Изобретение относится к специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков из титановых сплавов.
В настоящее время в промышленности широко используется титановый сплав марки Ti-10V-2Fe-3Al. Сплав применяется для изготовления высоконагруженных деталей и узлов техники, например конструкций планера, пилонов, систем шасси и т.д.
Известно, что для многих высоколегированных титановых сплавов, содержащих в своем составе элементы, склонные к ликвации, существует проблема образования в процессе вакуумно-дуговой выплавки слитков дефектов литейного происхождения - в частности ликвационных неоднородностей. В наибольшей степени склонны к ликвации эвтектоидообразующие β-стабилизаторы, в данном случае Fe, содержащееся в составе сплава. Проблема образования в слитке локальных химических неоднородностей, обогащенных β-стабилизаторами, возникает уже при относительно небольших концентрациях Fe. В зарубежной технической литературе указанные локальные химические неоднородности называют β-флеками. Вышеотмеченные дефекты могут приводить к отличию физико-механических свойств различных зон полуфабрикатов при деформации, что в результате может привести к разноструктурности как в макро-, так и в микромасштабе, т.е. в пределах отдельных зерен. Даже корректно выбранные режимы термомеханической и термической обработок не могут в полной мере уменьшить уровень макроликвации и обеспечить достаточно однородную структуру и механические свойства материала. В сечении слитка наибольшее количество β-флеков локализуется в зоне, находящейся в нижней (донной) части слитка на высоте 200…600 мм от донника.
Появление указанных неоднородностей, прежде всего, связано с режимами окончательного переплава слитка. Для разработки оптимальной технологии вакуумного дугового переплава любого сплава необходимо устанавливать взаимосвязь между параметрами переплава, технологическими параметрами получаемого слитка сплава (ковкость, технологическая пластичность и т.п.) и возможными дефектами литой структуры. Поэтому вопросы выплавки качественных слитков из высоколегированного сплава Ti-10V-2Fe-3Al в условиях промышленного производства занимают одно из первых мест в перечне актуальных проблем материаловедения титана и сплавов на его основе.
Известен способ получения слитков, включающий подготовку прессованного расходуемого электрода к вакуумному дуговому переплаву, начальный период плавки - наведение ванны жидкого металла на поддоне, основной период плавки, окончание процесса плавления -выведение усадочной раковины, регулирование силы тока и величины дугового зазора, воздействием на зону плавления и кристаллизации магнитным полем, при этом после наведения ванны жидкого металла на поддоне высотой 150-200 мм объем жидкого металла на протяжении всего процесса плавления уменьшают за счет снижения силы тока дуги до 7-10 кА и уменьшения величины дугового зазора до 25-30 мм (Патент РФ №2191836, публ. 27.10.2002, МПК С22В 9/20).
Данный способ используется для плавления прессованных расходуемых электродов и не обеспечивает получение слитков с хорошо проплавленной поверхностью. Кроме того, в указанном процессе переплава объем жидкой ванны непрерывно изменяется, что приводит к появлению ликвации. По этим причинам данный способ не пригоден для окончательного переплава слитков ликвационно чувствительных титановых сплавов.
Известен способ получения слитков высоколегированных, преимущественно титановых, сплавов, включающий подготовку расходуемого электрода к, по крайней мере, двойному вакуумному дуговому переплаву с получением на первом переплаве литого расходуемого электрода, при этом в процессе первого переплава после наведения ванны жидкого металла объем его уменьшают на протяжении всего процесса плавления, а при окончательном переплаве расходуемого электрода наведение ванны жидкого металла Осуществляют на максимальном токе дуги на подложку с тепловым зазором 1-3 мм до получения слитка высотой (0,20-0,35)Дк, где Дк - диаметр кристаллизатора, мм, после чего литой расходуемый электрод плавят на минимально возможном токе дуги, который определяют по установленному выражению (Патент РФ №2244029, публ. 10.01.2005, МПК С22В 9/20).
Недостатком известного способа является применение подложки, снижающей скорость охлаждения наплавляемого слитка на начальном этапе плавки, что приводит к увеличению степени неоднородности слитка, причем режимы плавки, используемые в прототипе, не позволяют гарантировать качество слитка в отношении отсутствия в нижней части слитка локальных химических неоднородностей - β-флеков.
Задачей, на решение которой направлено изобретения, является разработка режимов окончательного вакуумного дугового переплава, позволяющих улучшить качество выплавляемых слитков.
Техническим результатом, достигаемым при осуществлении изобретения, является получение структуры слитка с отсутствием локальных химических неоднородностей - β-флеков в нижней части слитка.
Указанный технический результат достигается тем, что в способе вакуумного дугового окончательного переплава слитков из титанового сплава марки Ti-10V-2Fe-3Al, включающем подготовку литого расходуемого электрода к плавлению, начальный период плавления, состоящий из стадии прогрева нижнего торца расходуемого электрода и стадии наведения ванны жидкого металла, основной период плавления, состоящий из стадии перехода на рабочий ток и стадии стационарного режима рабочего тока, и окончание процесса плавления - выведение усадочной раковины, согласно изобретению стадию наведения ванны жидкого металла осуществляют при силе тока дуги 15…20 кА, при этом стадию перехода на рабочий ток завершают по достижению высоты наплавляемого слитка 300…400 мм с высотой закристаллизовавшегося слоя слитка 150…250 мм, а на стадии стационарного режима рабочего тока слиток плавят при величине силы тока дуги 7,4…7,6 кА с поддержанием дугового зазора в интервале 5…13 мм.
Способ реализуется следующим образом.
Расходуемый электрод, являющийся слитком первого переплава, загружают в кристаллизатор вакуумной дуговой печи. После загрузки и центровки электрода осуществляют его присоединение к электрододержателю. Печь вакуумируют, включают источник питания. Задают величину силы тока и дугового зазора (межэлектродного промежутка) для зажигания дуги. В начальный период плавления после возбуждения дугового разряда между торцом расходуемого электрода и поддоном кристаллизатора осуществляют кратковременный прогрев нижнего торца электрода на малом токе. После чего значение силы тока поднимают до 15-20 кА и проводят наведение ванны жидкого металла. Указанный интервал силы тока обеспечивает стабильность процесса плавления и позволяет получить требуемую высоту слитка перед основным периодом. Основной период плавления включает две стадии: стадию перехода на рабочий ток и стадию стационарного режима рабочего тока. На стадии перехода осуществляют постепенное снижение значения силы тока дуги до 7,4-7,6 кА. Учитывая то, что при кристаллизации слитков из сплава марки Ti-10V-2Fe-3Al наиболее подвержена образованию β-флеков кристаллическая структура с равноосными неориентированными кристаллами, т.н. «равноосная» структура. В «равноосной» структуре степень вероятности появления β-флеков повышена за счет увеличения междендритных расстояний кристаллов. Поэтому для ограничения образования β-флеков в нижней части слитка предпочтительно получение структуры, образованной столбчатыми кристаллами, т.н. «столбчатой структуры», минимизирующей междендритные расстояния. «Столбчатая» структура образуется при плавлении в начальном периоде слитка, однако применение параметров известных способов при переходе от начального к основному периоду плавления приводит к получению в кристаллизующемся слитке структуры с равноосными кристаллами. Поэтому параметры основного периода плавления, определяемые экспериментальным путем, направлены на получение «столбчатой» структуры. Для этого стадию перехода к рабочему току дуги завершают при высоте наплавленного слитка 300…400 мм, причем высота закристаллизовавшегося слоя (по оси слитка) должна составлять 150…250 мм, а стадию стационарного режима рабочего тока ведут при силе токе дуги, составляющей 7,4-7,6 кА, что в совокупности позволяет снизить степень образования ликвационных дефектов в нижней части слитка. Кроме того, стадию стационарного режима рабочего тока осуществляют с поддержанием величины дугового зазора в интервале 5…13 мм, что стабилизирует горение дуги за счет уменьшения искривления линий тока и повышения симметричности растекания тока по лунке жидкого металла слитка. После завершения стадии стационарного режима рабочего тока переходят к окончанию процесса плавления - выведению усадочной раковины, постепенно снижают силу тока дуги и уменьшают дуговой зазор, затем плавку прекращают, осуществляют охлаждение слитка и выгрузку его из печи.
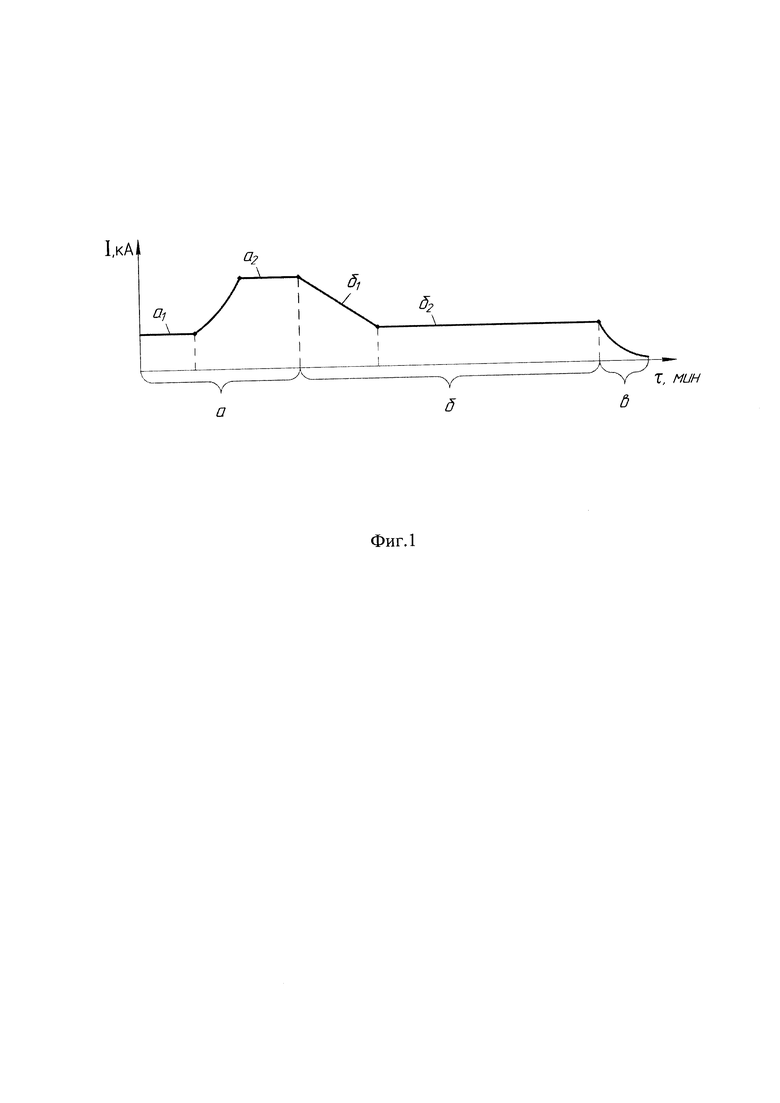
Изобретение поясняется чертежом. На фиг. 1 приведены параметры плавления электрода в качестве схемы диаграммы силы тока дуги (I, кА) в течение времени плавки (τ, мин). На диаграмме показаны интервалы режимов плавления: а - начальный период плавления, состоящий из а1 - стадии прогрева торца расходуемого электрода и a2 - стадии наведения ванны жидкого металла, б - основной период плавления, состоящий из б1 - стадии перехода на рабочий ток и б2 - стадии стационарного режима рабочего тока, в - окончание процесса плавления - режим выведения усадочной раковины.
Промышленная применимость изобретения подтверждается примером конкретного его выполнения.
Для изготовления штампованных полуфабрикатов осуществляли выплавку слитка из титанового сплава Ti-10V-2Fe-3Al и массой 5000 кг методом двойного вакуумно-дугового переплава. Прессованный расходуемый электрод подвергали первому переплаву с получением литого расходуемого электрода диаметром 705 мм. Окончательный (второй) переплав проводили в вакуумной дуговой электрической печи ДТВ-8,7-Г10. Литой электрод загружали в кристаллизатор диаметром 770 мм и устанавливали в электрододержатель. Печь вакуумировали, включали источник питания. В начальном периоде плавления зажигали дугу и выполняли прогрев нижнего торца электрода на требуемом токе в течение заданного времени. После этого ток увеличили до 15…20 кА и наводили ванну жидкого металла. Далее, в основном периоде плавления, на стадии перехода к рабочему току, силу тока дуги снижали по разработанному алгоритму до рабочей величины 7,6 кА. При окончании стадии перехода на рабочий ток высота наплавленного слитка составила 365 мм, а расчетная высота закристаллизовавшегося слоя - 210 мм. Далее осуществляли стадию стационарного режима рабочего тока. Силу тока на указанной стадии поддерживали в интервале 7,5…7,6 кА, дуговой зазор - в интервале 5…13 мм. После 23 часов плавления на стадии стационарного режима рабочего тока перешли на режим выведения усадочной раковины. Дуговой зазор поддерживали 5…9 мм. Печь отключили при силе тока дуги 1,5 кА. Слиток охлаждали с печью в вакууме с последующим охлаждением в гелии. Был получен слиток требуемого качества с хорошо проплавленной поверхностью, с отсутствием β-флеков в нижней части слитка. Химический состав слитка соответствовал требованиям нормативной документации.
Таким образом, предлагаемый способ, по сравнению с известными, позволяет осуществлять повысить качество слитков из титанового сплава марки Ti-10V-2Fe-3Al за счет отсутствия формирования β-флеков в нижней части слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2244029C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2024 |
|
RU2837322C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ОКОНЧАТЕЛЬНОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ3-1 | 2020 |
|
RU2749010C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ОКОНЧАТЕЛЬНОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВОГО СПЛАВА МАРКИ Ti-6Al-2Sn-4Zr-6Mo | 2023 |
|
RU2811632C1 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395596C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| ВТОРИЧНЫЙ ТИТАНОВЫЙ СПЛАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2425164C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2000 |
|
RU2191836C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 1999 |
|
RU2149196C1 |
Изобретение относится к специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков из титановых сплавов марки Ti-10V-2Fe-3Al. Способ включает подготовку литого расходуемого электрода к плавлению, начальный период плавления, состоящий из стадии прогрева нижнего торца расходуемого электрода и стадии наведения ванны жидкого металла, основной период плавления, состоящий из стадии перехода на рабочий ток и стадии стационарного режима рабочего тока, и окончание процесса плавления - выведение усадочной раковины. Стадию наведения ванны жидкого металла осуществляют при силе тока дуги 15…20 кА, при этом стадию перехода на рабочий ток завершают по достижении высоты наплавляемого слитка 300...400 мм с высотой закристаллизовавшегося слоя слитка 150…250 мм, а на стадии стационарного режима рабочего тока слиток плавят при величине силы тока дуги 7,4…7,6 кА с поддержанием дугового зазора в интервале 5…13 мм. Изобретение позволяет получить структуры слитка с отсутствием локальных химических неоднородностей β-флеков в нижней части слитка. 1 ил.
Способ вакуумного дугового окончательного переплава слитков из титанового сплава марки Ti-10V-2Fe-3Al, включающий подготовку литого расходуемого электрода к плавлению, начальный период плавления, состоящий из стадии прогрева нижнего торца расходуемого электрода и стадии наведения ванны жидкого металла, основной период плавления, состоящий из стадии перехода на рабочий ток и стадии стационарного режима рабочего тока, и окончание процесса плавления - выведение усадочной раковины, отличающийся тем, что стадию наведения ванны жидкого металла осуществляют при силе тока дуги 15…20 кА, при этом стадию перехода на рабочий ток завершают по достижении высоты наплавляемого слитка 300...400 мм с высотой закристаллизовавшегося слоя слитка 150…250 мм, а на стадии стационарного режима рабочего тока слиток плавят при величине силы тока дуги 7,4…7,6 кА с поддержанием дугового зазора в интервале 5…13 мм.
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 2003 |
|
RU2244029C2 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ОКОНЧАТЕЛЬНОГО ПЕРЕПЛАВА СЛИТКОВ ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ3-1 | 2020 |
|
RU2749010C1 |
| СПОСОБ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ СЛИТКОВ | 2009 |
|
RU2425157C2 |
| CN 108359808 B, 11.10.2019 | |||
| Машина для загибки края деталей верха обуви | 1961 |
|
SU145159A1 |

