Изобретение относится к экструдеру для повышающей вязкость обработки плавких полимеров с признаками ограничительной части пункта 1 формулы изобретения.
В технологии пластмасс экструдеры применяются для пластификации и первичной обработки полимеров. Если целью является просто пластификация, доступно множество конструкций, как однороторных с одним шнеком экструдера, так и двухроторных с двумя шнеками, причем особая геометрия шнеков ведет к тому, что на одном конце пластмасса загружается в виде твердых частиц, расплавляется и выгружается жидкой. Во многих случаях использования выполняется также гомогенизация и дегазация, чтобы, например, удалить влагу, содержавшуюся в твердых веществах. Недостатком здесь часто является то, что высокие сдвиговые усилия в экструдере приводят к уменьшению длин молекулярных цепочек полимера и, тем самым, к снижению вязкости. Эти эффекты наблюдаются, в частности, в случае высоковязких полимеров. Однако для некоторых областей применения вязкость при пластификации в экструдере не должна снижаться слишком сильно, если для дальнейших процессов переработки требуется определенная вязкость расплавленного полимера. Это относится, например, к вторичной переработке гидролизующихся поликонденсатов, таких как полиэфир (PET), и особенно в связи со сложными процессами дополнительной обработки, как при получении синтетических текстильных волокон.
В документе DE 2237190 A описан экструдер для обработки резиновых смесей, который снабжен шнеком. Дегазация улучшается за счет того, что в области отсасывания диаметр шнека увеличен, при этом глубина нарезки резьбового выступа шнека сохраняется такой же, как в зонах подачи и выгрузки, чтобы обеспечить постоянную пропускную способность. Применение для полимеров, отличных от резиновых смесей, и для целенаправленного влияния на вязкость не обсуждается.
Для пластификации и, прежде всего, для первичной обработки полимеров с одновременным повышением вязкости из патента EP 1434680 B1 известен экструдер с мультиротационной системой (MRS). Этот так называемый MRS-экструдер содержит шнек с многошнековой экструдерной частью, в которой вокруг главного шнека находится несколько приводных планетарных шнеков. Они вращаются со шнеком экструдера как одно целое и при этом одновременно вращаются вокруг их собственных осей. В многошнековой экструдерной части происходит интенсивное перемешивание и увеличивается поверхность, так что в этой области система отсоса газа, находящаяся на корпусе экструдера, является особенно эффективной. Благодаря эффективному отсасыванию значительной части содержащейся в полимере влаги в случае поликонденсатов можно достичь заметного увеличения длины цепи и, таким образом, повышения характеристической вязкости. Так как одновременно удаляются посторонние вещества, MRS-экструдер подходит, в частности, для вторичной переработки PET и позволяет в непрерывном режиме получать напрямую из вторично используемого материала высокочистый PET, который без дальнейшей дополнительной обработки можно использовать для упаковки напитков и продуктов питания.
Хотя с известными MRS-экструдерами можно легко достичь вязкости, необходимой для упаковки напитков и продуктов питания, для использований, при которых требуется PET с еще более высокой вязкостью, существует проблема в том, что и при изменении различных технологических параметров MRS-экструдера устанавливается максимально достижимая предельная вязкость. Таким образом, повышение и снижение вязкости происходят всегда одновременно, причем сначала преобладают эффекты, ведущие к повышению вязкости, но потом в какой-то момент они уравновешиваются противоположными эффектами.
Таким образом, задача изобретения состоит в том, чтобы обеспечить возможность первичной обработки полимерных смесей, в частности, PET, которая позволяет достичь высокой характеристической вязкости, по меньшей мере 0,7 мл/г.
Указанная задача решена посредством экструдера с признаками пункта 1 формулы изобретения.
Неожиданно оказалось, что стратегия, сочетающая отдельные конструктивные особенности MRS-экструдера, хорошо показавшего себя для первичной обработки PET, с известной однороторной схемой для переработки резины, приводит к успеху, а также добавляет еще одно существенное новшество.
Во-первых, предлагаемое изобретением решение базируется на однороторной схеме, то есть на экструдере с единственным шнеком. От имеющихся в известных MRS-экструдерах планетарных шнеков, которые ответственны за основную часть сдвиговых усилий, действующих на полимеры, в изобретении отказываются. Для повышения окружной скорости в области вакуумной вытяжки предусмотрено частичное увеличение диаметра шнека в зоне дегазации. Однако повышение вязкости, которое может быть достигнуто с помощью экструдера согласно изобретению, в основном связано с тем, что зона дегазации разделена на две части и имеет следующие существенные особенности.
Чтобы можно было ссылаться на геометрию шнека, используются следующие обозначения диаметров:
- D1 в зоне подачи/дозирования,
- D2 в зоне выгрузки и
- D2 в промежуточной области, в которой находится также зона дегазации.
Наружный диаметр шнека, который задается внешней кромкой резьбового выступа шнека на валу шнека экструдера, заметно увеличен по сравнению с предшествующей зоной подачи и зоной дозирования, а также по сравнению с последующей зоной выгрузки и составляет по меньшей мере от 1,2 до 2,0 диаметров в этих зонах. Диаметр предпочтительно является по существу постоянным по длине, так что получается цилиндрическая огибающая. Таким образом, соответствующая полость в корпусе может быть легко выполнена, и возможны небольшие осевые смещения между шнеком экструдера и корпусом. Коническая форма предпочтительно имеется лишь в переходных областях перед и после указанных участков шнека.
Наружный диаметр сердечника вала, напротив, сильно меняется на двух участках зоны дегазации: в то время как в верхней по течению начальной области он также является большим, из-за чего получается малая глубина нарезки между параллельными участками резьбового выступа шнека экструдера, в последующей концевой области он значительно меньше, так что получаются глубокие проходы.
Указанное, по меньшей мере одно, отсасывающее отверстие в корпусе находится там, где глубина нарезки большая. Оно может простираться до места скачкообразного изменения диаметра сердечника вала между начальной и концевой областями.
Расплав, уже пластифицированный в первой части шнека, в начальной области зоны дегазации сильно сжимается, так как там свободный объем в проходах, образованных между резьбовыми выступами шнека, сердечником вала и полостью корпуса, является малым.
Однако в конце зоны дегазации объем намного больше и не может быть почти полностью заполнен поступающим расплавом. Поэтому в месте скачка диаметра сердечника вала происходит резкое расширение расплава в свободный объем. Течение расплава разрывается и приводит к значительному увеличению поверхности расплава, что позволяет отсасывать летучие вещества из расплава.
Мощность привода для экструдера согласно изобретению снижена по сравнению с предшествующим уровнем техники благодаря отсутствию приводных вспомогательных шнеков.
Если выбрать диаметр D2 таким, что D2 > 1,5D1, то в вакуумной камере экструдера, образованной дегазационным патрубком, обеспечивается достижение еще большей площади взаимодействия между расплавом и вакуумом.
Целесообразно, чтобы длина шнека в зоне дегазации составляла 2xD2. Это приводит к максимально возможной поверхности, которая может быть дегазирована через дегазационный патрубок, так что площадь поверхности, на которую может воздействовать вакуум, лишь немного меньше, чем с обычной многошнековой частью экструдера.
Если, например, шаг резьбового выступа шнека во входной области и в зоне дегазации является по существу одинаковым, в зоне дегазации выгодно предусмотреть в шнеке между резьбовыми выступами еще по меньше мере один резьбовой выступ с по существу таким же шагом.
Из-за увеличения диаметра в конце зоны дегазации экструдера резьбовые выступы шнека при том же шаге, что и в зоне подачи/дозирования, находились бы дальше друг от друга, чем в зоне подачи/дозирования или в зоне выгрузки шнека. Благодаря наличию по меньшей мере одного второго резьбового выступа или нескольких резьбовых выступов, которые находятся внутри первого резьбового выступа, на длине шнека в зоне дегазации имеется больше мест для сдвига между корпусом и спиральным резьбовым выступом шнека экструдера, которые могут выполнять работу деформации и работу продвижения, так что поверхность расплава в зоне дегазации еще больше увеличивается.
Однако существует также возможность, что, например, шаг шнека в зоне подачи/дозирования и в зоне выгрузки по существу одинаков, но шаг резьбы шнека в зоне дегазации больше, чем в этих зонах.
В результате резьбовые выступы шнека в зоне дегазации экструдера сближаются. Благодаря этому в расплав можно внести больше энергии от совершенной работы деформации и продвижения, вследствие чего поверхность расплава, контактирующая с вакуумом, увеличивается.
Предпочтительно, чтобы глубина нарезки по меньшей мере одного резьбового выступа шнека экструдера в начальной области зоны дегазации составляла от 1% до 5% от диаметра D2.
Предпочтительно, чтобы глубина нарезки резьбовых выступов шнека в зоне дегазации составляла по меньшей мере 10% от диаметра D2 шнека в зоне дегазации, а глубина нарезки по меньшей мере одного резьбового выступа шнека экструдера в концевой области составляла не менее 20 мм. Но также предпочтительно, чтобы поверхность проходов, образованных между резьбовыми выступами шнека в зоне дегазации, была по меньшей мере в 1,5 раза больше поверхности паза, образованного между витками во входной зоне.
Каждая из этих мер обеспечивает, что проходы между резьбовыми выступами не будут полностью заполнены расплавом. Расплав имеет наибольшую высоту в соответствующем пазе в боковой поверхности резьбовых выступов и падает оттуда вниз и/или может распределяться по большей длине. Кроме того, из-за движения шнека расплав в проходе может также перекатываться. Эти меры также служат для того, чтобы за одно и то же время большая поверхность расплава входила в контакт с отрицательным давлением, установившимся в дегазационном патрубке, чтобы, тем самым, расплав можно лучше дегазировать.
Может быть выгодным, чтобы экструдер при переходе от зоны дозирования к зоне дегазации имел регулируемый дроссель или регулируемую диафрагму, с помощью которых можно настраивать зазор для среза. В результате можно, с одной стороны, обеспечить, что в зону дегазации будет попадать только идеально пластифицированный расплав. С другой стороны, достигается некоторая герметизация, что гарантирует отсутствие проскока пониженного давления во входную область.
Если говорить кратко, изобретение основано на том, что разрыв, турбулентность и перемешивание расплава в зоне отсасывания вызываются не механическими перемешивающими элементами, как в предшествующем уровне техники, а по принципу расширительного сопла, который в изобретении проявляется через резко уменьшающийся диаметр сердечника при одинаковом наружном диаметре резьбы и постоянном внутреннем диаметре полости корпуса в этой области.
Предлагаемый изобретением принцип расширительного сопла в зоне дегазации предусматривает, наряду с описанными механическими воздействиями на расплав, также воздействие на температуру, а именно охлаждение. Создаваемое охлаждение можно использовать в экструдере согласно изобретению различными способами в качестве дополнительного эффекта.
В то время как в случае MRS-экструдеров согласно уровню техники почти всегда необходимо внутреннее охлаждение вала шнека экструдера в зоне дегазации, чтобы компенсировать поступление огромного количества тепла вследствие механического сдвига, согласно изобретению от этого можно отказаться, по крайней мере для концевой области зоны дегазации. Благодаря этому по меньшей мере снижается мощность, потребляемая на охлаждение всего шнека экструдера.
В некоторых ситуациях охлаждение является настолько сильным, что расплав может частично застыть. Чтобы воспрепятствовать этому, в концевой области зоны дегазации можно предусмотреть подогрев. Для этого можно, например, обогревать корпус ленточными нагревателями.
Поскольку, с другой стороны, в экструдере согласно изобретению также все еще имеется интенсивное внесение тепла из-за сдвига в зоне подачи и дозирования, имеет смысл отказаться от использования внешнего регулирования температуры шнека экструдера и вместо этого использовать для регулирования температуры циркуляцию теплоносителя во внутренних каналах шнека, для чего предусмотрен только внешний насос, но нет внешнего теплообменника. Теплоноситель вводится на конце вала в полость внутри шнека, нагревается в зоне подачи и дозирования, а также, возможно, еще в начальной области зоны дегазации, а затем отдает тепло в концевой области на охлажденный расплав, проходящий через глубокие каналы резьбы шнека. Выгрузка происходит на другом конце вала шнека. Возврат к насосу реализуется внешними средствами.
Кроме того, выгодно, чтобы шнек имел каналы для регулирования температуры, в частности, в зоне дегазации, например, в виде периферических каналов или в виде концентрического канала, которые обеспечивают быструю и точную настройку температуры поверхности шнека. Даже резьбовые выступы шнека могут быть выполнены как каналы.
Далее изобретение подробнее поясняется на примере осуществления экструдера, представленном на чертежах. На фигурах подробно показано:
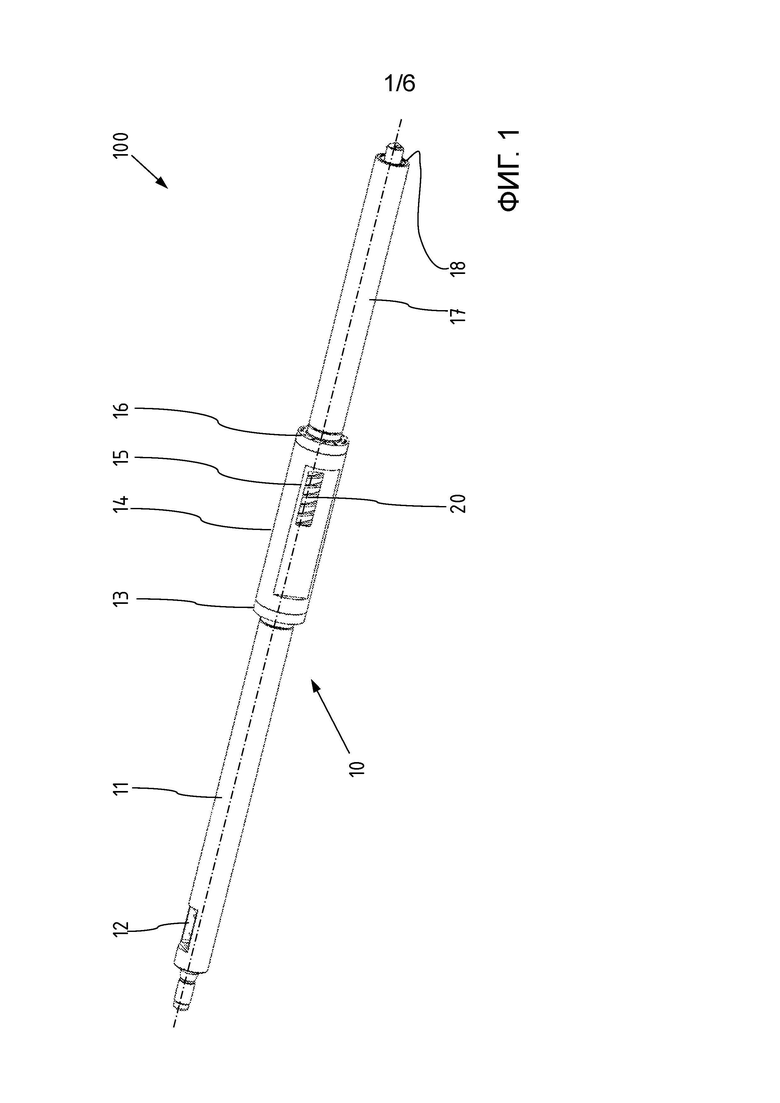
На фигуре 1 показано перспективное изображение экструдера 100 согласно изобретению, при этом концевые опорные и приводные элементы не показаны. Можно видеть, в частности, корпус 10 с внутренней полостью 18 в корпусе, где с возможностью вращения установлен шнек 20 экструдера. Корпус 10 имеет входную область 11 с отверстием 12 для подачи твердых полимерных частиц. За соединительным фланцем 13 следует промежуточная область 14 с увеличенным диаметром, которая имеет по меньшей мере одно отверстие 15 в корпусе, простирающееся до находящейся внутри полости 18 в корпусе. К отверстию 15 в корпусе подсоединено отсасывающее устройство, в частности, вакуумный насос.
За еще одним соединительным фланцем 16 следует концевая область 17 корпуса 10, диаметр которой снова уменьшен и примерно соответствует диаметру начальной области 11. В конце концевой области 17 полость 18 корпуса, выполненная, в частности, как цилиндрическая полость, открыта, так что из этого места может отбираться подготовленный полимерный расплав для дальнейшей обработки.
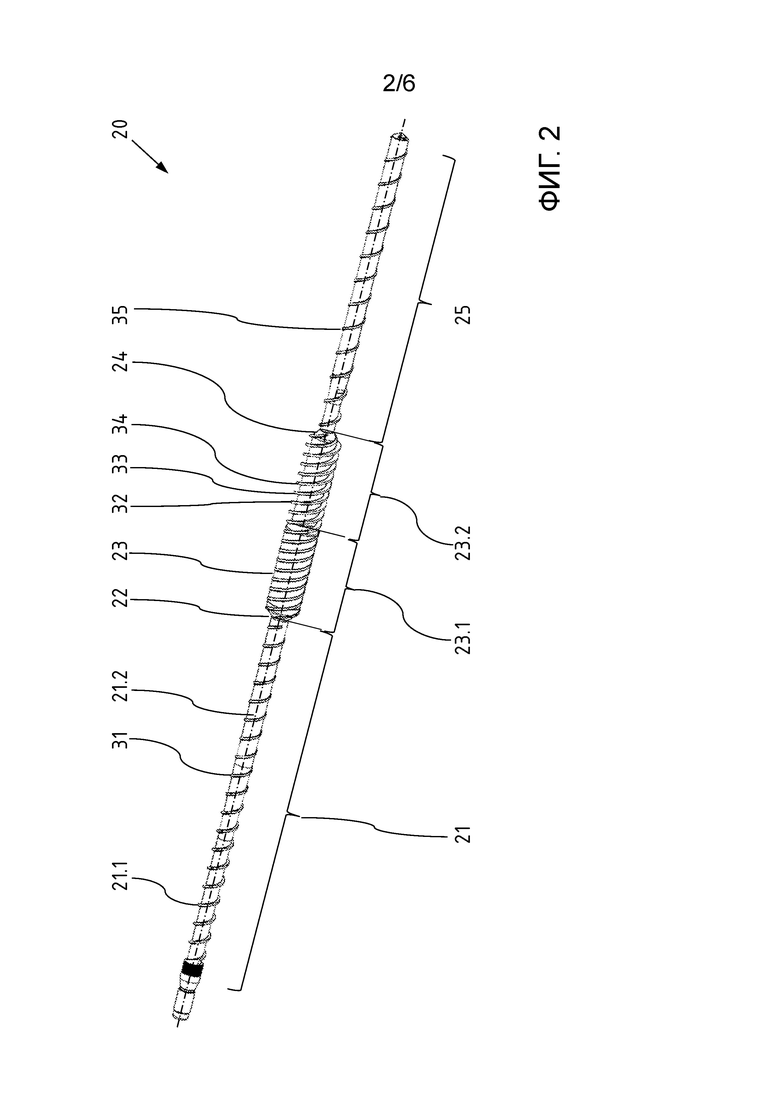
Фигура 2 показывает шнек 20 экструдера в виде в перспективе. Зона подачи 21.1 служит для подачи полимера в форме твердых частиц. К ней примыкает зона дозирования 21.2. Зона подачи 21.1 и зона дозирования 21.2 образуют вместе начальную область (21) диаметров и имеют общий спиральный резьбовой выступ 31 шнека экструдера. Шнек 20 имеет зону выгрузки 25 с таким же или близким диаметром, что и зона подачи 21.1 и зона дозирования 21.2, и также имеет всего один резьбовой выступ 35 шнека экструдера.
Между ними в средней области диаметров находится зона дегазации 23, которая, в свою очередь, разделяется на начальную область 23.1 и концевую область 23.2. В зоне дегазации 23 сердечник вала шнека, диаметр которого меняется по длине, окружен в общей сложности тремя переплетающимися витками шнека 32, 33, 34.
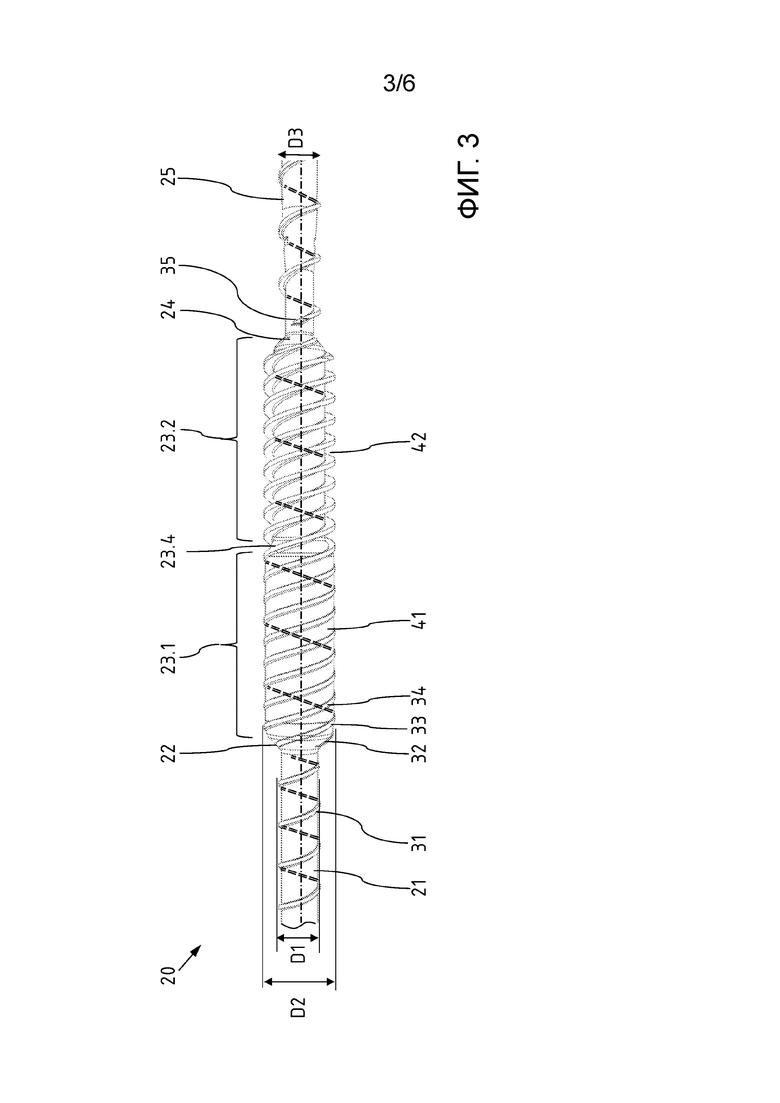
На фигуре 3 этот существенный для изобретения участок шнека 20 экструдера показан в увеличенном виде сбоку, при этом соответствующие наружные диаметры обозначены как D1, D2, D3. Размеры и геометрические соотношения являются, например, следующими:
- в зоне дозирования 21.2 резьбовой выступ 31 имеет относительно малый наружный диаметр D1 110 мм,
- в зоне выгрузки 25 резьбовой выступ 35 имеет наружный диаметр D2, который соответствует 0,8-1,2 наружным диаметрам D1, то есть примерно соответствует D1, но может быть на 20% больше или меньше,
- в зоне дегазации 23 резьбовые выступы 32, 33, 34 шнека имеют одинаковый наружный диаметр D2, который по меньшей мере в полтора раза больше D1, в частности, даже вдвое больше. В показанном примере D2=190 мм.
Таким образом, наружные диаметры D1, D2 и D3 изменяются только между зонами, но в пределах каждой соответствующей зоны 21.2, 23, 25 они постоянны. Между ними образованы конусообразные переходные зоны 22, 24.
Диаметр сердечника вала как в зоне дозирования 21.2, так и в зоне выгрузки 25 по существу не изменяется. Предусмотрены небольшие изменение диаметра сердечника вала и/или шага шнека, обычные в технологии экструзии, чтобы достичь гомогенизации и уплотнения и/или чтобы локально повлиять на скорость течения.
Непосредственно при переходе от зоны дегазации 23 в зону выгрузки 25 диаметр сердечника вала в зоне выгрузки 25 уменьшается по сравнению, например, с диаметром в дальнейшем ходе, так что можно снова набрать давление расплава в зоне выгрузки после того как оно в зоне дегазации опустилось почти до нуля из-за приложенного там вакуума.
Для изобретения важно, чтобы диаметр сердечника вала внутри зоны дегазации 23 резко уменьшался в месте перехода 23.4. Тогда как в начальной области 23.1 зоны дегазации 23 диаметр сердечника вала является большим, а высота резьбовых выступов 32, 33, 34 шнека и, тем самым, высота образованных между ними проходов 41 мала, диаметр сердечника вала в концевой области 23.2 значительно меньше. В приведенном примере у проходов 41 на начальном участке 23.1 глубина нарезки составляет 4 мм, в частности, составляет от 10% до 20% наружного диаметра D2. В концевой области 23.2 у проходов 42 глубина нарезки составляет 32 мм, так что высота проходов 42 там увеличена 3-10 раз по сравнению с проходами 41 в начальной области 23.1.
Двойные пунктирные линии на фигуре 3 используются для обозначения хода резьбовых выступов шнека. В зоне дозирования 21.2 и зоне выгрузки 25 имеется только по одному спиральному резьбовому выступу 31, 35. В зоне дегазации 23 двойные пунктирные линии указывают только ход первого резьбового выступа 32. Четко видно, что эти линии пересекают по два других резьбовых выступа 33, 34 шнека. Таким образом, в зоне дегазации 23 образуется в общей сложности три переплетающихся резьбовых выступа 32, 33, 34.
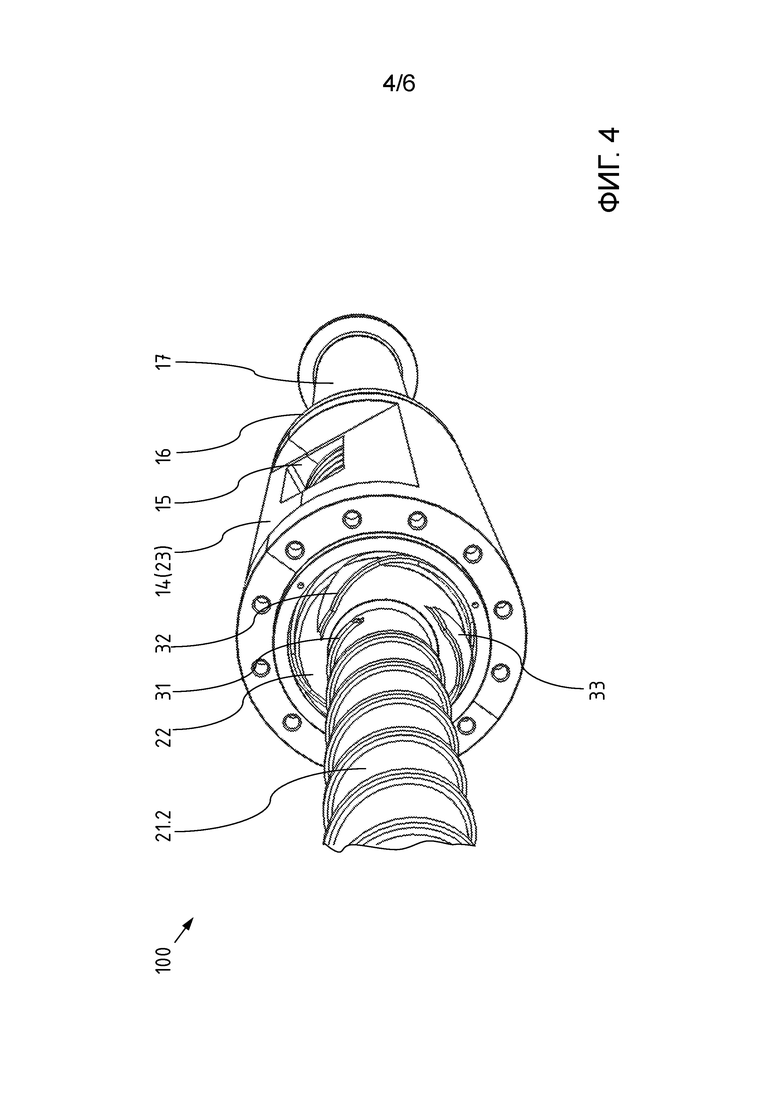
Фигура 4 показывает вид в перспективе перехода от зоны дозирования 21.2 к зоне дегазации 23. С этой целью удалены части корпуса 11 и 13 (смотри фиг. 1), чтобы дать четкое представление о конической переходной зоне 22. Резьбовой выступ 31 в зоне дозирования 21.2 заканчивается перед конической переходной зоной 22. Уже в конической переходной зоне 22 начинаются три резьбовых выступа зоны дегазации 23, причем на фигуре 4 можно видеть только начала резьбовых выступов 32, 33. Благодаря тому, что резьбовой выступ 31 заканчивается перед конической переходной зоной 22, а три резьбовых выступа 32, 33 и 34 начинаются в конической переходной зоне 22, достигается ранее разделение потока расплава на три частичных потока.
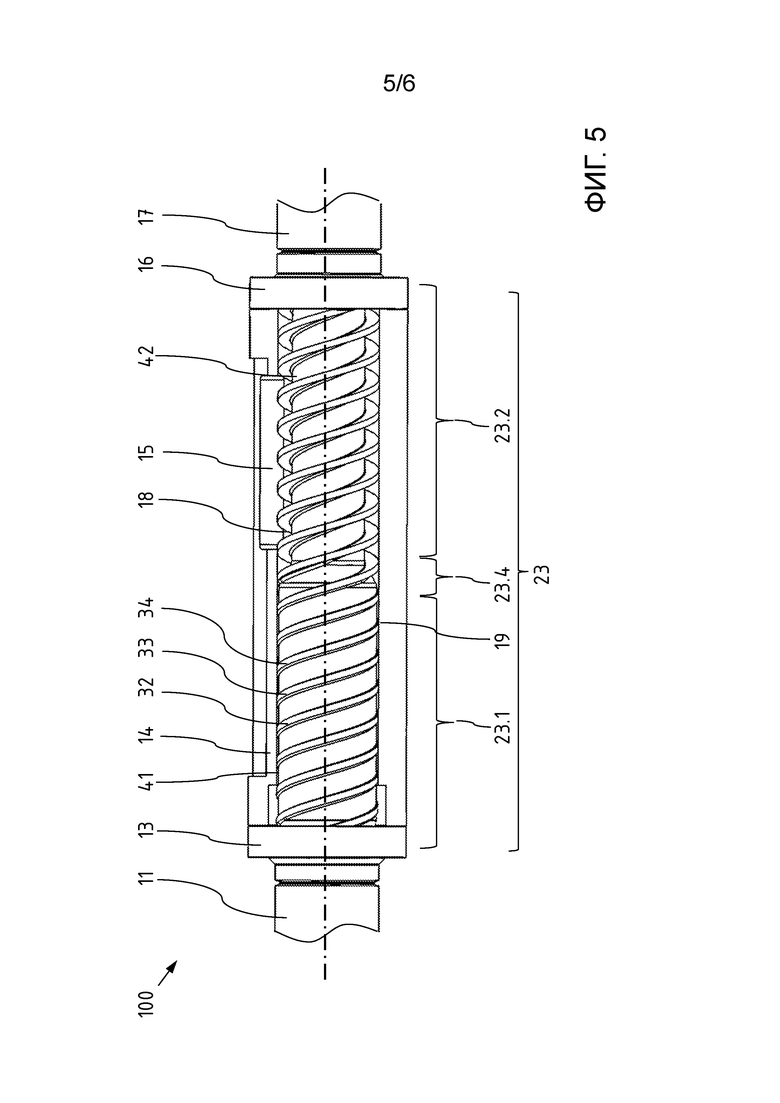
На фигуре 5 показана важная для изобретения часть экструдера 100 согласно изобретению в частичном разрезе. Здесь в разрезе показана промежуточная область 14 корпуса 10. Таким образом, видно, во-первых, что внутренняя стенка 19 полости корпуса в сечении проходит полностью прямолинейно, так что полость корпуса имеет цилиндрическую форму, за исключением прерывания на отсасывающее отверстие 15. Далее, можно видеть, что внешние комки всех трех резьбовых выступов 32, 33, 34 всегда проходят очень близко к внутренней стенке 19. В начальной области 23.1 образуются очень узкие проходы 41, через которые должен продвигаться весь поток расплава. Наконец, из фигуры 5 хорошо видно изменение диаметра сердечника вала экструдера, который в месте перехода 23.4 резко уменьшается и затем сохраняется малым в концевой области 23.2. В результате между внутренней стенкой 19, параллельными участками резьбовых выступов 32, 33, 34 шнека и сердечником вала шнека образуются проходы 42 большого объема.
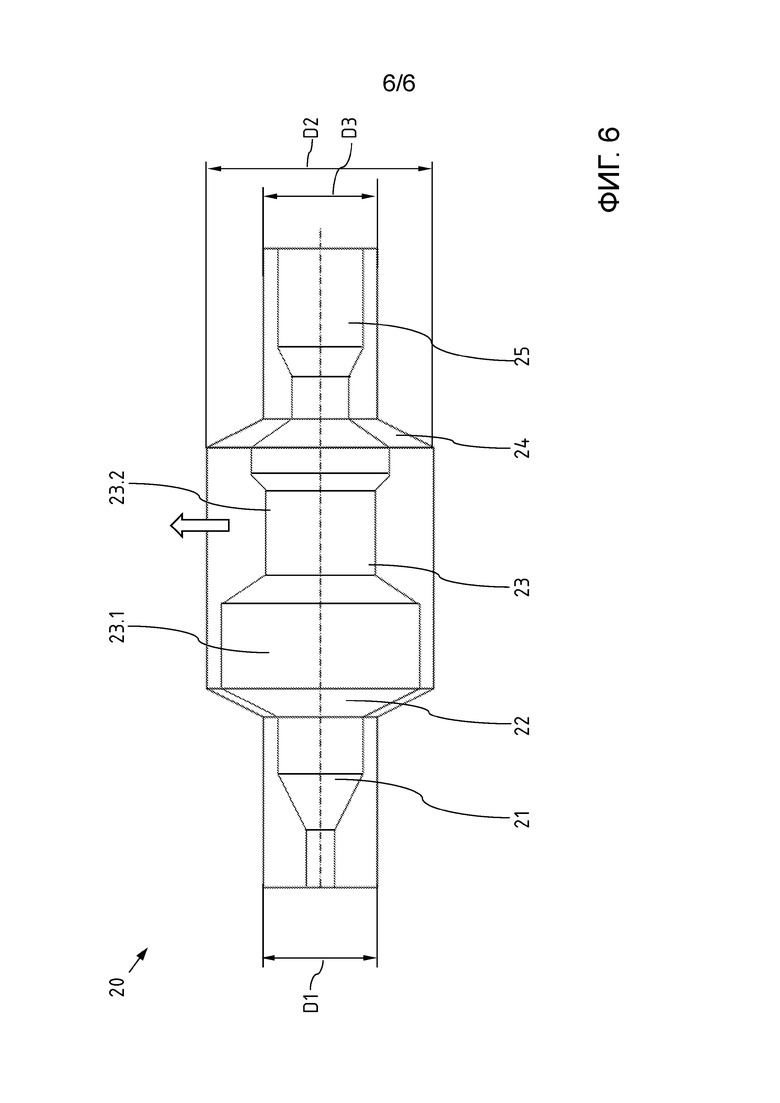
Фигуре 6 схематически иллюстрирует в сильном увеличении соотношение размеров на шнеке 20 экструдера. Показаны диаметр сердечника вала и наружный диаметр, измеряемый по внешним кромкам резьбовых выступов. Из этой иллюстрации четко видно, в частности, изменение глубины нарезки по длине шнека 20. К концу зоны дозирования 21 диаметр сердечника вала увеличивается. Наружный диаметр D1 остается постоянным. Это уменьшает глубину нарезки. Происходит сжатие продвигаемого расплава. В конической переходной зоне 22 объем, через который течет поток, увеличивается, поскольку наружный диаметр возрастает до D2. Это компенсируется дальнейшим уменьшением глубины нарезки в конической переходной зоне 22. Целью является продвигать расплав до начальной области 23.1 таким образом, чтобы заполнить образованные каналы течения. Кроме того, узкий зазор также увеличивает силу сдвига.
В центре зоны дегазации 23 диаметр сердечника вала резко значительно уменьшается, при этом наружный диаметр D2 резьбовых выступов остается постоянным. Образующийся там объем канала течения не может больше наполняться расплавом, поступающим через начальную зону 23.1. Происходит резкое расширение расплава, ранее испытавшего высокие сдвиговые усилия и, тем самым, сильно нагретого. При расширении содержащиеся летучие вещества особенно хорошо растворяются и могут отсасываться, как показано фигурной стрелкой.
За этим следует многократное сужение проточного канала, чтобы снова собрать расплав без газов и продвигать его однородным. Для этого канал течения сначала немного сужается к конической переходной зоне 24. В конической переходной зоне 24 резьбовые выступы и сердечник вала имеют разные углы раствора конуса, что также приводит к расширению канала течения. Между конической переходной зоной 24 и началом зоны выгрузки 25 предусмотрена короткая постоянная глубина нарезки, после чего диаметр сердечника вала снова увеличивается и, следовательно, глубина нарезки при постоянном наружном диаметре D2 резьбовых выступов шнека уменьшается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструдер для повышающей вязкость обработки плавких полимеров | 2020 |
|
RU2820291C2 |
| ЧЕРВЯК ЭКСТРУДЕРА ДЛЯ МНОГОЧЕРВЯЧНОГО ЭКСТРУДЕРА ДЛЯ ЭКСТРУЗИИ ПЛАСТИКА | 2018 |
|
RU2735534C1 |
| СПОСОБ ОБРАБОТКИ ТВЕРДЫХ ПОЛИМЕРНЫХ ЧАСТИЦ ПОЛИКОНДЕНСАТА С ПОМОЩЬЮ МУЛЬТИРОТАЦИОННОЙ СИСТЕМЫ | 2019 |
|
RU2792688C2 |
| ДЕГАЗАЦИОННЫЙ ЭКСТРУДЕР С МНОГОШНЕКОВЫМ БЛОКОМ И СПОСОБ ДЕГАЗАЦИИ ПОЛИМЕРНОГО РАСПЛАВА С ЕГО ПОМОЩЬЮ | 2019 |
|
RU2792731C2 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫСОКОВЯЗКИХ СРЕД | 2019 |
|
RU2762057C1 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ФИЛЬТРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЛАСТИКОВОГО РАСПЛАВА ИЛИ ДРУГОЙ ВЫСОКОВЯЗКОЙ ТЕКУЧЕЙ СРЕДЫ | 2017 |
|
RU2711491C1 |
| СВЕРХЧИСТЫЕ ПОЛИКАРБОНАТЫ С ХОРОШЕЙ СОБСТВЕННОЙ ОКРАСКОЙ И ВЫСОКОЙ ТЕРМОСТАБИЛЬНОСТЬЮ, УСТРОЙСТВО И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2566822C2 |
| Шнековый пластикатор для переработки термопластов | 1986 |
|
SU1321601A1 |
Изобретение относится к экструдеру для повышающей вязкость обработки плавких полимеров. Экструдер (100) содержит, по меньшей мере, корпус (10) с полостью (18) внутри корпуса, в которой с возможностью вращения установлен шнек (20) с по меньшей мере одним спиральным резьбовым выступом (31,...,35) шнека экструдера. Причем шнек (20) экструдера разделен в отношении своего наружного диаметра на начальную область (21) диаметров, среднюю область диаметров и концевую область диаметров. При этом средняя область диаметров имеет больший наружный диаметр, чем остальные области диаметров, между областями с разными диаметрами образована коническая переходная зона (22, 24), а в средней области диаметров образована по меньшей мере одна зона дегазации (23), которая имеет вырез в корпусе, из которого по меньшей мере одно отсасывающее отверстие (15) выходит на наружную сторону корпуса (10). Кроме того, шнек (20) экструдера в средней области диаметров выполнен так, что канал течения, образованный между сердцевиной вала шнека и внутренней стенкой (19) полости (18) корпуса, выполнен как кольцевое расширительное сопло. Причем наружный диаметр указанного по меньшей мере одного резьбового выступа (32, 33, 34) шнека экструдера является постоянным, а радиальная высота канала течения увеличивается, и указанное по меньшей мере одно отсасывающее отверстие (15) находится на концевом участке (23.2) в конце зоны дегазации (23). Техническим результатом заявленного изобретения является обеспечение возможности первичной обработки полимерных смесей, которая позволяет достичь высокой характеристической вязкости по меньшей мере 0,7 мл/г. 11 з.п. ф-лы, 6 ил.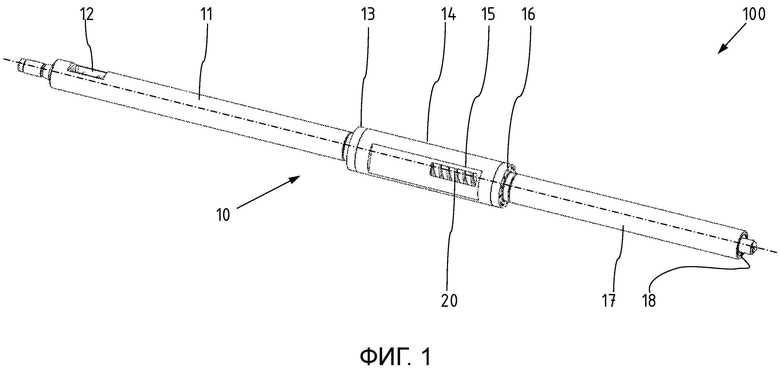
1. Экструдер (100) для повышающей вязкость первичной обработки плавких полимеров, содержащий, по меньшей мере, корпус (10) с полостью (18) внутри корпуса, в которой с возможностью вращения установлен шнек (20) с по меньшей мере одним спиральным резьбовым выступом (31,...,35) шнека экструдера,
причем шнек (20) экструдера разделен в отношении своего наружного диаметра на начальную область (21) диаметров, среднюю область диаметров и концевую область диаметров, при этом:
- средняя область диаметров имеет больший наружный диаметр, чем остальные области диаметров;
- между областями с разными диаметрами образована коническая переходная зона (22, 24);
- в средней области диаметров образована по меньшей мере одна зона дегазации (23), которая имеет вырез в корпусе, из которого по меньшей мере одно отсасывающее отверстие (15) выходит на наружную сторону корпуса (10),
отличающийся тем, что
- шнек (20) экструдера в средней области диаметров выполнен так, что канал течения, образованный между сердцевиной вала шнека и внутренней стенкой (19) полости (18) корпуса, выполнен как кольцевое расширительное сопло, причем наружный диаметр указанного по меньшей мере одного резьбового выступа (32, 33, 34) шнека экструдера является постоянным, а радиальная высота канала течения увеличивается; и
- указанное по меньшей мере одно отсасывающее отверстие (15) находится на концевом участке (23.2) в конце зоны дегазации (23).
2. Экструдер (100) по п. 1, отличающийся тем, что шнек (20) экструдера функционально разделен по меньшей мере на зону дозирования (21.2), зону дегазации (23) и зону выгрузки (25), причем:
- на шнеке экструдера в зоне дозирования (21.2) предусмотрены средства для сжатия и/или гомогенизации полимерного расплава, и зона дозирования (21.2) в направлении течения простирается от начальной области (21) диаметров через коническую переходную зону (22) до средней области диаметров, и
- зона выгрузки (25) полностью находится в концевой области диаметров.
3. Экструдер (100) по п. 1 или 2, отличающийся тем, что резьбовой выступ (32, 33, 34) шнека экструдера в средней области диаметров имеет наружный диаметр D2, который по меньшей мере в полтора раза больше диаметра D1 в начальной области (21) диаметров.
4. Экструдер (100) по одному из пп. 1-3, отличающийся тем, что средняя область диаметров имеет начальный участок (23.1) и концевой участок (23.2) и что радиальная глубина нарезки, образованной между соседними участками указанного по меньшей мере одного резьбового выступа (32, 33, 34) шнека экструдера в начальной области (23.1), меньше, чем в концевой области (23.2).
5. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что глубина нарезки резьбовых выступов (32, 33, 34) шнека экструдера в концевой области (23.2) средней области диаметров по меньшей мере в два раза больше глубины нарезки на начальном участке (23.1).
6. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что глубина нарезки указанного по меньшей мере одного резьбового выступа (32, 33, 34) шнека экструдера в начальной области (23.1) зоны дегазации (23) составляет от 1 до 5% от диаметра D2.
7. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что глубина нарезки указанного по меньшей мере одного резьбового выступа (32, 33, 34) шнека экструдера в концевой области (23.2) составляет по меньшей мере 10% от диаметра D2 в зоне дегазации (23.2).
8. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что глубина нарезки указанного по меньшей мере одного резьбового выступа (32, 33, 34) шнека экструдера в концевой области (23.2) составляет не менее 20 мм.
9. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что диаметр D2 по меньшей мере в полтора раза больше D1.
10. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что длина зоны дегазации (23) составляет по меньшей мере 2,0×D2.
11. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что шнек (20) экструдера на переходе от зоны дозирования (21.2) к начальному участку (23.1) и/или на переходе от концевой области (23.2) к зоне выгрузки (25) соответственно имеет коническую переходную зону (22, 24), в которой резьбовой выступ (31, 32, 33, 34, 35) шнека экструдера прерывается.
12. Экструдер (100) по одному из предыдущих пунктов, отличающийся тем, что, по меньшей мере, в зоне дегазации (23) на шнеке (20) экструдера образованы по меньшей мере два переплетающихся резьбовых выступа (32, 33, 34) шнека экструдера с одинаковым шагом.
| CN 103770312 B, 30.03.2016 | |||
| Распылитель жидкости | 1975 |
|
SU588008A1 |
| US 5975440 A, 02.11.1999 | |||
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БИТУМНО-ПОЛИМЕРНОЙЭМУЛЬСИИ | 0 |
|
SU191400A1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2543195C1 |

