Изобретение относится к области металлургии, конкретнее к обработке металлов совмещенными методами непрерывного литья, прокатки и прессования, и может быть использовано для получения деформированных полуфабрикатов из цветных металлов и сплавов, в том числе электротехнического назначения.
Известны устройства, позволяющие получать изделия совмещенным методом непрерывного литья и прессования металла [Патент РФ 2100136, 1997], включающая печь-миксер, кристаллизатор роторного типа, валок с ручьем и валок с выступом, образующие рабочий калибр, на выходе из которого установлена матрица с клиновидными полостями для ее охлаждения.
Данная установка обеспечивает непрерывность процесса, снижение энергозатрат, стабильные механические свойства пресс-изделий за счет значительных степеней деформации при прессовании, варьирование размеров пресс-изделий. Однако применение такой установки не позволяет обрабатывать малопластичные сплавы цветных металлов, такие, например, как 01417, МЛ5, АК12, АК5, и др. Кроме того, качество пресс-изделий определяется структурой и свойствами литой заготовки, получаемой традиционными методами, при этом из-за низкой пластичности нет возможности обрабатывать литейные сплавы.
Наиболее близким по совокупности существенных признаков является установка для непрерывного литья, прокатки и прессования металла [Патент РФ 67492, 2006], включающая печь-миксер, кристаллизатор, деформирующий узел, состоящим из валка с ручьем и валка с выступом, образующие рабочий калибр, на выходе из которого установлена матрица с клиновидными полостями для охлаждения, которая согласно изобретению имеет электромагнитный кристаллизатор, снабженный питателем и установленный после печи-миксера, после которого расположено правильно-задающие устройство, а за деформирующим узлом последовательно установлены охлаждающее устройство, универсальная прокатная клеть и устройство для намотки изделия, при этом валки выполнены составными и имеют дополнительные калибры.
Однако получение в электромагнитном кристаллизаторе в непрерывном режиме длинномерной заготовки прямоугольного поперечного сечения нетехнологично, поэтому в настоящее время производят слитки небольшого диаметра от 12 до 24 мм круглого поперечного сечения. Прокатка таких заготовок в прямоугольном ящичном калибре возможна только при соблюдении определенных условий, так как неполное заполнение калибра приводит к снижению активных сил трения при прокатке-прессовании и не позволяет реализовать процесс выдавливания пресс-изделия, так как валки проскальзывают и не перемещают металл заготовки к матрице.
Технической задачей изобретения является повышение реализуемости процесса прокатки-прессования за счет увеличения контактного трения на границе валки - заготовка.
Технический результат - повышение эффективности процесса непрерывного литья, прокатки и прессования за счет обеспечения стабильного процесса выдавливания металла вследствие гарантированного заполнения калибра металлом при прокатке, что приводит к расширению технологических возможностей устройства путем возможности обработки малопластичных сплавов и получения деформированных полуфабрикатов с повышенным уровнем механических и электрических свойств.
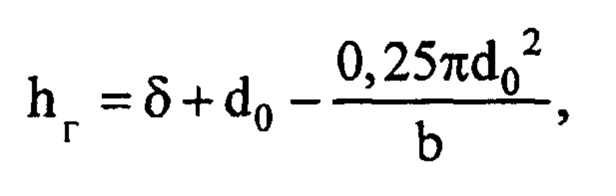
Поставленная задача достигается тем, что установка для непрерывного литья, прокатки и прессования металла, включающая печь-миксер, снабженный питателем электромагнитный кристаллизатор, деформирующий узел, состоящий из валка с ручьем и валка с выступом, имеющих полости для охлаждения, а также матрицы с клиновидными полостями для охлаждения, правильно-задающее устройство, охлаждающее устройство, универсальную прокатную клеть и устройство для намотки изделия, имеет деформирующий узел с зазором между валками δ с ящичным калибром, у которого ширина канавки b валка с ручьем больше диаметра заготовки d0 на 5-15%, а высота гребня hГ валка с выступом рассчитывается по следующей формуле:

Где: hГ - высота гребня валка с выступом; δ - зазор между бочками валков; d0 - диаметр заготовки; b - ширина канавки валка с ручьем.
Конструктивные особенности заявляемой установки по сравнению с прототипом, характеризующиеся отличительными признаками, позволяют получать деформированные полуфабрикаты из литых заготовок круглого поперечного сечения малопластичных металлов и сплавов с высоким уровнем механических и электрических свойств.
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки.
Ширина канавки ящичного калибра больше диаметра круглой заготовки на 5-15%, что позволяет с одной стороны обеспечить беспрепятственную задачу нагретой заготовки в калибр, а с другой контролировать гарантированное заполнение калибра металлом по ширине. При ширине канавки по сравнению с диаметром заготовки меньше 5% вследствие расширения металла при его нагреве затрудняется задача металла в валки и ее захват валками. Для заполнения калибра при разнице между шириной канавки валка и диаметром заготовки больше 15% необходимы большие высотные обжатия при прокатке, что значительно увеличивает энергосиловые затраты при деформации металла.
Наличие на валке с выступом гребня заданной высоты, рассчитываемой по предлагаемой формуле, это необходимо для того, чтобы обеспечить заполнение ящичного калибра металлом по всей контактной поверхности валков. Известно, что для стабильного протекания процесса совмещенной прокатки-прессования заготовки прямоугольного поперечного сечения необходимо, чтобы высотное обжатие при прокатке было не менее 50% (Сидельников С.Б., Довженко Н.Н., Загаров Н.Н. Комбинированные и совмещенные методы обработки цветных металлов и сплавов. М.: МАКС Пресс, 2005). Однако это условие справедливо только для заготовок прямоугольного поперечного сечения, так как при его выполнении металл гарантировано заполняет весь калибр, и активные силы трения, создаваемые контактными поверхностями валков, позволяют создать в зоне прессования давления, необходимые для выдавливания пресс-изделия через матрицу. При прокатке-прессовании заготовки круглого сечения перераспределение металла в калибре происходит неравномерно, и при прокатке калибр может быть заполнен не полностью. Это может приводить к снижению контактных сил трения и, как следствие, к проскальзыванию валков относительно заготовки. В результате процесс прокатки-прессования становится нестабильным и выдавливание металла через матрицу не происходит. Для того, чтобы устранить данный недостаток и обеспечить стабильный процесс выдавливания металла за счет гарантированного заполнения калибра металлом при прокатке, предлагается высоту гребня валка с выступом определять исходя из условия равенства площадей исходной заготовки круглого сечения и площади осаженной заготовки прямоугольного сечения после прокатки в минимальном сечении калибра:
hкb=0,25πd02,
где hк - высота осаженной заготовки после прокатки в минимальном сечении калибра; b - ширина канавки валка с ручьем, d0 - диаметр исходной заготовки круглого поперечного сечения.
Тогда с учетом заданного расстояния между бочками валков (величина зазора между валками) δ, высоту необходимую для реализации процесса прокатки-прессования высоту гребня валка с выступом можно найти по следующей формуле:

где hГ - высота гребня валка с выступом; δ - зазор между бочками валков; d0 - диаметр заготовки; b - ширина канавки валка с ручьем.
Таким образом, между отличительными признаками и решаемой задачей существует причинно-следственная связь. Выполнение установки для непрерывного литья, прокатки и прессования металла, имеющей указанную выше совокупность отличительных признаков, позволяет повысить эффективность процесса непрерывного литья, прокатки и прессования и обеспечивает стабильность процесса выдавливания металла вследствие гарантированного заполнения калибра металлом при прокатке.
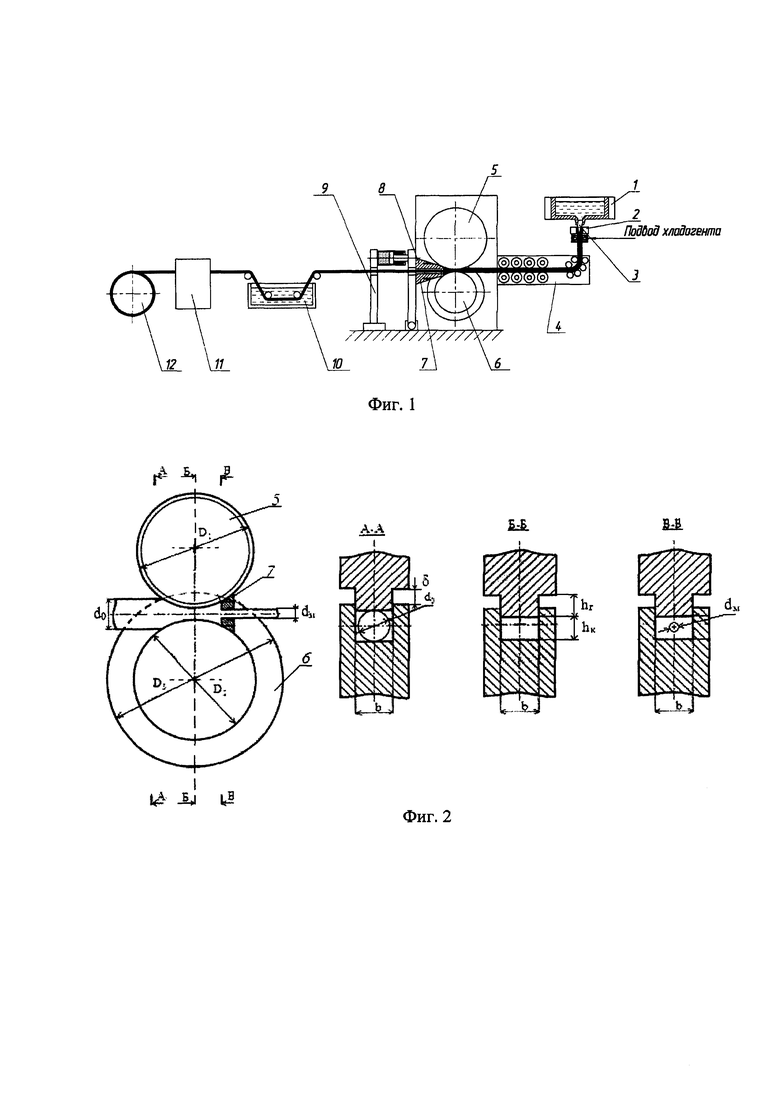
На фиг. 1 показан общий вид установки. На фиг. 2 - изображен очаг деформации при прокатке-прессовании металла с разрезами в разных его частях: А-А - на входе в деформирующий узел, Б-Б - при максимальном высотном обжатии при прокатке, В-В - при выдавливании пресс-изделия из матрицы.
Заявляемое изобретение - установка для непрерывного литья и прокатки-прессования металла включает печь-миксер 1, электромагнитный кристаллизатор 2 с питателем 3, правильно-задающее устройство 4, деформирующий узел, состоящий из валка 5 с выступом диаметром D1 и валка 6 с ручьем диаметром по дну канавки D2 и по реборде D3, имеющих полости для охлаждения (на фиг. на показаны) и образующие закрытый ящичный калибр, перекрытый на выходе матрицей 7 с калибрующим отверстием диаметром dм и клиновидными полостями 8 для ее охлаждения, поджатой к валкам с помощью гидроцилиндра 9. Охлаждающее устройство 10 пресс-изделий, универсальная прокатная клеть 11 и устройство для намотки изделий 12 расположены последовательно после деформирующего узла в соответствии с технологическим назначением установки.
В процессе работы расплавленный металл из печи-миксера 1 поступает в электромагнитный кристаллизатор 2 и через питатели 3 закристаллизовавшийся слиток круглого поперечного сечения изгибается и с помощью правильно-задающего устройства 4 поступает в калибр, образованный валком 5 с выступом и валком 6 с ручьем. Далее заготовка подвергается прокатке при ее высотном обжатии гребнем валка 5, заполняет полностью калибр и выдавливается в виде пресс-изделия через матрицу 7, поджатую гидроцилиндром 9, которая охлаждается с помощью хладогента, поступающего в клиновидные полости 8. Затем полученное пресс-изделий сматывается в бухту на устройстве намотки 12, пройдя перед этим охлаждение в емкости узла охлаждения 10 и калибровочную прокатку в универсальной клети 11.
Пример.
При проведении опытов использовали прототип и заявляемую установку. Длинномерную заготовку круглого сечения диаметром 12 мм из сплава 01417 получали в электромагнитном кристаллизаторе специальной конструкции [Патент РФ на полезную модель №48836, 2005] при температуре 780°С и скорости литья 14,5 мм/с. Получение прутка диаметром 5 мм производили на установке совмещенной прокатки-прессования, созданной на базе прокатного стана ДУО 200 (Сидельников СБ., Довженко Н.Н., Загаров Н.Н. Комбинированные и совмещенные методы обработки цветных металлов и сплавов. М.: МАКС Пресс, 2005), в закрытом ящичном калибре с размерами 14×14 мм. Нагрев валков и матрицы проводили до температуры 100°С и далее заготовку задавали в закрытый калибр валков, которые приводили во вращение со скоростью 4 об/мин.
При использовании прототипа обжатие по высоте составляло 30%, а при использовании заявляемого устройства - 50%. В первом случае процесс прокатки-прессования не был реализован, так как калибр при прокатке был заполнен не полностью, и активных сил трения не хватило, чтобы выдавить металл через матрицу. Во втором случае провели расчеты по предлагаемой формуле и увеличили высоту гребня валка, тем самым увеличив высотное обжатие при прокатке до 50%. В результате процесс выдавливания в этом случае был успешно реализован, а полученные пресс-изделия имели высокий уровень механических и электрических свойств. Механические свойства металла определяли методом испытания на растяжение на универсальной машине LFM 400, при этом полученные данные по условному пределу текучести (σ0,2), временному сопротивлению разрыву (σв) и относительному удлинению (δ) сплава представлены в таблице. Там же приведены данные по удельному электросопротивлению металла (ρ). Из полученного прутка методом волочения изготовили проволоку диаметром 0,5 мм, которая после проведения отжига соответствовала требованиям ТУ 1-809-1038-2018.

Таким образом, использование заявляемой установки по сравнению с прототипом позволяет получать деформированные полуфабрикаты из заготовок круглого поперечного сечения малопластичных металлов и сплавов с высоким уровнем механических и электрических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ МЕТАЛЛА | 1995 |
|
RU2100136C1 |
| Устройство для бесслитковой прокатки и прессования металла | 2019 |
|
RU2724758C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2013 |
|
RU2559615C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ, ПРЕССОВАНИЯ И ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ И ЛИГАТУРНЫХ ПРУТКОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2018 |
|
RU2689460C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2556264C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2018 |
|
RU2701979C1 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2457914C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
Изобретение относится к области металлургии. Установка для непрерывного литья, прокатки и прессования металла включает печь-миксер (1), электромагнитный кристаллизатор (2) с питателем (3), деформирующий узел, правильно-задающее устройство, охлаждающее устройство (10), универсальную прокатную клеть (11) и устройство (12) для намотки изделия. Деформирующий узел состоит из валка (5) с выступом и валка (6) с ручьем, имеющих полости для охлаждения и образующих закрытый ящичный калибр, перекрытый на выходе матрицей (7) с калибрующим отверстием и клиновидными полостями (8) для ее охлаждения, поджатой к валкам с помощью гидроцилиндра (9). При этом ширина канавки валка с ручьем деформирующего узла больше диаметра исходной заготовки d0 на 5-15%, а высота гребня (hГ) валка с выступом рассчитана по формуле hГ=δ+d0-(0,25πd02/b), где δ – зазор между бочками валков, мм, d0 – диаметр заготовки, мм, b – ширина канавки валка с ручьем, мм. Обеспечивается стабильность процесса выдавливания металла за счет заполнения калибра металлом при прокатке. 2 ил., 1 пр., 1 табл.
Установка для непрерывного литья, прокатки и прессования металла, включающая печь-миксер, снабженный питателем электромагнитный кристаллизатор, деформирующий узел, состоящий из валка с ручьем и валка с выступом, имеющих полости для охлаждения, а также матрицы с клиновидными полостями для охлаждения, правильно-задающее устройство, охлаждающее устройство, универсальную прокатную клеть и устройство для намотки изделия, отличающаяся тем, что деформирующий узел с зазором между валками δ имеет ящичный калибр, у которого ширина канавки b валка с ручьем больше диаметра заготовки d0 на 5-15%, а высота гребня hГ валка с выступом рассчитывается по формуле
где hГ – высота гребня валка с выступом, мм;
δ – зазор между бочками валков, мм;
d0 – диаметр заготовки, мм;
b – ширина канавки валка с ручьем, мм.
| Способ сбора крови при убое скота | 1944 |
|
SU67492A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2013 |
|
RU2559615C1 |
| Тиратронный выпрямитель | 1954 |
|
SU128529A1 |
| JP 62197246 A, 31.08.1987 | |||
| JP 54056066 A, 04.05.1979 | |||
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ МЕТАЛЛА | 1995 |
|
RU2100136C1 |
| CN 110802128 A, 18.02.2020. | |||

