Изобретение относится к способу обработки твердых полимерных частиц поликонденсата с использованием мультиротационной системы.
Основная проблема при обработке поликонденсатов, в частности, гидролизующихся пластиков, таких как PET, в процессе экструзии заключается в том, что для получения однородного полимерного расплава, который можно обрабатывать дальше, требуется определенное время пребывания и определенное внесение тепла в единицу времени, но, с другой стороны, именно внесение тепла во время цикла обработки вызывает гидролитическое разложение пластика, если он содержит влагу. Однако именно в процессах вторичной переработки полная сушка твердого вещества перед введением в процесс экструзии была бы экономически невыгодной, поэтому PET, возвращаемый на вторичную переработку, всегда является влажным. Поэтому твердый пластик, имеющий остаточную влагу, вводят в экструдер, расплавляют и дегазируют, чтобы удалить воду в виде конденсата и тем самым остановить гидролитическое разложение или даже запустить обратную реакцию, повышающую вязкость.
Значительное улучшение в этой связи представляет собой мультиротационная система, описанная в WO 2003/033240 A1, которая содержит шнек, который между зоной подачи дозирования для введения и расплавления пластика и зоной выгрузки содержит так называемое мультиротационное устройство. Эта зона имеет заметно больший диаметр, чем другие зоны, и, кроме того, содержит несколько вращающихся вспомогательных шнеков. С мультиротационной системой достигается значительное повышение эффективности дегазации по сравнению с одношнековыми и двухшнековыми системами. Как результат, время пребывания полимерного расплава в полиротационном устройстве может удерживаться очень коротким.
Однако остается проблема в том, что при повышенном влагосодержании уже в зоне дозирования начинается активное гидролитическое разложение, которое позже часто невозможно компенсировать в полиротационном устройстве. Во всяком случае, потенциал, которым обладает полиротационное устройство в отношении повышения характеристической вязкости, может использоваться в процессе в целом лишь для полного или частичного устранения предшествующего ущерба, но без какого-либо улучшения свойств обработанного пластика по сравнению с исходными свойствами.
Чтобы уменьшить время пребывания пластика в зоне дозирования, шнеки должны вращаться быстрее, что, с другой стороны, приводит к увеличению сдвиговых усилий и повышает внесение тепла в единицу времени. Это, в свою очередь, способствует процессу химического разложения и дополнительно повреждает пластик из-за действия сдвига. Правда, теоретически можно было поддерживать число оборотов шнека низким и сделать зону дозирования короткой. Однако в таком случае внешняя мощность нагрева в секции экструдера должна быть значительно увеличена, чтобы пластик вообще мог расплавиться, чтобы могли войти даже продукты краевого подгорания пластика. Единственный известный выход из описанной дилеммы состоит в более интенсивной поточной предварительной сушке вводимого твердого материала перед его подачей в экструдер с соответствующими нежелательными затратами времени и средств.
Таким образом, задача изобретения состоит в том, чтобы разработать способ обработки твердых полимерных частиц поликонденсата с помощью мультиротационной системы, который тормозит или предотвращает снижение характеристической вязкости в процессе обработки или даже повышает характеристическую вязкость.
Согласно настоящему изобретению, указанная задача решена способом с признаками пункта 1 формулы изобретения. Для осуществления способа предлагается усовершенствованная мультиротационная система по пункту 8.
Согласно изобретению, неожиданно было установлено, что заметное улучшение в отношении описанной проблемы достигается за счет отступления от традиционных представлений специалиста о процессе дозирования в экструдере. В соответствии с обычными профессиональными представлениями, важным параметром является, например, давление в экструдере, которое влияет на характеристики плавления. Кроме того, до сих пор всегда ставилась цель переводить на следующую стадию обработки только полностью расплавленный и гомогенизированный полимерный расплав.
Изобретение идет здесь совсем иным путем. Ключевой особенностью способа согласно изобретению является то, что полимерный расплав при переходе из зоны загрузки и дозирования еще содержит заметную долю нерасплавленных полимерных частиц. Доля твердых веществ составляет по меньшей мере 5%, предпочтительно даже более 10%. Верхнюю границу содержания твердых веществ следует выбирать на уровне от 40% до 50%. Поскольку согласно изобретению допускается неполное расплавление и гомогенизация пластика перед его дегазацией, можно уменьшить внесение тепла в зону дозирования, например, за счет уменьшения внешнего обогрева, более медленного вращения шнека, более короткой конструкции первой секции экструдера и/или внутреннего охлаждения шнека.
Следующее преимущество состоит в том, что расплавление еще твердых полимерных частиц происходит в основном путем ударного нагрева во второй секции экструдера, в частности, непосредственно перед отверстиями корпуса, к которым подсоединен вакуумный отсос. Ударный нагрев достигается путем направления полимерного расплава с еще твердыми частицами через приводные валы вспомогательных шнеков. Они входят в зубчатое зацепление в полости корпуса. В результате прохождения твердых частиц через зацепление создается высокое локальное трение и сплющивание, что не только очень быстро пластифицирует оставшиеся твердые частицы, но и дополнительно нагревает уже расплавленную часть массы, находящуюся вблизи. Поскольку зубья не покрывают всю окружность полиротационного устройства, через зубчатые зацепления проходит не весь объем полимерного расплава, но образуются также потоки через байпасы. Однако действие локального ударного нагрева распространяется и на соседние участки зубчатого зацепления.
Устанавливая длину ведущих шестерен, в частности, по отношению к общей длине полиротационного устройства или зоны дегазации как его важной технологической части, можно влиять на степень ударного нагрева. Таким образом, согласно изобретению предпочтительно используется полиротационный экструдер, у которого передаваемый на вспомогательный шнек вращательный момент образует лишь нижнюю границу длины шестерни, длина шестерни может быть выбрана значительно большей, чем требуется, чтобы достичь и усилить вышеописанные эффекты. Особенно подходящими оказались соотношения длин от 1:40 до 1:6, при этом длина шестерни относится к длине следующей непосредственно за приводом зоны дегазации.
Ударный нагрев имеет место непосредственно перед входом полимерного расплава в зону вакуумной дегазации. Это означает, что время пребывания существенно нагретого и теперь полностью расплавленного пластика, который все еще содержит влагу до входа в зону дегазации, пренебрежимо мало, так что время воздействия влаги на полимерный расплав сокращается до минимума.
Наконец, изобретение отступает от взглядов, что плавление и гомогенизация пластика в экструдере должны всегда производиться при высоком давлении. Фактически в способе согласно изобретению высокое давление имеется только в области переходного конуса между первой и второй секциями экструдера. За ней в непосредственной близости находится область зубчатой передачи и примыкающая к ней, в свою очередь, зона воздействия вакуума. Это означает, что относительно высокое противодавление, которое все еще имеется в переходном конусе, уже будет полностью сброшено после короткого пути вдоль оси шнека, составляющего значительно меньше половины, в частности, менее 20% длины полиротационного устройства. Уже в области зубчатого привода вспомогательных шнеков, где происходит ударный нагрев, давление полимерного расплава почти полностью сброшено; оно снижено там по меньшей мере до такого остаточного давления, которое уже не имеет никакого значения для процесса пластификации. В этом контексте в способе согласно изобретению "пластификация без давления" твердых частиц, увлеченных с полимерным расплавом, действует в области зубчатого зацепления вспомогательных шнеков и на последующих участках длины до входа в вакуумное окно.
Если говорить в двух словах, в первой секции экструдера создается квазипереохлажденный полимерный расплав, так как там еще не весь объем был нагрет до температуры выше температуры плавления обрабатываемого пластика. Переохлажденный полимерный расплав дополнительно нагревается очень короткое время перед входом в зону вакуума настолько, чтобы оставшиеся частицы расплавились и при этом выделили запасенную остаточную влагу. Вода, испаряющаяся из оставшихся частиц, всасывается сразу после этого в зону вакуума еще до того, как она сможет проявить свой гидролизующий эффект.
В результате достигаются следующие существенные эффекты, которые при реализации способа согласно изобретению значительно снижают гидролитическое разложение полимерного расплава и повреждение полимерного расплава из-за сдвиговых усилий во время обработки:
- если вода выделяется при расплавлении в первой секции экструдера, она может проявлять свое негативное действие только при низком уровне температур, поскольку температура там намеренно поддерживается вблизи температуры плавления. Таким образом, гидролиз по меньшей мере замедляется;
- чтобы уменьшить внесение тепла, можно поддерживать низкую скорость вращения шнека в первой секции экструдера; это также снижает отрицательное влияние сдвига;
- часть содержащейся в полимерных частицах влаги еще не выделяется в первой секции экструдера, но переносится с оставшимся твердым материалом как носителем в следующую секцию. Там выделение и отсасывание происходят почти одновременно;
- хотя полимерный расплав при прохождении через зубчатый привод также испытывает сильный сдвиг, но поскольку сразу за этим начинается влияние вакуума, из-за чего вода удаляется в виде конденсата, и поскольку, кроме того, температура является достаточно высокой, может начаться реакция поликонденсации, что ведет к повышению молекулярного веса, и повреждения снова устраняются.
Чтобы способ согласно изобретению мог быть реализован описанным образом и были достигнуты полезные эффекты, имеется, в частности, управляющий параметр, который необходимо целенаправленно контролировать и, при необходимости, корректировать. Речь идет о ширине зазора на переходном конусе или связанном с ним противодавлении. Если зазор слишком узкий, противодавление возрастает настолько, что пропускная способность шнека экструдера в первой секции экструдера недостаточна для проведения постоянного объемного потока во вторую секцию экструдера. В этом случае время пребывания в первой секции экструдера резко увеличится, чего как раз и следует избегать.
С другой стороны, слишком широкий зазор повышает скорость течения в первой секции экструдера. Однако это могло бы привести к смыванию слишком большой доли твердых фракций в следующую секцию, что может вызвать перегрузку привода вспомогательного шнека и привести к засорению или даже повреждению зубчатых шестерен.
Таким образом, целью реализации способа согласно изобретению является, с одной стороны, перенос как можно большего количества твердых веществ, чтобы содержащаяся в них влага транспортировалась квазигерметично в следующую секцию и выделялась лишь намного позднее, около отсасывающего отверстия. С другой стороны, долю твердых веществ следует поддерживать на достаточно низком уровне, чтобы не блокировались шестерни или чтобы через них могли проходить даже нерасплавленные частицы и покидать мультиротационную систему на стороне выгрузки.
Подходящая ширина конического зазора может задаваться конструктивно в зависимости от ожидаемой вязкости полимерного расплава на переходном конусе или устанавливаться неизменной перед проведением процесса.
В предпочтительной для осуществления способа мультиротационной системе с признаками по п. 8 ширина зазора может регулироваться в ходе процесса через осевое смещение шнека относительно корпуса с помощью регулировочного устройства.
Для этого можно предусмотреть активный блок управления, который в зависимости от давления перед переходным конусом, измеренного по меньшей мере одним размещенным перед переходным конусом в зоне дозирования датчиком давления, управляет исполнительным механизмом, таким как гидроцилиндр, и сдвигает шнек. При высоком давлении шнек немного сдвигается вперед в направлении течения, так что зазор расширяется. Если давление падает слишком сильно, происходит принудительное перемещение в обратном направлении.
На практике давление на переходном конусе мультиротационной системы сильно колеблется и достигает значений от 20 бар до 150 бар. В желаемом нормальном режиме давление предпочтительно составляет от 40 бар до 60 бар.
Например, для мультиротационной системы с диаметром загрузочного шнека 130 мм и диаметром ротора 225 мм ширина зазора в полиротационном устройстве типично составляет, например, 5-10 мм, при этом предусмотрено дополнительное регулирующее перемещение к обеим сторонам, чтобы можно было отреагировать на динамически изменяющиеся рабочие условия.
Одной простой, но эффективной мерой является поддерживать шнек на корпусе с помощью по меньшей мере одного пружинного элемента, в частности, тарельчатой пружины. Пружинный элемент испытывает растягивающую нагрузку, потому что шнек в мультиротационной системе из-за давления на конце зоны дозирования, которое действует на конус, всегда опирается на вход. В результате шнек прижимается не ко входу, как это обычно имеет место в одношнековых экструдерах, а к выходу. Кроме того, следует учитывать, что пружинный элемент может находиться только снаружи деталей, проводящих полимерный расплав, и поэтому не может быть размещен на стороне выгрузки. Напротив, пружинный элемент должен располагаться у привода для вращения шнека и, так сказать, удерживать его у корпуса, в результате чего он подвергается растяжению. Пружинный элемент находится между стационарной частью и совместно вращающейся частью. Стационарная часть посредством резьбы соединена с приводом, при этом резьба позволяет перемещаться по оси всей конструкции шнека. Если противодавление на переходном конусе между первой и второй секциями экструдера увеличивается слишком сильно, шнек экструдера смещается вперед в осевом направлении, так что удерживающий зазор расширяется. Напротив, снижение противодавления снова ведет к сужению зазора из-за силы натяжения пружины. В результате устанавливается равновесие между силой натяжения пружины и движущей силой, вызванной противодавлением, действующим на переходный конус. Из-за большой массы и вязкости полимерного расплава образуется пружинно-демпферная система, не требующая дополнительных демпфирующих элементов и достаточно инертная, чтобы избежать вибраций.
Далее изобретение подробнее поясняется на чертежах. На чертежах показано, в частности:
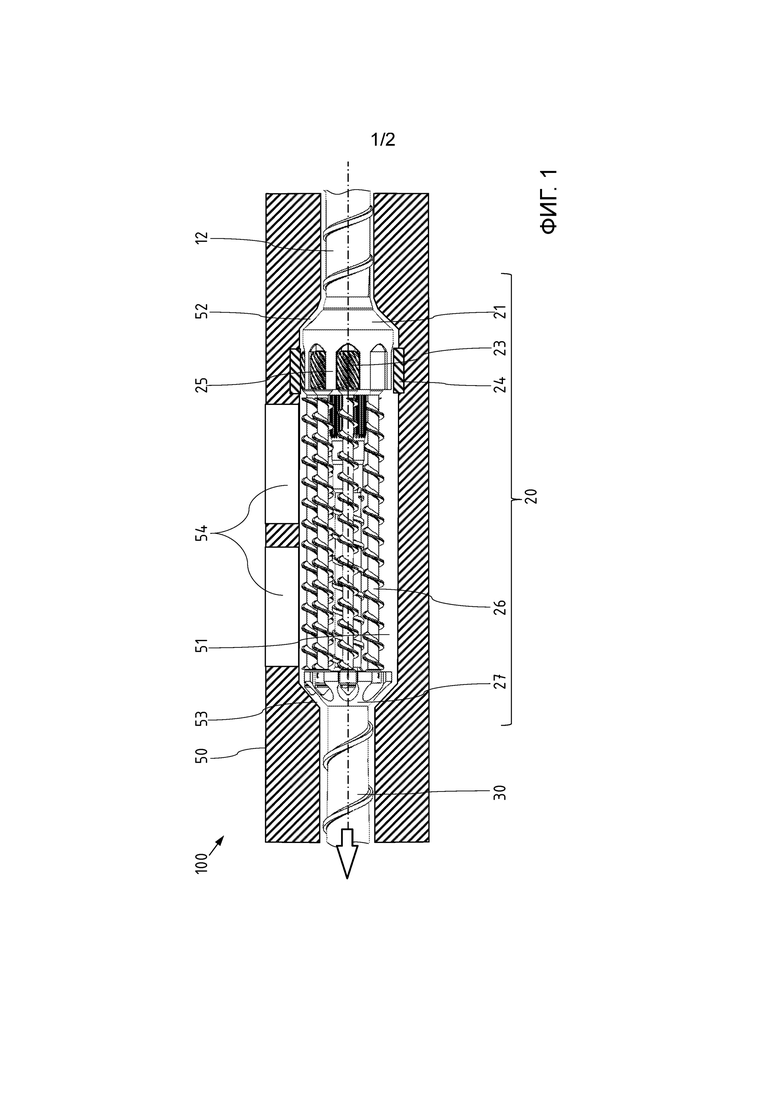
фиг. 1: фрагмент вида в сечении мультиротационной системы и
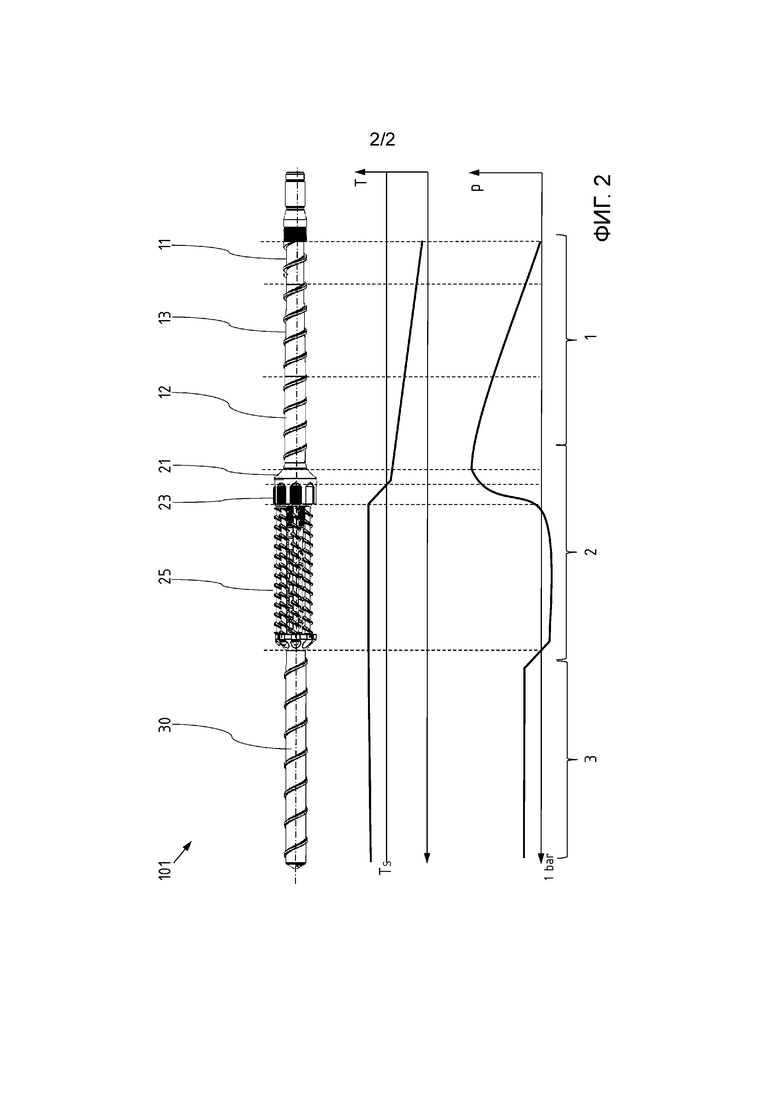
фиг. 2: шнек в виде сбоку, а также кривая изменения давления и температуры по его длине.
На фиг. 1 показан фрагмент известной мультиротационной системы 100. В полости 51 корпуса 50 находится шнек, который разделен на различные зоны. Между зоной 12 дозирования, служащей для гомогенизации введенных ранее и по меньшей мере частично расплавленных полимерных частиц, и зоной 30 выгрузки, из которой отводится полностью обработанный полимерный расплав, находится полиротационное устройство 20. Оно имеет следующие существенные признаки:
- на переходе от зоны 12 дозирования образован переходный конус 21; в направлении корпуса 50 образуется конический зазор 52;
- далее следует приводная зона, в которой шестерни 23 вспомогательных шнеков 26 движутся в соединенном с корпусом поворотном круге 24 с внутренними зубьями 24. Между шестернями 23 имеются проходы 25;
- вспомогательные шнеки 26 вращаются сами по себе, когда шнек экструдера как целое поворачивается и, следовательно, поворачивается также ротор, на котором они установлены. Они проходят на существенной части длины полиротационного устройства 20 и проходят мимо отверстий 54 в корпусе, через которые прикладывается вакуум;
- вспомогательные шнеки 26 своими передними концами установлены в опоре 27 подшипника, где также предусмотрен конус, чтобы привести в соответствие увеличенный диаметр полиротационного устройства 20 с меньшим диаметром зоны 30 выгрузки. Соответственно, здесь образуется еще один конический зазор 53.
Конструктивная схема мультиротационной системы 100, вообще говоря, известна, она отличается от предлагаемой в изобретении тем, что ширина конического зазора 52 может регулироваться путем смещения по оси всего шнека экструдера относительно корпуса 50, чтобы целенаправленно использовать ширину зазора для регулирования давления и, кроме того, чтобы влиять на долю твердой фракции, которая еще не расплавилась и смывается через переходный конус 21.
Для понимания способа согласно изобретению на фиг. 2 показан качественный ход изменения давления p и температуры T в осевом направлении шнека 101 с различными секциями 1, 2, 3.
В секции 1 подачи и дозирования сначала в зоне 11 подачи вводится твердое вещество. В зоне 13 сжатия создается давление. В следующей зоне 12 дозирования введенный пластик по меньшей мере частично расплавляется и гомогенизируется. Однако согласно изобретению, расплавляется и гомогенизируется только часть твердого материала, а другая часть, составляющая от 5% до 50%, в частности, от 10% до 40%, остается в полимерном расплаве в виде твердого вещества.
На температурной кривой с фиг. 2 представлена средняя температура расплава, то есть приблизительно средняя температура фракций расплавленного пластика, которые находятся в прямом контакте со шнеком, и фракций, которые контактируют с внутренними стенками корпуса. Однако согласно изобретению, там еще имеются твердые фракции с соответствующей более низкой температурой ядра, так что в результате средняя температура расплава обработанного пластика в секции 1 подачи и дозирования экструдера лежит ниже температуры плавления TS.
Этот способ особенно выгоден для обработки сложных полиэфиров. При этом температура плавления составляет, в зависимости от степени кристаллизации, от 235°C до 260°C.
Чтобы получить настолько переохлажденный полимерный расплав, шнек 101 охлаждается по меньшей мере в секции 1 подачи и дозирования экструдера. Для этого в качестве теплоносителя используется, в частности, масло с начальной температурой от 90° до 130°C. Одновременно обогреваются стенки корпуса, не показанные на фиг. 2, например, до 280°C. Одновременные нагрев и охлаждение в одной и той же секции 1 не противоречат друг другу. Внутреннее охлаждение служит для отвода части вносимой вращением шнека 101 теплой энергии, которой в этом месте аккумулируется больше, чем требуется для процесса. Это связано с тем, что скорость вращения шнека должна соответствовать необходимому числу оборотов секции 2 мультишнекового экструдера, и поэтому не может уменьшаться в секции 1 экструдера. Напротив, обогрев корпуса служит, независимо от доли твердого материала в перемещаемом полимерном расплаве, для образования слоя смазки из расплавленного пластика.
При переходе в мультишнековую секцию 2 экструдера температура немного повышается из-за внесения тепла за счет вращения шнека 101, но при этом средняя температура продвигаемого объема пластика предпочтительно все еще всегда лежит чуть ниже температуры плавления TS. Только в приводной зоне, то есть при прохождении через область 23 ведущих шестерен, температура резко повышается, а именно, становится значительно выше температуры TS плавления полимера. Таким образом, пластик полностью расплавляется именно здесь и доводится до уровня температуры, при которой влага и загрязнения могут быть удалены посредством приложения вакуума, а за счет стимулирования реакции поликонденсации может повыситься характеристическая вязкость.
Дальнейший профиль температуры в секции 3 выгрузки экструдера, за мультишнековой секцией 2 экструдера, не важен для качества обработки, но температура все же всегда выше температуры плавления TS.
Кроме того, на фиг. 2 показана кривая изменения давления полимерного расплав в экструдере по длине шнека 101. В показанном примере шнека 101 в зоне 11 подачи не имеется канавок, так что в результате давление только постепенно повышается к переходному конусу 21.
За переходным конусом 21 на шнеке 101 больше не имеется пружинных элементов, так что сразу же происходит падение давления. В зоне вспомогательных шнеков 26 давление падает до почти нулевого уровня вакуума. Таким образом, в находящейся в направлении потока непосредственно перед ними приводной зоне 23 с шестернями больше не имеется существенного давления, так что ударный нагрев полимерной массы, который имеет там место и который приводит к пластификации оставшихся твердых компонентов, протекает почти без давления.
Изобретение относится к мультиротационной системе для обработки твердых полимерных частиц поликонденсата с использованием. Система (100) содержит по меньшей мере один корпус (50) с полостью (51) корпуса, которая в зоне дегазации имеет по меньшей мере одно отверстие (54) в корпусе, через которое прикладывается вакуум, а также содержащая шнек (101) экструдера, вращающийся в полости (51) корпуса. Причем система (100) содержит по меньшей мере: первую секцию (1) экструдера с по меньшей мере одной зоной (11) подачи и зоной (12) дозирования на шнеке (101) экструдера, вторую секцию (2) экструдера, которая выполнена как мультишнековая секция (2) экструдера с полиротационным устройством (20) и несколькими вращающимися в ней вспомогательными шнеками (26), причем диаметр полиротационного устройства (20) больше диаметра шнека в первой секции (1) экструдера, переходный конус (21), образованный между секциями экструдера (1, 2) на шнеке (101) экструдера, причем между переходным конусом (21) и полостью (51) корпуса образован конический зазор (52), приводную зону (23, 24), находящуюся в направлении потока за переходным конусом (21), с открытыми ведущими шестернями (23) вспомогательных шнеков (26) и секцию (3) выгрузки экструдера. При этом конический зазор (52) выполнен с возможностью регулирования путем осевого смещения шнека (101) экструдера относительно корпуса (50), по меньшей мере один датчик давления размещен перед переходным конусом (21) в зоне (12) дозирования, шнек (101) экструдера выполнен с возможностью осевого смещения относительно корпуса (50) с помощью регулировочного устройства. Помимо этого, предусмотрен блок управления, соединенный с датчиком давления и регулировочным устройством, причем ширина конического зазора (52) в зависимости от давления в конце зоны (12) дозирования первой секции (1) экструдера регулируется таким образом, что более высокое давление приводит к открытию конического зазора (52), а более низкое давление – к сужению конусного зазора (52). Техническим результатом заявленного изобретения является обработка твердых полимерных частиц поликонденсата, которая тормозит или предотвращает снижение характеристической вязкости в процессе обработки или даже повышает характеристическую вязкость. 6 з.п. ф-лы, 2 ил.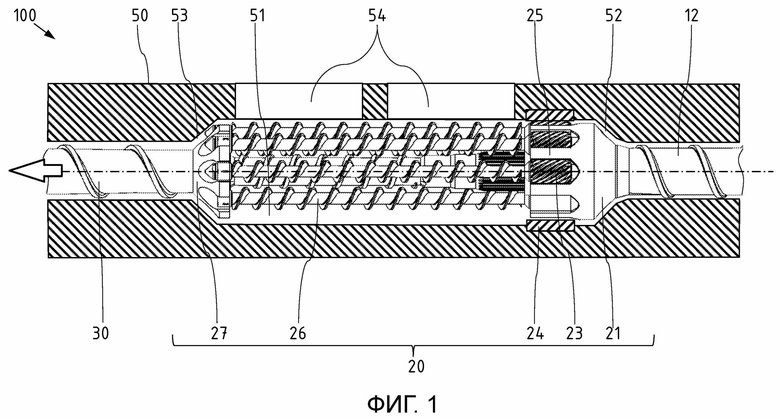
1. Мультиротационная система (100) для обработки твердых полимерных частиц поликонденсата, содержащая по меньшей мере один корпус (50) с полостью (51) корпуса, которая в зоне дегазации имеет по меньшей мере одно отверстие (54) в корпусе, через которое прикладывается вакуум, а также содержащая шнек (101) экструдера, вращающийся в полости (51) корпуса, причем мультиротационная система (100) содержит по меньшей мере:
- первую секцию (1) экструдера с по меньшей мере одной зоной (11) подачи и зоной (12) дозирования на шнеке (101) экструдера;
- вторую секцию (2) экструдера, которая выполнена как мультишнековая секция (2) экструдера с полиротационным устройством (20) и несколькими вращающимися в ней вспомогательными шнеками (26), причем диаметр полиротационного устройства (20) больше диаметра шнека в первой секции (1) экструдера,
- переходный конус (21), образованный между секциями экструдера (1, 2) на шнеке (101) экструдера, причем между переходным конусом (21) и полостью (51) корпуса образован конический зазор (52);
- приводную зону (23, 24), находящуюся в направлении потока за переходным конусом (21), с открытыми ведущими шестернями (23) вспомогательных шнеков (26);
- секцию (3) выгрузки экструдера,
отличающаяся тем, что
- конический зазор (52) выполнен с возможностью регулирования путем осевого смещения шнека (101) экструдера относительно корпуса (50),
- по меньшей мере один датчик давления размещен перед переходным конусом (21) в зоне (12) дозирования;
- шнек (101) экструдера выполнен с возможностью осевого смещения относительно корпуса (50) с помощью регулировочного устройства;
- предусмотрен блок управления, соединенный с датчиком давления и регулировочным устройством, причем ширина конического зазора (52) в зависимости от давления в конце зоны (12) дозирования первой секции (1) экструдера регулируется таким образом, что более высокое давление приводит к открытию конического зазора (52), а более низкое давление – к сужению конусного зазора (52).
2. Мультиротационная система (100) по п. 1, отличающаяся тем, что расположенный с возможностью осевого смещения шнек экструдера опирается на находящийся выше по потоку пружинный элемент на корпусе, и шнек амортизируется благодаря вязкости расплава, в котором он находится.
3. Мультиротационная система (100) по п. 1 или 2, отличающаяся тем, что отношение длины шестерен (23) вспомогательных шнеков (25) к осевой протяженности зоны дегазации составляет от 1:40 до 1:6.
4. Мультиротационная система (100) по одному из пп. 1-3, отличающаяся тем, что выше по потоку от зоны (11) подачи предусмотрен пружинный элемент, посредством которого шнек (101) опирается на корпус (50).
5. Мультиротационная система (100) по одному из пп. 1-4, отличающаяся тем, что температура шнека (101) экструдера по меньшей мере в первой секции (1) экструдера поддерживается за счет теплоносителя, текущего во внутреннем канале течения.
6. Мультиротационная система (100) по одному из пп. 1-5, отличающаяся тем, что температура корпуса (50) поддерживается по меньшей мере в первой (1) и второй (2) секциях экструдера.
7. Мультиротационная система (100) по одному из пп. 1-6, отличающаяся тем, что диаметр зоны выгрузки (30) шнека (101) экструдера меньше диаметра полиротационного устройства (20).
| WO 03033240 A1, 24.04.2003 | |||
| СТРОИТЕЛЬНЫЙ МАТЕРИАЛ, УЛОЖЕННЫЙ В СТОПУ БЛОК СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И СПОСОБ ВЫПОЛНЕНИЯ СТРОИТЕЛЬНЫХ РАБОТ СО СТРОИТЕЛЬНЫМ МАТЕРИАЛОМ | 2018 |
|
RU2748358C2 |
| DE 102013003380 B3, 24.07.2014 | |||
| Способ соединения концов хлопчатобумажной тесьмы для привода веретен прядильных и крутильных машин | 1957 |
|
SU113573A1 |
| DE 102005051341 A1, 26.04.2007 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2008 |
|
RU2441752C2 |
| 0 |
|
SU156861A1 | |

