Изобретение относится к металлургии, в частности к рафинированию расплавленных металлов и сплавов, преимущественно алюминиевых, и может быть применено в устройствах фильтрации.
Известно устройство для фильтрации расплавленных металлов и сплавов, содержащее фильтровальную камеру с входным и выходным отверстиями для металла, со сменной поперечной перегородкой в виде пластины из материала, устойчивого к расплавленному металлу, пористый фильтрующий элемент. Устройство снабжено дополнительной не доходящей до дна перегородкой, установленной между входным отверстием и перегородкой с фильтрующим элементом. Фильтрующий элемент выполнен из керамического пеноматериала в виде пластины со скошенной кромкой, (SU, патент 1595344, С22В 9/02, 21/06, опубл. 23.09.1990, бюл. №35).
Недостатком данного устройства является отсутствие системы предварительного и постоянного прогрева фильтрующего элемента. Фильтрующий элемент обычно представляет собой пенокерамику на основе оксида алюминия с добавлением связующего. Отсутствие равномерного нагрева фильтровальной камеры до температуры жидкого алюминия и фильтрующего элемента приводит, во-первых, к застыванию расплава внутри фильтрующего элемента по его углам и уменьшению полезного сечения, а как следствие к недостаточной скорости течения жидкого металла через фильтрующий элемент. Во-вторых, уменьшает полезную емкость расплава, проходящего через фильтрующий элемент заданного размера, что в итоге приводит к уменьшению эффективности фильтрации на крайней стадии литья и появлению брака литья. Это происходит из-за потери полезной площади и закупоривания пор фильтрующего элемента в результате захвата включений, что приводит к преждевременной остановке литья. Замена фильтрующих элементов без остановки процесса литья недопустима вследствие невозможности контроля процесса установки фильтрующей перегородки без зазора и вероятности попадания неметаллических включений в момент извлечения отработанного фильтрующего элемента.
Известно устройство для фильтрования расплавленных металлов и сплавов, содержащее установленную в корпус рабочую камеру, образованную стенками и дном, которые выполнены из огнеупорного материала. Внутри рабочей камеры установлена не доходящая до дна вертикальная перегородка из огнеупорного материала и фильтрующий элемент. Фильтрующий элемент выполнен съемным и установлен в съемной раме, горизонтально внутри рабочей камеры между ее стенками и вертикальной перегородкой. Дно рабочей камеры выполнено наклонным с углом наклона 3-5° в сторону сливной летки для выноса пузырьков газа из-под фильтрующего элемента по ходу течения расплава алюминия. Устройство снабжено съемной крышкой из огнеупорного материала, в которой установлены нагревательные элементы. Крышка выполнена откидной и снабжена электромеханическим приводом (RU, патент 2262542, С22В 9/02, 21/06, опубл. 20.10.2005, бюл. №29).
Недостатком данного устройства является отсутствие эффективного предварительного нагрева рабочей камеры и фильтрующего элемента перед началом литья, так как основным путем передачи тепла является радиационное излучение, которое воздействует только на поверхности рабочей камеры и фильтрующего элемента обращенные к нагревательным элементам. Пористый пенокерамический фильтр имеет плохую теплопроводность, и его сквозной нагрев до температуры литья может занимать от 4 до 8 часов в зависимости от размеров ПКФ и эффективности нагрева. Недостаточный сквозной нагрев фильтрующего элемента приводит к снижению эффективной рабочей площади фильтрации и ухудшению качества литья в конце нагрева.
Наиболее близким к заявленному является устройство для фильтрации расплавленных металлов и сплавов, содержащее установленную в корпусе рабочую камеру, образованную стенками и дном, выполненными из огнеупорного материала, с входными и выходными отверстиями. Дно рабочей камеры выполнено ступенчатым в сторону выходного отверстия. Внутри рабочей камеры установлены не доходящая до дна вертикальная перегородка из огнеупорного материала и фильтрующий элемент, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой. В верхней части рабочей камеры установлена откидная крышка с нагревательными элементами и электромеханическим приводом. Фильтрующий элемент выполнен в виде последовательно установленных пористых фильтрующих перегородок с размером пор на первой относительно второй, равным 2/1-2/1,5. Фильтрующая перегородка, установленная у входного отверстия, расположена с подъемом 3-5 градусов по ходу движения металла в сторону выходного отверстия, а фильтрующая перегородка, установлена у выходного отверстия горизонтально. В крышке выполнено не менее одного отверстия, над которым установлены промышленные фены, а корпус закреплен на основании с возможностью наклона (RU, патент №2385354, С22В 9/02, 21/06, опубл. 27.03.2010, Бюл. №9).
Недостатком данного устройства является низкая энергетическая эффективность предварительного прогрева рабочей камеры и фильтрующих перегородок промышленными фенами и высокие тепловые потери, так как горячий воздух во время этого процесса выбрасывается из камеры в окружающую атмосферу через входное и выходное отверстия. Фильтрующий элемент при таком способе нагрева прогревается достаточно эффективно, но огнеупорная часть фильтра остается холодной из-за низкого теплового коэффициента полезного действия конвективного нагрева, что в итоге приводит к большим потерям температуры расплавом в начале литья за счет аккумулирования тепловой энергии огнеупором за счет расплава вплоть до того, что расплав может застыть в камере фильтрации или в транспортных лотках от печи до литейного агрегата.
Кроме того, эффективность воздушного нагрева может снижаться для устройств с последовательно установленными пористыми фильтрующими перегородками и/или перегородками с высокой степенью фильтрации, имеющими достаточно маленький размер пор для повышения тонкости очистки расплава от неметаллических включений и вследствие этого высокое гидравлическое сопротивление. Еще возможно использование двух последовательно установленных фильтрующих элементов грубой и тонкой очистки, что дополнительно увеличивает сопротивление нагретому воздуху и исключает возможность применения известных конвективных нагревателей с вентиляторами среднего давления. В этом случае обычно применяются вихревые газовые горелки, в которых горелка находится за приделами камеры фильтрации, и горячий воздух на ее выходе смешивается с холодным, и полученная смесь подается на фильтрующий элемент или несколько элементов под высоким давлением достаточным для преодоления сопротивления фильтрующих элементов. Такие газовые горелки имеют высокую стоимость и сложны в эксплуатации, кроме того, могут применяться не во всех производствах из-за относительно высокой опасности газового нагрева в сравнении с электрическим.
В основу изобретения положена техническая задача, заключающаяся в обеспечении максимального равномерного нагрева рабочей камеры и фильтрующего элемента с высокой степенью фильтрации и гидравлическим сопротивлением, сокращении времени нагрева и потребления электроэнергии.
При этом техническим результатом является повышение эффективности устройства для фильтрации расплавленного алюминия и его сплавов, снижение содержания механических примесей в получаемом металле и повышение его качества.
Достижение вышеуказанного технического результата обеспечивается тем, что в устройстве для фильтрации алюминия и его сплавов, содержащем установленную в корпусе рабочую камеру, образованную стенками и дном из огнеупорного материала, с входными и выходными отверстиями для металла, установленную внутри рабочей камеры и не доходящую до дна вертикальную перегородку из огнеупорного материала, фильтрующий элемент в виде пористой фильтрующей перегородки, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой, откидную крышку с нагревательными элементами и выполненными в ней не менее одним отверстием, согласно изобретению, рабочая камера выполнена с возможностью герметизации входных и выходных отверстий для металла, при этом, нижняя поверхность крышки выполнена с возможностью плотного прилегания к верхней части вертикальной перегородки за счет гибких теплоизоляционных элементов удерживаемых жаропрочной стекой, кроме того, крышка снабжена по меньшей мере одним герметичным воздушным каналом с нагнетателем и по меньшей мере одним патрубком расположенных в зонах рабочей камеры по разные стороны от вертикальной перегородки, причем внутри герметичного воздушного канала расположены нагревательные элементы, контролируемые датчиками температуры.
Герметизации входных и выходных отверстий для металла выполнена, например, в виде заслонок шиберного типа
Благодаря выполнению рабочей камеры с возможностью герметизации входных и выходных отверстий для металла и нижней поверхности крышки с возможностью плотного прилегания к верхней части вертикальной перегородки, а так же расположению по меньшей мере по одному отверстию в крышке в зонах над рабочей камерой по разные стороны от вертикальной перегородки, и оснащению крышки дополнительно, по меньшей мере, одним герметичным воздушным каналом с нагнетателем и расположенными внутри канала нагревательными элементами, посредством патрубков соединяющим между собой отверстия в крышке, расположенные в зонах над рабочей камерой по разные стороны от вертикальной перегородки, становится возможным организовать герметичный воздушный нагревательный тракт и осуществлять нагрев и замкнутую циркуляцию воздуха с высоким давлением через рабочую камеру и фильтрующий элемент, что обеспечивает равномерный нагрев рабочей камеры и фильтрующего элемента с высоким гидравлическим сопротивлением, а так же сокращение времени нагрева и потребления электроэнергии установкой перед началом процесса фильтрации.
Циркуляция воздуха в замкнутом нагревательном тракте осуществляется нагнетателем, например, центробежным турбинного типа с приводом от высокооборотного электродвигателя с регулируемой частотой вращения.
Для нагрева воздуха в герметичном воздушном канале установлены электрические нагревательные элементы сопротивления, подключаемые к регулируемому источнику напряжения. При этом осуществляется контроль температуры на входе и выходе нагревателя.
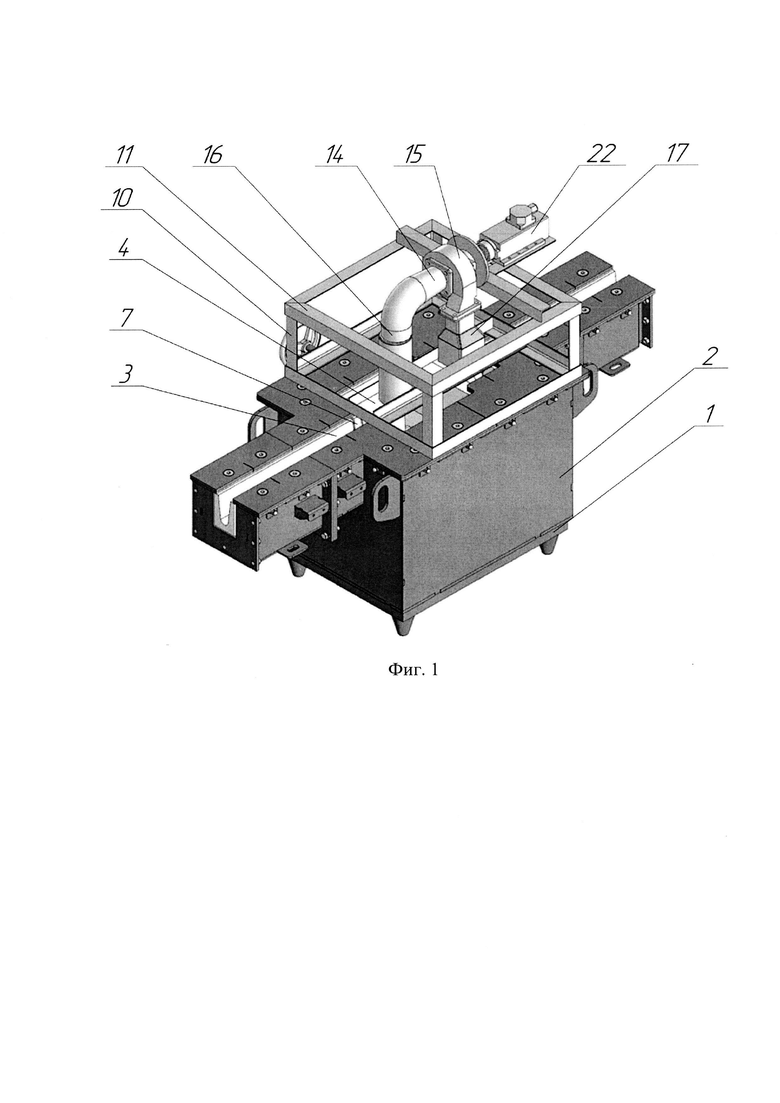
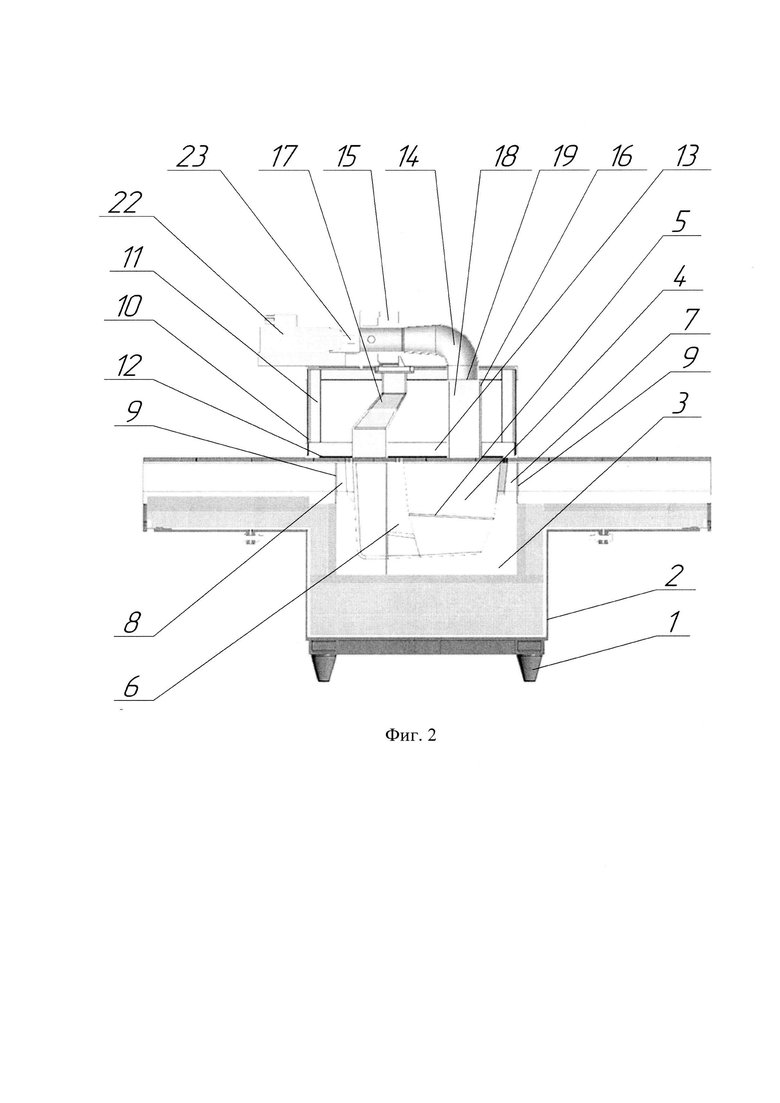
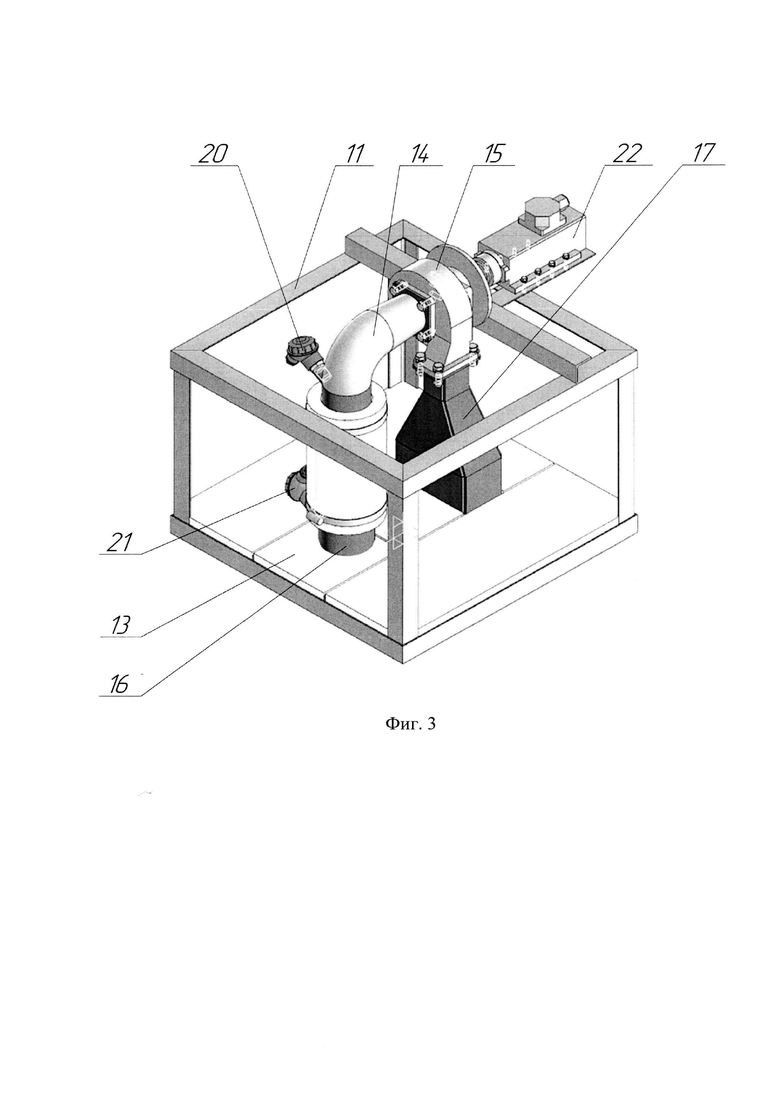
Сущность изобретения поясняется следующими чертежами. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вертикальный разрез, на фиг. 3 - съемная крышка устройства.
Устройство для фильтрации расплавленного алюминия и его сплавов содержит корпус 1, выполненный в виде стального кожуха 2 с устойчивой к действию расплавленного металла огнеупорной футеровкой 3, например, из жаропрочного бетона, фильтрующая перегородка 5. При этом рабочая камера разделена вертикальной перегородкой 6, так же изготовленной из огнеупорного материала и не доходящей до дна. В рабочей камере 4 выполнены входное отверстие 7 и выходное отверстие 8 для вывода очищенного металла. Во входное и выходное отверстия рабочей камеры могут устанавливаться съемные герметизирующие элементы 9, например, выполненные в виде заслонок шиберного типа.
Откидная крышка 10 состоит из стального сварного каркаса 11 и внешнего стального кожуха (условно не показан). На нижней поверхности крышки 10 к каркасу крепится жаропрочная сетка 12, изготовленная, например, из проволоки 12Х18Н10Т, и гибкие теплоизоляционные элементы 13, например, из минерального волокна. Сетка 12 с теплоизоляционными элементами 13 установлена таким образом, чтобы в рабочем положении крышки обеспечивает плотное прилегание и контакт с вертикальной перегородкой 6. Это позволяет свести к минимуму перетекание воздуха над вертикальной перегородкой 6 между частями рабочей камеры 4 со стороны входного 7 и выходного 8 отверстий.
В крышке 10 смонтирован герметичный воздушный канал 14 из жаропрочной стали, содержащий нагнетатель 15, например, центробежного типа, входной 16 и выходной 17 патрубки, так же выполненные из жаропрочной стали, которые при установке крышки в рабочее положение располагаются над рабочей камерой со стороны выходного 8 и входного 7 отверстий соответственно - по разные стороны от вертикальной перегородки 6. Воздушные электрические нагревательные элементы 18, например спирального или трубчатого типа, установлены во входном патрубке 16 и удерживаются внутри патрубка 16 с помощью термостойких изоляторов 19, выполненных, например, из керамики. На входе и выходе из патрубка 16 установлены термодатчики 20 и 21 соответственно. Входной патрубок 16 подсоединен к центробежному нагнетателю 15 в его осевой части. Выходной патрубок 17 подсоединен к центробежному нагнетателю 15 в его периферийной части. При этом образуется закольцованный герметичный нагревательный тракт для циркуляции воздуха через рабочую камеру 4 и фильтрующую перегородку 5 с минимальными тепловыми потерями в окружающую среду.
Привод центробежного нагнетателя 15 осуществляется электродвигателем 22, закрепленным на каркасе 11. Вал двигателя 22 с помощью муфты 23 соединен с приводным валом нагнетателя 15. Питание электродвигателя 22 осуществляется блоком частотного управления, который позволяет плавно регулировать его частоту вращения.
Устройство работает следующим образом. Для предварительного прогрева рабочей камеры 4, фильтрующей перегородки 5 и вертикальной перегородки 6 крышку 10 устанавливают на рабочую камеру 4 сверху в рабочее положение, а входное 7 и выходное 8 отверстия перекрываются герметизирующими элементами выполненными в виде заслонок шиберного типа 9.
Затем включаются нагревательные элементы 18 и электродвигатель 22, вал которого приводит во вращение центробежный нагнетатель 15. В свою очередь нагнетатель 15 создает замкнутый высоконапорный воздушный поток в канале 14, который движется от входного патрубка 16 к выходному 17 через рабочую камеру 4 со стороны выходного отверстия 8, фильтрующую перегородку 5, рабочую камеру со стороны входного отверстия 7, нагревательные элементы 18, и в результате опять попадает во входной патрубок 16. Нагревательные элементы 18 нагревают воздух в канале 14 до требуемой температуры 680-720°С с минимальными затратами энергии за счет сокращения потерь тепла от воздушного теплоносителя в окружающую среду и рекуперации энергии. При этом нагретый воздушный поток прогревает фильтрующую перегородку 5, вертикальную перегородку 6, стенки и дно рабочей камеры 4, после чего с меньшей температурой поступает во входной патрубок 16, проходит через нагревательные элементы 18, направляется в центробежный нагнетатель 15 и далее через выходной патрубок 17 опять в рабочую камеру 4. Затем цикл повторяется. Электрическая мощность, подводимая к нагревательным элементам 18 и частота вращения центробежного нагнетателя 15 регулируются в зависимости от температуры воздуха на входе и выходе из блока нагревательных элементов 18, контролируемых с помощью датчиков температуры 20 и 21.
Благодаря выполнению рабочей камеры 4 с возможностью герметизации входного 7 и выходного 8 отверстий для металла и нижней поверхности крышки 10 с возможностью плотного прилегания к верхней части вертикальной перегородки 6, а так же расположению по меньшей мере по одному патрубку в крышке в зонах над рабочей камерой 4 по разные стороны от вертикальной перегородки 6, и оснащение крышки дополнительно, по меньшей мере, одним герметичным воздушным каналом 14 с нагнетателем 15 и расположенными внутри канала нагревательными элементами 18, соединяющим между собой отверстия для патрубков 16, 17, в крышке 10, расположенные в зонах над рабочей камерой 4 по разные стороны от вертикальной перегородки 6, позволяет организовать герметичный нагревательный тракт и осуществлять нагрев и замкнутую циркуляцию воздуха с высоким давлением через рабочую камеру 4 и фильтрующую перегородку 5, что обеспечивает равномерный нагрев рабочей камеры 4 и фильтрующей перегородки 5 с высоким гидравлическим сопротивлением, а так же сокращение времени нагрева и потребления электроэнергии установкой перед фильтрацией.
По окончании прогрева рабочей камеры 4, фильтрующей перегородки 5 и вертикальной перегородки 6, крышку 10 переводят в нерабочее положение и извлекают герметизирующие элементы 9, перекрывающие входное 7 и выходное 8 отверстия. Затем по прилегающему к устройству металлопрокату осуществляют пуск расплавленного металла, который подвергается фильтрации, проходя через рабочую камеру 4 и фильтрующую перегородку 5.
Опытно-промышленные испытания предложенной конструкции устройства для фильтрации расплавленного алюминия и его сплавов показали эффективность в случае предварительного нагрева рабочей камеры и фильтрующего элемента.
Так, например, было экспериментально исследовано устройство для фильтрации с фильтрующим элементом (картриджем) размером 9 дюймов и съемной крышкой. Конструкция крышки включала в себя: сварной каркас из нержавеющего уголка 40×40×4 мм с нержавеющей сеткой в нижней части и теплоизоляций Эковул (3 слоя) суммарной толщиной 20 мм; входные и выходные сварные патрубки из стали 12Х18Н10Т; нагнетатель -турбокомпрессор ТКР-7Н1 (от двигателя автомобилей семейства КамАЗ), электрический привод турбокомпрессора GDZ80X73-2,2 (мощность 2,2 кВт, до 24000 об/минуту), подключенным от частотного преобразователя марки HY02D223B (220 В, 50 Гц, 3РН, 0…220 В, 2,2 кВт, ПА, 0,5…400 Гц, производство Huanyang Electrical со ltd, с подключением RST-P+-PR-UVW-земля); высокотемпературный воздушный нагреватель «10 ООО НТ» с нагревательными элементами по керамике 80 мм, 3-фазный, 400 В/15кВт, без электроники (900°С), артикул 110.568; два преобразователя термоэлектрических ПДКП105-0110.80, подключенных на термопарные входы двухканального измерителя ПИД-регулятора ECD2-M с помощью термопарного провода.
Устройство было исследовано при разных режимах предварительного прогрева рабочей камеры и фильтрующего элемента. Так при уставке температуры нагревательных элементов 900°С и инфракрасном нагреве, время прогрева дна, стенок рабочей камеры и фильтрующего элемента до температуры 700°С составило 30 мин, а температура огнеупорного блока с наружной стороны достигла 640°С в течение 52 минут после включения нагревателей и более не поднималась. Более значительного результата можно достичь при нагреве камеры фильтрации с пенокерамическим фильтром при конвективном нагреве, осуществляемом с помощью заявляемого устройства. Те же значения температур 700°С на внутренней стенке и 640°С на наружной достигается за 55 минут после включения устройства, но при этом спустя еще 39 минут разницы температур на между верхними и нижними стенками не наблюдается. Таким образом заявляемое устройство обеспечивает равномерный прогрев рабочей камеры и фильтрующего элемента до 700…705°С, что способствует эффективной очистке алюминия и его сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2385354C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| УСТАНОВКА ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2262542C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ В УСЛОВИЯХ АКУСТИЧЕСКОГО РЕЗОНАНСНОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2584618C2 |
| Способ обработки металлических деталей в условиях акустического резонансного воздействия потоком смеси сжатого воздуха и газообразных химических реагентов и устройство для его осуществления | 2015 |
|
RU2651841C2 |
| ТЕРМОТОННЕЛЬ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И СПОСОБ УПАКОВКИ ПРОДУКЦИИ | 2011 |
|
RU2491214C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2598730C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ МЕТАЛЛОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ ЩЕЛОЧНО-ЗЕМЕЛЬНЫХ МЕТАЛЛОВ | 2007 |
|
RU2339716C1 |
Изобретение относится к металлургии, в частности к рафинированию расплавленного алюминия в устройствах фильтрации. Устройство содержит установленную в корпусе рабочую камеру с входными и выходными отверстиями для металла, установленную внутри рабочей камеры и не доходящую до дна вертикальную перегородку, фильтрующий элемент, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой. Рабочая камера выполнена с возможностью герметизации входных и выходных отверстий для металла. Нижняя поверхность крышки выполнена с возможностью плотного прилегания к верхней части вертикальной перегородки за счет гибких теплоизоляционных элементов удерживаемых жаропрочной стекой. Крышка снабжена герметичным воздушным каналом с нагнетателем и патрубком, расположенными в зонах рабочей камеры по разные стороны от вертикальной перегородки. Внутри герметичного воздушного канала расположены нагревательные элементы, контролируемые датчиками температуры. Изобретение позволяет снизить содержание механических примесей в получаемом металле и повысить его качество. 3 ил.
Устройство для фильтрации алюминия и его сплавов, содержащее установленную в корпусе рабочую камеру, образованную стенками и дном из огнеупорного материала, с входными и выходными отверстиями для металла, установленную внутри рабочей камеры и не доходящую до дна вертикальную перегородку из огнеупорного материала, фильтрующий элемент в виде пористой фильтрующей перегородки, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой, откидную крышку с нагревательными элементами и выполненными в ней не менее одним отверстием, отличающееся тем, что рабочая камера выполнена с возможностью герметизации входных и выходных отверстий для металла, при этом нижняя поверхность крышки выполнена с возможностью плотного прилегания к верхней части вертикальной перегородки за счет гибких теплоизоляционных элементов, удерживаемых жаропрочной стекой, кроме того, крышка снабжена герметичным воздушным каналом с нагнетателем и патрубком, расположенными в зонах рабочей камеры по разные стороны от вертикальной перегородки, причем внутри герметичного воздушного канала расположены нагревательные элементы, контролируемые датчиками температуры.
| УСТРОЙСТВО ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2385354C1 |
| УСТАНОВКА ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2262542C2 |
| Устройство для фильтрования расплавленных металлов и сплавов | 1987 |
|
SU1595344A3 |
| US 4572486 A1, 25.02.1986 | |||
| JP5195101 A, 03.08.1993. | |||
