Способ изготовления влагостойкой мебельной или строительной детали.
Изобретение относится к мебельным и отделочным материалам и может быть использовано в мебельной промышленности (например дверцы и корпуса изделий, рабочих поверхностей в ванной, кухонной, лабораторной мебели и др.), создании строительных конструкций в помещениях с нормальным и повышенным уровнем влажности (например, перегородки санитарных и душевых кабин), обшивке стен и т.п.
Из уровня техники известен способ изготовления самонесущих декоративных плит на основе термореактивных смол (далее компакт-плита HPL). Они состоят из слоев декоративной бумаги, пропитанной меламиновыми смолами, и слоев крафт-бумаги, пропитанной фенольной смолой, которые спрессовываются друг с другом под высоким давлением и температурой (см. Processing HPL compact laminates HPL according to EN 438, June, 2017. International Committee of the Decorative Laminates Industry. (https://www.icdli.com/tech-centre/fachwissen/processing-hpl-compact-laminates.html), также: Технический паспорт EGGER Компакт-плита с черным внутренним слоем. Рецептура: 960/965, Egger (https://www.egger.com/get_download/a845002e-664f-4834-9b0f-7ccf33ce09a3/Technical_datasheet_Compact_Laminates_Black_Core_Russia.pdf), также: Рекомендации по обработке Egger компакт-плиты. (https://www.egger.com/get_download/ec21e908-05dc-4b74-bceb-a6a82c2cbcb5/Processing_ instruction_Compact_Laminates_Russian.pdf)
Данные плиты характеризуются отличной влагоустойчивостью и ударопрочностью. Их можно использовать в качестве рабочих поверхностей в кухнях и ванных комнатах, интегрировать раковины, варочные панели и т.п. Но при этом они имеют ряд недостатков:
● высокая стоимость, обусловленная высокой материалоемкостью;
● большой вес деталей;
● ограниченный выбор цвета крафт-слоя, обычно черный или коричневый;
● изготавливаются плиты, а не детали, поэтому при дальнейшей обработке часть основы из крафт бумаги и смол уйдет в отход.
Из уровня техники известен способ изготовления конструкционных, декоративных, конструкционно-декоративных плит путем облицовки плиты основы (например, из древесно-стружечной плиты, древесноволокнистой плиты, фанеры и прочих плитных материалов) покровными слоями, например бумажно-слоистыми пластиками. (См. например: “Конструирование мебели” А. А. Барташевич, С. П. Трофимов, Год издания: 2006, Издательство: "Современная школа" Минск, ISBN: 985-6751-31-4, стр. 141).
Торцы деталей из таких плит после придания им необходимой геометрической формы облицовывают кромками, чаще всего из синтетических материалов (ПВХ, АБС, лентой из бумажно-слоистого пластика и т.п.) путем приклеивания. Недостатками такого способа являются:
● слабая влагостойкость (выше при использовании полиуретанового клея, требующего специального дорогостоящего оборудования);
● невозможность кромкооблицовки внутренних углов с малым радиусом;
● невозможность придания торцу формы отличной от прямолинейной;
● наличие клеевого шва между кромочным материалом и деталью;
● наличие стыка кромочного материала;
● невозможность использования в качестве рабочих поверхностей, при необходимости, к примеру, подклеивания мойки снизу столешницы.
Способ изготовления данной плиты выбран в качестве прототипа.
С учётом критики аналогов и прототипа, задача, решаемая настоящим изобретением, заключается в создании влагозащищенных плитных деталей большой номенклатуры толщин и разнообразных геометрических форм, для применения в современной мебельной промышленности и строительной отделке, с возможностью декоративной отделки покровных слоев детали, имеющих различные цветовые решения торца, с возможностью придания торцу форм, отличных от прямолинейных, при этом должны отсутствовать стыки кромочных материалов, закрывающих торцы плиты, а основа плиты не обязательно являться влагостойкой.
Технический результат – отсутствие вышеперечисленных недостатков прототипа.
Указанная задача решается способом изготовления влагостойкой мебельной или строительной детали в виде плиты, состоящей из несущей основы и соединенных с основой покровных влагостойких слоёв с заделкой торцов влагостойким материалом, содержащим следующие этапы: на заготовку основы приклеивают первый покровный влагостойкий слой, с помощью механической обработки резанием выполняют несквозные пазы по контуру детали, выбирая плиту основы и клеевой слой, оставляя покровный слой, при этом пазы выполняют со смещением за границы необходимой к получению детали; полученные пазы заполняют отверждающимся влагостойким полимерным материалом, после полимеризации открытую сторону основы с отвердевшим влагостойким полимерным материалом выравнивают, посредством механической обработки, до ровной поверхности и толщины необходимой готовой плиты за вычетом толщины второго покровного слоя с клеевым слоем; после выравнивания открытой стороны основы на нее приклеивают верхний второй покровный влагостойкий слой, затем из заготовки вырезают готовую деталь, оставляя участки отвержденного полимера внутри детали между нижним и верхним покровными слоями.
В зависимости от назначения детали её торцам можно придать заданную форму любым, известным видом механической обработки, а также проделывать пазы, прорези, отверстия в слое отвердевшего влагостойкого полимерного материала.
Под торцами здесь понимаются любые участки плиты между покровными слоями.
В качестве отверждающегося влагостойкого полимерного материала может быть использован полимер на основе синтетических смол или термопластичный материал.
Перед заполнением пазов отверждающимся влагостойким полимерным материалом в них можно установить по меньшей мере один источник света.
Влагостойкий полимерный материал может включать пигмент.
Изобретение поясняется чертежами.
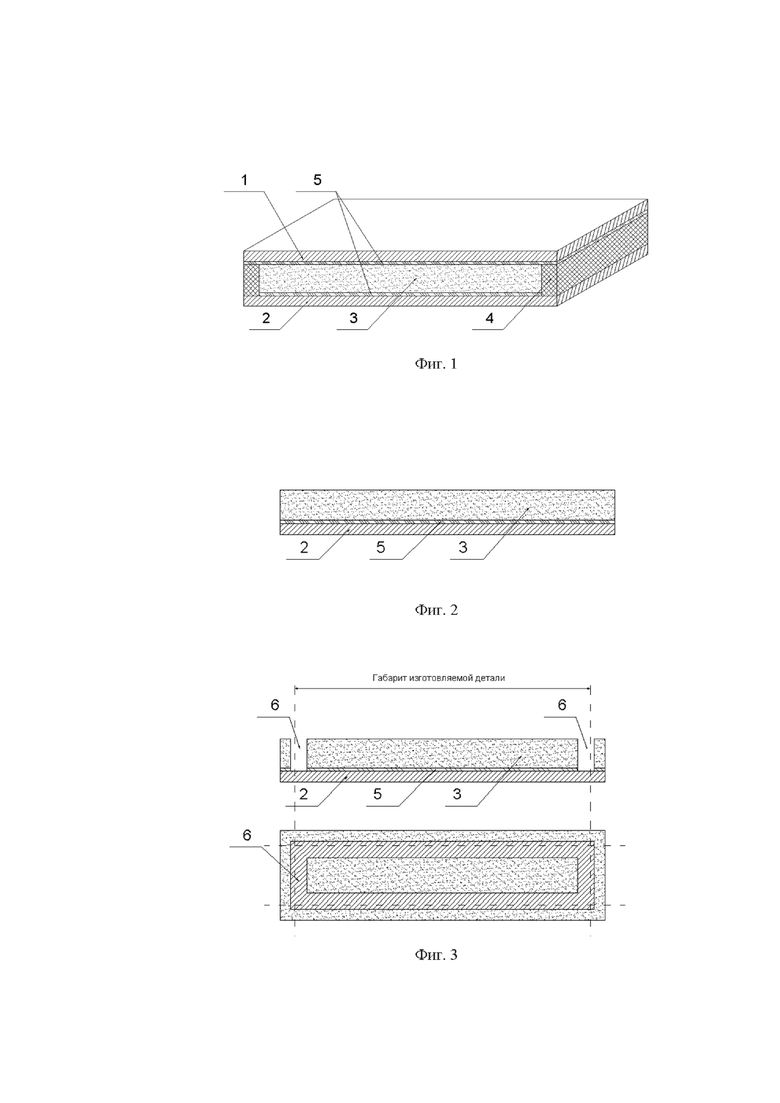
На фиг. 1 показан общий вид влагостойкой мебельной или строительной детали с поперечным разрезом.
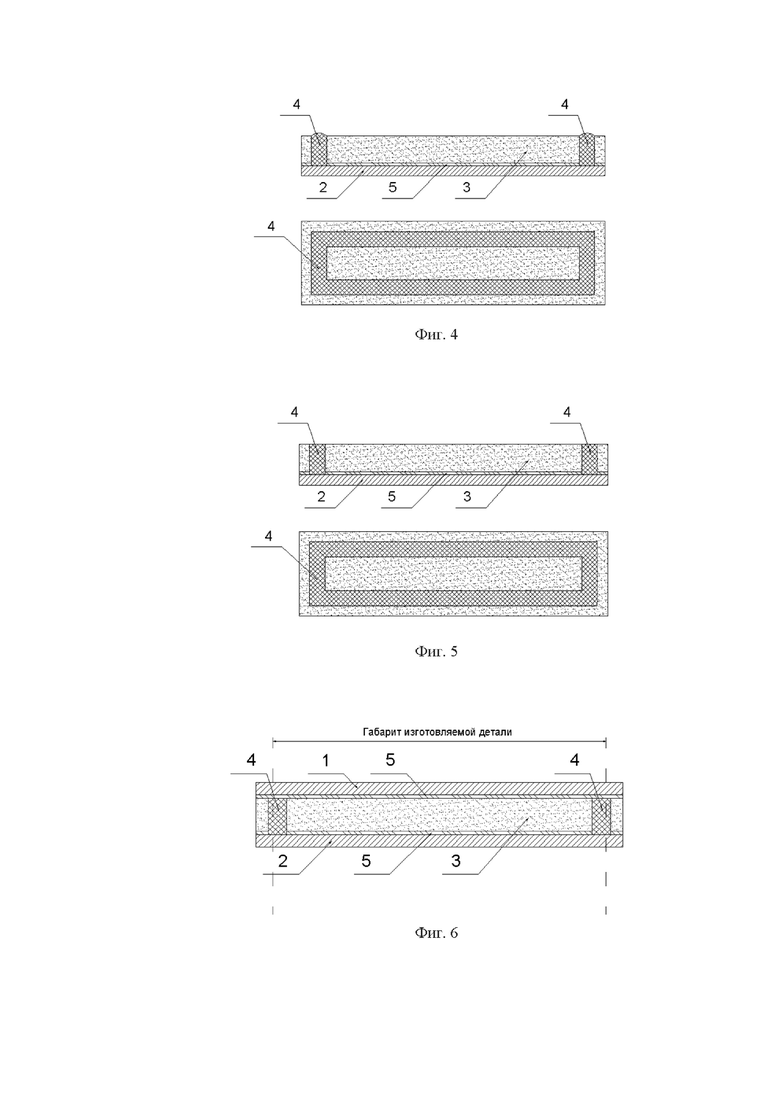
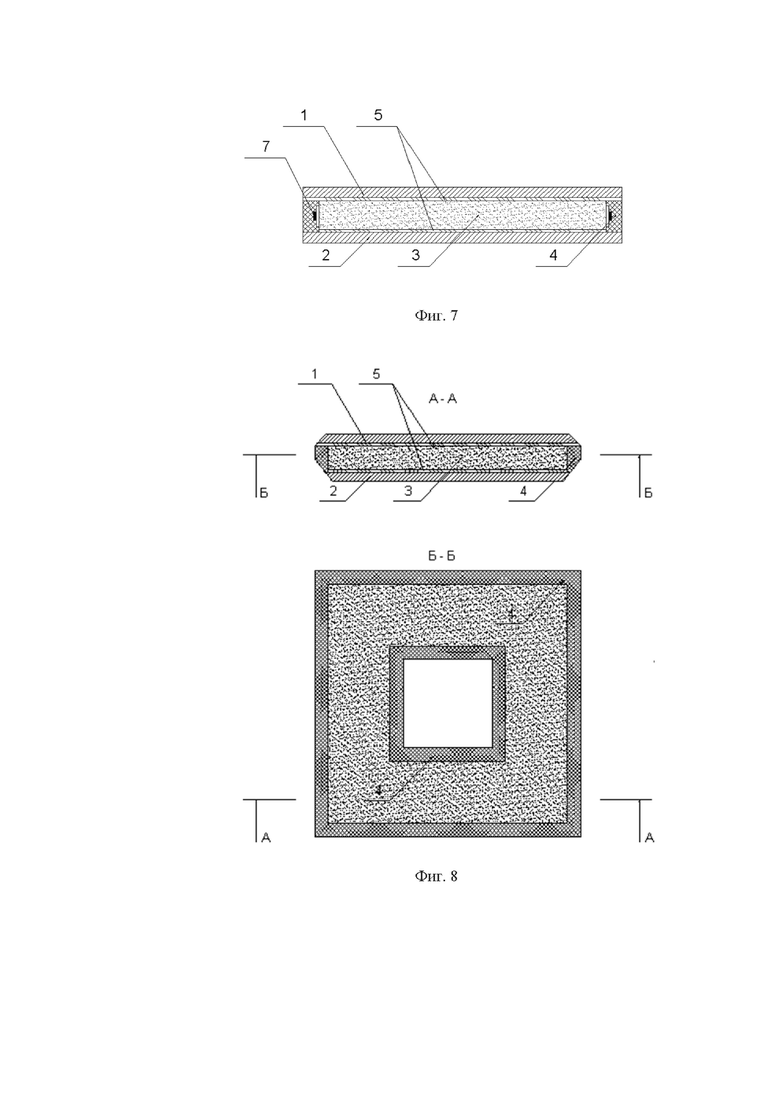
На фиг. 2-8 показаны этапы изготовления влагостойкой мебельной или строительной детали.
Основа 3 детали представляет собой слой из конструкционного материала, подходящего по следующим параметрам: качество поверхности, подходящее для облицовывания покровными слоями, хорошая адгезия к используемому клею (слой 5). Отлично подходят шлифованные древесноволокнистые плиты и древесностружечные плиты, однако можно использовать и иной тип плит, например фанерные, гипсостружечные и т.п. Покровные слои детали 1 и 2 выполнены из водостойких плит, имеющих требуемые для конечной детали характеристики по своим декоративным и прочностным свойствам (цвет, текстура, устойчивость к истиранию и т.д.). Например, в качестве покровных слоев 1 и 2 отлично подходят широко выпускаемые современной промышленностью декоративные бумажно-слоистые пластики, обладающие требуемой водостойкостью, широкой номенклатурой толщин, декоров и хорошими характеристиками механической стойкости к истиранию.
Участки 4 детали, являющиеся открытыми торцами внешнего контура детали или открытыми торцами внутренних вырезов изделия, а также, при необходимости, иные участки (например для установки фурнитуры, выполнения декоративных либо монтажных пазов и т.п.) заполнены жесткими полимерами, полученными в результате отверждения синтетических смол, дающих малую усадку и обладающими необходимой влагостойкостью, механической прочностью и хорошей адгезией к выбранному покровному слою (например эпоксидная смола KER 215 в сочетании с отвердителем KCA 4303 полиэфирные литьевые смолы и др.), не позволяющими влаге попасть во внутреннюю структуру плиты, а также повышающими ударопрочность торцов. Для достижения необходимого нужного цвета и декоративного эффекта в состав смол могут быть введены пигменты или декоративные наполнители, предназначенные для выбранного типа смол, например, пигментные пасты на основе диоктилфталата для эпоксидных смол. Для уменьшения усадки или достижения иных полезных эффектов в смолу также могут быть добавлены иные наполнители и добавки.
Данная конструкция детали позволяет использовать в качестве основы 3 недорогую конструкционную плиту, в том числе облегченную, при этом достигая высокого уровня влагостойкости - поскольку основа надежно защищена от проникновения воды барьером из водостойкого полимера. С помощью механической обработки торцам может быть придана необходимая форма, отличная от прямолинейной. Использование дорогостоящих составов минимально относительно всего объема плиты, чем достигается снижение стоимости готового изделия относительно сравнимых по толщине компакт-плит HPL.
В случае, если нет необходимости получать торец, выдерживающий повышенные температуры (выше 55 градусов Цельсия), для заполнения данных участков допустимо использовать термопластичные полимеры, к примеру на основе этиленвинилацетата.
Описанная выше конструкция детали позволяет в том числе устанавливать подсветку 7 торцов внутри слоя полимера.
Кроме того, в участки 4 детали, заполненные жесткими полимерами, полученными в результате отверждения синтетических смол, либо термопластичными полимерами, могут быть установлены источники света (например, светодиодные ленты, модули), обеспечивающие использование конкретного участка 4 детали в качестве источника функционального или декоративного источника света.
Способ изготовления осуществляется следующим образом.
На заготовку основы 3 в прессе приклеивается первый влагостойкий покровный слой (фиг.2), например, декоративный бумажно-слоистый пластик. Предпочтительно использовать полиуретановый клей (например PURTIS® серии SP), либо клей на основе ПВА группы нагрузки D4 для водостойких соединений (например Клейберит 314.3). При отсутствии пресса возможно ручное или машинное приклеивание на контактный клей, используя клей для водостойких соединений.
С помощью механической обработки (отличный результат дает, например, обработка на фрезерном станке с ЧПУ со сплошным вакуумным столом концевой фрезой подходящего диаметра) выполняют несквозной паз 6 (фиг.3), выбирающий часть основы 3 и клеевой слой 5, оставляя покровный слой 2. Паз 6 проходит по контуру торцов, которые необходимо заполнить защитным полимером, со смещением за границы необходимой к получению детали, на необходимую ширину (зависит от точности используемого оборудования). Ширина необходимого паза 6 и необходимая ширина материала (основы 3 и покровного слоя 2) для образования паза 6 должна быть учтена при проектировании первоначальной заготовки детали или деталей (при использовании одной заготовки для производства нескольких деталей).
Полученные пазы 6 заполняются, например с помощью ручных или автоматических дозаторов, выбранной синтетической смолой (фиг.4), смешанной с отвердителем и, при необходимости, с пигментами или иными наполнителями, подходящими типу выбранной смолы. Важно обеспечить отсутствие воздушных пузырей в слое полимера. Это достигается подбором степени вязкости, вакуумированием полученной рабочей смеси, рабочей температуры смолы, обработки горячим воздухом смолы, залитой в паз. После полимеризации полученная панель выравнивается (фиг. 5) с помощью фрезерного станка до толщины необходимой готовой плиты минус толщина используемого второго покровного слоя 1 с клеевым слоем 5. После выравнивания плоскости полученной плиты в прессе на нее приклеивается верхний покровный слой 1 (фиг. 6), например, декоративный бумажно-слоистый пластик. Предпочтительно использовать водостойкий полиуретановый клей (например PURTIS® серии SP). При отсутствии пресса возможно ручное или машинное приклеивание на контактный клей, используя клей для водостойких соединений.
С помощью механической обработки (циркулярные пилы, фрезерный станок и т.п.) из заготовки получают готовую деталь, оставляя необходимые участки 4 отвержденного полимера внутри детали между нижним 2 и верхним 1 покровными слоями (фиг. 7, 8). С помощью механической обработки торцам может быть придана необходимая форма (фаски, скругления любые сложные формы) вплоть до глубины данного участка в плите (фиг. 8). Также возможны дополнительные выборки, прорези, отверстия в участках, в которых находится слой полимера, без нарушения влагостойкости всей детали.
В случае необходимости установки в деталь источника света, на внутреннюю стенку паза перед заливкой полимером крепится источник света 7, подходящий по своим характеристикам тепловыделения, яркости и т.п..
Синтетические смолы при заполнении внутренних участков, могут быть заменены на влагостойкий термопластичный полимер, например на клеи расплавы на основе этиленвинилацетата. Это допустимо, к примеру, при сниженных требованиях к итоговому внешнему виду готовой детали, температурах эксплуатации, не превышающих указанные для конкретных используемых термопластичных полимеров (например, +55 °C для этиленвинилацетата). Использование для заполнения термопластичных полимеров вместо синтетических смол позволяют ускорить производство деталей с учетом снижения ряда потребительских свойств (термостойкость, механическая прочность, декоративный эффект). Подобные детали могут быть использованы, к примеру, в сантехнических перегородках.
Изобретение относится к мебельным и отделочным материалам и может быть использовано в мебельной промышленности, создании строительных конструкций в помещениях с нормальным и повышенным уровнем влажности, обшивке стен. Способ изготовления влагостойкой мебельной или строительной детали содержит следующие этапы: на заготовку основы приклеивают первый покровный влагостойкий слой, с помощью механической обработки резанием выполняют несквозные пазы по контуру детали, выбирая плиту основы и клеевой слой, оставляя покровный слой. Способ также содержит этапы, на которых пазы выполняют со смещением за границы необходимой к получению детали, полученные пазы заполняют отверждающимся влагостойким полимерным материалом, после полимеризации открытую сторону основы с отвердевшим влагостойким полимерным материалом выравнивают посредством механической обработки до ровной поверхности и толщины необходимой готовой плиты за вычетом толщины второго покровного слоя с клеевым слоем. Способ дополнительно содержит этапы, на которых после выравнивания открытой стороны основы на нее приклеивают верхний второй покровный влагостойкий слой, затем из заготовки вырезают готовую деталь, оставляя участки отвержденного полимера внутри детали между нижним и верхним покровными слоями. Технический результат – повышение влагостойкости, возможность придания торцу формы, отличной от прямолинейной, возможность выполнения кромочных материалов без стыков. 5 з.п. ф-лы, 8 ил.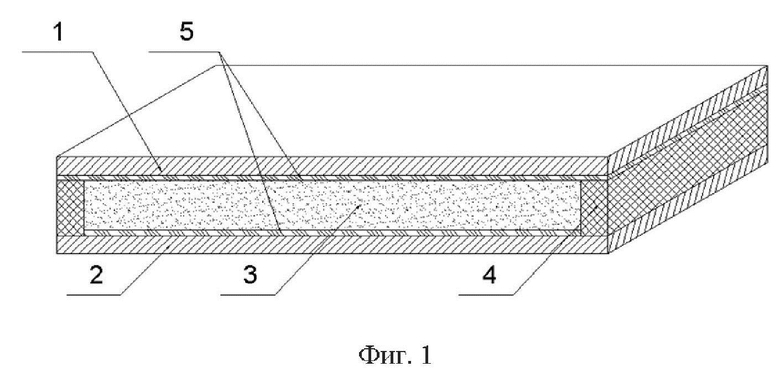
1. Способ изготовления влагостойкой мебельной или строительной детали, содержащий следующие этапы: на заготовку основы приклеивают первый покровный влагостойкий слой, с помощью механической обработки резанием выполняют несквозные пазы по контуру детали, выбирая плиту основы и клеевой слой, оставляя покровный слой, при этом пазы выполняют со смещением за границы необходимой к получению детали; полученные пазы заполняют отверждающимся влагостойким полимерным материалом, после полимеризации открытую сторону основы с отвердевшим влагостойким полимерным материалом выравнивают посредством механической обработки до ровной поверхности и толщины необходимой готовой плиты за вычетом толщины второго покровного слоя с клеевым слоем; после выравнивания открытой стороны основы на нее приклеивают верхний второй покровный влагостойкий слой, затем из заготовки вырезают готовую деталь, оставляя участки отвержденного полимера внутри детали между нижним и верхним покровными слоями.
2. Способ по п. 1, отличающийся тем, что механической обработкой торцам детали придают заданную форму, а также проделывают пазы, прорези, отверстия в слое отвердевшего влагостойкого полимерного материала.
3. Способ по п. 1, отличающийся тем, что в качестве отверждающегося влагостойкого полимерного материала выбирают полимер на основе синтетических смол.
4. Способ по п. 1, отличающийся тем, что в качестве отверждающегося влагостойкого полимерного материала выбирают термопластичный материал.
5. Способ по любому из пп. 1, 2, 3 или 4, отличающийся тем, что перед заполнением пазов отверждающимся влагостойким полимерным материалом в них устанавливают по меньшей мере один источник света.
6. Способ по любому из пп. 1, 2, 3 или 4, отличающийся тем, что влагостойкий полимерный материал содержит пигмент.
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| CN 103054494 A, 24.04.2013 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Способ регенерирования сульфо-кислот, употребленных при гидролизе жиров | 1924 |
|
SU2021A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
