повреждениям, таким как вспучивание покрытия и отслаивание.
[0006] Повреждения, вызываемые износом, обычно являются результатом чрезмерных сил трения (высокого коэффициента трения) и фрикционного нагревания. Такие повреждения могут принимать форму переноса металла и задиров, сильной объемной пластической деформации и даже разрушения.
[0007] Механическое легирование металлического порошка переходными металлами также известно и изучалось в течение десятилетий. Однако оно обычно используется для производства деталей посредством уплотнительных обработок спеканием. Использование механического легирования переходными металлами позволяет увеличить концентрацию таких переходных элементов, например, в алюминиевом сплаве, что может создавать фактически твердый раствор.
[0008] Также известны порошковые покрытия на основе алюминиевого сплава. Они включают материалы истираемого порошкового покрытия. Их примеры включают в себя: Metco 601NS, в котором используется алюминий (Al) с 7 процентами кремния (Si) и 40 процентами сложного полиэфира, а также METCO® 320NS, в котором используется алюминий (Al) с 10 процентами кремния (Si) и 20 процентами гексагонального нитрида бора (hBN).
[0009] Также известно использование порошков на основе алюминиевого сплава для газотермического напыления с целью создания истираемых покрытий для применений в регулировании зазоров. Они используются в тех случаях, когда вращающийся компонент может приходить в контакт с покрытием в результате целенаправленного конструктивного решения или эксплуатационного помпажа. Эти покрытия предназначены для минимизации износа вращающихся компонентов с одновременной максимизацией эффективности газового тракта путем обеспечения регулирования зазоров в зонах уплотнений. Такие покрытия обычно сочетают в себе желаемые свойства полимерных материалов, таких как мягкие, способные к сдвигу и термостойкие сложные полиэфиры, с имеющими более высокую прочность способными к сдвигу сплавами (например, METCO® 601NS или M610NS, который представляет собой алюминиевую бронзу + сложный полиэфир). Другая концепция покрытия объединяет Al-Si с hBN, где керамическая фаза hBN способствует характеристикам срезания и повышает термостойкость (METCO® 320NS). Эти покрытия являются подходящими для борьбы с истиранием лопаток компрессора, гребней или полос лабиринтного уплотнения из стали, никелевого сплава или титанового сплава.
[0010] Известно, однако, что истираемые покрытия с матрицами из алюминиевого сплава склонны к общей коррозии (образованию белого гидроксида алюминия), циклической коррозии, пузырчатой коррозии, а также к коррозионному растрескиванию под напряжением при воздействии морской соли и влажной среды.
[0011] Также известно, что явления переноса металл на металл отмечаются для алюминиевых сплавов, которые используются в качестве главного компонента облегченных покрытий для регулирования зазоров в турбинах (истираемых деталей), и обычно приводят к нежелательному образованию бороздок или «граммофонным» эффектам на материалах кожуха (истираемых деталей) при некоторых условиях набега ротора турбины. Термин «перенос» здесь означает тенденцию алюминиевых сплавов прилипать и накапливаться на других поверхностях, в данном случае на лопатках турбин, изготовленных из титановых сплавов или нержавеющей стали. Другими обычно используемыми техническими терминами для переноса являются «наволакивание» или «холодная наплавка», или, в большем и промышленно значимом масштабе, сварка трением. Явления наволакивания поняты лишь частично, однако двумя основными факторами, которые способствуют фрикционной коррозии металлов и сплавов при их контакте с другими поверхностями, являются (a) металлы и сплавы с высокой химической активностью и (b) металлы и сплавы с низким модулем сдвига и сопротивлением срезу (см. публикации Buckley, Donald H., Journal of Colloid and Interface Science, 58 (1), p.36-53, Jan 1977 «The metal-to-metal interface and its effect on adhesion and friction», Buckley, Donald H., Thin Solid Films, 53 (3), p.271-283, Sep 1978 «Tribological properties of surfaces», а также Miyoshi, Kazuhisa/Buckley, Donald H., Wear, 82 (2), p.197-211, Nov 1982 «Tribological properties of silicon carbide in the metal removal process»). Полное раскрытие каждого из этих документов включено в настоящий документ посредством ссылки.
[0012] Обладающие более низким сопротивлением срезу алюминий и его сплавы будут иметь тенденцию переходить на поверхности металлов с более высокой прочностью (например, на законцовки выполненных из титанового сплава лопаток газотурбинного двигателя в случае регулирования зазоров с помощью алюминия). Как алюминий, так и титановые сплавы имеют высокую химическую активность и очень быстро окисляются. Они образуют защитные оксидные слои на своих поверхностях, препятствующие эффектам переноса материала, но они разламываются и удаляются, особенно на более мягких, обладающих меньшим сопротивлением срезу алюминиевых сплавах, когда поверхность подвергается деформации при фрикционном контакте. Разрушение защитных оксидных слоев и других слоев адсорбированного газа (например, воды) способствует процессу адгезионного переноса (наволакивания) за счет подвергания незащищенного сплава пластической деформации с высокой скоростью, сварке трением и механическому смешиванию на границе контакта. Это также было четко продемонстрировано путем наблюдения фрикционного поведения металлов в высоком вакууме, где формирование и наращивание оксидных слоев ингибируются и нет никаких защитных оксидов или слоев адсорбированного газа для предотвращения явления переноса и наволакивания (см. публикацию Miyoshi, Kazuhisa, Buckley, Donald H, Wear, 77, Issue 2, April 1982, Pages 253-264 «Adhesion and friction of transition metals in contact with non-metallic hard materials»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки.
[0013] В случае вращающейся с высокой скоростью законцовки лопатки ротора турбины (например, при скорости законцовки в диапазоне 100-400 м/с), при прилипании большого количества или неоднородности переноса алюминиевого сплава на противоположную поверхность законцовки лопатки он будет действовать как продолжение законцовки лопатки и создавать бороздку на противоположной истираемой поверхности на следующей стадии набега лопатки на кожух. Результатом этого является динамический процесс сдвиговой деформации и локализации алюминиевого сплава, механическое смешивание, тепловыделение, окисление, истирание, перенос, дополнительное образование бороздок и срезание, а также удаление слоя переноса за счет того, что напряжения сдвига на границе законцовки лопатки или внутри самого слоя переноса становятся слишком высокими. Результирующий механизм установления динамического равновесия представляет собой сложный баланс между всеми этими механизмами, который определяется в целом условиями набега ротора турбины на истираемый кожух. Как правило, условия низкой скорости законцовки лопатки ротора (например, 100-200 м/с) способствуют явлениям переноса и образования бороздок (граммофонному эффекту), где скорость переноса алюминиевого сплава является более высокой, чем скорость его удаления за счет срезающих усилий на законцовке; при этом вызываемые срезающими усилиями напряжения сдвига являются недостаточными для разрушения границы раздела алюминия, сваренного трением с металлом законцовки лопатки. Нежелательность эффекта образования бороздок и граммофонного эффекта определяется тем, что они увеличивают шероховатость поверхности как кожуха, так и законцовки лопатки, и открывают стыковые зазоры между кожухом и законцовкой, тем самым отрицательно влияя на эффективность уплотнения турбины. Последующее охлаждение законцовок лопаток турбины до температуры окружающей среды после явления набегания или цикла работы двигателя обычно приводит к отрыву перенесенного алюминия от законцовок из-за напряжений, вызванных несовпадением коэффициентов теплового расширения, и релаксации остаточных напряжений, придаваемых слоям перенесенного алюминия, во время процессов сильной деформации. Это приводит к еще более высоким потерям эффективности уплотнения. Более гладкие поверхности кожуха и законцовки лопатки являются идеальными для улучшенной эффективности уплотнения и аэродинамики потока газа.
[0014] Для того, чтобы уменьшить образование бороздок или граммофонный эффект, процесс переноса металла должен быть ингибирован. Для этого могут применяться различные способы, из которых наиболее распространенным является включение твердых смазочных материалов, таких как графит или гексагональный нитрид бора (hBN), или других подобных материалов, в микроструктуры покрытия (см. публикацию S. Wilson «The Future of Gas Turbine Technology», 6th International Conference, 17-18 October 2012, Brussels, Belgium, Paper ID Number 51 «Thermally sprayed abradable coating technology for sealing in gas turbines»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Они лишь до некоторой степени эффективны в качестве ингибиторов переноса металла на металл, поскольку они могут использоваться только как микроструктурно большие частицы, которые лишь частично и неэффективно смазывают и предохраняют обнаженную матрицу алюминиевого сплава. В дополнение к этому, в то время как твердые смазки, такие как графит и hBN, являются известными препятствующими налипанию материалами, они являются также легковоспламеняющимися (графит) и хрупкими и имеют тенденцию ингибировать формирование связи металл-металл в процессе нанесения газотермическим напылением, так что в итоге управление микроструктурой может стать затруднительным.
[0015] Другие используемые подходы включают в себя введение в алюминиевый сплав более твердых микроструктурных фаз, которые помогают ингибировать перенос алюминия на законцовки лопаток за счет микроабразивного удаления материала на поверхностях законцовок лопаток. Это обычно делается путем увеличения содержания кремния в алюминиевых сплавах от доэвтектического до близких к эвтектическому составов. Кремний имеет твердость 900-1000 HV и поэтому является абразивным для более мягких материалов. Однако существуют пределы того, насколько может быть увеличено содержание кремния, из-за риска слишком большого истирания на лопатках турбины.
[0016] Следующим подходом, который приводит к варианту осуществления настоящего изобретения, является модификация поверхностей частиц порошка алюминиевого сплава путем создания на них механически стойкого тонкого слоя из материала с высокой смазывающей способностью, который помогал бы ингибировать эффекты переноса металла на металл (наволакивания). При этом тонкие слои твердого материала с высокой смазывающей способностью могут быть осаждены на алюминиевые сплавы с использованием ряда методов, таких как, например, физическое осаждение из паровой фазы (PVD, например, нанесение покрытия катодным распылением), ионная имплантация или лазерное нагревание (см. публикацию R. J. Rodriguez, A. Sanz, A. Medrano, Ja. Garcia-Lorente Vacuum Volume 52, Issues 1-2, 1 January 1999, Pages 187-192 «Tribological properties of ion implanted Aluminum alloys»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Однако эти методы являются не очень практичными или экономически приемлемыми для нанесения покрытия на частицы алюминиевого сплава при массовом масштабе производства. Другой подход к нанесению тонкоизмельченного(ых) смазочного(ых) материала(ов) на частицы алюминиевого сплава заключается в использовании органического или неорганического связующего вещества (см. публикацию J. R. Davis Handbook of Thermal Spray Technology ASM International, 2004, P157 «Material Production Techniques for Producing Unique Geometries of Compositions»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Однако этот подход также не является практичным, поскольку адгезия покрывающего слоя мелкодисперсных частиц зависит от прочности сцепления используемого связующего, которая обычно невелика и подвержена влиянию высоких температур. Было бы идеальным, если бы слой смазочного материала мог бы физически свариваться или сплавляться с поверхностями частиц, это способствовало бы их механической стойкости при обращении с ними и их течении в ходе газотермического напыления и осаждения, а также их функции как механически стойкого смазочного слоя, например при контакте с лопаткой турбины. Один подход заключается в том, чтобы использовать методы механического легирования для сплавления тонкого слоя частиц смазочного материала с частицами алюминиевого сплава. Это можно попытаться сделать, используя хорошо известные смазочные материалы, такие как гексагональный нитрид бора или графит, но эти материалы имеют очень низкие сопротивления срезу и не будут свариваться или сплавляться с поверхностью частиц. Другой подход заключается в том, чтобы механически сплавить поверхности частиц со смазочным материалом, который также легко сваривается с алюминиевыми сплавами. В этой связи металлический молибден является материалом, который отличается хорошей смазывающей способностью и легким механическим сплавлением с алюминиевыми сплавами (см. публикацию M. Zdujic, D. Poleti, Lj. Karanovic, K. F. Kobayashi, P. H. Shingu Materials Science and engineering, A185 (1994) 77-86 «Intermetallic phases produced by the heat treatment of mechanically alloyed Al-Mo powders»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки.
[0017] Молибден хорошо известен своей превосходной смазывающей способностью и использованием в приложениях скольжения и фрикционного износа для уменьшения трения во многих инженерно-технических системах, например, в покрытиях автомобильных поршневых колец (см. публикацию V. Anand, S. Sampath, C. D. Davis, D. L. Houck US 5063021 «Method for preparing powders of nickel alloy and molybdenum for thermal spray coatings»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Молибден часто указывается в качестве материала, имеющего превосходные свойства износа за счет высокой твердости (см. публикацию M. Laribi, A. B. Vannes, D. Treheux, Wear, Volume 262, Issues 11-12, 10 May 2007, Pages 1330-1336 «Study of mechanical behavior of molybdenum coating using sliding wear and impact tests»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Фактически твердость чистого молибдена в объемном состоянии (спеченного из порошка) фактически является очень мягкой для «очень износостойкого» материала, составляя приблизительно 230 HV (см. публикацию Т. S. Srivatsan, B. G. Ravi, A. S. Naruka, L. Riester, M. Petraroli, T. S. Sudarshan, Powder Technology 114, 2001. 136-144 «The microstructure and hardness of molybdenum powders consolidated by plasma pressure compaction»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Было показано, что износостойкость основанных на молибдене покрытий может быть дополнительно улучшена за счет смешивания чистого молибдена с бронзой и/или порошком Al-12Si, и/или их смесями (см. публикацию J. Ahn, B. Hwang, S. Lee, Journal of Thermal Spray Technology, Volume 14(2) June 2005-251 «Improvement of Wear Resistance of Plasma-Sprayed Molybdenum Blend Coatings»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Когда молибден напыляется в виде покрытия (например, электродуговое проволочное, HVOF или плазменное напыление), он имеет тенденцию к частичному окислению, в результате чего кислород и оксидные включения могут значительно упрочнить его и легко создать твердость в диапазоне 600-950 HV, придавая тем самым улучшенную износостойкость (см. публикацию S. Tailor, A. Modi, S. C. Modi, J. Therm. Spray Tech., April 2018, Volume 27, Issue 4, pp 757-768, «High-Performance Molybdenum Coating by Wire-HVOF Thermal Spray Process»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки.
[0018] Низкая твердость в более чистом состоянии с низким содержанием кислорода и присущая хрупкость, типичная для тугоплавких металлов, делают такой молибден идеальным для механического размалывания до очень тонкодисперсных, субмикронных порошков без необходимости в большом количестве энергии. Сплавление элементарных алюминия и молибдена с использованием высокоэнергетического размалывания с последующими консолидирующими обработками, такими как прессование и спекание, как было показано, дает коррозионностойкие пересыщенные алюминиевые сплавы. Однако такие консолидирующие обработки оказались неспособны сохранить не поддающуюся коррозии микроструктуру, созданную высокоэнергетическим размалыванием в шаровой мельнице (см. публикации M. Zdujic, D. Poleti, Lj. Karanovic, K. F. Kobayashi, P. H. Shingu, Materials Science and engineering, A185 (1994) 77-86 «Intermetallic phases produced by the heat treatment of mechanically alloyed Al-Mo powders» и W. C. Rodriguesa, F. R. Mallqui Espinoza, L. Schaeffer, G. Knörnschild, Materials Research, Vol. 12, No. 2, 211-218, 2009 «A Study of Al-Mo Powder Processing as a Possible Way to Corrosion Resistant Aluminum-Alloys»). Полное раскрытие каждого из этих документов включено в настоящий документ посредством ссылки. Механическое легирование с последующим спеканием высокочастотным индукционным нагревом также оказалось жизнеспособным методом производства нанокристаллических содержащих переходный металл алюминиевых сплавов с превосходной стойкостью к коррозии в 3,5%-ном растворе NaCl (см. публикацию А. H. Seikh, M. Baig, H. R. Ammar, M. Asif Alam «The influence of transition metals addition on the corrosion resistance of nanocrystalline Al alloys produced by mechanical alloying»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Вышеперечисленные ссылки упоминают механическое сплавление алюминия с переходными металлами, состоящее из механического сплавления и консолидации элементарных порошков для того, чтобы производить массивные алюминиевые сплавы с более высокой прочностью и улучшенными коррозиооной и износостойкостью.
[0019] Радиочастотное магнетронное распыление было другим использовавшимся способом, которым получали металлические пленки из сплавленных алюминия и молибдена с различными содержаниями молибдена. При погружении полученных сплавленных металлических пленок Al-Mo в хлоридный раствор сплавление с молибденом имело эффект катализа катодной полуреакции и давало быстрое увеличение потенциала коррозии, делая потенциал критической точечной коррозии более электроположительным (см. публикацию W. C. Moshier, G. D. Davis, J. S. Ahearn, H. F. Hough «Corrosion Behavior of Aluminum-Molybdenum Alloys in Chloride Solutions»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки.
[0020] Превосходная коррозионная стойкость алюминий-молибденовых сплавов была также объяснена более высоким потенциалом коррозии для сплавов, произведенных с использованием электроосаждения (см. публикацию Т. Tsuda, C. L. Hussey, G. R. Stafford 2004 The Electrochemical Society «Electrodeposition of Al-Mo Alloys from the Lewis Acidic Aluminum Chloride-1-ethyl-3-methylimidazolium Chloride Molten Salt»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Другие исследования показали, что алюминиевые сплавы, содержащие переходные металлы (например, кобальт и молибден), а также редкоземельные (например, цериевые) металлические сплавы обладают высокой коррозионной стойкостью благодаря выделению ионов Ce, Co и/или Mo, действующих в качестве ингибиторов коррозии (см. публикацию M. A. Jakab, J. R. Scully «Cerium, Cobalt and Molybdate Cation Storage States, Release and Corrosion Inhibition when delivered from Al-Transition Metal-Rare Earth Metal Alloys»). Полное раскрытие этого документа включено в настоящий документ посредством ссылки.
[0021] Одной разновидностью осаждаемого газотермическим напылением покрытия является коррозионностойкий истираемый алюминиевый сплав, такой как, например, раскрытый в опубликованной заявке US 2016/0251975A1 С. W. Strock, M. R. Jaworoski, F. W. Mase «Aluminum alloy coating with rare earth and transition metal corrosion inhibitors». Полное раскрытие этого документа включено в настоящий документ посредством ссылки. Эта заявка описывает газотермическое покрытие из алюминиевого сплава, в которое введены редкоземельные и переходные металлы путем инфильтрации и/или с использованием способа атмосферного плазменного совместного напыления.
[0022] Однако ни один из вышеотмеченных известных из уровня техники источников не описывает газотермическое покрытие на металлической основе с улучшенными свойствами скольжения и износа, которое выполнено из порошка для газотермического напыления, который включает в себя один или более переходных металлов, например, молибден или молибден и хром, который(е) механически сплавлен(ы) с материалом металлической основы, таким как алюминий или алюминиевый сплав, или способ нанесения покрытия, который использует этот порошок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0023] Изобретение охватывает порошок на основе алюминия для газотермического покрытия, включающий в себя один или более переходных металлов, таких как молибден (Mo) и/или хром (Cr), которые были механически сплавлены с компонентом алюминиевого сплава, и который может использоваться для формирования истираемого покрытия, которое может иметь улучшенные износостойкость и коррозионную стойкость.
[0024] Заявитель обнаружил, что истираемые покрытия на основе алюминиевого сплава, выполненные с использованием механически сплавленных переходных металлов (например, молибдена и хрома) и порошка алюминиевого сплава, обладают превосходной коррозионной стойкостью, которая рассматривается в качестве дополнительной выгоды. Считается, что газотермическое напыление механически сплавленного порошка повышает сплавление напыляемого порошка, так что нанесенное покрытие приобретает превосходные свойства по сравнению с существующими газотермическими покрытиями, выполненными из полученного распылением порошка.
[0025] Варианты осуществления изобретения включают в себя газотермическое покрытие на металлической основе с улучшенными свойствами скольжения и износа, причем материал покрытия выполнен путем механического сплавления металлического порошка с одним или более переходными металлами. Варианты осуществления материала покрытия включают в себя чистый или легированный алюминий, например, алюминий чистоты 99%, такой как METCO® 54NS или алюминий с чистотой более чем 98%. В других примерах его чистота может составлять либо 90% или более, либо 95% или более. Варианты переходного металла или металлов включают в себя молибден, хром, цирконий, титан, кремний и их смеси.
[0026] Изобретение также направлено на газотермическое покрытие, выполненное из порошкового материала для газотермического напыления, содержащего алюминийсодержащие частицы, механически сплавленные с переходным металлом, включающее участки алюминиевого сплава, сплавленные с переходным металлом.
[0027] Неограничивающие варианты осуществления включают в себя алюминийсодержащие частицы, каждая из которых содержит ядро из алюминия или алюминиевого сплава, окруженное переходным металлом, механически сплавленным с упомянутым ядром. Порошок для газотермического напыления может включать органический материал или твердую смазку, шихтованные или смешанные с алюминийсодержащими частицами или покрытые ими. Алюминийсодержащие частицы могут содержать ядро из чистого алюминия. Алюминийсодержащие частицы могут содержать ядро из алюминиевого сплава.
[0028] Переходный металл может быть по меньшей мере одним из: молибдена; хрома; и/или молибдена и хрома. Переходный металл может быть только молибденом. Переходный металл может быть только хромом или может быть как Mo, так и Cr. Механически сплавленный переходный металл имеет размер частиц, который является одним из менее 50 мкм (при измерении классификатором Fisher Model 95 Sub-Sieve Sizer (FSSS)), или менее 10 мкм (при измерении FSSS), или менее 1 мкм (при измерении FSSS).
[0029] Изобретение также включает порошковый материал для газотермического покрытия, содержащий алюминийсодержащие частицы, механически сплавленные с переходным металлом. В неограничивающих вариантах осуществления каждая из алюминийсодержащих частиц содержит ядро из алюминия или алюминиевого сплава, окруженное переходным металлом, механически сплавленным с упомянутым ядром. Порошок для газотермического напыления может содержать органический материал или твердую смазку, шихтованные или смешанные с алюминийсодержащими частицами или покрытые ими. Алюминийсодержащие частицы могут содержать ядро из чистого алюминия. Алюминийсодержащие частицы могут содержать ядро из алюминиевого сплава.
[0030] Переходный металл может быть по меньшей мере одним из молибдена, хрома, и/или может включать в себя и Mo, и Cr. Переходный металл может быть только молибденом. Переходный металл может быть только хромом или как Mo, так и Cr. Механически сплавленный переходный металл имеет размер частиц, который является одним из менее 50 мкм (при измерении FSSS), или менее 10 мкм (при измерении FSSS), или менее 1 мкм (при измерении FSSS).
[0031] Алюминийсодержащие частицы могут быть шихтованы с 20-70 массовыми процентами органического материала или покрыты 20-70 массовыми процентами органического материала. Алюминийсодержащие частицы могут быть шихтованы с 30-50 массовыми процентами органического материала или покрыты 30-50 массовыми процентами органического материала. Органический материал представляет собой один из сложного полиэфира, такого как жидкокристаллический сложный полиэфир, или полимера, такого как метилметакрилат. Алюминийсодержащие частицы могут быть шихтованы с 5-50 массовыми процентами твердой смазки или покрыты 5-50 массовыми процентами твердой смазки. Алюминийсодержащие частицы могут быть шихтованы с 15-25 массовыми процентами твердой смазки или покрыты 15-25 массовыми процентами твердой смазки. Твердая смазка может быть одним из: гексагонального нитрида бора; или фторида кальция.
[0032] Изобретение также предлагает способ покрывания подложки описанным выше порошковым материалом для газотермического покрытия, причем способ включает газотермическое напыление порошкового материала на подложку, при этом газотермическое напыление включает: плазменное напыление; высокоскоростное газопламенное напыление (HVOF); или напыление при сжигании.
[0033] Изобретение также предлагает способ получения описанного выше порошкового материала для газотермического покрытия, включающий механическое сплавление переходного металла с алюминийсодержащими частицами порошка. В вариантах осуществления переходный металл является молибденом. Переходный металл может быть хромом или как Mo, так и Cr. Механически сплавленный переходный металл может иметь размер частиц, который является одним из: менее 50 мкм (при измерении FSSS), или менее 10 мкм (при измерении FSSS), или менее 1 мкм (при измерении FSSS).
[0034] Алюминийсодержащие частицы порошка могут быть шихтованы с органическим материалом или покрыты органическим материалом. Частицы порошка могут быть шихтованы с одним из или покрыты одним из: сложного полиэфира, такого как жидкокристаллический сложный полиэфир, или полимера, такого как метилметакрилат. Частицы порошка могут быть шихтованы или смешаны с твердой смазкой или покрыты твердой смазкой.
[0035] Изобретение также предлагает газотермическое истираемое покрытие, выполненное из порошкового материала для газотермического напыления, содержащего алюминийсодержащие частицы, механически сплавленные с молибденом (Mo) и/или хромом (Cr), включающее участки алюминиевого сплава, сплавленные с Mo и/или Cr. Каждая из алюминийсодержащих частиц может содержать ядро из алюминия или алюминиевого сплава, окруженное металлическим Mo, механически сплавленным с упомянутым ядром. Порошковый материал для газотермического напыления может содержать органический материал или твердую смазку, шихтованные или смешанные с алюминийсодержащими частицами или покрытые алюминийсодержащими частицами.
[0036] Изобретение также предлагает порошковый материал для газотермического истираемого покрытия, включающий алюминийсодержащие частицы, механически сплавленные с молибденом (Mo) и/или Cr. Каждая из алюминийсодержащих частиц может содержать ядро из алюминия или алюминиевого сплава, окруженное металлическим Mo и/или Cr, механически сплавленным с упомянутым ядром. Порошковый материал для газотермического истираемого покрытия может содержать органический материал или твердую смазку, шихтованные или смешанные с алюминийсодержащими частицами или покрытые алюминийсодержащими частицами.
[0037] Изобретение также включает в себя порошковый материал для газотермического покрытия, содержащий алюминийсодержащие частицы, механически сплавленные с переходным металлом, которым является либо Mo, либо Mo и Cr. В неограничивающих вариантах осуществления каждая из алюминийсодержащих частиц содержит ядро из алюминия или алюминиевого сплава, окруженное переходным металлом, механически сплавленным с упомянутым ядром. Порошок для газотермического напыления также включает в себя Si, шихтованный или смешанный с алюминийсодержащими частицами или покрытый алюминийсодержащими частицами. Состав соответствует одному из пунктов 2-6 в нижеприведенной Таблице B. Алюминийсодержащие частицы могут содержать ядро из чистого алюминия. Алюминийсодержащие частицы могут содержать ядро из алюминиевого сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0038] Сопроводительные чертежи включены для того, чтобы обеспечить лучшее понимание изобретения, и составляют часть данного описания. Сопроводительные чертежи иллюстрируют варианты осуществления изобретения и вместе с описанием служат для объяснения принципов изобретения. На этих чертежах:
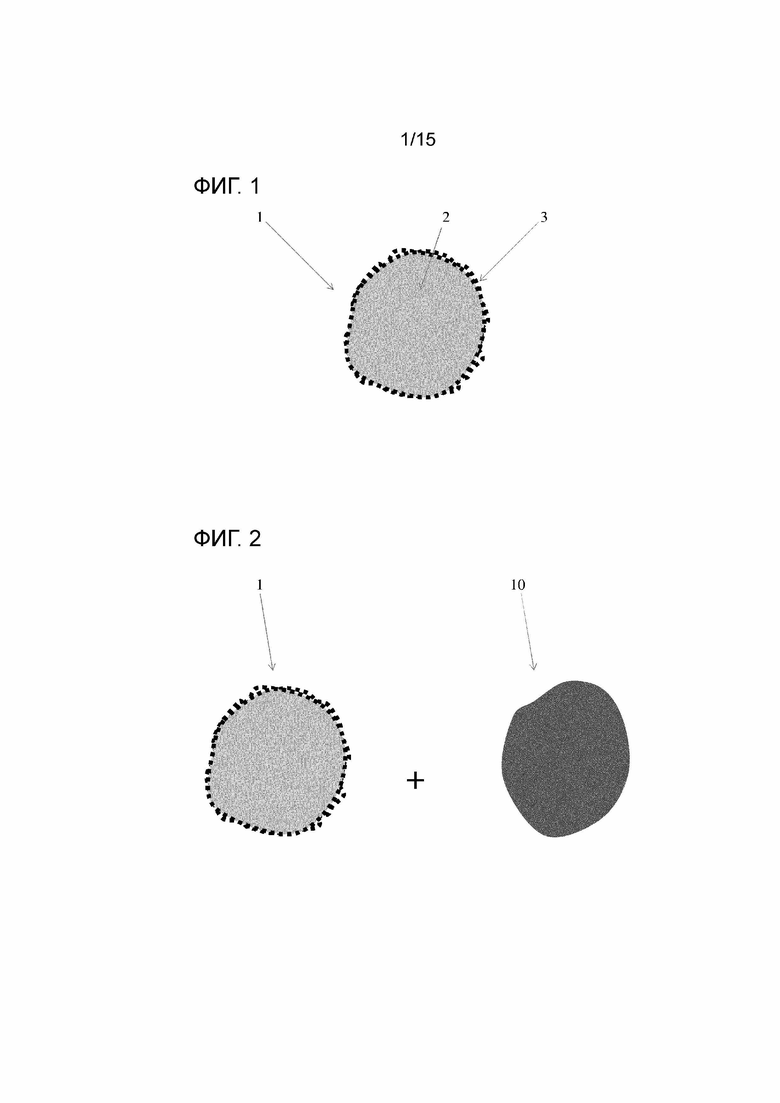
Фиг. 1 показывает примерную частицу порошка покрытия, имеющую алюминиевое ядро и переходный металл, механически сплавленный с ядром;
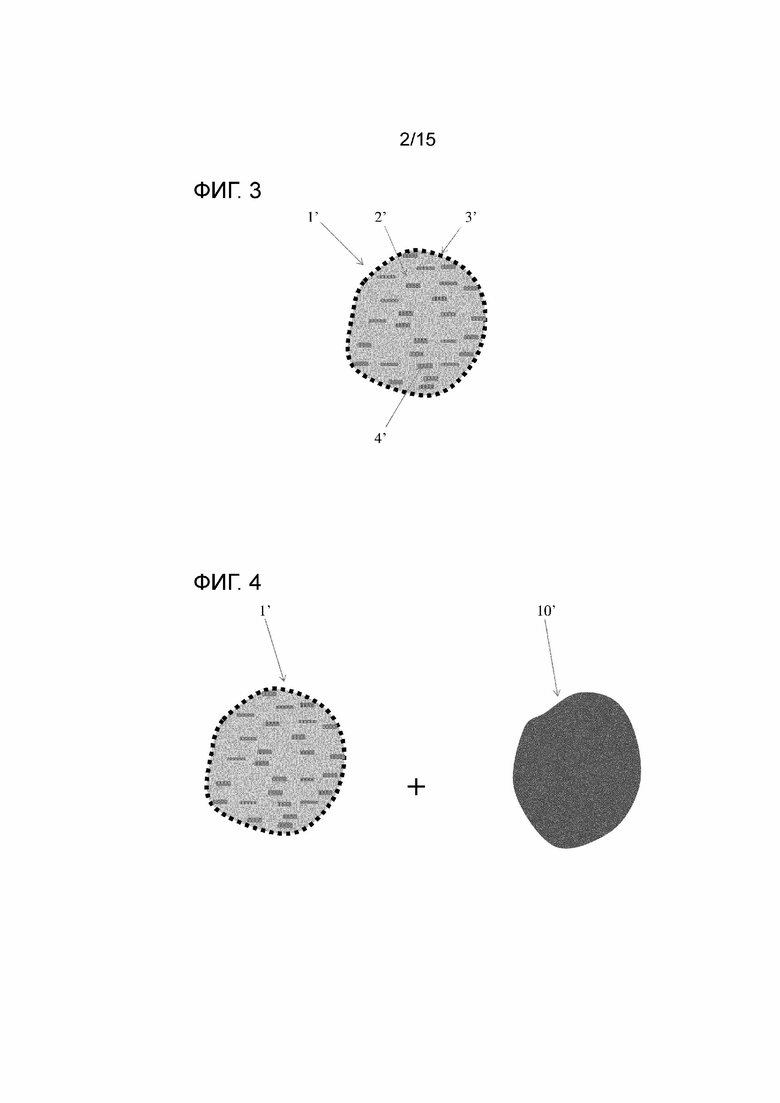
Фиг. 2 показывает, как материал покрытия может быть выполнен путем объединения или смешивания частиц покрытия по фиг. 1 с частицами материала синтетической смолы, такой как сложный полиэфир;
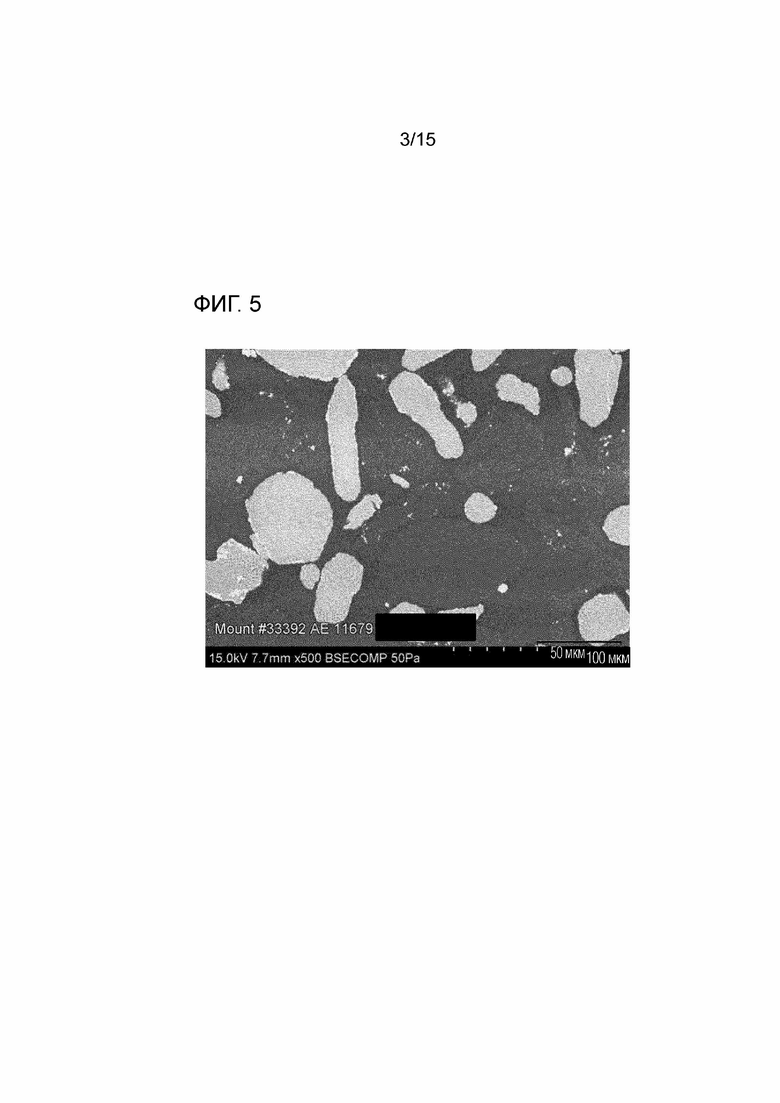
Фиг. 3 показывает примерную частицу порошка покрытия, имеющую ядро из алюминия и кремния с переходным металлом, механически сплавленным с ядром;
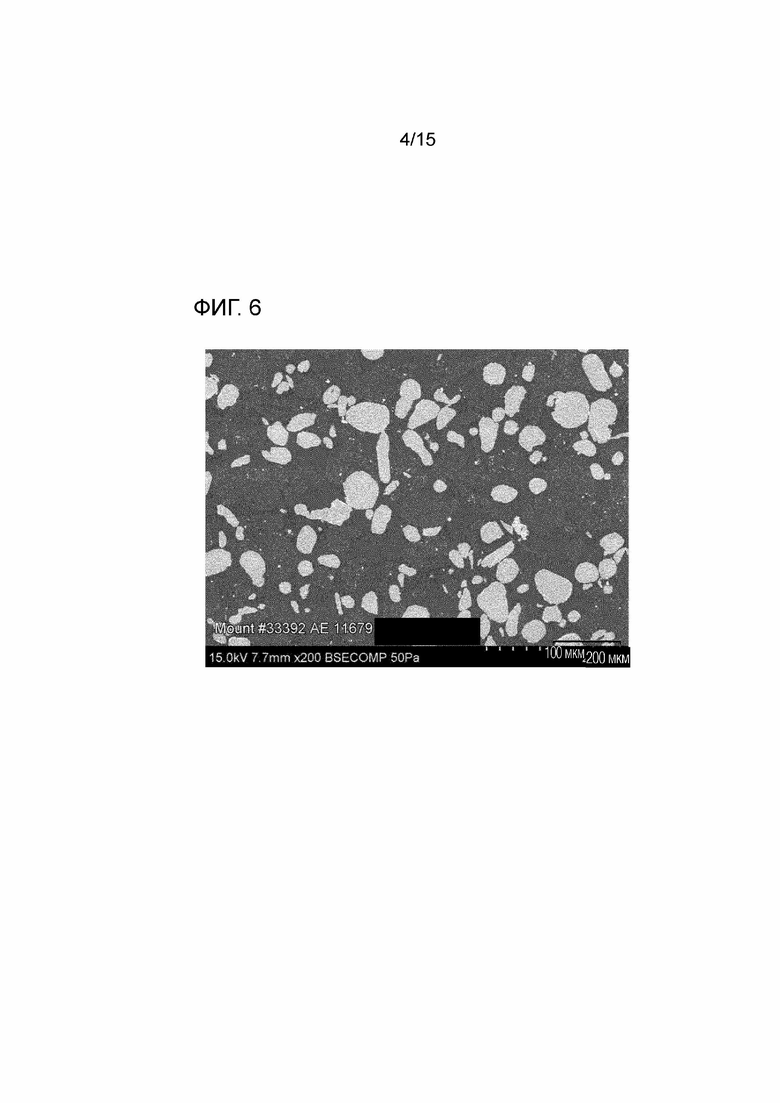
Фиг. 4 показывает, как материал покрытия может быть выполнен путем объединения или смешивания частиц покрытия по фиг. 3 с частицами материала синтетической смолы, такой как сложный полиэфир;
Фиг. 5 показывает СЭМ-изображение в первом масштабе участка покрытия из Al-12Si и иллюстрирует алюминиевые частицы, окруженные переходным металлом молибденом (более светлые участки, окружающие частицу), и частицы сложного полиэфира (более темная штриховка);
Фиг. 6 показывает СЭМ-изображение во втором масштабе участка покрытия из Al-12Si и иллюстрирует частицу ядра (помеченную), окруженную переходным металлом (помечен), и частицы сложного полиэфира (помечены);
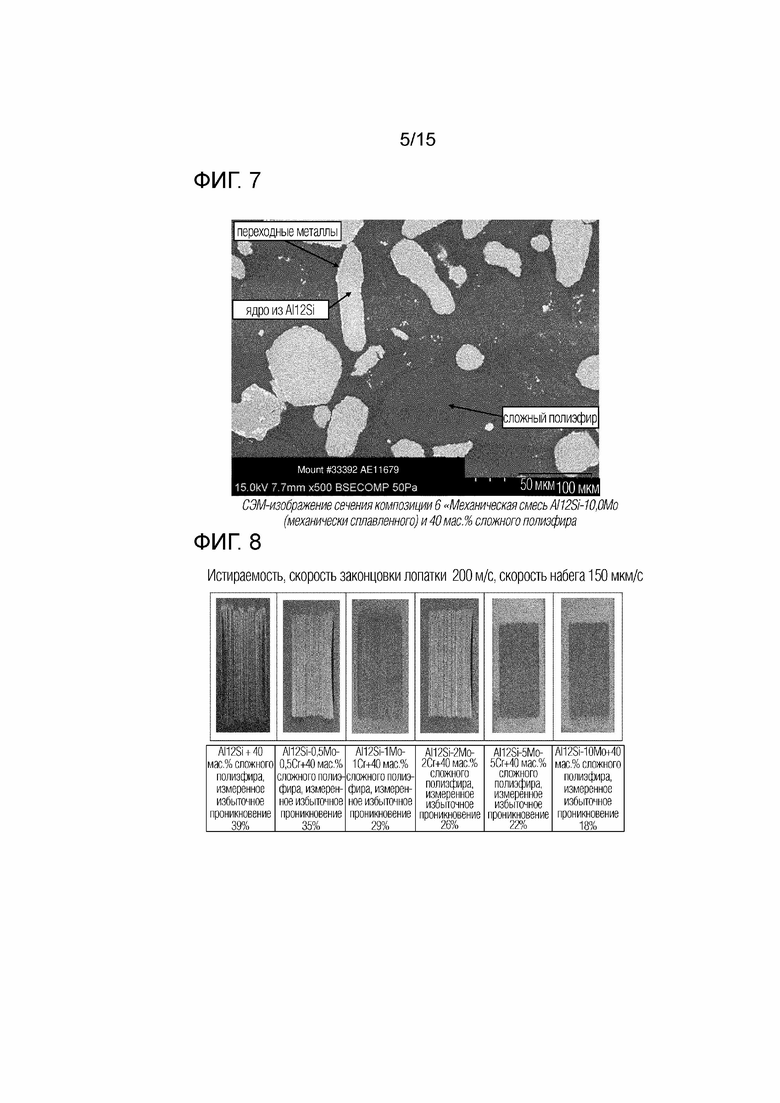
Фиг. 7 показывает СЭМ-изображение участка покрытия из Al-12Si и иллюстрирует помеченные алюминиевые частицы, окруженные переходным металлом молибденом (более светлые участки, окружающие частицу), и помеченные частицы сложного полиэфира (более темная штриховка);
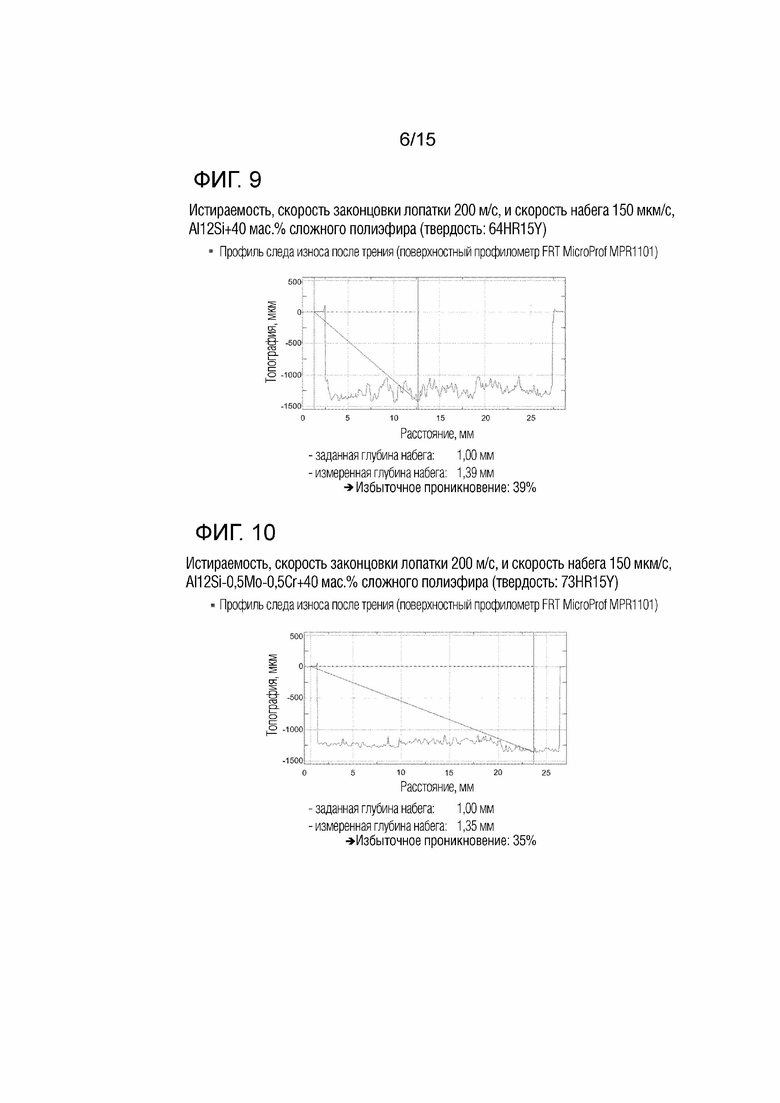
Фиг. 8 показывает диаграмму, сравнивающую композиции 1-6 из Таблицы B, подвергнутые истиранию при указанных условиях;
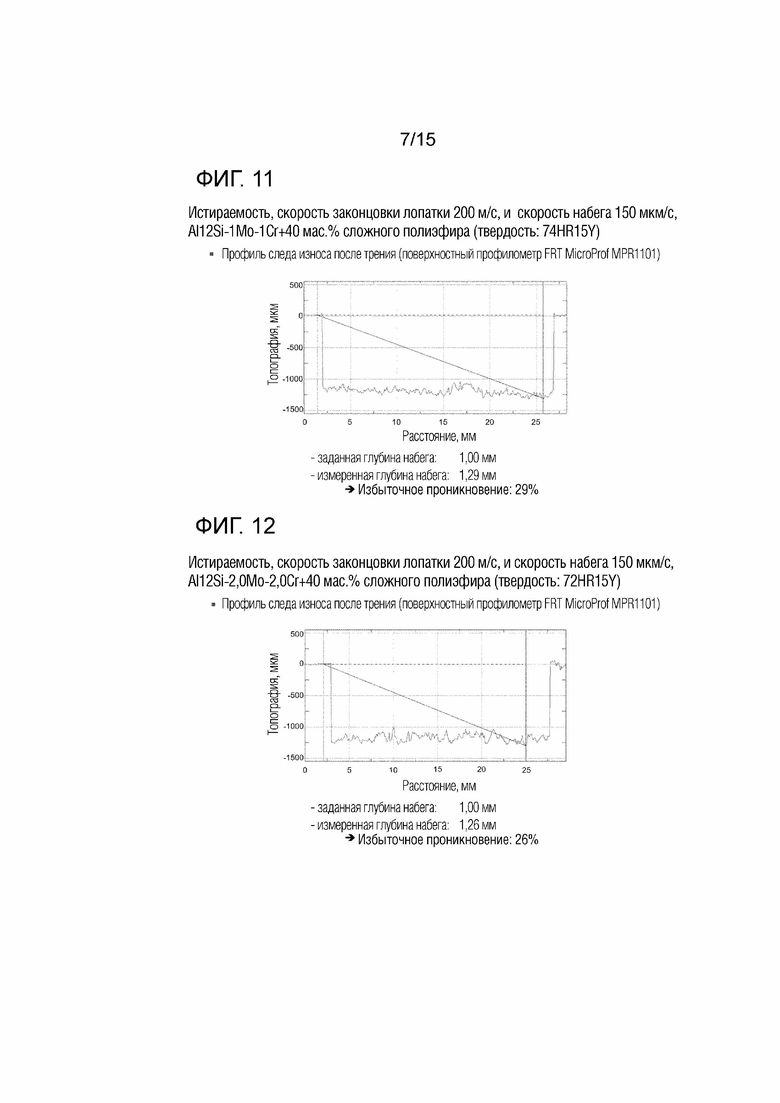
Фиг. 9 показывает профиль следа износа композиции 1 из Таблицы B;
Фиг. 10 показывает профиль следа износа композиции 2 из Таблицы B;
Фиг. 11 показывает профиль следа износа композиции 3 из Таблицы B;
Фиг. 12 показывает профиль следа износа композиции 4 из Таблицы B;
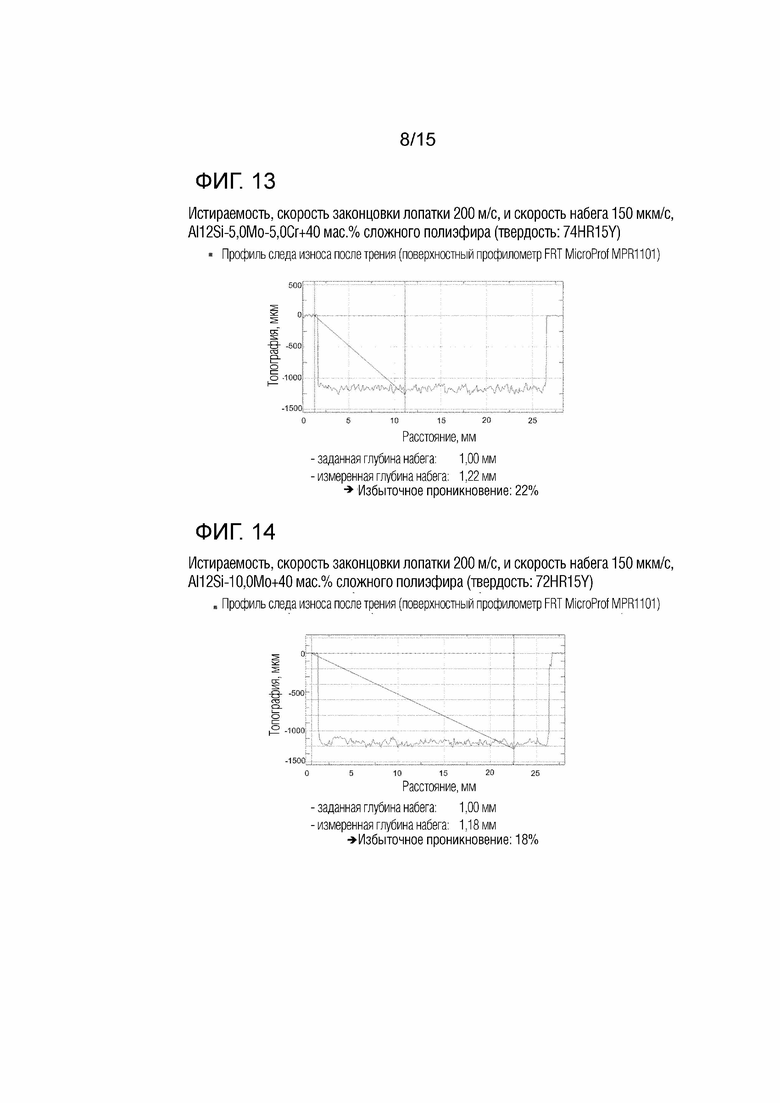
Фиг. 13 показывает профиль следа износа композиции 5 из Таблицы B;
Фиг. 14 показывает профиль следа износа композиции 6 из Таблицы B;
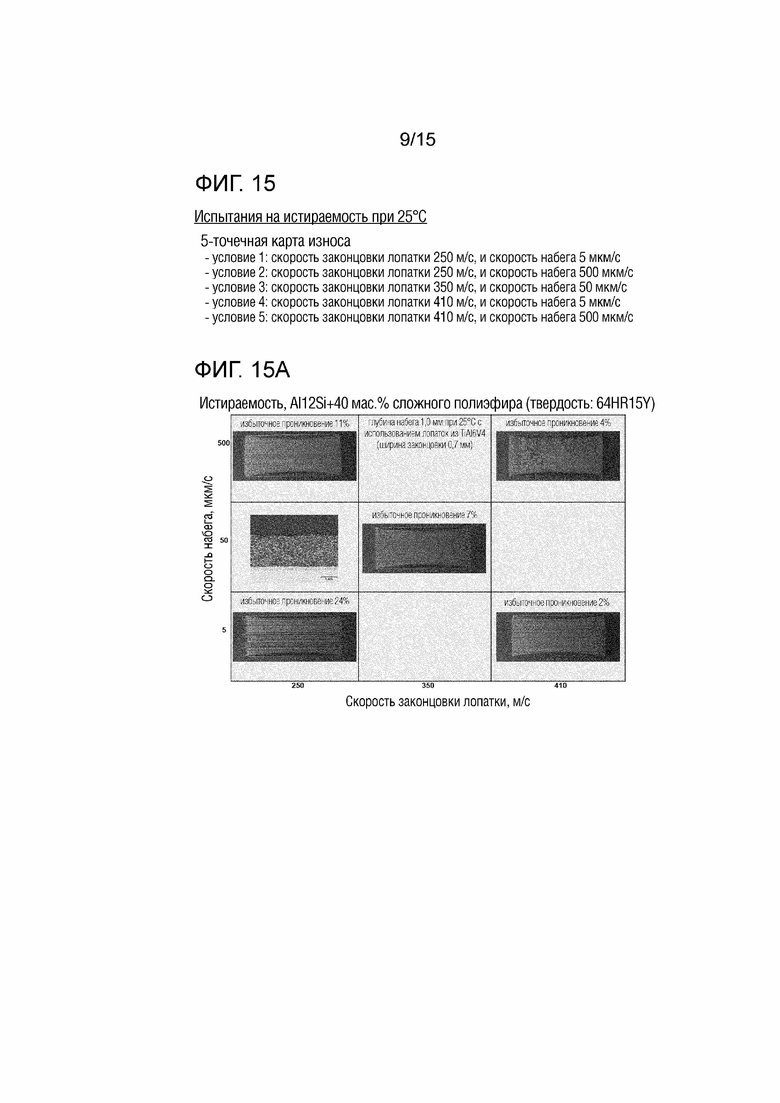
Фиг. 15 показывает перечень с пятью условиями для испытаний на истираемость;
Фиг. 15A показывает диаграмму для истираемости композиции 1;
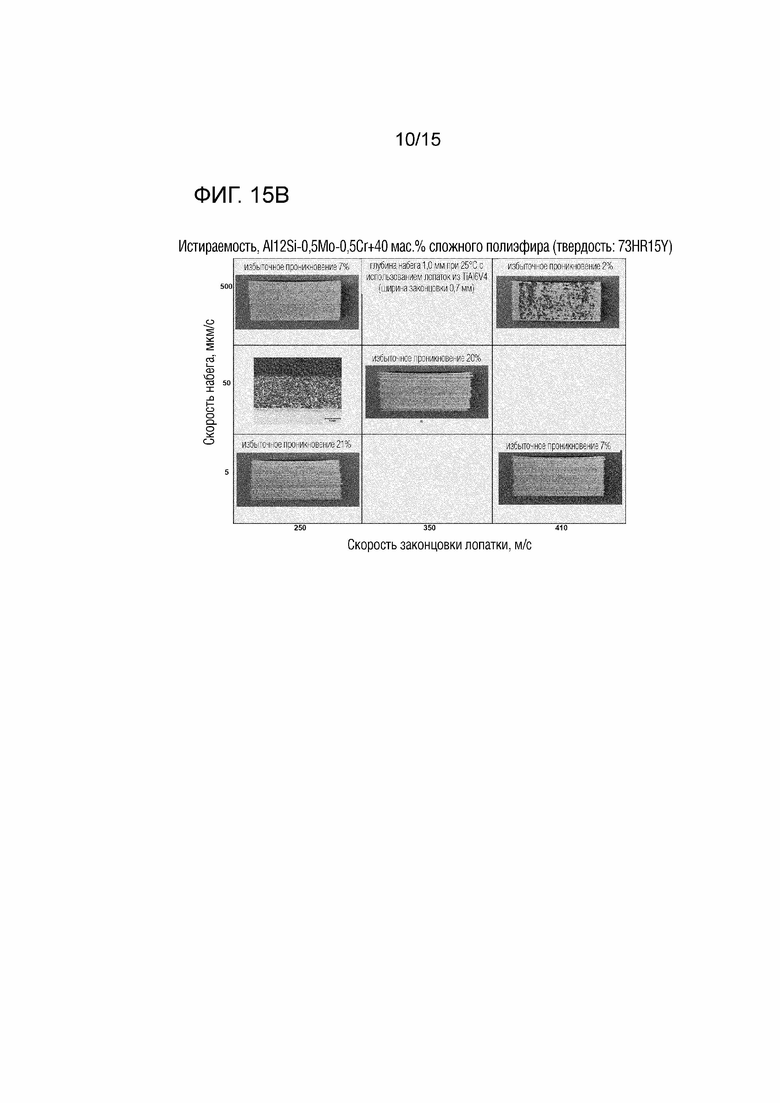
Фиг. 15B показывает диаграмму для истираемости композиции 2;
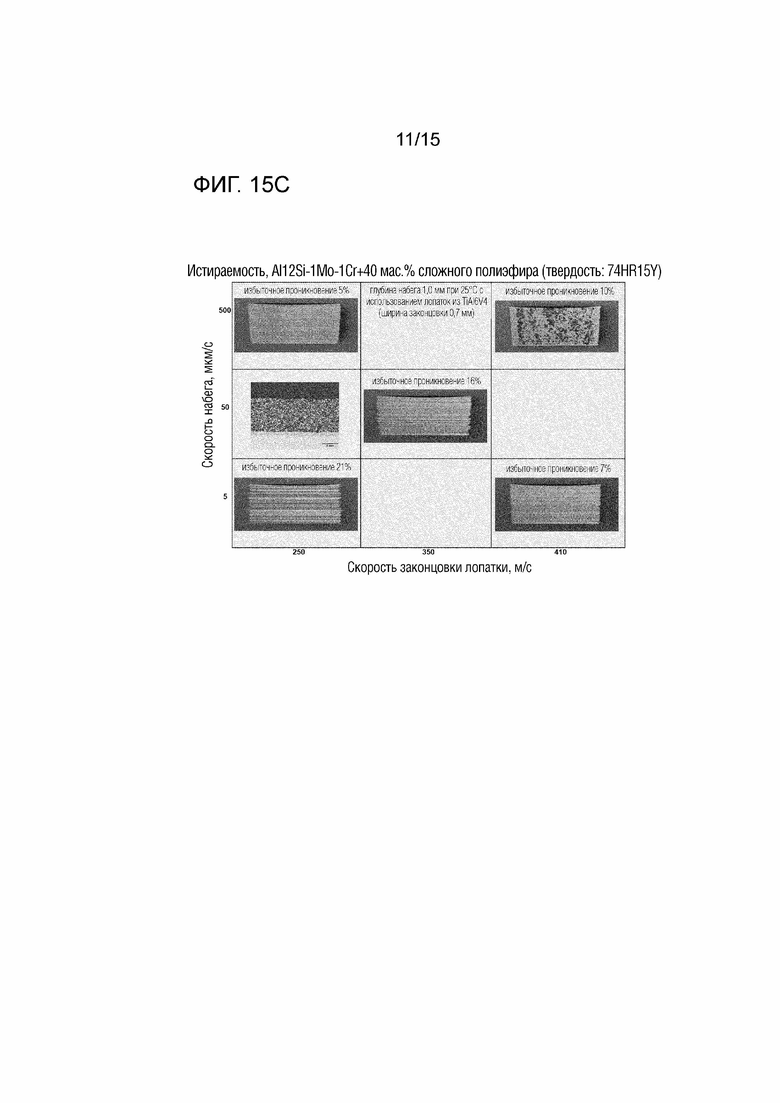
Фиг. 15С показывает диаграмму для истираемости композиции 3;
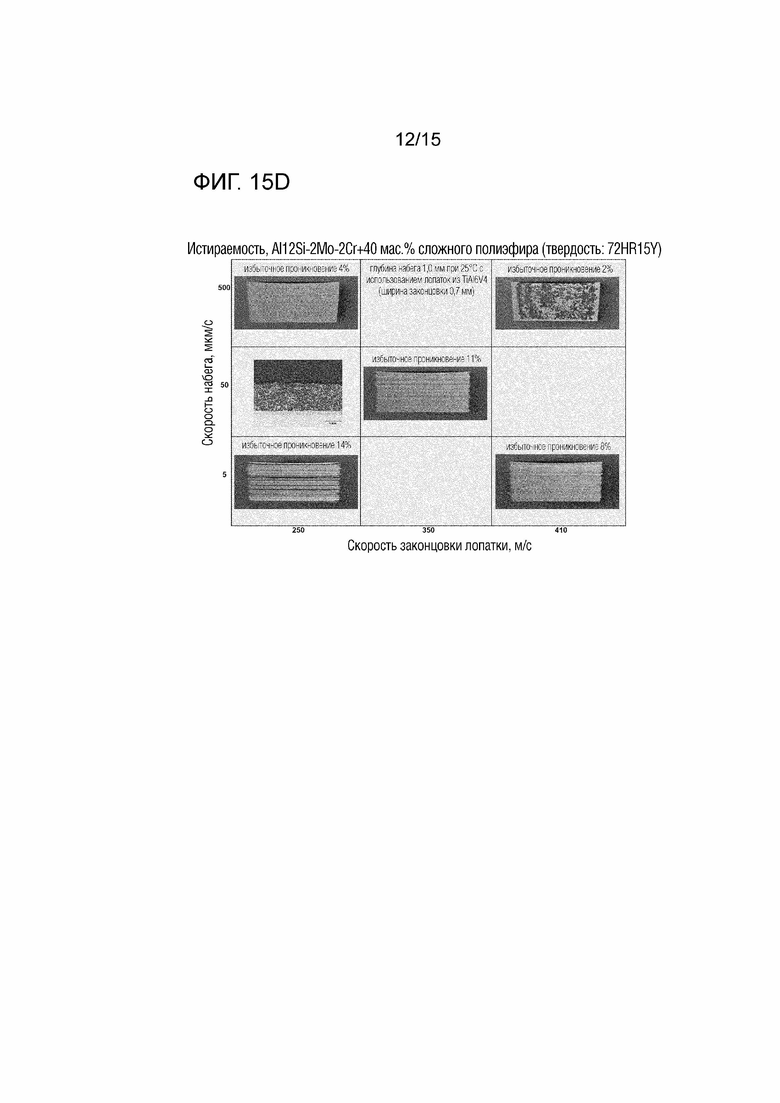
Фиг. 15D показывает диаграмму для истираемости композиции 4;
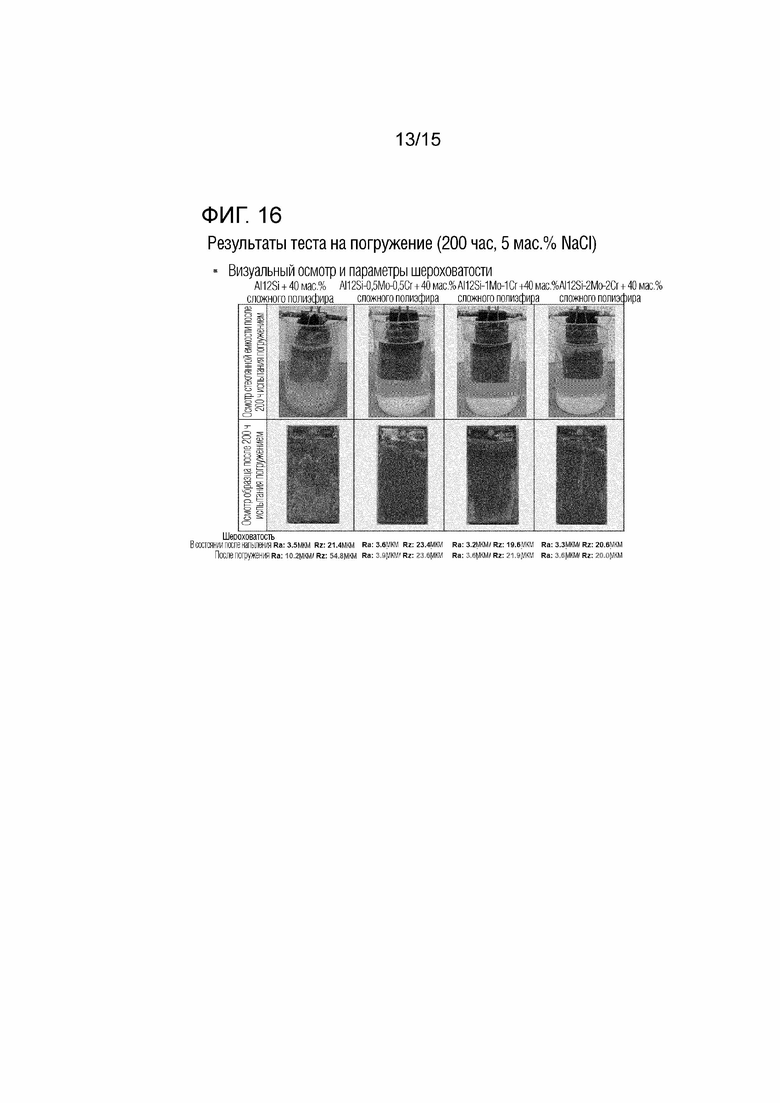
Фиг. 16 показывает диаграмму, сравнивающую композиции 1-4 из Таблицы B, подвергнутые испытанию на погружение при указанных условиях;
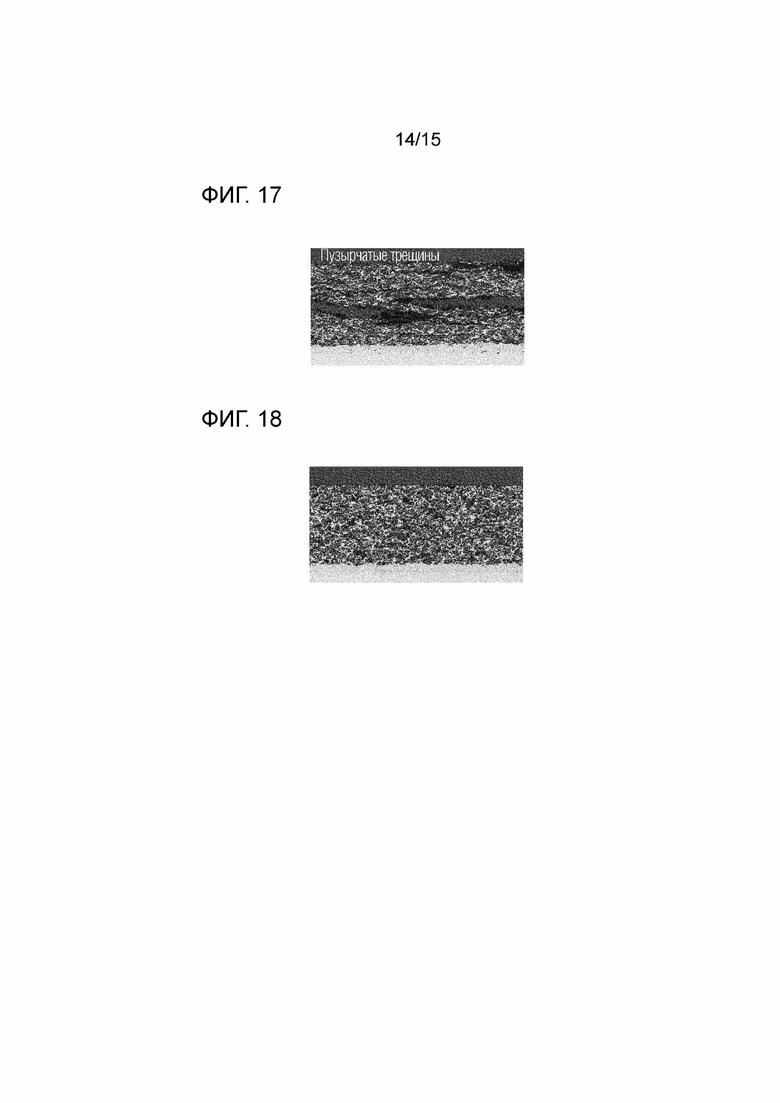
Фиг. 17 показывает сечение покрытия, выполненного с композицией 1, после проведения испытания на погружение;
Фиг. 18 показывает сечение покрытия, выполненного с композицией 3, после проведения испытания на погружение; и
Фиг. 19 показывает в различных масштабах два сечения покрытия, выполненного с композицией 5.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0039] Следующее подробное описание иллюстрирует принципы раскрытого изобретения в качестве примера, а не ограничения. Это описание позволит специалисту в данной области техники понять и использовать настоящее раскрытие, и описывает несколько вариантов осуществления, адаптаций, вариаций, альтернатив и применений раскрытого изобретения, включая то, что в данный момент считается наилучшим вариантом реализации раскрытого изобретения. Следует понимать, что чертежи являются лишь схематическими изображениями примерных вариантов осуществления раскрытого изобретения и не ограничивают его, и они не обязательно выполнены в масштабе.
[0040] Новые признаки, которые являются характеристикой раскрытого изобретения, в плане как его структуры, так и способа работы, вместе с его дополнительными целями и преимуществами, будут понятны из следующего описания при его рассмотрении в связи с сопроводительными чертежами, на которых один вариант осуществления настоящего изобретения проиллюстрирован в качестве примера. Следует ясно понимать, однако, что эти чертежи предназначены только для иллюстрации и описания, и они не предназначены для определения границ раскрытого изобретения.
[0041] В следующем описании различные варианты осуществления раскрытого изобретения будут описаны со ссылками на сопроводительные чертежи. В соответствии с установленными требованиями здесь обсуждаются подробные варианты осуществления настоящего изобретения; однако следует понимать, что раскрытые варианты осуществления являются всего лишь примерами вариантов осуществления настоящего изобретения, которое может быть воплощено в различных и альтернативных формах. Чертежи не обязательно выполнены в масштабе, и некоторые признаки могут быть преувеличены или минимизированы для того, чтобы показать детали конкретных компонентов. Следовательно, раскрытые здесь конкретные структурные и функциональные подробности не должны интерпретироваться как ограничивающие, а являются лишь представительной основой для обучения специалистов в данной области техники разнообразным использованиям настоящего изобретения.
[0042] Приведенные здесь особенности служат только в качестве примера и для целей иллюстративного обсуждения вариантов осуществления настоящего изобретения и представлены по той причине, что считаются наиболее полезным и понятным описанием принципов и концептуальных аспектов настоящего изобретения. В связи с этим не предпринимаются попытки показать структурные детали настоящего изобретения более подробно, чем это необходимо для фундаментального понимания настоящего изобретения, так что настоящее описание вместе с чертежами делает очевидным специалистам в данной области техники, как формы настоящего изобретения могут быть воплощены на практике.
[0043] Используемые здесь формы единственного числа включают и множественное число, если из контекста явно не следует иное. Например, ссылка на «порошковый материал» также означает, что могут присутствовать смеси одного или более порошковых материалов, если это явно не исключено. Используемое в единственном числе существительное относится и к одному, и к более чем одному, и не ограничивает существительное единственным числом.
[0044] За исключением тех случаев, где это явно указано, все числа, выражающие количественные величины, используемые в описании и формуле изобретения, должны пониматься во всех случаях как модифицированные термином «примерно». Соответственно, если не указано противоположное, численные параметры, указанные в описании и формуле изобретения, являются приближениями, которые могут варьироваться в зависимости от желаемых свойств, которые нужно получить с помощью вариантов осуществления настоящего изобретения. Как минимум, а не рассматривая как попытку ограничить применение доктрины эквивалентов к объему охраны формулы изобретения, каждый численный параметр должен истолковываться с учетом числа указанных значащих цифр и обычных правил округления.
[0045] Кроме того, упоминание численных диапазонов в данном описании следует рассматривать как раскрытие всех численных значений и поддиапазонов внутри указанного диапазона (если явно не указано иное). Например, если указан диапазон от примерно 1 до примерно 50, то его следует признать включающим, например, значения 1, 7, 34, 46,1, 23,7, или любые другие значение или поддиапазон внутри этого диапазона.
[0046] Используемые здесь термины «примерно» и «приблизительно» указывают, что рассматриваемое количество или значение может быть конкретным указанным значением или некоторым другим значением, близким к нему. Как правило, термины «примерно» и «приблизительно», относящиеся к некоторому значению, подразумеваются обозначающими диапазон в пределах ±5% от этого значения. В качестве одного примера, фраза «примерно 100» обозначает диапазон 100±5, то есть диапазон от 95 до 105. Как правило, когда используются термины «примерно» и «приблизительно», можно считать, что подобные результаты или эффекты согласно настоящему изобретению могут быть получены в пределах диапазона ±5% от указанного значения.
[0047] Используемый здесь термин «и/или» указывает, что могут присутствовать все или только один из элементов упомянутой группы. Например, «A и/или B» означает «только A, или только B, или как A, так и B». В случае «только А» этот термин также охватывает возможность того, что В отсутствует, то есть «только А, но не В».
[0048] Термин «по меньшей мере частично» означает, что следующее за ним свойство выполняется в некоторой степени или полностью.
[0049] Термины «существенно» и «по существу» используются для обозначения того, что следующие за ними признак, свойство или параметр реализуется или удовлетворяется либо полностью (целиком), либо в такой степени, которая не оказывает негативного влияния на желаемый результат.
[0050] Используемый здесь термин «включающий» подразумевается неисключительным и указывающим на открытый перечень. Таким образом, например, состав, включающий соединение A, может включать в себя и другие соединения помимо A. Однако термин «включающий» также охватывает более ограничивающие смысловые значения «состоящий по существу из» и «состоящий из», так что, например, «состав, включающий соединение А», может также (по существу) состоять из соединения A.
[0051] Различные раскрытые здесь варианты осуществления могут использоваться по отдельности и в различных комбинациях, если только явно не указано иное.
[0052] Изобретение представляет собой газотермическое покрытие на металлической основе с улучшенными свойствами скольжения и износа, причем материал покрытия выполнен из механически легированного (механически сплавленного) металлического порошка, который включает в себя один или более переходных металлов. Также раскрыт способ нанесения покрытия.
[0053] Вариантом осуществления изобретения является порошок для истираемого газотермического покрытия, который выполнен из частиц порошка показанного на фиг. 1 типа и который обладает улучшенными характеристиками срезания и предназначен для устранения повреждений от износа на таких компонентах, как: лопатки компрессора из титанового сплава (такие как используемые в секции компрессора авиадвигателя или наземной газовой или паровой турбины); и выполненные на основе стали лопатки компрессора (секции компрессора авиадвигателя или наземной газовой или паровой турбины).
[0054] Истираемые уплотнения могут извлекать особую выгоду от покрытия по изобретению. Такие уплотнения используются в турбомашинах для уменьшения зазора между вращающимися компонентами, такими как лопатки и гребни лабиринтного уплотнения, и корпусом двигателя. Сокращение этого зазора улучшает эффективность газотурбинного двигателя и уменьшает расход топлива, позволяя проектировщикам уменьшить безопасные допуски зазора за счет устранения вероятности катастрофического трения лопатки о корпус. Уплотнение компрессора производится путем нанесения истираемого покрытия на неподвижную деталь двигателя с трущейся об это покрытие вращающейся деталью (лопатка, гребень).
[0055] При использовании порошкового материала, показанного на фиг. 1, для формирования истираемого покрытия на вышеотмеченных компонентах следует ожидать уменьшения наволакивания, а также уменьшения склонности к так называемому задиру лопатки.
[0056] Побочной выгодой от этого материала является улучшенные коррозионные характеристики. Как было отмечено выше, истираемые покрытия на основе алюминиевых сплавов склонны к повреждениям общей коррозией, циклической коррозией (образованию белого гидроксида), пузырчатой коррозией, а также к коррозионному растрескиванию под напряжением, особенно во влажной среде с морской солью. Однако в соответствии с изобретением было продемонстрировано, что истираемые покрытия на основе алюминиевого сплава, выполненные с использованием механически сплавленных переходных металлов (например, молибдена и хрома), проявляют превосходную коррозионную стойкость, что является дополнительной выгодой.
[0057] Улучшения износостойкости покрытия по изобретению также были продемонстрированы особенно в контексте лопаток компрессора, которые подвержены повреждению от таких явлений, как коррозия, наволакивание, фреттинг и общий износ при скольжении. Типичные покрытия, которым изобретение придает улучшенную износостойкость, включают в себя: материалы на основе алюминия (METCO® 54NS, METCO® 52C-НС, Amdry 355), материалы на основе титана (чистый титан и порошковые сплавы, доступные из портфеля компании Oerlikon Metco), материалы на основе магния, а также на основе меди (DIAMALLOY® 1007, METCO® 445, METCO® 51F-НС, DIAMALLOY® 54, METCO® 57NS, METCO® 58NS). Эти материалы для газотермического покрытия склонны к повреждениям от износа, что не относится к вариантам осуществления изобретения.
[0058] Обращаясь к фиг. 1, можно видеть, что частицы 1 порошка, которые будут образовывать материал газотермического покрытия, включают в себя алюминиевое ядро 2, покрытое переходным металлом 3, таким как Mo и/или Cr. Переходный металл 3 в виде намного более тонкодисперсных или мелкоразмерных частиц нанесен на ядро 2 с помощью механического сплавления. Было показано, что механическое сплавление является эффективным и дешевым процессом легирования, который создает поверхностный слой на частицах порошка.
[0059] Сплавление ядра 2 и переходного металла 3 улучшается за счет использования газотермического напыления. Когда вышеупомянутый механически сплавленный порошковый материал подвергают газотермическому напылению, энергия, подводимая от плазменного распылителя, частично плавит и сплавляет (раствор быстрого затвердевания) металлические частицы с переходным металлом. Причина этого заключается в том, что эти элементы обладают чрезвычайно низкой растворимостью в данных металлических матрицах (например, Al) при температурах ниже точки плавления алюминия (например, 661°C) и алюминиево-кремниевых сплавов. Таким образом, в покрытии используется двухстадийный процесс сплавления. На первой стадии тонкодисперсные частицы переходного металла, такого как Mo и/или Cr, механически сплавляются с наружной поверхностью частицы металла, такого как Al, посредством процесса механического легирования, который приводит к тому, что образуются частицы металла, имеющие ядро из металла или металлического сплава, окруженное механически сплавленным тонким наружным слоем переходного металла. Когда на такие частицы порошка воздействует тепловая энергия, например, из-за плазменного напыления, эта тепловая энергия плавит металлическую частицу с тонким слоем переходного металла. Когда такие частицы осаждаются в виде покрытия, они формируют покрытие из сплавленных частей, подобно тому, что показано на фиг. 5 и 6.
[0060] Из-за очень низкой растворимости тугоплавких переходных металлов в алюминиевом ядре со значительно более низкой температурой плавления является существенным, чтобы количество переходных элементов, используемых для покрытия ядер частиц, поддерживалось как можно более низким с практической точки зрения для того, чтобы способствовать растворению переходного металла в поверхности ядра частицы с использованием тепловой энергии, обеспечиваемой плазмой термического распылителя. Слой переходного элемента на ядре, который является слишком толстым или который состоит из слишком крупных частиц, будет приводить к сплаву или композитному материалу, который является слишком твердым и абразивным для того, чтобы быть полезным в качестве истираемого материала.
[0061] Таким образом, газотермическое напыление является эффективным способом улучшить дальнейшее сплавление, когда механически легированные частицы проходят через струю высокотемпературной плазмы. Таким образом, можно рассматривать механическое легирование как первую стадию сплавления ядра 2 и переходного металла 3, а газотермическое напыление – как вторую или заключительную стадию сплавления ядра 2 и переходного металла 3 с получением твердого раствора или частично пересыщенного твердого раствора.
[0062] Обращаясь к фиг. 2, можно видеть, что частицы 1 могут быть смешаны с частицами 10 полимера, такого как сложный полиэфир. Неограничивающими массовыми долями в этой смеси могут быть примерно 40 массовых процентов полимера, а остальное – механически легированный порошок. Этот смешанный порошок может быть затем распылен плазмой на подложку для формирования покрытия.
[0063] Обращаясь к фиг. 3, можно видеть, что частицы 1’, которые будут образовывать материал газотермического покрытия, могут также включать в себя алюминиевое ядро 2’, имеющее дискретные участки кремния 4’, и это ядро покрыто переходным металлом 3’, таким как Mo и/или Cr. Переходный металл 3’ нанесен на ядро 2’/4’ механическим сплавлением. Было показано, что механическое сплавление является эффективным и дешевым процессом легирования, который создает поверхностный слой на частицах порошка.
[0064] Обращаясь к фиг. 4, можно видеть, что частицы 1’ могут быть смешаны с частицами 10 полимера, такого как сложный полиэфир. Неограничивающими массовыми долями в этой смеси могут быть примерно 40 массовых процентов полимера, а остальное – механически легированный порошок, который включает в себя Si.
[0065] Были проведены эксперименты с доступным порошком покрытия на основе Al-12Si (со строением, подобным изображенному на фиг. 3), который был модифицирован так, чтобы быть механически сплавленным с содержащим молибден твердорастворным сплавом. Присутствие кремния в Al-12Si позволяло Mo реагировать с Si с образованием силицидов Mo. Газотермическое покрытие проявило улучшенные истираемость и коррозионную стойкость.
[0066] Были также осуществлены эксперименты для того, чтобы изучить порошковые композиции истираемого покрытия для компонентов секции компрессора низкого давления (КНД), то есть компонентов, используемых в КНД газотурбинного двигателя. Цель состояла в том, чтобы найти порошковые композиции для газотермического напыления, которые обладали бы улучшенными характеристиками истираемости и коррозионной стойкости по сравнению с ранее описанными покрытиями Oerlikon Metco. Типичные температуры, наблюдаемые в секции КНД, находятся в диапазоне максимум 350°C, но могут превысить этот диапазон в следующем поколении газотурбинных двигателей.
[0067] Были проанализированы следующие порошковые материалы для газотермического напыления:
Пример А - включает 7 массовых процентов Si, 3 массовых процента Mo, 3 массовых процента Cr, 40 массовых процентов полимера, а остальное – Al.
Пример В - включает 6 массовых процентов Si, 2,7 массовых процента Mo, 2,7 массовых процента Cr, 46 массовых процентов полимера, а остальное – Al.
Пример C - включает 7 массовых процентов Si, 6 массовых процентов Mo, 40 массовых процентов полимера, а остальное – Al.
Пример D - включает 7 массовых процентов Si, 1 массовый процент Mo, 1 массовый процент Cr, 40 массовых процентов полимера, а остальное – Al.
[0068] Вышеупомянутые экспериментальные порошки приготовили с использованием машины для механического легирования (шаровой мельницы). Полученный распылением порошок алюминиево-кремниевого сплава мололи с одним или более переходными металлами, или их смесью. Переходные металлы (молибден и хром) имели размер частиц менее 10 мкм при измерении классификатором Fisher (FSSS).
[0069] Примеры A-D затем сравнили с другими материалами, такими как Metco 601NS: Al-7Si-40 сложного полиэфира, Metco 320NS: Al-10Si-20hBN, и Metco 52C-НС: Al-12Si.
[0070] Примеры A-D использовали для формирования истираемых покрытий следующим образом. Истираемые порошки A-D осаждали на связующий подслой из Metco 450NS (NiAl) после того, как этот связующий подслой был нанесен на подложку либо из нержавеющей стали (17-4PH), либо из титанового сплава. Все связующие подслои напыляли до толщины 150-200 мкм, а каждый верхний слой истираемого покрытия напыляли до суммарной толщины покрытия 2,0 мм, а затем фрезеровали. Все испытания выполняли на фрезерованной поверхности, и никакой дополнительной подготовки поверхности не выполнялось. Для каждого типа порошка было подготовлено несколько образцов для проведения испытаний на твердость, металлографию, эрозию, прочность сцепления и набег (истираемость).
[0071] Различные испытания, проведенные на примерных покрытиях A-D, сравнивали с вышеупомянутыми продуктами Metco, и в результате было найдено, что они дают покрытия с более высокими и улучшенными свойствами. Эти свойства включали в себя улучшенные истираемость (уменьшенные наволакивание и задир лопатки, а также отсутствие износа лопатки из титанового сплава) и коррозионную стойкость (во влажной коррозионной среде с NaCl). Дополнительные подробности можно найти в примерах, перечисленных в Таблице А, которая будет обсуждена позже.
[0072] Результаты таких экспериментов демонстрируют, что механическое сплавление переходных металлов с порошком из сплава на основе металла увеличивает растворимость этих элементов в различных металлических матрицах (например, в алюминии). Газотермическое напыление такого сплавленного порошка повышает легирование и растворимость, дополнительно приводя к улучшенным скольжению и свойствам общего износа и коррозии. Эти улучшения были продемонстрированы для истираемых покрытий на основе алюминия, причем характеристики срезания таких покрытий при их трении лопатками компрессора из титанового сплава оказались значительно превосходившими аналогичные характеристики существующих истираемых покрытий на алюминиевой основе, упомянутых здесь. Также было найдено, что использование металлических истираемых покрытий, выполненных из содержащего переходный металл механически легированного порошка, уменьшает наволакивание истираемых покрытий по изобретению и уменьшает склонность к так называемому задиру лопатки. Другой продемонстрированной побочной выгодой являются улучшенные характеристики коррозии истираемых покрытий на основе алюминиевого сплава, которые обычно склонны к общей коррозии (образованию белого гидроксида алюминия), циклической коррозии, пузырчатой коррозии, а также к коррозионному растрескиванию под напряжением, особенно во влажной среде с морской солью. Было продемонстрировано, что истираемые покрытия на основе алюминиевого сплава, выполненные с использованием содержащего механически сплавленные переходные металлы (например, молибден и хром) порошка алюминиевого сплава, обладают превосходной коррозионной стойкостью.
Пример A
[0073] Порошковый материал покрытия, выполненный из металлических частиц 1’ и полимерных частиц 10’, причем частицы 1’ смешаны с частицами 10’. Частицы 1’ имеют ядро 2’, выполненное с 7 массовыми процентами Si (участки 4’ Si), а остальное – Al. Переходный металл 3’ выполнен из 3 массовых процентов Mo и 3 массовых процентов Cr. Частицы 10’ составляют 40 массовых процентов полимера. Частицы 1’ имеют размер в диапазоне между 11 мкм и 150 мкм. Частицы 10’ имеют размер в диапазоне между 45 мкм и 150 мкм.
Пример B
[0074] Порошковый материал покрытия, выполненный из частиц 1’, смешанных с частицами 10’, причем частицы 1’ имеют ядро 2’, выполненное с 6 массовыми процентами Si (участки 4’ Si), а остальное – Al. Переходный металл 3’ выполнен из 2,7 массового процента Mo и 2,7 массового процентов Cr. Частицы 10’ составляют 46 массовых процентов полимера. Частицы 1’ имеют размер в диапазоне между 11 мкм и 150 мкм. Частицы 10’ имеют размер в диапазоне между 45 мкм и 150 мкм.
Пример C
[0075] Порошковый материал покрытия, выполненный из частиц 1’, смешанных с частицами 10’, причем частицы 1’ имеют ядро 2’, выполненное с 7 массовыми процентами Si (участки 4’ Si), а остальное – Al. Переходный металл 3’ выполнен из 6 массовых процентов Mo. Частицы 10’ составляют 40 массовых процентов полимера. Частицы 1’ имеют размер в диапазоне между 11 мкм и 150 мкм. Частицы 10’ имеют размер в диапазоне между 45 мкм и 150 мкм.
Пример D
[0076] Порошковый материал покрытия, выполненный из частиц 1’, смешанных с частицами 10’, причем частицы 1’ имеют ядро 2’, выполненное с 7 массовыми процентами Si (участки 4’ Si), а остальное – Al. Переходный металл 3’ выполнен из 1 массового процента Mo и 1 массового процента Cr. Частицы 10’ составляют 40 массовых процентов полимера. Частицы 1’ имеют размер в диапазоне между 11 мкм и 150 мкм. Частицы 10’ имеют размер в диапазоне между 45 мкм и 150 мкм.
Таблица А
Набег с лопатками из титанового сплава при заданных условиях набега*
200 часов погружения в 5 мас.% водный раствор NaCl при 40°C
200 часов погружения в 5 мас.% водный раствор NaCl при 40°C
AlSi-Mo или AlSi-Mo-Cr + 40 мас.% ароматического сложного полиэфира
Среднее значение избыточного проникновения*: 22%
Дополнительные примеры
[0077] Полученные распылением газом околоэвтектические алюминиево-кремниевые порошки механически сплавляли с тонкодисперсным порошком субмикронного размера чистого молибдена (например, 1,0 мас.%) и чистого хрома (например, 1,0 мас.%) с помощью процесса размалывания истиранием, приводящего к тому, что слои молибдена и хрома механически сплавлялись с поверхностями частиц порошка. Затем получали механическую смесь (шихту) механически сплавленного Al12Si-Mo-Cr с наполнителем из сложного полиэфира (40 мас.%), и этот порошковый материал затем подвергали газотермическому напылению с использованием APS или HVOF, или напыления при сжигании.
[0078] Различные композиции (охарактеризованные ниже) напыляли на подложки из 17-4PH с использованием атмосферного плазменного распылителя и испытывали покрытия для того, чтобы найти оптимум между истираемостью (низким износом о сопрягаемую деталь – лопатку из TiAl6V4, низким задиром лопатки, то есть переносом материала на законцовку лопатки), эрозионной стойкостью (стойкостью к повреждению при воздействии посторонних предметов) и стойкостью к влажной коррозии (стойкостью к образованию пузырчатых трещин во влажной коррозионной среде, такой как NaCl).
1. Механическая смесь Al12Si (полученного распылением газом) и 40 мас.% сложного полиэфира
2. Механическая смесь Al12Si-0,5Mo-0,5Cr (механически сплавленного) и 40 мас.% сложного полиэфира
3. Механическая смесь Al12Si-1,0Mo-1,0Cr (механически сплавленного) и 40 мас.% сложного полиэфира
4. Механическая смесь Al12Si-2,0Mo-2,0Cr (механически сплавленного) и 40 мас.% сложного полиэфира
5. Механическая смесь Al12Si-5,0Mo-5,0Cr (механически сплавленного) и 40 мас.% сложного полиэфира
6. Механическая смесь Al12Si-10,0Mo (механически сплавленного) и 40 мас.% сложного полиэфира. СЭМ-изображение сечения нанесенной композиции 6 показано на фиг. 7.
[0079] Вышеупомянутые покрытия подвергали испытанию на набег ротора, которое воспроизводит условия трения в двигателе с точки зрения скоростей законцовки лопатки (вплоть до 500 м/с) и скорости набега лопатки в истираемое покрытие (вплоть до 2000 мкм/с). Установка для проведения испытания на набег состоит из ротора, подвижной платформы для испытываемого образца и нагревательного устройства, как описано в патенте US 7981530. Износ лопатки показан в результатах как процент от полной глубины набега. Положительные значения описывают износ, тогда как отрицательные показывают перенос с кожуха на законцовку лопатки. Следовательно, значение 100 означает отсутствие набега в покрытие, но, как следствие, полный износ лопатки. Избыточное проникновение вычисляется путем измерения фактической глубины набега в истираемое покрытие и ее деления на заданную глубину набега, которая должна быть достигнута. Шероховатость поверхности после трения измеряли с использованием тактильной профилометрии (поверхностного профилометра Mahr-Perthen Perthometer PRK) перпендикулярно к следу износа истираемого покрытия.
[0080] Различные данные, полученные в результате испытаний на истираемость набега и коррозию, приведены в Таблице B (представленной ниже) и показаны на фиг. 8-15D. Из результатов испытаний на истираемость можно видеть, что увеличение уровня переходного металла, используемого для механического сплавления с полученным распылением газом Al12Si, приводит к более низкой шероховатости поверхности после трения и соответствующему избыточному проникновению. Это подтверждает, что использование переходных элементов, таких как молибден и хром, механически сплавленных с алюминиевым сплавом, позволяет уменьшить присущую алюминиевым сплавам тенденцию налипать и образовывать наросты на законцовках лопаток в случае явления трения, приводя к уменьшенному задиру лопатки и результирующим «граммофонным» эффектам, описанным ранее.
Таблица B
Набег с лопатками из титанового сплава при заданных условиях набега*
200 часов погружения в 5 мас.% водный раствор NaCl при 40°C
Ra/Rz [мкм]
*Условия набега: скорость законцовки лопатки 200 м/с, скорость набега 150 мкм/с, комнатная температура, толщина законцовки лопатки 0,7 мм.
[0081] Некоторые из вышеупомянутых покрытий были также подвергнуты испытаниям на погружение (в воду с 5 мас.% NaCl при 40°C) и проиллюстрированы на фиг. 16. Для различных композиций некоторые испытания на погружение в воду с 5 мас.% NaCl, нагретую до 40°C, проводили в течение 200 ч. В результате осмотра стеклянной емкости после испытаний никакого образования гидроксида алюминия не наблюдалось для покрытий, использующих Al12Si, механически сплавленный с переходными металлами, такими как хром и молибден, в то время как контрольные покрытия Al12Si- сложный полиэфир показали высокую концентрацию гидроксида алюминия в стеклянной емкости. Осмотр покрытия после проведения испытаний не показал образования продуктов коррозии на поверхности покрытия и увеличения шероховатости поверхности для покрытий, использующих Al12Si, механически сплавленный с переходными металлами, такими как хром и молибден (см. фиг. 18). Однако, контрольные покрытия Al12Si-сложный полиэфир показали серьезное увеличение шероховатости поверхности из-за формирования продуктов коррозии и образовавшихся в результате пузырчатых трещин (см. фиг. 17).
[0082] Фиг. 19 показывает анализ методами сканирующей электронной микроскопии (СЭМ) и энергодисперсионной рентгеновской спектроскопии (EDS) в двух масштабах покрытия 5 из Таблицы B и иллюстрирует участки механически сплавленной фазы твердого раствора в покрытии.
[0083] Вышеупомянутые покрытия 2-6 из Таблицы B выполнены из порошка алюминий-кремний-полимер, который создает истираемые покрытия для применений регулирования зазоров, где вращающийся компонент может входить в контакт с покрытием в результате преднамеренного конструктивного решения или эксплуатационного помпажа. Эти покрытия предназначены для минимизации износа вращающихся компонентов с максимизацией эффективности газового тракта путем обеспечения регулирования зазоров в зонах уплотнений.
[0084] Эти порошки дают покрытия с превосходными характеристиками истирания, т.е. они могут обеспечить оптимальный баланс между желаемыми свойствами истираемости, эрозионной стойкости и твердости. Они могут быть специально спроектированы для соблюдения существующих технический условий на покрытия для регулирования зазоров в газовых турбинах производителя оригинального оборудования (OEM). Такие покрытия 2-6 из Таблицы B выполнены из порошкового материала, который лучше всего наносить с использованием процесса атмосферного плазменного напыления. Типичное применения и приложения включают в себя облегченные покрытия для регулирования зазоров компрессора низкого давления авиационных газотурбинных двигателей, автомобильных и промышленных турбонагнетателей. Истираемые покрытия могут использоваться с незаконцованными лопатками из титанового сплава, никелевого сплава и стали при температурах эксплуатации вплоть до 325°C (615°F), а также могут использоваться с незаконцованными радиальными лопатками рабочего колеса из алюминиевого сплава. Они могут иметь нерегулярную, закругленную морфологию и включать в себя один или более из признаков/свойств Metco 601NS, который включен в настоящий документ посредством ссылки во всей его полноте.
Другие примеры/возможные применения
[0085] Полученный распылением газом околоэвтектический алюминиево-кремниевый порошок механически сплавляли с тонкодисперсным порошком субмикронного размера чистого молибдена и чистого хрома посредством процесса размалывания истиранием, при котором слои молибдена и хрома механически сплавлялись с поверхностями частиц порошка. Эта композиция, которая может быть любой из композиций 2-6 из Таблицы B, использовалась для производства проволоки, и эта проволока подвергалась газотермическому напылению с использованием процесса распыления проволоки (электродугового или сгоранием). Это покрытие может использоваться в качестве истираемого покрытия и/или в качестве коррозионностойкого покрытия из алюминиевого сплава.
[0086] Кроме того, по меньшей мере вследствие того, что изобретение раскрыто здесь таким образом, который позволяет реализовать и использовать его на основе раскрытия конкретных примерных вариантов осуществления, например, ради простоты или эффективности, изобретение может быть осуществлено на практике в отсутствие любого дополнительного элемента или любой дополнительной структуры, которая не раскрыта конкретно в настоящем документе.
[0087] Следует отметить, что вышеописанные примеры были приведены исключительно с целью объяснения и никоим образом не должны рассматриваться как ограничивающие настоящее изобретение. Хотя настоящее изобретение было описано со ссылкой на примерный вариант осуществления, подразумевается, что те слова и выражения, которые использовались здесь, являются словами и выражениями, нацеленными на описание и иллюстрацию, а не на ограничение. Изменения могут быть выполнены в рамках прилагаемой формулы изобретения без отступления от объема охраны и сущности настоящего изобретения в его аспектах. Хотя настоящее изобретение было описано здесь со ссылкой на конкретные средства, материалы и варианты осуществления, настоящее изобретение не подразумевается ограниченным раскрытыми здесь подробными сведениями; вместо этого настоящее изобретение распространяется на все функционально эквивалентные конструкции, способы и применения, такие как попадающие в пределы объема охраны прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Истираемое уплотнительное покрытие (рабочая температура до 800С) | 2022 |
|
RU2791541C1 |
| ОКСИДЫ СТРОНЦИЯ И ТИТАНА И ИСТИРАЕМЫЕ ПОКРЫТИЯ, ПОЛУЧЕННЫЕ НА ИХ ОСНОВЕ | 2006 |
|
RU2451043C2 |
| Термореагирующий порошковый материал для газотермического напыления покрытий | 1988 |
|
SU1740104A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ ПРОВОЛОК | 2008 |
|
RU2394936C2 |
| Истираемое уплотнительное покрытие (рабочая температура до 450С) | 2022 |
|
RU2787192C1 |
| Способ газотермического напыления износостойких покрытий на основе системы Ti/TiВ | 2021 |
|
RU2791259C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 2006 |
|
RU2327808C1 |
| МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ АЛЮМИНИЯ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2023 |
|
RU2818706C1 |
| РОТОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2468210C2 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2000 |
|
RU2191216C2 |

Изобретение относится к газотермическим покрытиям, выполненным из порошкового материала, и может быть использовано для нанесения истираемых покрытий на компоненты газотурбинного двигателя. Газотермическое покрытие для металлической подложки, выполненное из алюминийсодержащих частиц, механически сплавленных с частицами переходного металла - молибдена (Mo) или хрома (Cr), или комбинации Mo и Cr, включает участки алюминия или алюминиевого сплава, сплавленные с частицами переходного металла, при этом каждая из алюминийсодержащих частиц содержит ядро из алюминия или алюминиевого сплава, окруженное частицами переходного металла, механически сплавленными с упомянутым ядром. Изобретение направлено на улучшение скольжения и износостойкости покрытия, а также на повышение его коррозионной стойкости. 12 н. и 26 з.п. ф-лы, 19 ил., 2 табл., 4 пр.
1. Газотермическое покрытие для металлической подложки, выполненное из алюминийсодержащих частиц, механически сплавленных с частицами переходного металла - молибдена (Mo) или хрома (Cr), или комбинации Mo и Cr, включающее участки алюминия или алюминиевого сплава, сплавленные с частицами переходного металла, при этом каждая из алюминийсодержащих частиц содержит ядро из алюминия или алюминиевого сплава, окруженное частицами переходного металла, механически сплавленными с упомянутым ядром.
2. Покрытие по п. 1, в котором алюминийсодержащие частицы содержат ядро из чистого алюминия.
3. Покрытие по п. 1, в котором алюминийсодержащие частицы содержат ядро из алюминиевого сплава.
4. Покрытие по п. 1, в котором переходный металл является исключительно молибденом.
5. Покрытие по п. 1, в котором переходный металл является исключительно хромом.
6. Покрытие по п. 1, в котором переходный металл является исключительно смесью молибдена и хрома.
7. Покрытие по п. 1, в котором механически сплавленный переходный металл имеет размер частиц, который является одним из:
менее 50 мкм при измерении классификатором Fisher Model 95 Sub-Sieve Sizer (FSSS); или
менее 10 мкм (при измерении FSSS).
8. Порошковый материал для газотермического покрытия для металлической подложки, включающий алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) или хрома (Cr), или комбинации Mo и Cr, при этом каждая из алюминийсодержащих частиц содержит ядро из алюминия или алюминиевого сплава, окруженное переходным металлом, механически сплавленным с упомянутым ядром.
9. Материал по п. 8, в котором порошок для газотермического напыления содержит полимер или твердую смазку, являющуюся гексагональным нитридом бора или фторидом кальция, смешанным с алюминийсодержащими частицами.
10. Материал по п. 8, в котором алюминийсодержащие частицы содержат ядро из чистого алюминия.
11. Материал по п. 8, в котором алюминийсодержащие частицы содержат ядро из алюминиевого сплава.
12. Материал по п. 8, в котором переходный металл является исключительно молибденом.
13. Материал по п. 8, в котором переходный металл является исключительно хромом.
14. Материал по п. 8, в котором переходный металл является исключительно смесью молибдена и хрома.
15. Материал по п. 8, в котором механически сплавленные частицы переходного металла имеют размер, который является одним из:
менее 1 мкм;
между 1 мкм и 10 мкм; или
менее 10 мкм.
16. Материал по п. 9, в котором алюминийсодержащие частицы смешаны с 20-70 массовыми процентами полимера.
17. Материал по п. 16, в котором алюминийсодержащие частицы смешаны с 30-50 массовыми процентами полимера.
18. Материал по п. 16, в котором полимер является одним из:
ароматического сложного полиэфира;
жидкокристаллического сложного полиэфира; или
метилметакрилата.
19. Материал по п. 8, в котором алюминийсодержащие частицы смешаны с 5-50 массовыми процентами твердой смазки, являющейся гексагональным нитридом бора или фторидом кальция.
20. Материал по п. 8, в котором алюминийсодержащие частицы смешаны с 15-25 массовыми процентами твердой смазки, являющейся гексагональным нитридом бора или фторидом кальция.
21. Способ покрывания металлической подложки порошковым материалом для газотермического покрытия по п. 8, включающий:
газотермическое напыление порошкового материала на подложку из стали или титанового сплава,
причем газотермическое напыление включает:
плазменное напыление;
высокоскоростное газопламенное напыление (HVOF);
напыление при сжигании; или
электродуговое проволочное напыление.
22. Способ получения порошкового материала для газотермического покрытия по п. 8, включающий:
механическое сплавление переходного металла с алюминийсодержащими частицами порошка, причем переходный металл представляет собой молибден, хром или как Mo, так и Cr.
23. Способ по п. 22, в котором механически сплавленные частицы переходного металла имеют размер частиц, который является одним из:
менее 50 мкм (при измерении FSSS); или
менее 10 мкм (при измерении FSSS).
24. Способ по п. 22, дополнительно включающий смешивание алюминийсодержащих частиц порошка с полимером.
25. Способ по п. 22, дополнительно включающий смешивание частиц порошка с одним из:
сложного полиэфира, такого как жидкокристаллический сложный полиэфир; или
метилметакрилата.
26. Способ по п. 22, дополнительно включающий смешивание частиц порошка с твердой смазкой, являющейся гексагональным нитридом бора или фторидом кальция.
27. Способ по п. 22, в котором механическое сплавление использует:
размалывание истиранием;
шаровое размалывание при заданных атмосферных условиях;
шаровое размалывание в среде инертного газа;
криоразмалывание при заданных атмосферных условиях; и
криоразмалывание в среде инертного газа.
28. Газотермически напыляемый порошковый материал для покрывания металлической подложки, содержащий сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) и хрома (Cr), включающий участки алюминиевого сплава, сплавленные с частицами Mo и Cr, причем порошок содержит композицию из:
сложного полиэфира в количестве 40 массовых процентов;
Mo в количестве 0,5 массового процента;
Cr в количестве 0,5 массового процента;
кремния (Si) в количестве 12 массовых процентов; и
остальное – алюминий (Al).
29. Газотермически напыляемый порошковый материал для покрывания металлической подложки, содержащий сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходнго металла - молибдена (Mo) и хрома (Cr), включающий участки алюминиевого сплава, сплавленные с частицами Mo и Cr, причем порошок содержит композицию из:
сложного полиэфира в количестве 40 массовых процентов;
Mo в количестве 1 массового процента;
Cr в количестве 1 массового процента;
кремния (Si) в количестве 12 массовых процентов; и
остальное – алюминий (Al).
30. Газотермически напыляемый порошковый материал для покрывания металлической подложки, содержащий сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) и хрома (Cr), включающий участки алюминиевого сплава, сплавленные с частицами Mo и Cr, причем порошок содержит композицию из:
сложного полиэфира в количестве 40 массовых процентов;
Mo в количестве 2 массовых процентов;
Cr в количестве 2 массовых процентов;
кремния (Si) в количестве 12 массовых процентов; и
остальное – алюминий (Al).
31. Газотермически напыляемый порошковый материал для покрывания металлической подложки, содержащий сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) и хрома (Cr), включающий участки алюминиевого сплава, сплавленные с частицами Mo и Cr, причем порошок содержит композицию из:
сложного полиэфира в количестве 40 массовых процентов;
Mo в количестве 5 массовых процентов;
Cr в количестве 5 массовых процентов;
кремния (Si) в количестве 12 массовых процентов; и
остальное – алюминий (Al).
32. Газотермически напыляемый порошковый материал для покрывания металлической подложки, содержащий сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) и хрома (Cr), включающий участки алюминиевого сплава, сплавленные с частицами Mo и Cr, причем порошок содержит композицию из:
сложного полиэфира в количестве 40 массовых процентов;
Mo в количестве 10 массовых процентов;
кремния (Si) в количестве 12 массовых процентов; и
остальное – алюминий (Al).
33. Газотермическое истираемое покрытие для металлической подложки, выполненное из порошкового материала газотермического напыления, содержащего сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) и хрома (Cr), включающее участки алюминиевого сплава, сплавленные с частицами Mo и Cr.
34. Покрытие по п. 33, в котором каждая из алюминийсодержащих частиц содержит ядро из алюминия или алюминиевого сплава, окруженное частицами переходного металла.
35. Газотермическое истираемое покрытие для металлической подложки, выполненное из порошкового материала газотермического напыления, содержащего сложный полиэфир и алюминийсодержащие частицы, механически сплавленные с частицами переходного металла - молибдена (Mo) и хрома (Cr), включающее участки алюминиевого сплава, сплавленные с частицами переходного металла, нанесенное на компонент двигателя.
36. Покрытие по п. 35, в котором компонент двигателя является по меньшей мере одним из:
лопатки турбины;
поршневого кольца;
кожуха двигателя;
гильзы цилиндра двигателя;
блока цилиндров двигателя; или
подшипника.
37. Порошок для газотермического напыления для покрывания металлической подложки, включающий смесь:
первых частиц полимера; и
вторых частиц, содержащих алюминий и кремний,
причем вторые частицы имеют частицы переходного металла, механически сплавленные с наружной поверхностью упомянутых вторых частиц, и упомянутый переходный металл включает молибден (Mo), хром (Cr) или как Mo, так и Cr.
38. Порошок для газотермического напыления по п. 37, в котором вторые частицы составляют большую массовую процентную долю, чем первые частицы.
| US 20030180565 A1, 25.09.2003 | |||
| WO 2017003427 A1, 05.01.2017 | |||
| US 6365274 B1, 02.04.2002 | |||
| Станок для намотки магнитопроводов | 1987 |
|
SU1504677A1 |
| СОСТАВ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2090646C1 |

