И 6
(Л
4
to
:о
Изобретение относится к сварке, а имен- ilo к конструкции автоматов для сварки не- rjoBOpOTHbix стыков труб, монтируемых при с варке непосредственно на трубе, и может быть использовано в энергетическом, химическом и других отраслях машиностроения при монтажной сварке трубопроводов.
Целью изобретения является повышение гфоизводительности за счет сокращения вре- крепления автомата на свариваемых 11рубах.
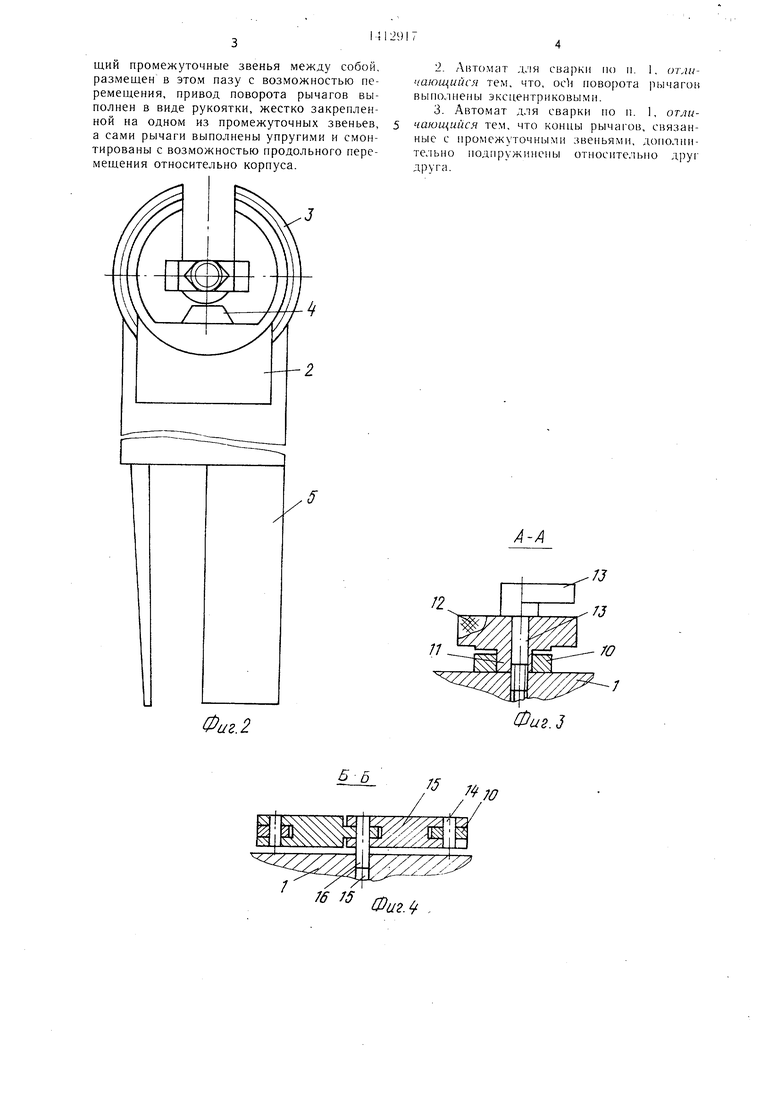
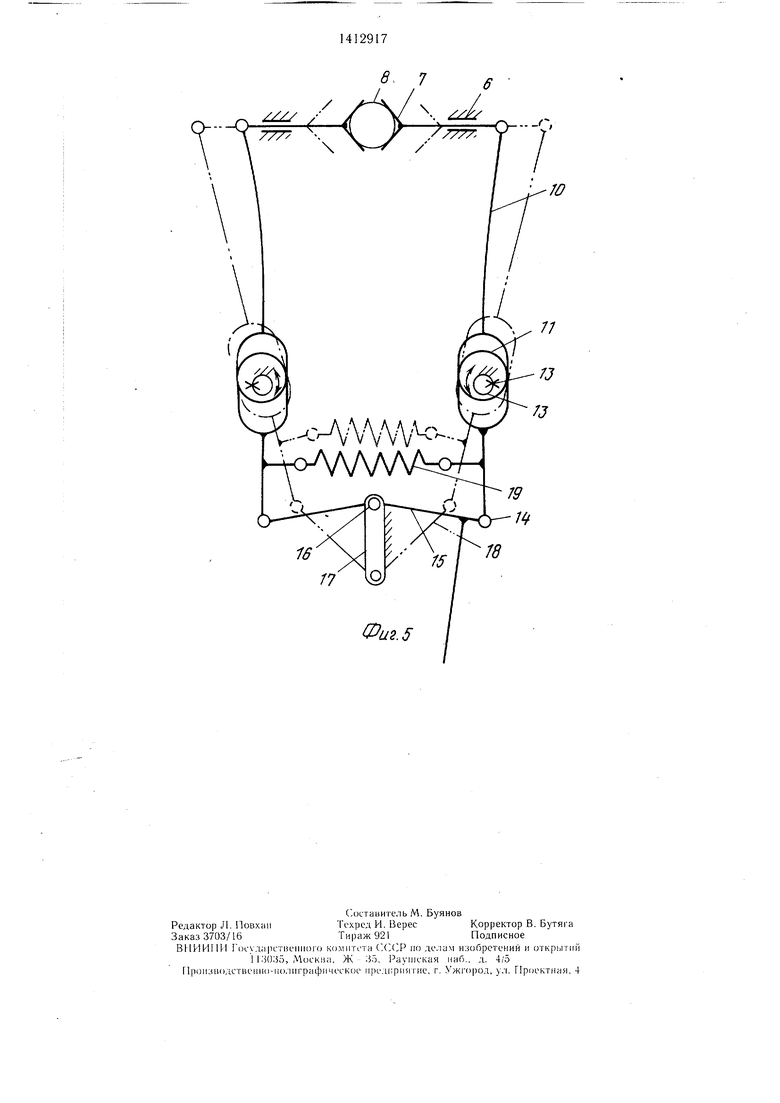
i На фиг. 1 представлен автомат со сторо- i|bi механизма крепления, обший вид; на фиг. 2 - то же, со стороны сварочной го- )елки; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - кинематическая схема механиз 1а крепле1|ИЯ.
.Автомат для сварки неноворотных стыков труб содержит корпус 1, в котором ус- т новлены токоподводяшая ш,етка 2 и план- iiau6a 3 с закрепленным на ней токоприем- н;ым коллектором со встроенной сварочной горелкой 4. Для врапления планшайбы 3 слу- ит привод, встроенный в ручку 5. На корпусе I имеются направляющие 6, в которых :становлень зажимные элементы в виде иризм 7 механизма крепления автомата па т;рубе 8. В призмах 7 закреплены оси 9, соединяющие призмы 7 и рычаги 10. Рычаги 10 ifMoioT возможность качаться в пазах на осях П, представ.чяюЩих одно целое с головка- 12 и имеющих эксцентриситет относи- 1С,ibiK) осей винтов 13, фиксирующих ноло- л-.е.чие (H oii 1 1 и проходящих через них. Дру- i и( концы |)ыча1 ов 10 шарнирно соединены .л ями 14 с нро.межуточными звеньями 15, -ioropi.ie связаны между собой шарниром 16, И)11чем один конец щарнира 16 входит со :,-:кпльжением в паз 17 корпуса. Шарнир 16 Звеньев 15, таким образом, получает возмож- 1юсть перемещения в пределах паза 17. На одном из звеньев 15 закреплена рукоятка 18 механизма поворота рычагов 10, а фиксация положения рукоятки 18 и, следовательно, зажимных элементов 7 производится пружиной 19, закрепленной на рычагах 10. -С целью расщирения диапазона сварки труб различных диаметров без дополнительной настройки рукоятками 12 и повышения надежности фиксации одно или оба плеча рычагов выполнены упругими.
.Автомат рабтает следующим образом.
Призмы 7 устанавливают на диаметр трубы 8 ниже номинального. При повороте эксцентриковых осей 11 рукояткой 12 перемещаются рычаги 10 с призмами 7. Положение рукояток 12 фиксируют винтом 13. За- ге.м устанавливают автомат на свариваемую трубу 8. Наличие удобно расположенной рукоятки 18 механизма крепления автомата позволяет устанавливать его в стесненных условиях монтажа. Держа автомат
за ручку 5, нажимают на рукоятку 18 и переводят ее из положения, показанного на фиг. 5 штрихпунктирной линией, в положение, показанное сплошной линией. Крайнее положение, принимаемое при этом шарниром 16 и ограничиваемое пазом 17, исключает самопроизвольное разжатие механизма, так как центры осей 14 смещены на величину е относительно шарнира 16. Концы звеньев 15 через оси 14 сообщают движение концам
рычагов 10. Последние, упруго деформируясь, поворачиваясь в пазах на осях 11 и перемещаясь в продольном направлении, передают усилие зажима призмам 7, которые закрепляют автомат на трубе 8. Пружина 19
стягивает концы рычагов 10 с щарнирами 14, в результате чего исключается самопроизвольное движение звеньев 15 и фиксируются крайние положения рукоятки 18 и призм 7. После закрепления автомата на трубе 8 включают привод вращения планшайбы 3 со сварочной горелкой 4 и производят сварку. После окончания процесса сварки выключают привод, отводят рукоятку 18. Призмы 7 при этом отходят в нерабочее положение, автомат снимают. Применение механизма привода рычагов в виде быстродействующего затвора сокращает время крепления автомата на трубе. При закреплении автомата на трубе упругие рычаги равномерно деформируются, при этом ось трубы остается неподвижной и совпадает с
центром вращения планшайбы. Применение упругих рычагов позволяет без дополнительной настройки крепить автомат на трубах различных диаметров. Равномерность деформирования упругих рычагов обеспечивает высокую точпость центриро.вания автомата на трубе, в результате чего стабилизируется длина дуги во время сварки и, в целом, улучшается качество сварочных работ.
40
Формула изобретения
1. Автомат для сварки неповоротных стыков труб, содержащий корпус с направляющими, планшайбу со сварочной горелкой,
45 механизм крепления автомата на трубе, включающий двуплечие рычаги, установленные на корпусе с возможностью поворота, зажимные элементы, расположенные в направляющих корпуса и шарнирно связанные с концами рычагов, и два промежу50 точных звена, одними концами связанные между собой, а другими - со свободными концами рычагов, и привод поворота рычагов, отличающийся тем, что, с целью повышения производительности за счет сокращения времени крепления автомата на сва55 риваемых трубах, в рычагах выполнены продольные пазы, оси поворота рычагов размешены в указанных пазах, в корпусе также выполнен паз, шарнир, связываю0 8.2
Фи2.3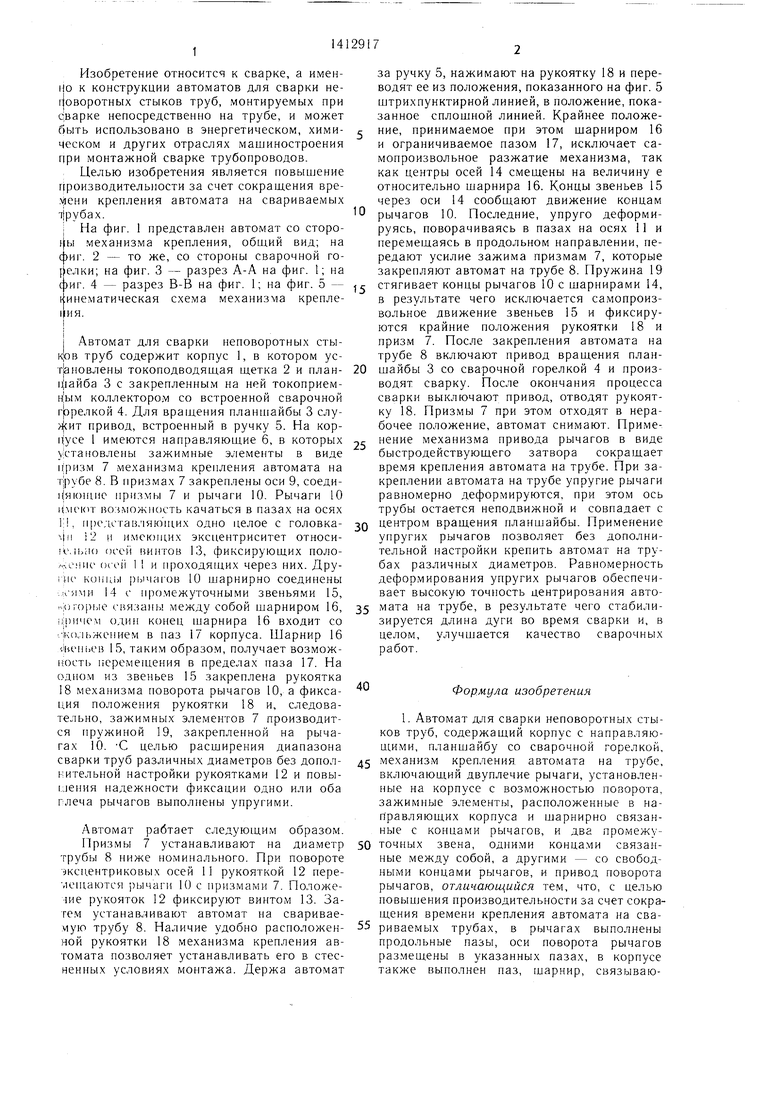
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU342745A1 |
| Автомат для сварки неповоротных стыков труб | 1976 |
|
SU593865A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
Изобретение относится к сварке и может быть использовано в энергетическом, химическом и других отраслях машиностроения при монтажной сварке трубопроводов. Цель изобретения - повышение производительности за счет сокращения времени крепления автомата на трубах. Автомат содержит корпус 1, на котором размещены планшайба со сварочной горелкой и механизм крепления автомата на трубе 8. Механизм крепления включает поворотные )ыча- ги 10, на одних концах которых закреплены призмы 7, а другие концы рычагов связаны между собой промежуточными звеньями 15 с шарниром 16 и пружиной 19. На одном из звеньев 15 закреплена рукоятка 18. При повороте рукоятки 18 рычаги 10 поворачиваются на осях 11, шарнир 16 перемещается по пазу 17 и проходит мертвую точку. Рычаги 10, упруго из|-ибаясь с помощью призм 7, фиксируют автомат на трубе 8. 2 3. п. ф-лы, 5 ил.
55
76 J5 гп /
Ц}и2. .
0
vc..-..
/;
U2.5
| Устройство для сварки неповоротных стыков труб | 1980 |
|
SU959959A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
