Изобретение относится к области совмещенных процессов литья и обработки металлов давлением и может быть использовано для получения сплошных и полых пресс-изделий из цветных металлов и сплавов.
Известно устройство для получения катанки преимущественно из алюминиевых и медных сплавов, называемое литейно-прокатным агрегатом и включающем следующие основные узлы: печь-миксер, роторную литейную машину, прокатный стан и устройство намотки изделий (моталку). Канцельсон М.П. Литейно-прокатные агрегаты для производства катанки из цветных металлов/ Обзор. М. ЦНИИТЭИтяжмаш, 1990 г. 40 с. ил. Металлургическое оборудование. Сер. 1. Вып. 1). Однако применение известного устройства выгодно при большой годовой программе выпуска изделий, так как не позволяет получить продукцию с минимальными затратами на ее изготовление при небольших объемах производства. Данное оборудование используется в основном для получения медной и алюминиевой катанки на многоклетьевых прокатных станах (от 3 до 15 клетей), что требует больших производственных площадей, наличия сложного и энергоемкого оборудования, плавильных печей большой емкости, сложной системы управления агрегата в целом, большого производственного персонала. Кроме того недостатком данного устройства является высокая энергоемкость процесса получения изделия, а также ограниченность сортамента продукции.
Наиболее близким по совокупности существенных признаков является установка для непрерывного прессования металла (патент N 1785459, опубл. 30.12.92, В.И. N 48). Устройство включает два валка, один из которых выполнен с ручьем диаметром d1, а другой диаметром d2 с выступом, образующие рабочий калибр, на выходе из которого на расстоянии L (0,005 - 0,35)d1 установлена матрица, причем отношение диаметров составляет
d1/d2 0,6 1,0.
Данное устройство характеризуется возможностью получения пресс-изделий различного сечения (прутков, профилей, труб и др.). Однако, использование данной установки из-за того, что процессы получения заготовки литьем и последующей обработки металла давлением разделены, а производственный цикл является прерывным, характеризуется достаточно низкой производительностью. Кроме того для деформации требуется предварительный нагрев заготовки, что с одной стороны требует дополнительного оборудования (нагревательных печей, устройств задачи металла в валки), а с другой стороны может привести к ухудшению качестве пресс-изделий из-за появления при дополнительном нагреве окалины (например, для меди и ее сплавов), снижению устойчивости захвата заготовки и повышению энергозатрат из-за наличия между металлом и инструментом окисной пленки. Вследствие нестабильности температурно-скоростного режима деформации возможно проникновение металла в зазор между валками и матрицей, что также является нежелательным явлением процесса.
Основная задача изобретения заключается в создании установки, позволяющей совместить процессы непрерывной разливки металла, обеспечивающие стабильную подачу заготовки в очаг деформации с заданной температурой без использования дополнительного нагрева и непрерывной прокатки-прессования. Это даст возможность увеличить производительность установки, снизить энергозатраты, повысить устойчивость и надежность процесса, исключить потери металла за счет стабилизации температурно-скоростного режима деформации.
Для решение поставленной задачи предлагаемая установка для непрерывного литья, прокатки и прессования металла, включающая два валка, один из которых выполнен с ручьем диаметром d1, другой с выступом диаметром d2, а отношение соответствующих диаметров составляет d1/d2 0,6 - 1,0, образующие рабочий калибр, на выходе из которого на расстоянии L (0,005 0,35)d1 установлена матрица, содержит следующую совокупность отличительных признаков:
отношение диаметров по дну ручья валка d1 и дну ручья кристаллизатора d3 составляет d1/d3 0,2 -0,4;
соотношение высоты калибра H и высоты канавки кристаллизатора H1 находится в пределах 0,5 0,9.
Совокупность указанных общих существенных признаков дополняют, развивают и уточняют следующие частные отличительные признаки: для повышения надежности работы устройства матрица, размещенная в матрицедержателе, опирающимся на клиновую подкладку и связанная с механизмом ее фиксации, например гидроцилиндром, выполнена с одной или несколькими клиновыми полостями, выходящими на рабочую поверхность и ориентированными параллельно оси канала матрицы с возможностью их охлаждения.
По отношению к прототипу у предлагаемого устройства имеются следующие отличительные признаки. Наличие кристаллизатора роторного типа, имеющего литейную канавку, отношение размеров которой выбрано в определенной зависимости от высоты калибра валкового узла. Предлагаемый диапазон отношения H/H1 0,5 0,9 позволяет гарантировано осуществить непрерывный процесс литья, прокатки и прессования, так как при отношениях H/H1 > 0,9 из-за малых высотных обжатий либо имеет место проскальзывание валков относительно заготовки (потеря устойчивости процесса), либо не происходит достаточной проработки литой структуры при последующей деформации в валках, а при H/H1 <0,5 процесс невозможен из-за невыполнения условий захвата полосы валками при прокатке и больших степеней деформации. Соотношение диаметров по дну ручья калибра и дну литейной канавки выбрано в диапазоне d1/d3 0,2 0,4, что обусловлено следующими причинами. При d1/d3 <0,2 становится существенным различие в окружных скоростях вращения кристаллизатора и валков, что приводит к рассогласованию скоростей выхода полосы в валки и выхода из канавки кристаллизатора, что требует либо специальных устройств (петлеобразователей и т.д.), либо сложной системы автоматизации скоростного режима. Так как литая заготовка имеет небольшое поперечное сечение, регулирование скорости кристаллизации не всегда осуществимо, а скорость валкового узла должна быть максимальной исходя из условия максимальной производительности при прокатке-прессовании. При отношениях d1/d3 > 0,4 осуществление процесса становится затруднительным, так как литая заготовка, характеризующаяся низкой пластичностью, растрескивается при задаче в валки из-за значительного изменения радиуса кривизны.
Наличие клиновых полостей в матрице, расположенных параллельно оси канала матрицы и выходящих на ее рабочую поверхность с возможностью из охлаждения, позволяет исключить такой недостаток прототипа, как образование "уса", то есть проникновения металла в зазор, между матрицей и валками, который может образовываться в процессе прокатки вследствие упругой деформации инструмента. Металл заготовки в начальной стадии процесса, заполнив клиновые полости, интенсивно охлаждается и выполняет роль клина, прижимая контактные поверхности матрицы к валкам и, тем самым, запирает зазор между ними.
Таким образом между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь. Выполнение устройства, главными узлами которого являются кристаллизатор роторного типа и валковый узел, с соотношениями диаметров в диапазоне d1/d3 0,2 0,4 позволяет осуществить непрерывный процесс литья и последующей прокатки-прессования в согласованном скоростном режиме без растрескивания литой заготовки. А выбор соотношения высоты калибра и высоты литейной канавки в диапазоне H/H1 0,5 -0,9 позволяет правильно построить деформационный процесс, осуществив гарантированный захват заготовки и проработку литой структуры с заданными степенями деформации (высотным обжатием при прокатке).
Выполнение в матрице охлаждаемых клиновых полостей специальной конструкции позволяет существенно повысить устойчивость и надежность процесса и исключить потери металла. В целом совокупность отличительных признаков позволяет решить задачу изобретения создание устройства, которое характеризуется более высокой производительностью за счет совмещения литья и последующей прокатки-прессования, то есть сокращения производственного цикла, снижением общей энергоемкости процесса, так как деформация при прокатке-прессовании производится за счет активных сил трения и не требует больших мощностей приводного электродвигателя, а также расширением технологических возможностей устройства за счет расширения сортамента получаемых пресс-изделий.
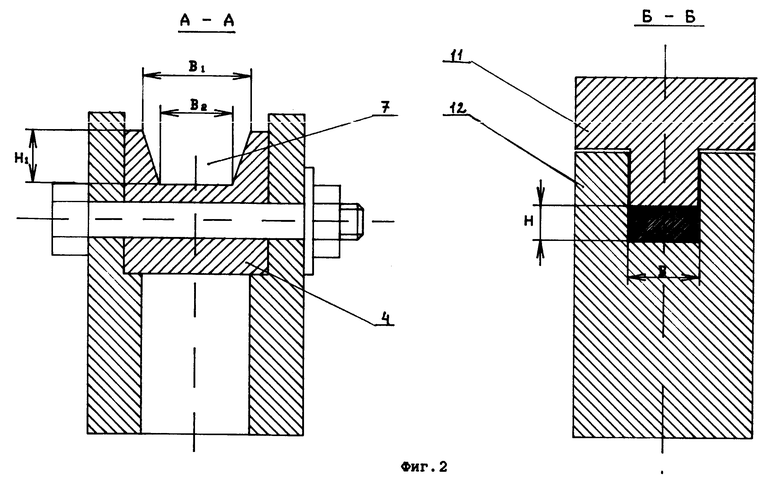
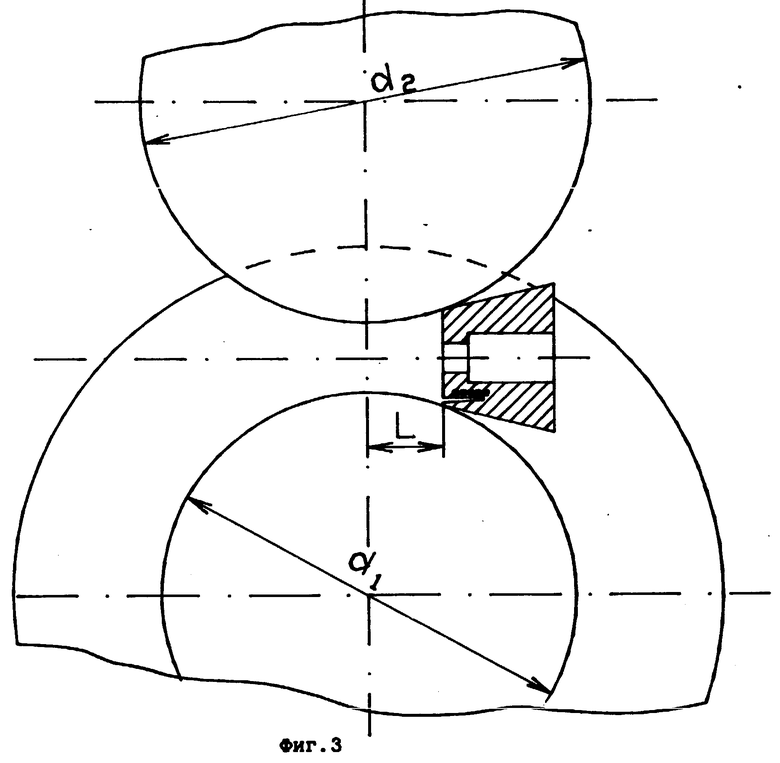
На фиг. 1 показан общий вид устройства; на фиг. 2 показаны колесо кристаллизатора (разрез А-А) и закрытый калибр валкового узла (разрез Б-Б); на фиг. 3 представлен вариант выполнения матрицы с клиновидными полостями.
Изобретение установка для непрерывного литья и прессования металла включает печь-миксер 1 с раздаточной коробкой2, водоохлаждаемый роторный кристаллизатор 3, состоящий из колеса кристаллизатора 4, образующего с бесконечной лентой 5, проходящей через ролики 6, литейную канавку 7. Для охлаждения ленты 5 на кристаллизаторе 4 смонтированы форсунки 8.
Деформирующий узел 9 установки включает направляющий ролик 10, валок 11 с выступом и валок 12 с ручьем, матрицу 13, выполненную с клиновидными полостями 14 водоохлаждаемыми каналами 15, опирающуюся на матрицедержатель 16 и имеющую возможность поджатия к валкам с помощью клинового устройства 17 и гидроцилиндра 18. Узел охлаждения пресс-изделий 19 и моталка 20 расположены последовательно после деформирующего узла в соответствии с технологическим назначением установки.
В процессе работы расплавленный металл из печи-миксера 1 подается в раздаточную коробку 2 с регулирование уровня в автоматическом режиме. Затем, попадая в канавку колеса роторного кристаллизатора 4, перекрытую бесконечной стальной лентой 5, проходящей через ролики 6 и охлаждаемой при помощи форсунок 8, закристаллизовавшийся слиток через направляющийся ролик 10 задается в калибр, образованный валком 11 с выступом и валком 12 с ручьем. Далее заготовка подвергается пластической деформации и готовое пресс-изделие экструдируется через матрицу 13, поджатую через клиновое устройство 17 поршнем гидроцилиндра 18, а затем сматывается в бухту на моталке 20, пройдя перед этим охлаждение в емкости узла охлаждения 19. В начальный период прокатки металл заготовки заполняет клиновидные полости 14, где охлаждается при помощи каналов 15 и прижимает контактную часть матрицы 13 к валкам 11 и 12, выбирая образовавшийся из-за упругих деформаций инструмента зазор между валками 11 и 12 и матрицей 13.
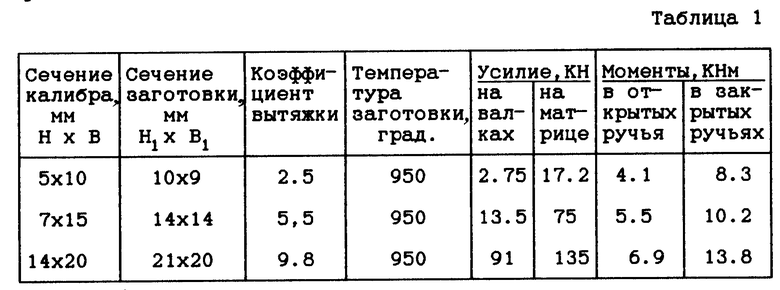
Пример. С помощью предлагаемого и базового устройства прессовали пруток из медного справа М1 диаметром 7,2 мм. Прессование проводили с помощью лабораторной установки на базе прокатного стана ДУО 200 с диаметрами валков по дну ручья d1 200 мм, по выступу d2 240 мм и модельного кристаллизатора с диаметром колеса по дну канавки d3 1000 мм. При этом отношение d1/d3 составляло 0,2. Результаты экспериментов для валков с различным сечением калибра приведены в табл. 1.
При проведении опытов использовали устройство-прототип, при этом время паузы циклического процесса находилось в пределах 2-3 мин. Часовая производительность составила 70 кг. При этом часть металла проникала в зазор между валками и матрицей с образованием "уса". Данный отход привел к тому, что выход годного составил 91% Затем проводили прессование на заявляемой установке, когда литая заготовка подавалась в валки непосредственно из кристаллизатора (пауза отсутствовала), а матрица была выполнена с охлаждаемыми клиновыми полостями.
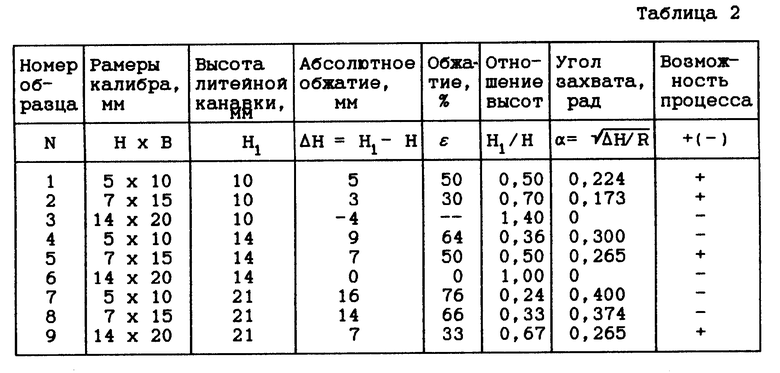
Производительность при этом составила 100 кг/ч, а выход годного 98% Кроме того отсутствовали энергозатраты на дополнительный подогрев заготовки в электрической печи. При проведении опытов отношение высоты калибра и литейной канавки (см. табл. 1) изменялось в пределах 0,5 0,66. Для выявления возможного диапазона изменения отношения H/H1 провели оценку устойчивости процесса аналитическим путем. Результаты расчетов приведены в табл. 2.
Анализ результатов расчета показывает, что ограничивающими факторами при осуществлении процесса являются обжатие и угол захвата, причем в одном случае прокатка невозможна из-за превышения допустимых степеней деформации и угла захвата (образцы 4, 7, 8), а в других из-за отсутствия обжатия (образцы 3,6) и проскальзывания валков относительно заготовки.
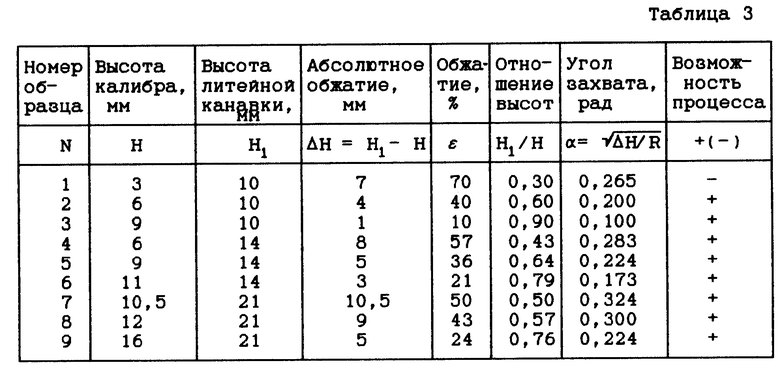
Для уточнения рабочего диапазона отношения H/H1 провели дополнительные опыты, результаты которых представлены в табл. 3.
Таким образом, в результате экспериментальных и аналитических исследований устойчивости процесса было выявлено, что диапазон изменения отношения высот калибра и литейной канавки при условии осуществления процесса должен находиться в пределах H/H1 0,5 0,9. Кроме того при проведении опытов было выявлено, что уменьшение диаметра литейного колеса при прочих равных условиях до 400 мм (d1/d3 0,5) не позволило осуществить процесс прокатки-прессования, так как при выпрямлении литой заготовки и задаче ее в валки произошло растрескивание и нарушение ее сплошности.
Выводы. Использование заявляемой установки по сравнению с прототипом позволяет увеличить производительность процесса в полтора раза, а выход годного на 7% При этом снижаются энергозатраты за счет сокращения расходов на дополнительный нагрев заготовки, а аз счет правильно выбранного диапазона отношений параметров заявляемой установки повышают устойчивость и надежность процесса. В целом это приводит к решению основной задачи изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2014 |
|
RU2556264C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ, ПРЕССОВАНИЯ И ВОЛОЧЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ И ЛИГАТУРНЫХ ПРУТКОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2018 |
|
RU2689460C1 |
| Установка для непрерывного литья, прокатки и прессования металла | 2020 |
|
RU2792327C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2457914C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ КАТАНКИ | 2013 |
|
RU2559615C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2018 |
|
RU2701979C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2519078C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ И ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2334574C1 |
Использование: металлургия, конкретнее совмещенный процесс непрерывного литья и прессования цветных металлов. Сущность изобретения: для увеличения производительности, снижения энергозатрат, повышения устойчивости и надежности процесса, исключения потерь металла за счет стабилизации температурно-скоростного режима деформации установка содержит печь-миксер 1, узел охлаждения 2 и моталку 3. Кроме того, установка включает два валка, образующих рабочий калибр, причем валок 4 выполнен с ручьем, а валок 5 - с выступом. На выходе из калибра установлена матрица 6, а перед валками расположен кристаллизатор 7 роторного типа, диаметр которого в соотношении с диаметром по дну ручья валка составляет соответственно 0,2 - 0,4, а соотношение высоты калибра и высоты канавки кристаллизатора выполнено в пределах 0,5 - 0,9. Матрица может быть выполнена с одной или несколькими клиновыми полостями, выходящими на рабочую поверхность и ориентированными параллельно оси канала матрицы с возможностью из охлаждения. 1 з.п. ф-лы, 3 ил., 3 табл.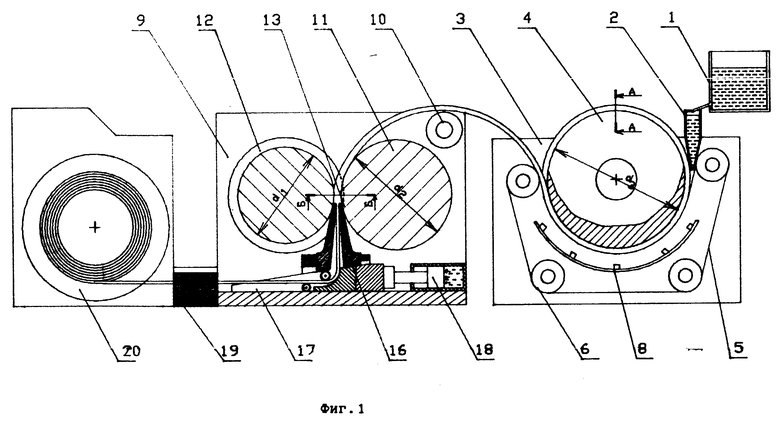
| Канцельсон М.П | |||
| Литейно-прокатные агрегаты для производства катанки из цветных металлов | |||
| - М.: ЦНИИТЭИтяжмаш, с.40 | |||
| SU, патент, 1785459, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
