Область техники
Изобретение относится к устройствам для получения высокоскоростной режущей струи абразивно-жидкостной смеси в условиях работы под водой.
Уровень техники
В настоящее время при выполнении различных подводно-технических работ по линии МО и МЧС РФ, фрагментирования затонувшей техники (летательных аппаратов и судов) с целью последующего подъема их частей, обслуживания техногенно-опасных объектов (газо- и нефтепроводов), а также для освоения ресурсов Мирового океана успешно применяются обитаемые и необитаемые подводные аппараты. Во многих случаях выполнение поставленных задач невозможно без оснащения подводного технического средства специализированным инструментом, способным осуществлять под водой резку различных материалов. В настоящее время в подводной технике с этой целью применяются резаки различных типов, циркулярные и цепные пилы, перфораторы, сверлильные и фрезерные головки. Однако многолетняя практика использования традиционного подводного инструмента показала, что довольно часто существующие традиционные технологии резки материалов под водой не позволяют выполнить требуемые работы. Поэтому задача разработки новых методов резки, реализуемых в подводных условиях и обладающих универсальностью к обрабатываемому материалу и геометрии реза, является чрезвычайно актуальной. Одной из технологий, способных решать поставленные задачи, является технология гидроабразивной резки (ГАР), реализующая фрагментацию элементов конструкций из различных материалов, включая их размерную обработку, например, под сварку, прошивку отверстий, и т.п. Так как окружающая морская вода является неограниченным расходным материалом для ГАР, то реализация такой технологии в подводных условиях представляется вполне логичной и перспективной.
Для работы под водой применяются мобильные установки ГАР, мощность которых ограничивается величиной (2…5) кВт. Ограничение мощности влияет на технические параметры системы следующим образом

где Q - расход жидкости, л/мин; р - давление в гидросистеме, МПа.
В силу этих ограничений производительность мобильных гидроабразивных установок на сегодняшний день существенно ниже стационарных.
Основное отличие струеформирующих головок стационарных и мобильных установок ГАР заключается в виде подаваемой жидкости - в стационарных, как правило, жидкость и абразив подаются отдельно и смешиваются в камере смешения фокусирующей трубки, а в мобильных установках в фокусирующую трубку подается уже готовая гидроабразивная смесь. Конструкции фокусирующих трубок мобильных установок для подводной резки принципиально ничем не отличаются от трубок стационарных установок, работающих на воздухе, поэтому для сравнительного анализа может быть использовано любое подходящее конструктивное решение.
Так, в [1] описывается конструкция режущей головки, которая может быть эффективно использована при подмешивании в жидкость алмазной пыли определенного фракционного состава, например, для разделения различных драгоценных камней соплом с диаметром выходного отверстия (30…60) мкм (за счет минимизирования толщин реза, обеспечиваемых уменьшенными углами расходимости границ струи жидкости в свободном воздушном пространстве).
Режущая головка содержит расположенные в корпусе держатель, а также установленные последовательно и соосно в контакте друг с другом сопло, например, из сапфира (алмаза), деформируемый уплотнитель, например, из сплавов алюминия и двухступенчатый цилиндрический вкладыш, с выполненными в них центральными каналами, при этом канал уплотнителя выполнен переменного сечения.
Задачей изобретения являлось повышение режущих свойств струи за счет уменьшения уровня турбулентности и кавитационных явлений (выделено нами) в поперечном сечении потока жидкости, подводимой непосредственно к поперечному сечению входного отверстия сопла. Отметим, что в данной конструкции сопло располагается в головной части режущей головки, за ним последовательно следуют деформируемый уплотнитель и двухступенчатый цилиндрический вкладыш с выполненными в них центральными каналами, т.е. уменьшение уровня турбулентности и кавитационных явлений в поперечном сечении потока жидкости происходит в части струеформирующего тракта до сопла, после которого струя распространяется свободно в воздухе и, следовательно, возмущения, вносимые в поток жидкости самим соплом, уже ничем не компенсируются. В результате имеем следующие параметры «режущей струи: при величине рабочего давления жидкости в 250 МПа и диаметре выходного отверстия сопла в 100 мкм угол расширения внешних границ струи не превышает шести градусов при длине цилиндрической части струи не менее 0,5 мм», что конечно-же недостаточно для мобильных установок, работающих под водой, для преодоления значительного слоя жидкости перед разрезаемой конструкцией.
Отсюда напрашивается вывод, что в конструкциях режущих головок мобильных установок, работающих под водой, часть струеформирующего тракта, отвечающая за уменьшение уровня турбулентности и кавитационных явлений в поперечном сечении потока жидкости, должна располагаться за соплом по направлению движения жидкости, чтобы «успокоить» струю, обеспечив тем самым минимальные возмущения в ней, влияющих на величину сплошной части струи.
В [2] описывается составная конструкция устройства, состоящего из сопла и фокусирующей трубки зарубежного производства (Фиг. 1), принятого за прототип.
Результаты математического моделирования, проведенные для него, и представленные в [3], позволили выявить зависимость между выходным диаметром струеформирующего сопла ds и глубиной проникновения сформированной режущей струи в окружающее водное пространство (см. Фиг. 2).
Для оценки минимального значения выходного диаметра струеформирующего сопла ds использовались кинематические параметры истекающего из сопла струйного течения, а также глубина внедрения струи в окружающую водную среду. Из представленных на Фиг. 2 иллюстраций видно, что при давлении в струеформирующей системе р=80 МПа и диаметре выходного отверстия ds≤0,2 мм происходит резкое торможение струи при истечении в воду, что приводит к заметному снижению эффективности воздействия сформированной струи на преграду уже в непосредственной близости от среза сопла. С увеличением выходного диаметра до 0,3 мм при том же давлении, глубина внедрения струи в окружающее пространство увеличивается незначительно (Фиг. 2, строка 2). Дальнейшее увеличение выходного диаметра приводит к постепенной стабилизации, истекающей в воду гидроабразивной струи (см. Фиг. 2, строки 3 и 4).
Таким образом, применение в составной конструкции фокусирующей трубки большего диаметра способствует повышению длины формируемой струи при сохранении расхода суспензии за счет меньшего диаметра алмазного сопла. В то же время наличие алмазного сопла снижает длину видимой части высокоскоростной струи, что в перспективе может накладывать ограничения на технологический процесс резки изделий, находящихся в затопленном состоянии. Причиной снижения длины видимой части струи, по нашему мнению, является наличие полости между алмазным соплом и фокусирующей трубкой. Эта полость не препятствует быстрому распылению жидкости при ее прохождении через алмазное сопло.
Поскольку в условиях работы под водой мобильная установка имеет ограниченный запас абразива, то в соответствии с приведенной выше формулой желательно уменьшить расход Q (снизить выходной диаметр струеформирующего сопла по сравнению со стационарными установками), что позволит увеличить давление р (следовательно, увеличить скорость струи и ее проникающую способность в толщу воды). С другой стороны, лучшие характеристики формируемой струи (а именно ее целостность и глубина проникновения в толщу воды) реализуются при увеличении выходного диаметра струеформирующего тракта ds, следовательно, при увеличении Q. Таким образом, должна существовать область оптимальных параметров Q и р, достигаемых при определенных соотношениях размеров элементов, образующих струеформирующий тракт.
Раскрытие изобретения Решаемой задачей настоящего изобретения является изыскание возможностей повышения эффективности применения мобильных установок подводного гидро- и гидроабразивного резания за счет обоснованного выбора рациональных конструктивных характеристик элементов струеформирующей головки.
Указанная задача решается тем, что в струеформирующей головке для мобильных установок подводной гидроабразивной резки, содержащей корпус, закрепленное в нем алмазное струеформирующее сопло с коническими входным и выходным каналами и канал подвода гидроабразивной смеси, в корпусе соосно с алмазным соплом заподлицо с его выходным торцом установлена фокусирующая трубка с осевым цилиндрическим выходным каналом диаметром d длиной (25…50)d и входным коническим каналом на длине (25…50)d, при этом в контакте с выходным коническим каналом алмазного сопла и входным коническим каналом фокусирующей трубки установлен вкладыш с осевым каналом диаметром (1.5…2)d, диаметр проходного отверстия алмазного сопла составляет (0.9…1)d, общая длина фокусирующей трубки равна (75…100)d, а диаметр ее выходного канала составляет (0.38…0.42)d.
Возможен вариант струеформирующей головки, в которой вкладыш и фокусирующая трубка выполнены в виде одного элемента.
Перечень чертежей
Фиг. 1 - составная конструкция устройства.
Фиг. 2 - влияние диаметра сопла на характер процесса формирования струи при р=80 МПа.
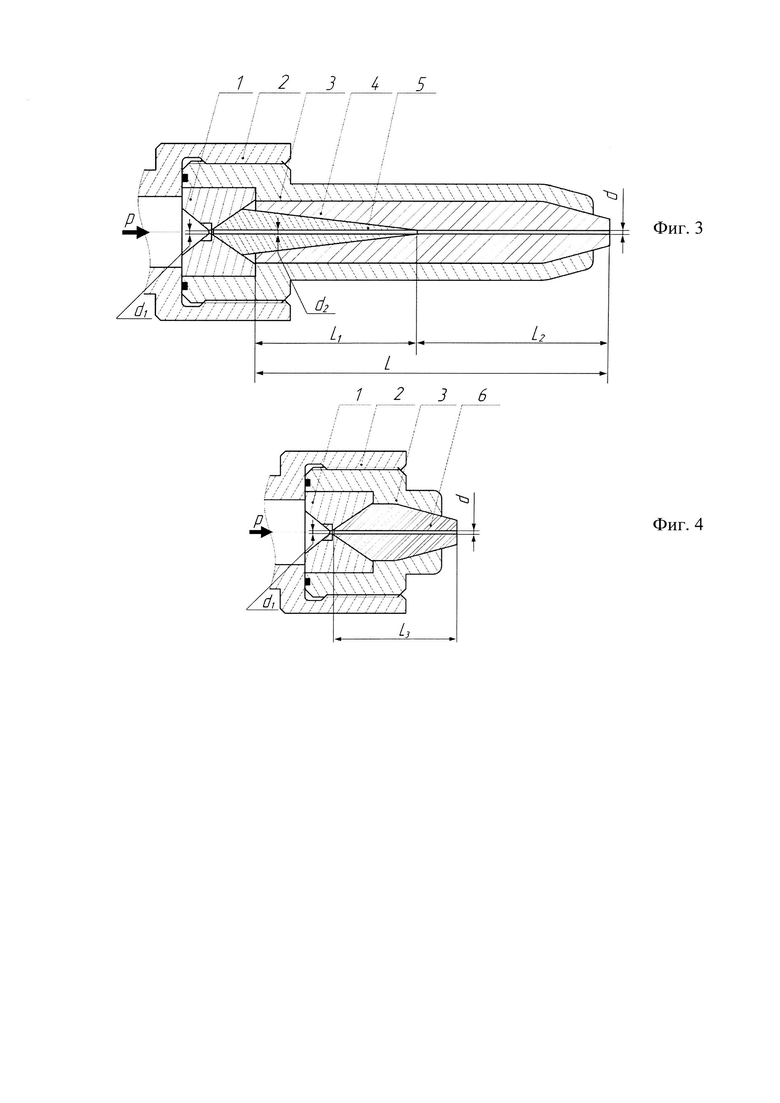
Фиг. 3 - составная конструкция устройства с внутренним вкладышем.
Фиг. 4 - вариант составной конструкции устройства с вкладышем и фокусирующей трубкой в виде одного элемента (модифицированный вариант).
Осуществление изобретения
Здесь цифрами и буквами обозначены:
1 - алмазное струеформирующее сопло (насадок),
2 - гайка,
3 - корпус,
4 - фокусирующая трубка (стандартный вариант),
5 - вкладыш,
6 - фокусирующая трубка (модифицированный вариант),
p - давление гидросистемы,
d - выходной диаметр фокусирующей трубки,
d1 - критический диаметр струеформирующего сопла,
d2 - внутренний диаметр вкладыша,
L1 - длина конической полости фокусирующей трубки,
L2 - длина струеформирующего канала фокусирующей трубки,
L - длина фокусирующей трубки (Фиг. 1, 3).
L3 - длина фокусирующей трубки (Фиг. 4).
Основные отличия предлагаемой конструкции (Фиг. 3) от прототипа (Фиг. 1) и ее преимущества заключаются в следующем:
- дополнительно во внутреннюю полость фокусирующей трубки и сопла введен вкладыш с достаточно большим диаметром канала d2, что способствует повышению длины формируемой струи при сохранении расхода суспензии,
- фокусирующая трубка сохранила свои форму и размеры и не требует переделки (замены),
- возможен вариант составной конструкции устройства с вкладышем и фокусирующей трубкой в виде одного элемента (модифицированный вариант), приводящий к синергии элементов с существенным сокращением их суммарной длины L3 (Фиг. 3),
- все размеры, приведенные в Табл. 1 определены теоретическим расчетами и подтверждены экспериментально.

Предлагаемая струеформирующая головка для подводной резки работает следующим образом.
В сопло 1 под высоким давлением подают с помощью насоса гидроабразивную смесь, которая, проходя через него, увеличивает свою скорость, двигаясь по каналу большего диаметра вкладыша 5, а затем фокусирующей трубки 4, что приводит к ее стабилизации с гашением возникших турбулентных возмущений и кавитационных явлений, увеличению сплошной части струи и ее проникающей способности через слой воды между срезом фокусирующей трубки 4 и разрезаемой конструкцией.
Источники информации:
1. Патент RU 2167003, Режущая головка для получения высоконапорной жидкостной струи, опубликовано 20.05.2001, бюл. №14, В05В 1/02.
2. Экспериментальное определение рациональных параметров элементов струеобразующего тракта установки для подводной гидроабразивной резки материалов / В.А. Белов, В.В. Вельтищев, А.Л. Галиновский, А.А. Илюхина, Д.Р. Мугла // Вестник Брянского государственного технического университета. 2018. №7(68). С. 4-12.
3. Обоснование конструктивных параметров составного струеформирующего сопла для мобильных установок подводной гидроабразивной резки / А.А. Илюхина, В.И. Колпаков, В.В. Вельтищев // Известия высших учебных заведений. Машиностроение. 2021. №4(733). С. 30-39.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ДЛЯ РЕЖУЩЕГО ГИДРОАБРАЗИВНОГО УСТРОЙСТВА | 2008 |
|
RU2475351C2 |
| РЕЖУЩЕЕ ГИДРОАБРАЗИВНОЕ УСТРОЙСТВО | 2008 |
|
RU2499661C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩЕЕ СОПЛО ДЛЯ ГИДРОАБРАЗИВНОГО РЕЖУЩЕГО УСТРОЙСТВА | 2008 |
|
RU2500518C2 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ ДЛЯ РЕЗАНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2466008C1 |
| СПОСОБ СОЗДАНИЯ КАНАЛОВ В ЛЕДЯНЫХ ПОКРОВАХ И ЛЕДОКОЛЬНАЯ ПРИСТАВКА ДЛЯ СОЗДАНИЯ КАНАЛОВ В ЛЕДЯНЫХ ПОКРОВАХ | 2011 |
|
RU2457977C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУИ ЖИДКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2307938C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| Устройство и способ для гидродинамической очистки поверхностей на основе микрогидроударного эффекта | 2016 |
|
RU2641277C1 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОНАПОРНОЙ ЖИДКОСТНОЙ СТРУИ | 1999 |
|
RU2167003C2 |
| ИНСТРУМЕНТ ДЛЯ ГИДРОАБРАЗИВНОЙ ОБРАБОТКИ ТВЕРДЫХ МАТЕРИАЛОВ | 1995 |
|
RU2109950C1 |

Изобретение относится к устройствам для получения высоконапорной режущей струи абразивно-жидкостной смеси в условиях работы под водой. Струеформирующая головка для мобильных установок подводной гидроабразивной резки содержит корпус, закрепленное в нем алмазное струеформирующее сопло с коническими входным и выходным каналами и канал подвода гидроабразивной смеси. В корпусе соосно с алмазным соплом заподлицо с его выходным торцом установлена фокусирующая трубка с осевым цилиндрическим выходным каналом диаметром d, длиной (25-50)d и входным коническим каналом на длине (25-50)d. При этом в контакте с выходным коническим каналом алмазного сопла и входным коническим каналом фокусирующей трубки установлен вкладыш с осевым каналом диаметром (1,5-2)d. Диаметр проходного отверстия алмазного сопла составляет (0,9-1)d, общая длина фокусирующей трубки равна (75-100)d, а диаметр ее выходного канала d составляет 0,38-0,42 мм. Техническим результатом изобретения является стабилизация режущей струи с гашением турбулентных возмущений и кавитационных явлений, увеличение сплошной части струи и ее проникающей способности через слой воды. 1 з.п. ф-лы, 4 ил., 1 табл. 
1. Струеформирующая головка для мобильных установок подводной гидроабразивной резки, содержащая корпус, закрепленное в нем алмазное струеформирующее сопло с коническими входным и выходным каналами и канал подвода гидроабразивной смеси, отличающаяся тем, что в корпусе соосно с алмазным соплом заподлицо с его выходным торцом установлена фокусирующая трубка с осевым цилиндрическим выходным каналом диаметром d, длиной (25-50)d и входным коническим каналом на длине (25-50)d, при этом в контакте с выходным коническим каналом алмазного сопла и входным коническим каналом фокусирующей трубки установлен вкладыш с осевым каналом диаметром (1,5-2)d, диаметр проходного отверстия алмазного сопла составляет (0,9-1)d, общая длина фокусирующей трубки равна (75-100)d, а диаметр ее выходного канала d составляет 0,38-0,42 мм.
2. Струеформирующая головка для мобильных установок подводной гидроабразивной резки по п. 1, отличающаяся тем, что в ней вкладыш и фокусирующая трубка выполнены в виде одного элемента.
| Белов В.А., Вельтищев В.В | |||
| и др | |||
| "Экспериментальное определение рациональных параметров элементов струеформирующего тракта установки для подводной гидроабразивной резки материалов", Вестник Брянского государственного технического университета, 2018, N7(68), С | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| РЕЖУЩЕЕ ГИДРОАБРАЗИВНОЕ УСТРОЙСТВО | 2008 |
|
RU2499661C2 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2744633C1 |
| WO 2000056466 A2, | |||

