Изобретение относится к области производства сварочных материалов и может быть использовано в различных областях промышленности для сварки высокопрочных сталей с пределом текучести от 700 до 1000 МПа.
Известны электроды, используемые для указанной цели в соответствующих отраслях промышленности типа Н-1. Эти электроды не отвечают современным требованиям в части служебных характеристик таких, как прочность и ударная вязкость металла шва, кроме того, они склонны к образованию стартовых пор и обеспечивают в наплавленном металле повышенное содержание водорода.
Наиболее близким к заявочному электроду по назначению и составу компонентов и взятым в качестве прототипа является электрод марки Н-1 типа Э60 (Электроды для дуговой сварки сталей и никелевых сплавов, И.А.Закс, изд. СПб.: "WELCOME", 1996 г., стр.336, 337), состоящий из стержня-проволоки марки Св-08ХН2М и электродного покрытия, содержащего, мас.%:
Основными недостатками этих электродов является пониженная ударная вязкость металла шва при отрицательных температурах до минус 40°С, низкий уровень прочностных характеристик, высокое содержание диффузионного водорода в наплавленном металле, в связи с чем необходим предварительный подогрев кромок не менее 100°С, кроме того, электроды склонны к образованию стартовых пор.
Техническим результатом изобретения является создание электрода для сварки высокопрочных сталей, работающих при температурах до минус 40°С, обеспечивающего высокую прочность и ударную вязкость металла шва, низкое содержание диффузионного водорода и склонность к пористости.
Технический результат достигается тем, что электрод, состоящий из стержня-проволоки марки Св-03ХН3МД, Св-07ХН3МД и электродного покрытия, содержащего мрамор, плавиковый шпат, кварцевый песок, ферросилиций, марганец металлический, ферротитан и жидкое стекло натриевое, согласно изобретению дополнительно содержащего двуокись титана, алюминиевый порошок и совместную композицию окислов РЗМ и железа при следующем соотношении компонентов, мас.%:
при этом отношение содержания окислов РЗМ к содержанию окислов железа должно быть не более 0,5.
Повышение сварочно-технологических характеристик электродов и снижение склонности металла шва к пористости объясняется введением в покрытие окислов РЗМ и железа и двуокиси титана, которые совместно с композицией мрамор - плавиковый шпат - кварцевый песок позволяют получать благоприятное формирование металла шва, самопроизвольную отделимость шлаковой корки и низкое содержание диффузионного водорода.
Введение в покрытие окислов РЗМ и железа приводит к уменьшению содержания диффузионного водорода в наплавленном металле и склонности к пористости. Увеличение содержания окислов РЗМ и железа в покрытии (более 4%) затрудняет производство сварки в положениях, отличных от нижнего и приводит к окислению легирующих элементов, при этом превышение отношения содержания окислов РЗМ к железу более 0,5 приводит к увеличению неметаллических включений и снижению вязкости металла шва.
Введение в покрытие двуокиси титана в количестве 3-12% и алюминиевого порошка от 0,2 до 4% позволяет получить, наряду с хорошими сварочно-технологическими свойствами и высокой стойкостью металла шва к порообразованию, гарантированное содержание 0,015-0,02% титана в металле шва, что способствует повышению ударной вязкости при отрицательных температурах. Увеличение содержания в покрытии двуокиси титана более 12% и алюминиевого порошка более 4% приводит к повышению содержания в металле шва титана и как следствие снижению механических характеристик металла шва. Совместное влияние компонентов покрытия позволяет получать металл шва с минимальным количеством дефектов и мелкозернистой бейнитно-мартенситной структурой, что позволяет обеспечить высокую ударную вязкость при температурах до минус 40°С.
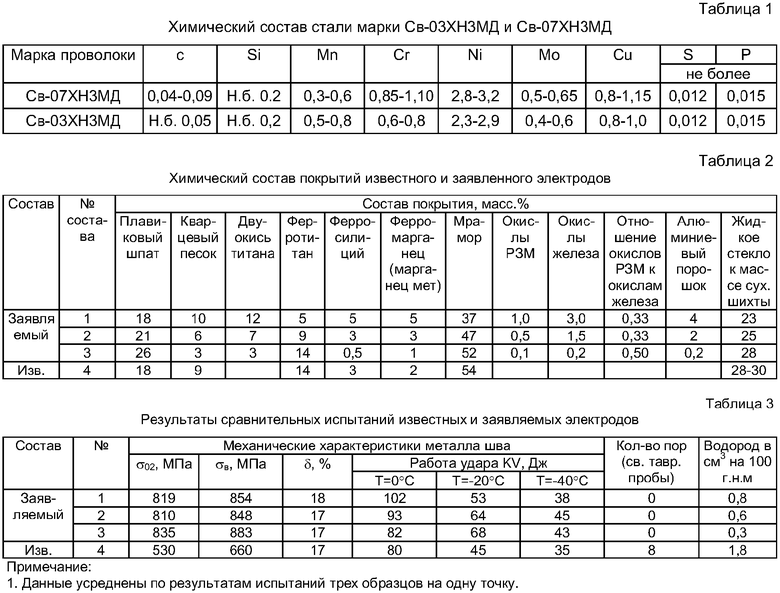
Был проведен комплекс лабораторных и опытно-промышленных работ по изготовлению, испытанию и практическому опробованию электродов для сварки высокопрочных сталей. Были выполнены слитки стали марки Св-03ХН3МД или Св-07ХН3МД с химическим составом приведенным в таблице 1, из которых путем ковки с последующей прокаткой и волочением получены металлические стержни ⊘ 4 мм.
Электроды были изготовлены в опытном производстве на установке для производства покрытых электродов швейцарской фирмы «Эрликон».
Опытные образцы электродов испытывались на высокопрочных сталях с пределом текучести более 800 МПа. Сварку производили на постоянном токе обратной полярности без предварительного подогрева. Режимы сварки были следующими: Iсв.=150-170А, Uд=22-24В, положение шва нижнее. Температура предварительного подогрева 50°С. Визуальный осмотр и радиографический контроль металла шва показал отсутствие недопустимых дефектов: трещин, непроваров, прожогов, крупных неметаллических включений.
Из металла сварных швов, полученного электродами предлагаемого и известного составов, изготовлены и испытаны образцы для определения химического состава и механических свойств.
Химический состав покрытий предлагаемого и известного сварочного электрода представлен в таблице 2. Данные сравнительных испытаний механических свойств металла шва представлены в таблице 3.
шпат
песок
титана
Результаты сравнительных испытаний показывают, что заявленный состав по сравнению с известным позволяет получить более высокие прочностные характеристики металла шва. Кроме того, заявленный электрод обеспечивает более низкое содержание водорода и отсутствие пор в металле шва и позволяет снизить температуру предварительного подогрева кромок.
Технико-экономический эффект от использования изобретения выразится в повышении надежности и долговечности конструкций, за счет повышения прочности металла шва и снижения пористости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД МАРКИ ЭА-868/20 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ ПЕРЛИТНОГО И АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2268128C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИИ X80 | 2008 |
|
RU2387525C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИИ К60, Х70 | 2008 |
|
RU2383419C1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД МАРКИ 48XH-7 ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2268129C1 |
| Электрод марки ЭА-2594 для сварки высокопрочных сталей перлитного и аустенитно-ферритного класса | 2022 |
|
RU2796581C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2497647C1 |
| ЭКОНОМНОЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2005 |
|
RU2302327C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2408451C1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
| ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ СВАРКИ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2006 |
|
RU2319590C2 |
Электрод может быть использован для сварки с незначительной 50°С температурой предварительного подогрева высокопрочных сталей мартенситного и бейнитного класса. На стержень электрода из проволоки марки Св-03ХН3МД или Св-07ХН3МД нанесено покрытие, содержащее компоненты в следующем соотношении, мас.%: мрамор 37,0-52,0, плавиковый шпат 18,0-26,0, кварцевый песок 3,0-10,0, двуокись титана 3,0-12,0, ферросилиций 0,5-5,0, ферротитан 5,0-14,0, ферромарганец или марганец металлический 1,0-5,0, окислы РЗМ 0,1-1,0, окислы железа 0,2-3,0, алюминиевый порошок 0,2-4,0, жидкое стекло натриевое к массе сухой шихты 23,0-28,0. Отношение содержания окислов РЗМ к содержанию окислов железа должно быть не более 0,5. Электрод имеет высокие служебные и сварочно-технологические характеристики. 3 табл.
Электрод для сварки высокопрочных сталей, включающий стержень из проволоки марки Св-03ХНЗМД или Св-07ХН3МД и электродное покрытие, содержащее мрамор, плавиковый шпат, кварцевый песок, ферросилиций, ферромарганец или марганец металлический, ферротитан и жидкое стекло натриевое, отличающийся тем, что электродное покрытие дополнительно содержит двуокись титана, алюминиевый порошок, окислы РЗМ и окислы железа при следующем соотношении компонентов, мас.%:
при этом отношение содержания окислов РЗМ к содержанию окислов
железа составляет не более 0,5.
| ЗАКС И.А | |||
| Электроды для дуговой сварки сталей и никелевых сплавов | |||
| - СПб.: WELCOME, 1996, с.336-337 | |||
| Состав электродного покрытия | 1989 |
|
SU1609598A1 |
| Электродное покрытие | 1973 |
|
SU447236A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1993 |
|
RU2102208C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

