Изобретение относится к алмазно-абразивной обработке и может быть использовано для определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга после его правки методом точения.
Известны способы определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга методом ощупывания [1] рабочей поверхности шлифовального круга алмазной иглой и оптическим методом [2] при помощи окулярного микроскопа. Недостатком этих способов является то, что их осуществляют не на рабочей, а на очень малой окружной скорости круга. Поэтому при определении функции не учитывается влияние существенных кинематических (биение, погрешности формы круга) и динамических (вибрация технологической системы "станок, вращающийся на рабочей скорости круг, приспособление, правящий инструмент") факторов, роль которых возрастает с ростом скорости круга.
Известен также способ определения функции распределения вершин абразивных зерен в поверхностном слое круга методом фиксации формы неровностей (царапин) [3], оставляемых неперекрытыми вершинами зерен на плоской полированной поверхности клина, вращающимся с рабочей скоростью шлифовальным кругом. Однако данный способ весьма трудоемкий - требует записи множества профилограмм поверхности клина вплоть до зоны перекрытия царапин, а также проведения анализа записанных профилограмм с подсчетом глубины и количества царапин от сотен взаимодействующих вершин зерен круга с поверхностью клина. Но основным недостатком данного способа является то, что невозможно определить функцию распределения зерен в поверхностном слое круга с большой степенью притупления вершин абразивных зерен на одном уровне (зона перекрытия царапин расположена очень близко к наружной поверхности круга). Так как на плоской поверхности клина видны только канавки от царапин, прорезанные наиболее выступающими вершинами зерен, а вершины зерен расположенные глубже зоны перекрытия царапин не могут оставить следы на обработанной поверхности клина.
Задача изобретения - снижение трудоемкости и расширение области определения функции распределения вершин абразивных зерен в поверхностном слое круга.
Эта задача достигается тем, что функцию распределения вершин абразивных зерен в поверхностном слое шлифовального круга определяют при помощи анализа влияния этой функции на геометрическую форму профиля приработанной, в результате износа, рабочей части правящего инструмента (ПИ).
Сущность изобретения состоит в том, что при срезании, посредством правки методом точения, со шлифовального круга поверхностного слоя фиксированной толщины контактная поверхность рабочей части ПИ взаимодействует с вершинами абразивных зерен круга, расположенными на различной глубине с различной плотностью. В результате этого контактного взаимодействия рабочая часть ПИ постепенно изнашивается следующим образом. В начальный момент контакта с вращающимся на рабочей скорости VK шлифовальным кругом вершина ПИ движется в направлении продольной подачи Sп и внедряется в тело круга. При этом вершины абразивных зерен, двигаясь в плоскости вращения круга по круговым траекториям, взаимодействуют с боковой поверхностью вершины ПИ, изнашивают ее и формируют контактную плоскость 1. Через некоторый промежуток времени, в результате незначительного износа, плоскость 1 переходит в контактную поверхность 1. Верхние слои поверхности 1 находятся в контакте с кругом на большей глубине, где количество вершин зерен больше, поэтому они изнашиваются более интенсивно и поверхность 1 постепенно изменяет свою форму и последовательно (при увеличении числа правок) переходит в контактные поверхности 2, 3 и 4, см. фиг.1. Таким образом, от функции распределения вершин абразивных зерен в срезаемом поверхностном слое круга зависит величина износа рабочей части ПИ и, соответственно, ее геометрическая форма. То есть функция распределения вершин абразивных зерен в срезаемом поверхностном слое шлифовального круга отображается на геометрической форме профиля приработанной рабочей части ПИ.
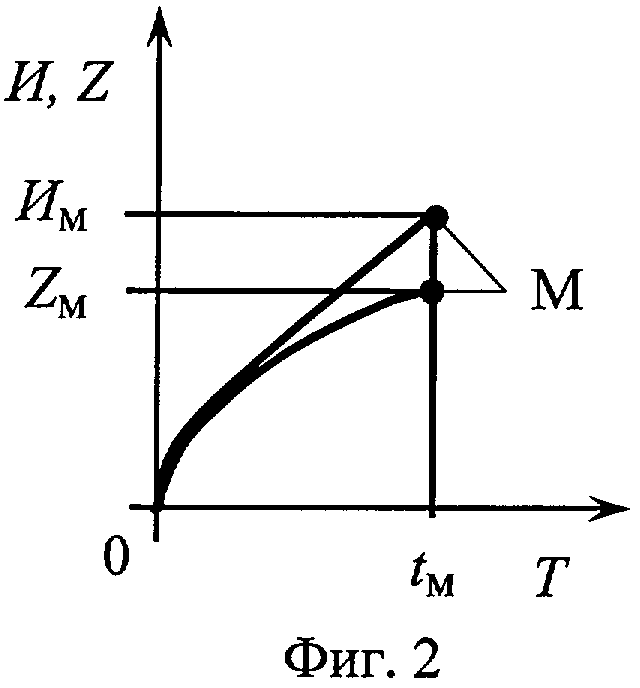
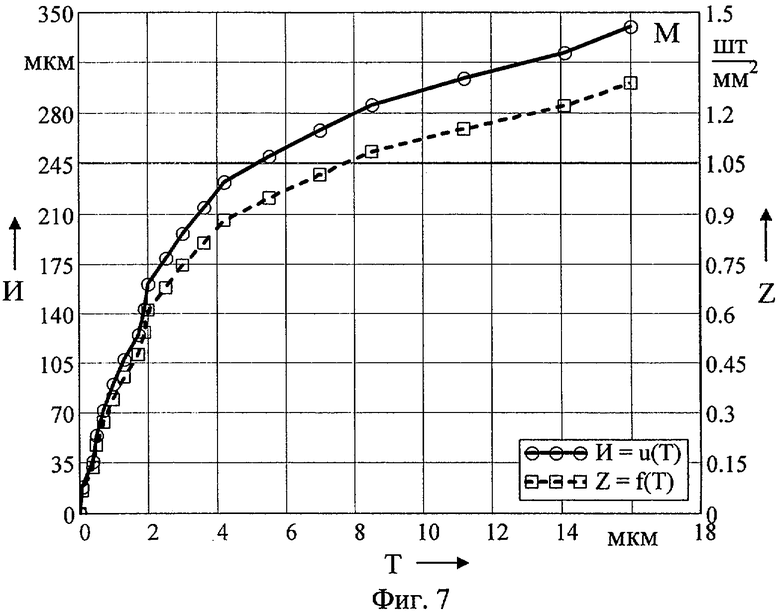
Заметим, что контактная поверхность 3 без изменения формы переходит в поверхность 4. В этом случае на рабочей части ПИ размер участка 6 увеличивается, а размер участка 7 уменьшается (происходит перемещение приработанной «ступени износа»), см. фиг.1. Откуда следует, что рабочую часть ПИ, на которой сформировалась приработанная «ступень износа», можно считать полностью подготовленной для определения функции распределения вершин абразивных зерен в срезаемом поверхностном слое круга при помощи записи профиля «ступени износа» в направлении продольной подачи Sп по трассе, проходящей через центр приработанной вершины ПИ, см. фиг.4, 6. Далее путем преобразования и калибровки запись профиля преобразуют в вид Z=f(T) в системе координат «количество вершин Z абразивных зерен - глубина Т поверхностного слоя круга, определяется по высоте профиля «ступени износа», что общепринято, см. фиг.2, 5, 7.
Так как VK>>Sп, то угол α между плоскостью вращения круга и контактной плоскостью 1, сформированной в результате движения взаимодействующих вершин зерен относительно боковой поверхности вершины ПИ, практически равен нулю (α=arctg(Sï/Vê), α≅0). Поэтому изменения формы профиля рабочей части ПИ, вызванные износом, лучше всего рассматривать в плоскости, перпендикулярной плоскости вращения круга, а именно в плоскости, содержащей ось вращения круга и центр зоны правки, см. фиг.1.
Краткое описание чертежей
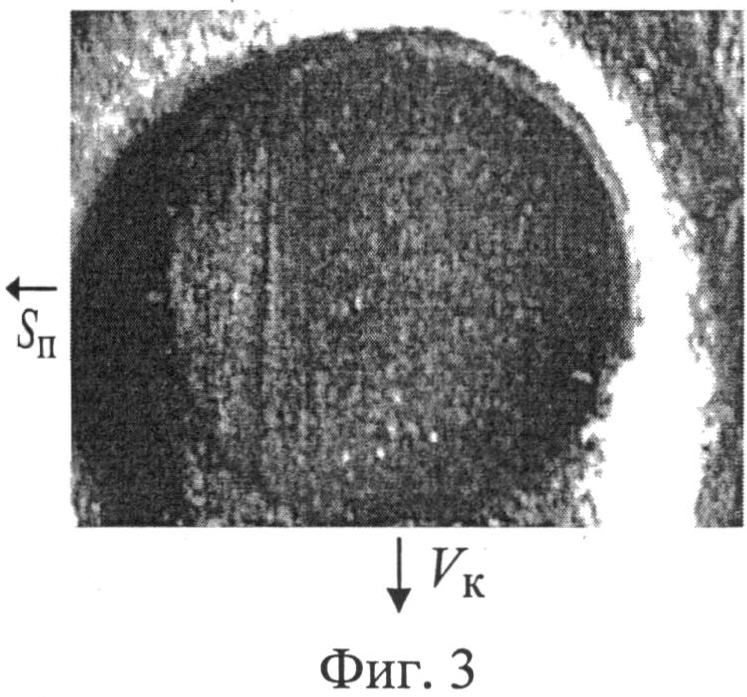
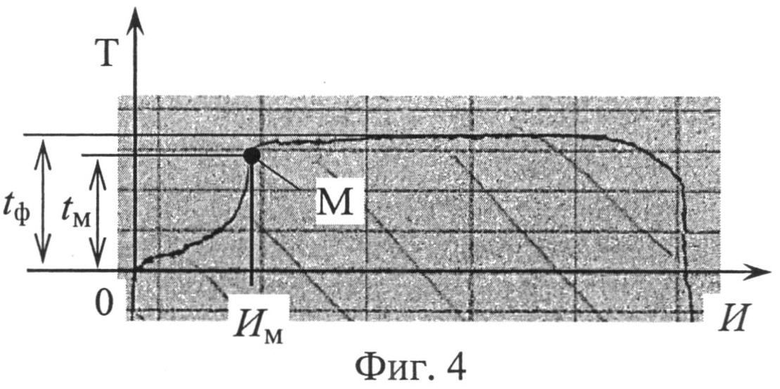
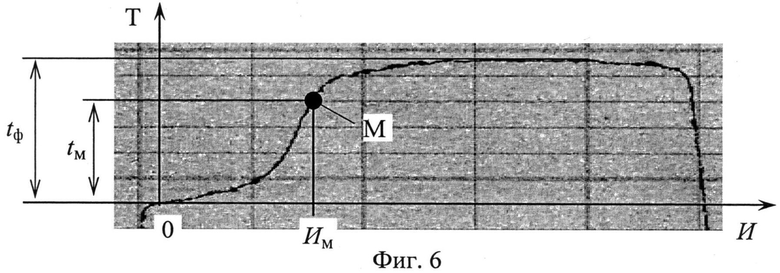
На фиг.1 изображена схема формирования геометрической формы рабочей части ПИ в плоскости, содержащей ось вращения круга и центр зоны правки. На фиг.2 схематично изображены графические преобразования записи Т=t(И) профиля «ступени износа» в виды И=u(Т) и Z=f(Т). На фиг.3 представлена фотография изношенной рабочей части ПИ, оснащенного цилиндрическим (диаметр равен 1,4 мм), синтетическим поликристаллическим алмазом марки СВБ, а на фиг.4 и 5 - профилограмма Т=t(И) его приработанной рабочей части и, после преобразования и калибровки, графики зависимостей И=u(Т) и Z=f(Т). На фиг.6 изображена запись Т=t(И) профиля «ступени износа», которая сформировалась на приработанной рабочей части карандаша 3908-0054, а на фиг.7, после ее анализа и калибровки, графически представлены искомые зависимости И=u(Т) и Z=f(T). Трассы всех записей проходили через центры приработанных вершин ПИ в направлении продольной подачи ПИ. На всех профилограммах цена деления сетки по горизонтали - 250 мкм, по вертикали - 4 мкм.
Способ определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга осуществляют следующим образом. Со шлифовального круга ПИ, оснащенным одним рабочим элементом, срезают, посредством правки методом точения, поверхностный слой фиксированной толщины, до формирования на рабочей поверхности ПИ приработанной «ступени износа». Затем по трассе, проходящей через центр зоны правки, в направлении продольной подачи Sп производят запись профиля «ступени износа». Записанную профилограмму анализируют - вводят систему координат Т0И «глубина Т поверхностного слоя круга - отклонение И формы профиля «ступени износа» от плоскости вращения круга, проведенной через начало координат», определяют положение точки «М», которая отсекает нарастающий дополнительный износ вершины ПИ за счет износа кромки 5. Далее зависимость Т=t(И) из системы координат Т0И преобразуют в систему координат И0Т в вид И=u(Т) и, при помощи калибровки, зависимость И=u(Т) преобразуют в общепринятый вид Z=f(T) в системе координат «количество вершин абразивных зерен в поверхностном слое шлифовального круга до глубины tм», см. фиг.4, 5, 6, 7.
Задача изобретения достигается тем, что, во-первых, откалиброванную однажды функцию {Т=t(И) ↔ И=u(Т) ↔ Z=f(Т)}, в аналогичных базовых условиях (при неизменных характеристиках шлифовального и правящего инструментов), можно использовать многократно, сравнивая исследуемую функцию с калиброванной; во-вторых, глубина tм не зависит от степени притупления вершин абразивных зерен на одном уровне и поэтому не является ограничением применения заявляемого способа определения функции, в отличие от способа [3].
Предлагаемый способ определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга может быть осуществлен по примерам.
Пример 1. Определяли функцию Z=f(T) распределения вершин абразивных зерен в поверхностном слое шлифовального круга 1-200×25×76 91А40НСМ16К20. В качестве ПИ использовался карандаш, оснащенный синтетическим поликристаллическим алмазом марки СВБ цилиндрической формы (диаметр = 1,4 мм). На постоянном режиме (VK=35 м/с; Sп=1,43 мм/с; tф=14 мкм/дв.ход) проводилась серия в 150 правок методом точения. В зону правки поливом подавалась смазочно-охлаждающая жидкость (2,5%-ная эмульсия Укринол-1). После серии правок на рабочей поверхности ПИ сформировалась приработанная «ступень износа», см. фиг.3. Затем на профилографе «TALYSURF-4» записывался в направлении продольной подачи Sп профиль «ступени износа», причем трасса записи проходила через центр вершины ПИ. Записанная профилограмма анализировалась - вводилась система координат ТОИ «глубина Т поверхностного слоя круга - отклонение И формы профиля «ступени износа» от плоскости вращения круга, проведенной через начало координат», определялись положение точки «М» и, следовательно, область определения функции 0…tм, см. фиг.4. Далее запись профиля Т=t(И) из системы координат Т0И преобразовывалась в систему координат И0Т в вид И=u(Т) и, при помощи калибровки, в вид Z=f(T) в систему координат «поверхностная плотность вершин Z абразивных зерен - глубина T поверхностного слоя круга», см. фиг.5.
Пример 2. В условиях примера 1 определяли функцию распределения вершин абразивных зерен в поверхностном слое, но в качестве ПИ использовали карандаш 3908-0054 (тип 01, оснащенный натуральным алмазом группы XVIa, качество 2). На постоянной глубине правки (tф=23 мкм/дв.ход) производили 400 правок шлифовального круга без подачи смазочно-охлаждающей жидкости. После серии правок на профилографе «TALYSURF-4» записывали в направлении продольной подачи профиль приработанной «ступени износа», причем трасса записи проходила через центр вершины. Записанная профилограмма анализировалась - вводилась система координат ТОИ, определялись положение точки «М» и, следовательно, область определения закона 0…tм, см. фиг.6. Далее запись профиля Т=t(И) из системы координат Т0И преобразовывалась в систему координат И0Т в вид И=u(Т) и, при помощи калибровки, в вид Z=f(Т) в систему координат «поверхностная плотность вершин Z абразивных зерен - глубина T поверхностного слоя круга», см. фиг.7.
Литература
1. Попов С.А. Алмазно-абразивная обработка металлов и твердых сплавов / С.А.Попов, Н.П.Малевский, A.M.Терещенко. - М.: Машиностроение, 1977. - 263 с.
2. Королев А.В. Исследование процессов образования поверхностей инструмента и детали при абразивной обработке / А.В.Королев. - Саратов: СГУ, 1975. - 191 с.
3. Байкалов А.К. Введение в теорию шлифования материалов / А.К.Байкалов. - Киев: Наукова думка, 1978. - 206 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1986 |
|
SU1371889A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2180283C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2006 |
|
RU2334609C1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| Способ определения количества давящих и режущих вершин зерен абразивного инструмента | 2022 |
|
RU2792174C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2007 |
|
RU2370356C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |

Изобретение относится к алмазно-абразивной обработке и может быть использовано для определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга после его правки. С поверхности круга посредством правки методом точения, правящим инструментом срезают слой фиксированной толщины до формирования на рабочей части правящего инструмента приработанной ступени износа. Затем по трассе, проходящей через центр зоны правки, в направлении продольной подачи производят запись профиля ступени, который представляют в системе координат в виде зависимости поверхностной плотности вершин зерен от глубины срезаемого поверхностного слоя шлифовального круга. В результате снижается трудоемкость и расширяется область определения функции распределения вершин абразивных зерен в поверхностном слое круга. 7 ил., 2 пр.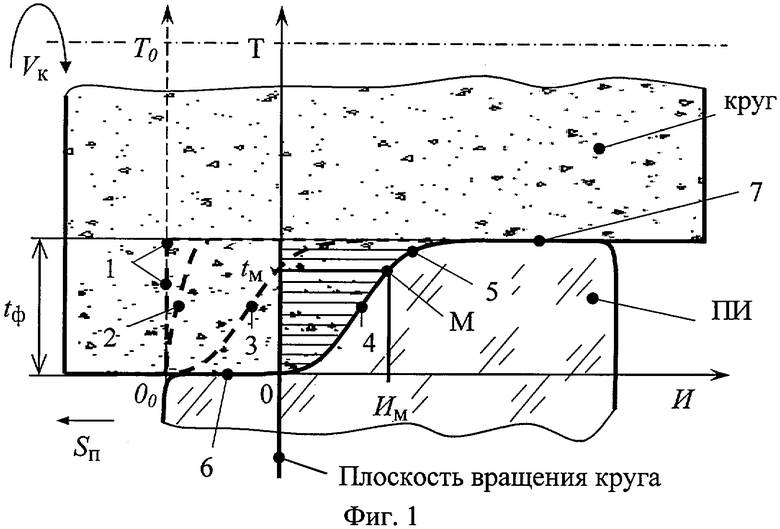
Способ определения функции распределения вершин абразивных зерен в поверхностном слое шлифовального круга, отличающийся тем, что с поверхности круга, посредством правки методом точения, правящим инструментом, оснащенным одним рабочим элементом, срезают слой фиксированной толщины до формирования на рабочей части правящего элемента приработанной ступени износа, затем по трассе, проходящей через центр зоны правки, в направлении продольной подачи Sп на профилографе производят запись профиля упомянутой ступени износа, который представляют в системе координат в виде зависимости поверхностной плотности вершин зерен от глубины срезаемого поверхностного слоя шлифовального круга.
| Способ измерения состояния рабочей поверхности абразивного инструмента | 1984 |
|
SU1196735A1 |
| СПОСОБ КОНТРОЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 0 |
|
SU369383A1 |
| Способ определения износа шлифовального круга в работе | 1939 |
|
SU55675A1 |
| Способ определения упругих деформаций абразивного инструмента | 1971 |
|
SU714227A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОТНОСИТЕЛЬНОЙ СПОСОБНОСТИ СВЯЗКИ ШЛИФОВАЛЬНЫХ КРУГОВ УДЕРЖИВАТЬ АБРАЗИВНЫЕ ЗЕРНА | 2000 |
|
RU2168407C2 |
| Релейное устройство | 1939 |
|
SU60988A1 |

