Изобретение относится к абразивной обработке материалов и может быть использовано для контроля давящих и режущих вершин абразивных зерен, оставивших след на обработанной поверхности.
Известно микростереофотограмметрическое исследование [Сильвестров В.Д. Безалмазная правка шлифовальных кругов - М.: Оборонгиз, 1955, - 10 с.]. В данном исследовании после правки поверхность шлифовального круга фотографируется через бинокулярный микроскоп и производится фотографирование специальной масштабной линейки для определения масштаба фотоснимков. Микроскоп устанавливается на станке и производится фотографирование. Дальнейшая обработка снимков производится на прецизионном стереометре.
Недостатком данного метода является необходимость изготовления большого количества фотоснимков участков поверхности для выявления рельефа поверхности, а также недостоверность полученных со снимков данных.
Известен метод шлифования лысок [Сильвестров В.Д. Безалмазная правка шлифовальных кругов - М.: Оборонгиз, 1955 г., - 21 с.], который заключается в том, что на зеркально доведенном цилиндрическом образце, установленном неподвижно в центрах круглошлифовального станка, сошлифовывается лыска. Образующаяся при этом поверхность лыски представляет совокупность следов всех выступающих зерен вращающегося круга. Линия пересечения поверхностей лыски и образца очерчивает неровности круга, которые изучаются в отраженном и увеличенном виде на лыске. Лыски, полученные шлифованием, изучаются и фотографируются на микроскопе с увеличением 60 крат, в затемненном поле.
Недостатком методики, использованной в данном исследовании, является трудоемкость реализации способа за счет фотографирования полученной поверхности на микроскопе, а также недостоверность полученных данных, потому что количественная оценка вершин зерен проводится по фотографиям.
Наиболее близким и принятым за прототип является метод определения числа контактирующих вершин зерен по профилограмме обработанной поверхности [Носенко, В.А. Методика расчета распределения вершин зерен на рабочей поверхности шлифовального круга по профилограммам шероховатости обработанной поверхности / В.А. Носенко, Е.В. Федотов, Л.К. Морозова // Изв. ВолгГТУ. Серия "Прогрессивные технологии в машиностроении". Вып. 10: межвуз. сб. науч. ст. / ВолгГТУ. - Волгоград, 2013. - №20(123). - C. 45-47.]. Общее число контактирующих вершин зерен, рассчитывают по координатам впадин профиля с учетом неравенств:

где yi - предыдущая точка из набора данных;
y j - проверяемая координата;
y i+1 - последующая точка из набора данных;
k - порог чувствительности прибора.
Недостатком метода является неточность полученных результатов обработки профилограммы, так как при расчете не учитываются грубые ошибки в координатах профилограммы. А также определение только общего количества зерен, без разделения на давящие и режущие.
Задачей изобретения является разработка способа, позволяющего определить количество режущих и давящих вершин абразивных зерен, оставивших след на обработанной поверхности.
Технический результат - повышение точности определения количества зерен, участвующих в образовании профиля обработанной поверхности.
Технический результат достигается при использовании способа определения количества давящих и режущих вершин зерен абразивного инструмента, включающего проверку координат профилограммы на значимость, исключение незначимых значений координат из расчета и определение общего количества вершин зерен, оставивших след на обработанной поверхности, причем перед проверкой координат профилограммы на значимость, определяют и исключают из всей выборки ошибочные координаты, в процессе проверки на значимость среди оставшихся координат определяют местные впадины профиля, из которых выделяют впадины профиля, соответствующие условию:

где yi - предыдущая точка из набора значений координат,
y i+1 - последующая точка из набора значений координат,
а количество давящих и режущих зерен определяют следующим образом:
Zp=n ,
где Zp - количество вершин режущих зерен, шт.
n - количество впадин профиля, шт.,
Zд = nм - n,
где Zд - количество давящих зерен, шт.,
n м - количество местных впадин профиля, шт.,
n - количество впадин профиля, шт.
Предварительная проверка координат профилограммы, которые предположительно являются грубой ошибкой «промахом», позволяет исключить ошибки из расчета и использовать в последующей обработке только достоверные значения координат, что позволит получить более точные результаты расчетов.
Определение в процессе проверки на значимость среди оставшихся координат местных впадин профиля, из которых выделяют впадины профиля, обеспечивает более точное определение количества давящих и режущих зерен, участвующих в образовании профиля обработанной поверхности.
Разделение зерен на давящие и режущие позволяет контролировать износ инструмента в процессе обработки, поскольку уменьшение количества режущих зерен свидетельствует об увеличении работы трения и температуры, а, следовательно, и ухудшении качества обрабатываемой поверхности.
Заявленный способ дает возможность определять по профилограммам количество зерен, участвующих в образовании профиля обработанной поверхности, что позволяет контролировать ее качество в процессе обработки, поскольку уменьшение количества режущих зерен свидетельствует об увеличении работы трения и температуры. Анализ данных профилограммы можно проводить не только после окончания обработки поверхности, но также после любого из проходов абразивного инструмента. Тем самым можно контролировать количество зерен в течение всего процесса обработки.
На фиг. 1 представлена профилограмма обработанной поверхности стали ШХ15 абразивным инструментом 25AF46N8V.
На фиг. 2 представлена профилограмма обработанной поверхности стали Р6М5 абразивным инструментом 25AF120M9V.
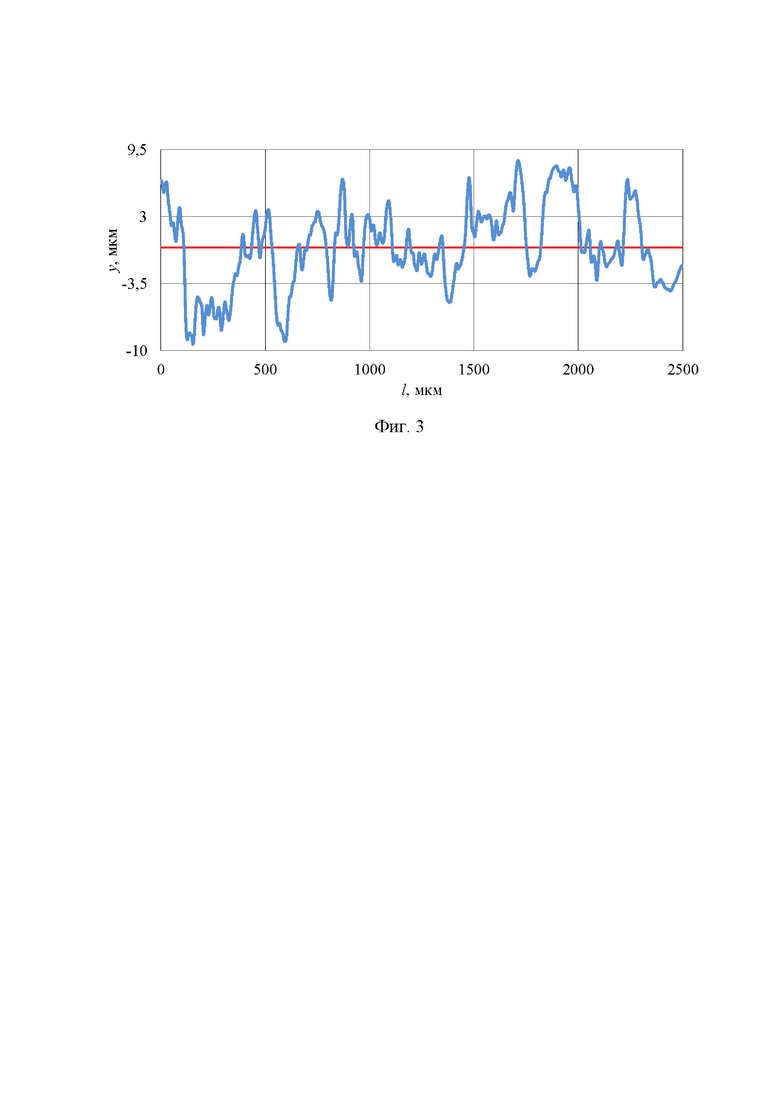
На фиг. 3 представлена профилограмма обработанной поверхности стали 12Х18Н10Т абразивным инструментом 25AF46L6V.
Способ определения количества давящих и режущих вершин зерен абразивного инструмента реализуется следующим образом.
После абразивной обработки материала с помощью профилометра получаем координаты профилограммы обработанной поверхности. Для определения на рабочей поверхности абразивного инструмента количества режущих и давящих вершин абразивных зерен выполняется дополнительная математическая обработка координат профилограммы.
Определяем «промахи» из всей выборки полученных координат. Для определения промахов используем критерий «правило трех сигм».
Сначала рассчитываем среднее арифметическое значение всей выборки:
 ,
,
где yj - j-я координата выборки,
m - общее количество значений координат выборки.
Находим среднеквадратическое отклонение координат выборки:
 ,
,
где yср - среднее арифметическое значение всей выборки,
yj - j-я координата выборки,
m - общее количество значений координат выборки.
Проверяем координаты, которые предположительно являются грубой ошибкой «промахом» (значения этих координат, наиболее отличаются от среднего арифметического) по формуле:
|y ср - y o | / s > k,
где yср- среднее арифметическое значение всей выборки,
y o - замер, который предположительно является грубой ошибкой «промах»,
s - среднеквадратическое отклонение,
k - величина для определения промахов, зависящая от общего количества полученных по профилограмме координат.
Для определения промахов величина k выбирается в зависимости от общего количества n полученных по профилограмме координат:
k = 3, если n = 20…55
k = 3,5, если n = 56…250
k = 4, если n = 251…1700
k = 4,5, если n = 1701…10000
После определения промахов и их удаления из анализируемой выборки координат, необходимо произвести проверку оставшихся координат на «значимость». Проверяем координаты профилограммы на значимое изменение по формуле:

где yi - предыдущая точка из набора данных,
y j - проверяемая координата,
k z - погрешность измерительного устройства.
Все незначимые координаты исключаются из выборки.
Далее определяют количество впадин профиля и количество местных впадин профиля. Учитывая, что впадины профиля, согласно ГОСТ Р ИСО 4287-2014 [ГОСТ Р ИСО 4287-2014 Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры поверхности. Введ. 2016-01-01. М.: Стандартинформ, 2019. 20 с.] - часть оцениваемого профиля, направленная внутрь (от окружающей среды к материалу), соединяющая две соседние точки пересечения оцениваемого профиля с осью X. Местная впадина профиля по ГОСТ 25142-82 [ГОСТ 25142-82 Шероховатость поверхности. Термины и определения (с Изменением N 1) Введ. 1983-01-01. М.: Издательство стандартов, 2018. 13 с.] - часть профиля, которая находится между двумя соседними максимумами местного профиля.
Определяем местные впадины профиля nм, образованные вершинами режущих и давящих зерен:

где yi - предыдущая точка из набора значений координат,
y j - проверяемая координата,
y i+1 - последующая точка из набора значений координат.
Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем, какое количество, раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
где yi - предыдущая точка из набора значений координат,
y i+1 - последующая точка из набора значений координат.
Исходя из того, что по характеру воздействия на обрабатываемую поверхность заготовки вершины абразивных зерен разделяются на режущие - осуществляют микрорезание, сопровождающееся образованием стружки, и давящие - производят пластическое оттеснение материала без образования стружки. [Попов С.А. Заточка режущего инструмента: учеб. пособие для проф.-тех. училищ. - М.: «Высш. школа», 1970. - 320 с.] [Островский, В.И. Теоретические основы процесса шлифования / В.И. Островский. - Л.: Изд-во Ленинградского университета, 1981. - 144 с.]. Следовательно, принимаем, что впадины профиля образуются от действия режущих вершин зерен - Zp, местные впадины профиля - от суммарного действия режущих и давящих вершин зерен абразивного инструмента - Z.
Для определения количества режущих и давящих вершин зерен, оставивших след на данной обработанной поверхности, необходимо по профилограмме обработанной поверхности рассчитать количество впадин профиля n и количество местных впадин профиля nм. Из вышесказанного следует, что количество вершин режущих зерен Zp соответствует количеству впадин профиля n:
Zp=n ,
где Zp - количество вершин режущих зерен, шт.,
n - количество впадин профиля, шт.
Следовательно, для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
Zд = nм - n,
где Zд - количество давящих зерен, шт.;
n м - количество местных впадин профиля, шт.;
n - количество впадин профиля, шт.
Способ определения количества давящих и режущих вершин зерен абразивного инструмента характеризуется следующими примерами.
Пример №1 реализации способа.
После абразивной обработки поверхности стали ШХ15 инструментом 25AF46N8V с помощью профилометра получаем координаты профилограммы обработанной поверхности (фиг. 1).
По координатам профилограммы определяем «промахи» из всей выборки полученных значений. Для определения промахов используем критерий «правило трех сигм».
Рассчитываем среднее арифметическое значение из всей выборки:

Находим среднеквадратическое отклонение координат выборки:

Проверяем замер, который предположительно является грубой ошибкой (значение, наиболее отличающееся от среднего арифметического) по формуле:
|y ср - y o | / s > k,
k = 4, так как количество значений координат m = 1250.
Тогда
|-4,82*10-14 - 8,21| / 3,02 = 2,72,
2,72 < 4.
Следовательно, замер не является грубой ошибкой. Т.е. в выборке грубые ошибки «промахи» отсутствуют.
Проверяем координаты профилограммы на значимое изменение, принимаем kz = 0,03, т.к. погрешность профилометра по паспорту составляет 3%.
0,08 > 0,03
Проверяемая координата yj = -0,65 мкм изменяется значимо.
Аналогично проверяем все координаты и незначимые исключаем из выборки. По результатам проверки и исключения незначимых координат, в выборке осталось 959 значений.
После проверки координат на промахи и значимость необходимо определить местные впадины профиля, образованные режущими и давящими вершинами зерен:

Следовательно, координата y3 является местной впадиной. Аналогично проверяем все координаты. В результате расчетов получаем координаты и количество местных впадин профиля nм = 47 штук.
Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем, какое количество раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
Тогда
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие выполняется
условие выполняется
Аналогично проверяем остальные координаты. В результате получилось, что профилограмма пересекает среднюю линию профиля 16 раз, что соответствует 15 впадинам профиля n и, следовательно, равно количеству вершин режущих зерен Zp.
Для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
Zд = 47 - 15 = 32 шт.
По профилограмме обработанной поверхности стали ШХ15 абразивным инструментом 25AF46N8V получено, количество вершин режущих зерен Zp = 15 штук, количество давящих зерен Zд = 32 штуки.
Пример №2 реализации способа.
После абразивной обработки поверхности стали Р6М5 инструментом 25AF120M9V с помощью профилометра получаем координаты профилограммы обработанной поверхности (фиг. 2).
По координатам профилограммы определяем «промахи» из всей выборки полученных значений. Для определения промахов используем критерий «правило трех сигм».
Рассчитываем среднее арифметическое значение из всей выборки:

Находим среднеквадратическое отклонение координат выборки:

Проверяем замер, который предположительно является грубой ошибкой (значение, наиболее отличающееся от среднего арифметического) по формуле:
|y ср - y o | / s > k,
k = 4, так как количество значений координат m = 1250.
Тогда
|-8,29*10-14 - 3,83| / 1,42 = 2,69,
2,69 < 4,
Следовательно, замер не является грубой ошибкой. Т.е. в выборке грубые ошибки «промахи» отсутствуют.
Проверяем координаты профилограммы на значимое изменение, принимаем kz = 0,03, т.к. погрешность профилометра по паспорту составляет 3%.

0,15 > 0,03
Проверяемая координата yj = 1,98 мкм изменяется значимо.
Аналогично проверяем все координаты и незначимые исключаем из выборки. По результатам проверки и исключения незначимых координат, в выборке осталось 1024 значения.
После проверки координат на промахи и значимость необходимо определить местные впадины профиля, образованные режущими и давящими вершинами зерен:

Следовательно, координата y2 не является местной впадиной. Аналогично проверяем все координаты. В результате расчетов получаем координаты и количество местных впадин профиля nм = 65 штук.
Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем какое количество раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
Тогда
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие выполняется.
условие выполняется.
Аналогично проверяем остальные координаты. По результатам расчета количество вершин режущих зерен Zp = 18 штук.
Для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
Zд = 65 - 18 = 47 шт.
По профилограмме обработанной поверхности стали Р6М5 абразивным инструментом 25AF120M9V получено, количество вершин режущих зерен Zp = 18 штук, количество давящих зерен Zд = 47 штук.
Пример №3 реализации способа.
После абразивной обработки поверхности стали 12Х18Н10Т инструментом 25AF46L6V с помощью профилометра получаем координаты профилограммы обработанной поверхности (фиг. 3).
По координатам профилограммы определяем «промахи» из всей выборки полученных значений. Для определения промахов используем критерий «правило трех сигм».
Рассчитываем среднее арифметическое значение из всей выборки:
 = -1,5*10-14 мкм,
= -1,5*10-14 мкм,
Находим среднеквадратическое отклонение координат выборки:
 3,96 мкм,
3,96 мкм,
Проверяем замер, который предположительно является грубой ошибкой (значение, наиболее отличающееся от среднего арифметического) по формуле:
|y ср - y o | / s > k,
k = 4, так как количество значений координат m = 1250.
Тогда
|-1,5*10-14 - 9,41| / 3,96 = 2,38,
2,38 < 4,
Следовательно, замер не является грубой ошибкой. Т.е. в выборке грубые ошибки «промахи» отсутствуют.
Проверяем координаты профилограммы на значимое изменение, принимаем kz = 0,03, т.к. погрешность профилометра по паспорту составляет 3%.

0,35 > 0,03
Проверяемая координата yj = 6,18 мкм изменяется значимо.
Аналогично проверяем все координаты и незначимые исключаем из выборки. По результатам проверки и исключения незначимых координат, в выборке осталось 924 значения.
После проверки координат на промахи и значимость необходимо определить местные впадины профиля, образованные режущими и давящими вершинами зерен:

Следовательно, координата y2 не является местной впадиной. Аналогично проверяем все координаты. В результате расчетов получаем координаты и количество местных впадин профиля nм = 55 штук.
Количество впадин профиля n определяем по полученным координатам местных впадин. Рассчитываем какое количество раз координаты профилограммы пересекают среднюю линию профиля, должно выполняться условие:
Тогда
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие не выполняется;
условие не выполняется;
 условие выполняется.
условие выполняется.
Аналогично проверяем остальные координаты. По результатам расчета количество вершин режущих зерен Zp = 13 штук.
Для расчета количества давящих зерен Zд необходимо из количества местных впадин профиля nм вычесть количество впадин профиля n:
Zд = 55 - 13 = 42 шт.
По профилограмме обработанной поверхности стали 12Х18Н10Т абразивным инструментом 25AF46L6V получено, количество вершин режущих зерен Zp = 13 штук, количество давящих зерен Zд = 42 штуки.
Таким образом, использование способа определения количества давящих и режущих вершин зерен абразивного инструмента, включающего определение и исключение из всей выборки ошибочных координат, проверку координат профилограммы на значимость, исключение незначимых значений координат из расчета и определение среди оставшихся координат местных впадин профиля, из которых выделяют впадины профиля, с последующим определением давящих и режущих зерен, позволяет повысить точность определения количества зерен, участвующих в образовании профиля обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения плотности распределения вершин абразивных зерен в объеме режущего слоя абразивного инструмента и щуп профилографа для его осуществления | 1983 |
|
SU1260660A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МИКРОГЕОМЕТРИИ ПОВЕРХНОСТИ ДЕТАЛИ И АБРАЗИВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2187070C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФУНКЦИИ РАСПРЕДЕЛЕНИЯ ВЕРШИН АБРАЗИВНЫХ ЗЕРЕН В ПОВЕРХНОСТНОМ СЛОЕ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2477462C2 |
| Способ оценки параметров профиля поверхности на основе вероятностно-статистической классификации спектра профилограммы | 2019 |
|
RU2708500C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ОЧИСТКИ ЭЛЬБОРОВОГО ШЛИФОВАЛЬНОГО КРУГА | 2011 |
|
RU2490112C1 |
| Абразивный инструмент | 1980 |
|
SU901043A1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| Абразивный круг | 1981 |
|
SU1000258A1 |


Изобретение относится к абразивной обработке материалов и может быть использовано для контроля давящих и режущих вершин абразивных зерен, оставивших след на обработанной поверхности. Способ определения количества давящих и режущих вершин зерен абразивного инструмента включает проверку координат профилограммы на значимость, исключение незначимых значений координат из расчета и определение общего количества вершин зерен, оставивших след на обработанной поверхности, причем перед проверкой координат профилограммы на значимость, определяют и исключают из всей выборки ошибочные координаты, а в процессе проверки на значимость среди оставшихся координат определяют местные впадины профиля, из которых выделяют впадины профиля, с последующим определением количества давящих и режущих зерен. Технический результат - повышение точности определения количества зерен, участвующих в образовании профиля обработанной поверхности. 3 ил.
Способ определения количества давящих и режущих вершин зерен абразивного инструмента, включающий проверку координат профилограммы на значимость, исключение незначимых значений координат из расчета и определение общего количества вершин зерен, оставивших след на обработанной поверхности, отличающийся тем, что перед проверкой координат профилограммы на значимость определяют и исключают из всей выборки ошибочные координаты, в процессе проверки на значимость среди оставшихся координат определяют местные впадины профиля, из которых выделяют впадины профиля, соответствующие условию:
y i <0 и yi+1 >0
где yi – предыдущая точка из набора значений координат,
y i+1 – последующая точка из набора значений координат,
а количество давящих и режущих зерен определяют следующим образом:
Zр=n,
где Zр – количество вершин режущих зерен, шт.,
n – количество впадин профиля, шт.,
Zд = nм – n,
где Zд – количество давящих зерен, шт.,
n м – количество местных впадин профиля, шт.,
n – количество впадин профиля, шт.
| Носенко В.А | |||
| Методика расчета распределения вершин зерен на рабочей поверхности шлифовального круга по профилограммам шероховатости обработанной поверхности / В.А | |||
| Носенко, Е.В | |||
| Федотов, Л.К | |||
| Морозова // Известия Волгоградского государственного технического университета | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| - С | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| - EDN RSETYH | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ФУНКЦИИ РАСПРЕДЕЛЕНИЯ ВЕРШИН АБРАЗИВНЫХ ЗЕРЕН В ПОВЕРХНОСТНОМ СЛОЕ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2477462C2 |

