Область техники, к которой относится изобретение
Настоящее изобретение относится к металлической проволоке, которая защищена антикоррозионным покрытием. Изобретение также относится к устройству и способу для защиты металлической проволоки антикоррозионным покрытием.
Изобретение было создано в конкретной связи с металлической проволокой, которая защищена антикоррозионным покрытием, образованным с использованием способа плазменного осаждения. В частности, изобретение также относится к устройству и способу, которые пригодны для нанесения покрытия на проволоку. Изобретение было создано конкретно в отношении способа плазменного осаждения посредством PPD-технологии (плазменно-импульсного осаждения).
Уровень техники
Известно изготовление металлической проволоки, например, из стали, которую используют для изготовления металлических сеток для различных вариантов применения, например, для использования в области гражданского строительства для защиты крутых склонов, откосов, и т.д. Чтобы избежать коррозии стальной проволоки, часто для защиты ее снабжают антикоррозионным покрытием, например, с помощью оцинковывания. Обычно оцинковывание проводят с обработкой в горячем состоянии, в котором металлическую проволоку погружают в ванну с расплавленным металлом. Это действие является дорогостоящим в плане расхода энергии, чтобы поддерживать покровный металл в расплавленном состоянии. Кроме того, затруднительно точно контролировать толщину покровного слоя, который может становиться более толстым, чем необходимо, обусловливая тем самым необоснованный перерасход покровного материала.
С другой стороны, известны технологии нанесения на объекты покрытий из слоя материала способами плазменного осаждения в периодическом режиме. В частности, известны способы плазменного осаждения, такие как PPD-технология (плазменно-импульсное осаждение). Эта технология основывается на принципе физического осаждения частиц, которая оказалась весьма благоприятной для получения тонких покровных слоев разнообразных типов, таких как слои оксидов, металлов, углерода, и т.д. PPD-технология описана в ряде патентных документов, в том числе EP2936538 от фирмы Organic Spintronics. Преимущества PPD-технологии включают значительную скорость осаждения покровного слоя и превосходное качество покровного слоя в отношении кристалличности, шероховатости и адгезии. Кроме того, технология плазменного осаждения, и в частности, PPD-технология, обеспечивает возможность сокращения используемого материала наполнителя как результат направленности плазменного пучка. Эти преимущества делают технологию плазменного осаждения благоприятной для нанесения покровного слоя на поверхности одиночных объектов, но варианты исполнения, которые известны в настоящее время, позволяют работать с проведением только в закрытой камере, что препятствует применению непрерывного технологического режима. Кроме того, все технологии плазменного осаждения имеют недостаток в направленности плазменного пучка, в результате чего возникают зоны затенения в покрываемых изделиях, которые не позволяют выполнять равномерное нанесение покрытия на всю цилиндрическую поверхность металлической проволоки.
Сущность изобретения
Изобретение предлагает создание новой конструкции для нанесения покрытия на проволоки, в частности, хотя не исключительно, металлические проволоки, посредством плазменного осаждения, чтобы преодолеть недостатки прототипа. В частности, устройство для нанесения покрытий на проволоку обеспечивает использование технологии плазменного осаждения, чтобы получать покрытие на проволоке с большими длинами в непрерывном режиме. Поэтому способ нанесения покрытия на проволоку согласно настоящему изобретению создает покрытие на проволоках в непрерывном режиме, с высокими уровнями производительности и сокращением отходов. Это позволяет изготавливать большие количества покрытой проволоки с затратами и за время, которые значительно сокращены в отношении способов нанесения покрытий на проволоку с использованием оцинкования в горячем состоянии, или других способов нанесения металлических покрытий, которые известны в отрасли.
Для достижения указанных целей изобретение также относится к устройству для нанесения покрытий на проволоки, имеющему характеристики, изложенные в пунктах прилагаемой формулы изобретения. Изобретение также относится к способу получения покрытых проволок. Кроме того, изобретение относится к проволоке, покрытой этим способом.
Согласно первому аспекту изобретения, предложено устройство для нанесения покрытий на проволоки путем плазменного осаждения. Устройство может включать в себя по меньшей мере одну камеру плазменного осаждения. Камера плазменного осаждения может быть оснащена входным каналом и выходным каналом. Входной канал в камеру и выходной канал из камеры могут быть сформированы герметичными при прохождении через них проволоки, которую пропускают через камеру, так, чтобы сохранять заданное пониженное давление внутри самой камеры. В камере может быть размещен по меньшей мере один генератор плазменных пучков, который может быть приведен в действие так, чтобы осаждать материал, который молекулярно диспергирован, и который образуется под действием потока энергии при столкновении с мишенью; диспергированный до молекулярного состояния порошок может быть осажден на наружную поверхность проволоки, которую пропускают в камеру, то есть, на участок проволоки, который находится между герметичным входным каналом и герметичным выходным каналом камеры. Устройство также может быть оснащено протягивающей системой, которая поступательно протягивает проволоку через камеру плазменного осаждения. Протягивающее действие может исполняться с постоянной или переменной скоростью, или порционно, с периодическим продвижением через определенные промежутки времени.
Согласно одному конкретному аспекту, устройство может включать по меньшей мере одну декомпрессионную камеру выше по потоку относительно камеры плазменного осаждения, чтобы изменять давление от атмосферного до пониженного давления, которое имеет место в осадительной камере для плазменного нанесения покрытия. Этим путем разность давлений непосредственно выше по потоку и ниже по потоку относительно камеры плазменного осаждения может быть сокращена так, что потенциальные потери давления, обусловленные присутствием входного канала и выходного канала для проволоки, могут быть легко компенсированы для камеры без чрезмерного расходования энергии. Для целей плазменного осаждения предпочтительно, чтобы пониженное давление внутри камеры не было подвержено чрезмерно большим вариациям. Предпочтительно каждая декомпрессионная камера может быть снабжена герметичными входными каналами, через которые проволоку вводят по направлению ее движения к камере плазменного осаждения. Подобным образом, устройство может включать по меньшей мере одну компрессионную камеру ниже по потоку относительно камеры плазменного осаждения, чтобы постепенно ограничивать рост давления от пониженного давления в камере до давления окружающей среды. Предпочтительно каждая компрессионная камера может быть снабжена соответствующими герметичными выходными каналами, через которые проволока может быть поступательно вытянута наружу.
Согласно еще одному аспекту, устройство может быть оснащено колебательной системой, которая позволяет создавать колебания проволоки вокруг ее продольной оси во время продвижения ее через камеру плазменного осаждения. Этим путем можно получать наслоение материала, которое является равномерным по всей поверхности проволоки, посредством одного или многих плазменных пучков, которые находятся в камере плазменного осаждения. Дополнительно или альтернативно, устройство может быть оснащено колебательной системой, которая позволяет приводить в колебательное движение один или многие генераторы плазменных пучков относительно продольной оси проволоки во время продвижения ее через камеру плазменного осаждения.
В одном конкретном варианте осуществления устройство может включать в себя три генератора плазменных пучков, которые размещены в камере плазменного осаждения. Три генератора плазменных пучков могут быть размещены радиально отстоящими друг от друга на 120° вокруг продольной оси проволоки. Этим путем генераторы плазменных пучков обеспечивают возможность осаждения материала из мишени на проволоку в более равномерном режиме, не говоря уже о любом потенциальном колебании проволоки и/или самих генераторов. Кроме того, размещение под углом 120° предотвращает поражение плазменными пучками других генераторов, которые находятся в камере плазменного осаждения.
Согласно еще одному аспекту, предложен способ нанесения покрытия на проволоку путем плазменного осаждения. Способ может включать стадию подачи проволоки внутрь по меньшей мере одной камеры плазменного осаждения от герметичного входного канала до герметичного выходного канала. Как указано выше, герметичный входной канал и герметичный выходной канал способны поддерживать пониженное давление внутри камеры. В ходе исполнения способа проволока может поступательно протягиваться через камеру плазменного осаждения с помощью протягивающей системы. Способ может дополнительно включать стадию активации по меньшей мере одного генератора плазменного пучка, который находится в камере плазменного осаждения. Активация генератора плазменного пучка может обеспечивать возможность осаждения материала из мишени на наружную поверхность проволоки на ее участке между герметичным входным каналом и герметичным выходным каналом камеры плазменного осаждения.
Согласно одному конкретному аспекту изобретения, способ может предусматривать колебание проволоки и/или по меньшей мере одного генератора плазменного пучка относительно продольной оси проволоки во время осаждения материала мишени на наружную поверхность проволоки. Колебания позволяют обеспечивать получение однородного наслоения материала мишени на поверхности проволоки.
Краткое описание чертежей
Дополнительные преимущества и характеристики изобретения будут понятными из нижеследующего описания предпочтительного варианта его осуществления со ссылкой на чертежи, которые приведены только в качестве неограничивающего изобретение примера, и на которых:
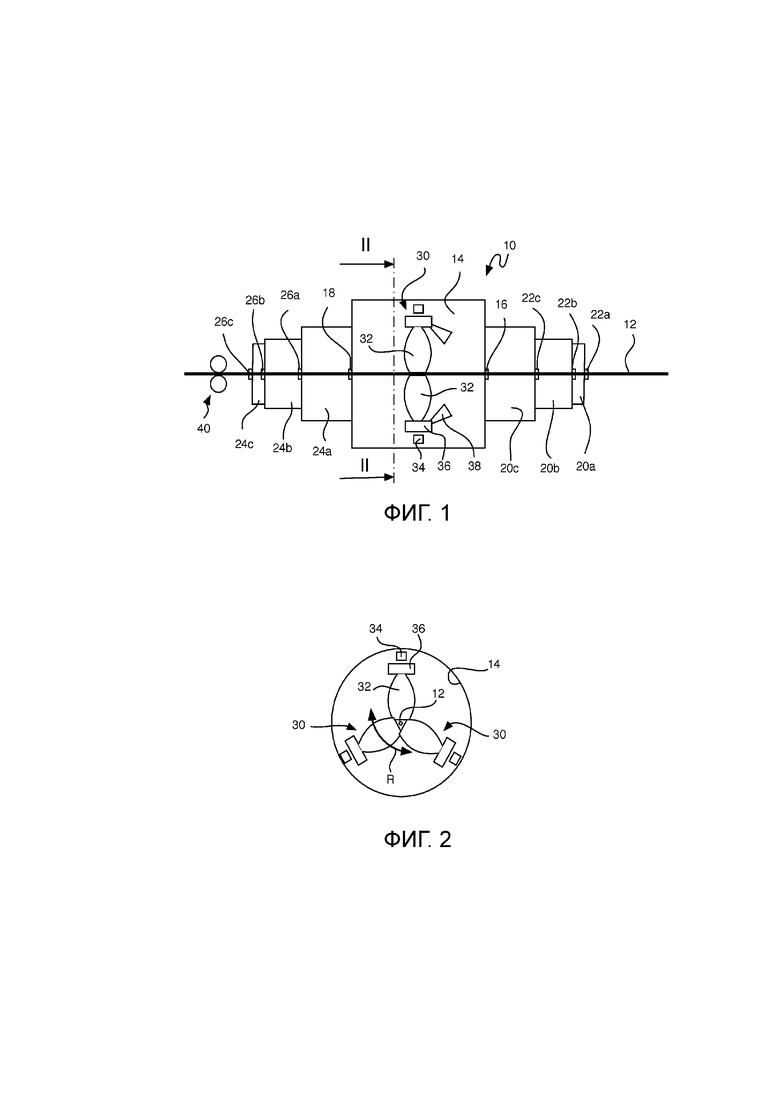
- Фиг. 1 представляет схематический вид устройства для получения проволок, которые покрыты по технологии плазменного осаждения,
- Фиг. 2 схематически представляет вид в разрезе камеры плазменного осаждения в соответствии с линией II-II на Фиг. 1.
Подробное описание изобретения
Со ссылкой теперь на Фиг. 1, схематически иллюстрировано устройство 10 для нанесения покрытия на проволоку 12, предпочтительно, но не исключительно, металлическую проволоку, например, стальную проволоку или проволоку из еще одного металла или металлического сплава. Конечно, устройство может быть приспособлено для формирования покрытия на многочисленных проволоках в параллельном режиме. Покрытие может представлять собой покрытие из металлического материала. Например, проволока 12 может быть покрыта цинком или цинковыми сплавами.
Устройство 10 может включать камеру 14 плазменного осаждения, в которой осуществляют способ плазменного осаждения согласно общеизвестным характеристикам, которые описаны, например, в патентном документе EP2936538, который процитирован выше. В камере 14 может поддерживаться известный уровень пониженного давления, которое пригодно для плазменного осаждения. Через центральную часть камеры 14 может протягиваться проволока 12. Проволока 12 может быть введена в камеру 12 через герметичный входной канал 16. Проволока 12 может выводиться из камеры 14 через герметичный выходной канал 18. Герметичный входной канал 16 может быть сформирован, например, посредством мембраны с отверстием, через которое проволока 12 проходит без нарушения герметичности. Герметичный выходной канал 18 также может быть сформирован посредством мембраны с отверстием, через которое проволока 12 проходит без нарушения герметичности. Альтернативно или дополнительно мембране, могут быть предусмотрены другие варианты обеспечения герметичности известного типа, чтобы создавать герметичность на проволоке 12 в герметичном входном канале 16 и/или в герметичном выходном канале 18. Например, могло бы быть предусмотрено калиброванное отверстие, через которое проходит проволока 12.
Еще одно решение состоит в уплотнении лабиринтного типа. Для герметичного входного канала 16 и/или герметичного выходного канала 18 могут быть использованы другие решения герметичного уплотнения при скольжении.
Герметичный входной канал 16 и/или герметичный выходной канал 18 могут обеспечивать сохранение пониженного давления внутри камеры 14. В каждом случае, герметичный входной канал 16 и/или герметичный выходной канал 18 могут ограничивать потери отрицательного давления внутри камеры 14 таким образом, что для сохранения заданного постоянного отрицательного давления потребуется меньшее количество подводимой энергии.
Чтобы ограничить разность давлений между давлением окружающей среды и пониженным давлением в камеры 14, на стороне входа проволоки 12 могут быть предусмотрены одна или многие декомпрессионные камеры 20а, 20b, 20с. В декомпрессионных камерах 20а, 20b, 20с давление в предшествующей декомпрессионной камере является более высоким, чем давление в последующей камере. Например, давление в первой декомпрессионной камере 20а является меньшим, чем атмосферное давление, но более высоким, чем давление в последующей декомпрессионной камере 20b. Если предусмотрена единственная декомпрессионная камера, внутреннее давление в ней будет меньшим, чем атмосферное давление, но более высоким, чем давление в соседней с нею камере плазменного осаждения.
Через каждую декомпрессионную камеру 20а, 20b, 20с проходит проволока 12, которую поступательно вводят в нее через герметичные входные каналы 22а, 22b, 22с, которые идентичны, эквивалентны или функционально подобны герметичному входному каналу 16 камеры 14.
Подобным образом, чтобы ограничить разность давлений между пониженным давлением в камере 14 и давлением в окружающей среде, предусмотрены одна или множество компрессионных камер 24а, 24b, 24с. В компрессионной камере 24а, 24b, 24с давление в заданной компрессионной камере является более высоким, чем давление в предшествующей камере. Например, давление в третьей компрессионной камере 24с является более высоким, чем давление во второй компрессионной камере 24b. Поэтому давление в компрессионной камере 24с является меньшим, чем атмосферное давление. Если предусмотрена единственная компрессионная камера, внутреннее давление в ней будет меньшим, чем атмосферное давление, но более высоким, чем давление в соседней с нею камере плазменного осаждения.
Через каждую компрессионную камеру 24а, 24b, 24с проходит проволока 12, которую поступательно выводят из нее через герметичные выходные каналы 26а, 26b, 26с, которые идентичны, эквивалентны или функционально подобны герметичному выходному каналу 18 камеры 14.
На выходном канале компрессионных камер 24а, 24b, 24с проволока 12 может вытягиваться посредством транспортной системы 40 известного типа, например, включающей вытяжные валики, зажимные губки, и т.д. Альтернативно или дополнительно транспортной системе 40, протягивающая система проволоки 12 также может быть сформирована с другими системами или эквивалентными системами, которые размещены внутри относительно компрессионных камер и/или декомпрессионных камер устройства, и/или внутри камеры 14 плазменного осаждения, и/или выше по потоку относительно декомпрессионных камер.
В камере 14 могут быть размещены группы 30 плазменного осаждения. Каждая из групп 30 плазменного осаждения испускает плазменный пучок 32. Как известно, каждая группа 30 плазменного осаждения может включать мишень 34 из материала, который используют для покрытия проволоки 12. Каждая группа 30 плазменного осаждения может дополнительно включать кольцевой фокусирующий электрод 36, через который пропускается поток электронов, которые излучаются из подводящего конуса 38, в соответствии с технологией, которая является общеизвестной, и здесь подробно не описывается.
Вокруг проволоки 12 в камере 14 могут быть предусмотрены одна или множество групп плазменного осаждения. Предпочтительно, но без ограничения этим, как можно видеть на Фиг. 2, могут быть размещены, например, три группы 30 плазменного осаждения, которые распределены вокруг проволоки 12. Каждая группа плазменного осаждения может быть размещена так, чтобы не направлять плазменный пучок на еще одну группу плазменного осаждения. В конкретном варианте осуществления изобретения, но без ограничения этим, согласно Фиг. 2 три группы 30 плазменного осаждения распределены радиально под углом 120° относительно друг друга в камере 14. Соответствующие плазменные пучки 32 могут быть направлены радиально в сторону центра камеры 14 и тем самым в пространство, которое существует между другими двумя группами 30 плазменного осаждения так, чтобы предотвращать осаждение материала на еще одной группе плазменного осаждения, которая находится напротив.
Равномерность осаждения материала на проволоке 12 обеспечивается пространственным распределением плазменных пучков 32 в камере 14, которые сформированы радиально вокруг проволоки 12. Чтобы улучшить однородность покрытия на проволоке 12, можно сообщить самой проволоке 12 колебательное движение относительно ее собственной продольной оси, как обозначено стрелкой R на Фиг. 2. В варианте осуществления изобретения, проиллюстрированном на Фиг. 2, предпочтительно проволоке 12 придают вращательное колебание приблизительно на 60° на протяжении времени воздействия плазменных пучков 32, чтобы обеспечить обработку всей наружной поверхности проводники 12 с осаждением соответствующим плазменным пучком 32. Проволока 12 может быть приведена в периодическое попеременное колебательное движение в двух направлениях вращения вокруг ее собственной продольной оси. В альтернативном варианте можно смонтировать группы 30 плазменного осаждения на внутреннем колеблющемся барабане, который размещен концентрически с камерой 14, и создать вращательное колебание групп 30 плазменного осаждения и проволоки 12. В одном варианте можно снизить размах колебаний проволоки 12 и групп 30 приведением в колебательное движение как проволоки 12, так и, в противоположном направлении, групп 30 плазменного осаждения.
Для нанесения покрытия на проволоку 12 сначала может быть выполнено введение проволоки 12 внутрь устройства 10. Проволока 12 может быть проведена через герметичные входные каналы 22а, 22b, 22с, 16 для поступления в камеру 14. Проволока 12 может быть пропущена через камеру 14, через герметичные выходные каналы 18, 26а, 26b, 26с. Проволока 12 может быть захвачена транспортной системой 40 для продвижения ее внутри камеры 14. Декомпрессионные камеры 20а, 20b, 20с, компрессионные камеры 24а, 24b, 24с и камера 14 могут быть доведены до заданного отрицательного контрольного давления. Затем могут быть запущены одна или многие группы 30 плазменного осаждения. Транспортная система 40 может протягивать проволоку 12. Протягивание проволоки 12 может выполняться с постоянной или переменной скоростью, или порционно, в соответствии с истечением определенных периодов времени, в соответствии с характеристиками устройства, покровного материала и характеристиками покрываемой металлической проволоки. Проволока 12 и/или группы 30 плазменного осаждения могут быть вовлечены в колебательное движение относительно продольной оси проволоки 12, чтобы обеспечить равномерное осаждение покровного материала на поверхность проволоки 12.
Может быть предусмотрено несколько вариантов в отношении описанного выше устройства. Могут быть предусмотрены многочисленные камеры плазменного осаждения. Камеры плазменного осаждения могут быть размещены последовательно, чтобы проводить нанесение покрытия с толщиной, которая постепенно возрастает, и которое формируется многочисленными слоями одного и того же покровного материала или многими слоями различных покровных материалов.
Может быть меньше или больше трех групп плазменного осаждения. Например, может быть предусмотрена единственная группа плазменного осаждения в камере плазменного осаждения. В этом случае может быть создано вращение проволоки и/или группы плазменного осаждения так, чтобы покрывать всю дугу в 360° для нанесения покрытия из покровного материала на всю наружную поверхность проволоки.
До или после камеры (камер) плазменного осаждения проволока может быть пропущена через обрабатывающие станции, например, для обработки или отделки, например, для вытяжки, декапирования, обезжиривания, промывания, лакирования, отжига, закалки, полирования, и т.д.
Конечно, принцип изобретения остается тем же самым, но формы вариантов осуществления и подробности конструкции могут значительно варьироваться относительно тех, которые описаны и проиллюстрированы, без выхода тем самым за объем патентных притязаний настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнетронного напыления покрытий на движущуюся металлическую проволоку | 2022 |
|
RU2788878C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ОПТИЧЕСКИХ ПОКРЫТИЙ | 2005 |
|
RU2312170C2 |
| Способ нанесения тонких металлических покрытий | 2016 |
|
RU2712681C1 |
| МЕТАЛЛИЧЕСКАЯ ПРОВОЛОКА, ПОКРЫТАЯ СЛОЕМ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И ПРЕДНАЗНАЧЕННАЯ ДЛЯ АРМИРОВАНИЯ ЭЛАСТОМЕРНЫХ МАТЕРИАЛОВ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2338618C2 |
| ИЗДЕЛИЕ С МЕТАЛЛИЧЕСКИМ ОСНОВНЫМ ТЕЛОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2168558C2 |
| МЕТАЛЛИЧЕСКАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2764256C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ИЗ МАТЕРИАЛА, ПОДВЕРЖЕННОГО АКТИВНОМУ ОКИСЛЕНИЮ В АТМОСФЕРЕ ВОЗДУХА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757882C1 |
| МЕТАЛЛИЧЕСКАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2764252C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1993 |
|
RU2098206C1 |
| СПОСОБ НАНЕСЕНИЯ НА СТЕКЛЯННЫЕ ИЗДЕЛИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2021 |
|
RU2777094C1 |
Группа изобретений относится к устройству для нанесения антикоррозионного покрытия на металлическую проволоку плазменно-импульсным осаждением, способу нанесения антикоррозионного покрытия с использованием указанного устройства и к металлической проволоке, покрытой антикоррозионным покрытием. Указанное устройство содержит камеру плазменного осаждения, имеющую герметичные входной и выходной каналы, выполненные с возможностью поддерживания пониженного давления внутри камеры плазменного осаждения при прохождении через них металлической проволоки, проходящей через камеру плазменного осаждения. В камере плазменного осаждения расположен по меньшей мере один генератор плазменных пучков. Для поступательного протягивания металлической проволоки через камеру плазменного осаждения используют транспортную систему. Обеспечивается однородное наслоение материала мишени на поверхность проволоки. 3 н. и 8 з.п. ф-лы, 2 ил.
1. Устройство для нанесения антикоррозионного покрытия на металлическую проволоку плазменно-импульсным осаждением, содержащее камеру (14) плазменного осаждения, имеющую герметичный входной канал (16) и герметичный выходной канал (18), выполненные с возможностью поддерживания пониженного давления внутри камеры (14) плазменного осаждения при прохождении через них металлической проволоки (12), вводимой из герметичного входного канала (16) и проходящей через камеру (14) плазменного осаждения до герметичного выходного канала (18), по меньшей мере один генератор (30) плазменных пучков (32), расположенный в камере (14) плазменного осаждения, для осаждения материала мишени (34) на наружной поверхности металлической проволоки (12) на ее участке между герметичным входным каналом (16) и герметичным выходным каналом (18) и транспортную систему (40) для поступательного протягивания металлической проволоки (12) через камеру (14) плазменного осаждения.
2. Устройство по п.1, которое дополнительно содержит по меньшей мере одну декомпрессионную камеру (20а, 20b, 20с), расположенную со стороны входного канала (16) камеры (14) плазменного осаждения, для уменьшения разности давлений от давления окружающей среды до пониженного давления в камере (14).
3. Устройство по п.2, в котором каждая декомпрессионная камера (20а, 20b, 20с) выполнена с возможностью протягивания через нее металлической проволоки (12), которую поступательно вводят в нее через соответствующие герметичные входные каналы (22а, 22b, 22с).
4. Устройство по любому из пп. 1-3, которое дополнительно содержит по меньшей мере одну компрессионную камеру (24а, 24b, 24с), расположенную со стороны выходного канала (18) камеры (14) плазменного осаждения, для уменьшения разности давлений между пониженным давлением в камере (14) и давлением окружающей среды.
5. Устройство по п.4, в котором каждая компрессионная камера (24а, 24b, 24с) выполнена с возможностью протягивания через нее металлической проволоки (12), которую поступательно выводят из нее через соответствующие герметичные выходные каналы (26а, 26b, 26с).
6. Устройство по любому из пп. 1-5, которое дополнительно содержит колебательную систему, обеспечивающую возможность колебания металлической проволоки (12) относительно ее продольной оси во время ее прохода через камеру (14) плазменного осаждения.
7. Устройство по любому из пп. 1-6, которое дополнительно содержит колебательную систему, обеспечивающую возможность колебания по меньшей мере одного генератора (30) плазменных пучков относительно продольной оси металлической проволоки (12) во время ее прохода через камеру (14) плазменного осаждения.
8. Устройство по любому из пп. 1-7, содержащее три генератора (30) плазменных пучков, которые размещены радиально отстоящими друг от друга на 120° вокруг продольной оси металлической проволоки (12) в камере (14) плазменного осаждения.
9. Способ нанесения антикоррозионного покрытия на металлическую проволоку плазменно-импульсным осаждением с использованием устройства по любому из пп. 1-8, включающий стадии:
подача металлической проволоки (12) внутрь камеры (14) плазменного осаждения от герметичного входного канала (16) до герметичного выходного канала (18), которые выполнены с возможностью поддерживания пониженного давления внутри камеры (14), с поступательным протягиванием проволоки (12) через камеру (14) плазменного осаждения с помощью транспортной системы (40),
активация по меньшей мере одного генератора (30) плазменных пучков (32) в камере (14) плазменного осаждения для осаждения материала мишени (34) на наружную поверхность металлической проволоки (12) на ее участке между герметичным входным каналом (16) и герметичным выходным каналом (18).
10. Способ по п. 9, в котором металлическую проволоку (12) и/или по меньшей мере один генератор (30) плазменных пучков (32) приводят в колебательное движение относительно продольной оси металлической проволоки (12) во время осаждения материала мишени на наружную поверхность металлической проволоки (12).
11. Металлическая проволока, покрытая антикоррозионным покрытием, нанесенным плазменно-импульсным осаждением способом по п. 9 или 10.
| Устройство для нанесения покрытий в вакууме | 1988 |
|
SU1797629A3 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОВОЛОКИ В ПЛАЗМЕ | 1986 |
|
RU1417502C |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 3314826 A, 18.04.1967 | |||
| МОДУЛИРОВАНИЕ ЭКСПРЕССИИ 11БЕТА-ГИДРОКСИСТЕРОИДНОЙ ДЕГИДРОГЕНАЗЫ 1 ДЛЯ ЛЕЧЕНИЯ ГЛАЗНЫХ БОЛЕЗНЕЙ | 2006 |
|
RU2420582C2 |

