Изобретение относится к металлургии, в частности к рафинированию расплавленных металлов и сплавов, преимущественно алюминиевых, и может быть применено в устройствах фильтрации.
Известно устройство для фильтрации расплавленных металлов и сплавов, содержащее фильтровальную камеру с входным и выходным отверстиями для металла и со сменной поперечной перегородкой в виде пластины из материала, устойчивого к расплавленному металлу, и пористый фильтрующий элемент. Устройство снабжено дополнительной не доходящей до дна перегородкой, установленной между входным отверстием и перегородкой с фильтрующим элементом. Фильтрующий элемент выполнен из керамического пеноматериала в виде пластины со скошенной кромкой, (SU, патент 1595344, С22В 9/02, 21/06, опубл. 23.09.1990).
Недостатком данного устройства является отсутствие системы предварительного и постоянного прогрева фильтрующего элемента. Отсутствие равномерного нагрева фильтровальной камеры и фильтрующего элемента с рациональной скоростью нагрева 8-35°С/минуту приводит к неполному заполнению металлом фильтровальной камеры на запуске, что приводит к очень медленному заполнению литейного стола или металлотракта и возможному прерыванию литья. Также, если фильтровальная камера полностью не заполнена металлом, происходит потеря полезной площади, и в результате захвата включений забиваются поры фильтрующего элемента, что приводит к преждевременной остановке литья. Замена фильтрующих элементов без остановки процесса литья недопустима вследствие невозможности контроля процесса установки фильтрующей перегородки без зазора и вероятности попадания неметаллических включений в момент извлечения отработанного фильтрующего элемента.
Наиболее близким к заявленному является устройство для фильтрования расплавленных металлов и сплавов, содержащее установленную в корпус рабочую камеру, образованную стенками и дном, которые выполнены из огнеупорного материала. Внутри рабочей камеры установлена не доходящая до дна вертикальная перегородка из огнеупорного материала и фильтрующий элемент. Фильтрующий элемент выполнен съемным и установлен в съемной раме, горизонтально внутри рабочей камеры между ее стенками и вертикальной перегородкой. Дно рабочей камеры выполнено наклонным с углом наклона 3-5° в сторону сливной летки. Устройство снабжено съемной крышкой из огнеупорного материала, в которой установлены нагревательные элементы. Съемная крышка выполнена откидной и снабжена электромеханическим приводом, (SU, патент 2262542, С22В 9/02, 21/06, опубл. 27.12.2004).
Недостатком данного устройства является отсутствие предварительного нагрева рабочей камеры и фильтрующего элемента перед началом литья, это может привести к неполному заполнению металлом рабочей камеры. Установка фильтрующего элемента горизонтально приводит к образованию воздушной пробки под ним. Наличие сливной летки усложняет обслуживание устройства и снижает срок службы огнеупорной футеровки за счет необходимости механической чистки после каждой замены фильтрующего элемента.
В основу изобретения положена задача, заключающаяся в обеспечении максимального равномерного нагрева рабочей камеры и фильтрующего элемента, возможности быстрой замены фильтрующих элементов при снижении содержания механических примесей в отливаемом металле без снижения производительности устройства и повышение срока службы огнеупорной футеровки.
Техническим результатом изобретения является повышение эффективности устройства для фильтрации расплавленных металлов и сплавов и снижение содержания механических примесей в получаемом металле.
Достижение вышеуказанного технического результата обеспечивается тем, что в устройстве для фильтрации алюминия и его сплавов, содержащем установленную в корпус рабочую камеру, образованную стенками и дном, выполненными из огнеупорного материала, и снабженную входными и выходными отверстиями, установленную внутри рабочей камеры и не доходящую до дна вертикальную перегородку из огнеупорного материала и фильтрующий элемент, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой, крышку с нагревательными элементами, выполненную откидной и снабженную электромеханическим приводом, согласно заявляемому изобретению, дно рабочей камеры выполнено ступенчатым в сторону выходного отверстия, фильтрующий элемент выполнен в виде последовательно установленных пористых фильтрующих перегородок с размером ячеек на первой относительно второй, равным 2/1-2/1,5, при этом фильтрующая перегородка, установленная у входного отверстия, расположена с подъемом 3-5 градусов по ходу движения металла в сторону выходного отверстия, а фильтрующая перегородка, установленная у выходного отверстия, - горизонтально, кроме того, в крышке выполнено не менее одного отверстия, над которым установлены промышленные фены, а корпус закреплен на основании с возможностью наклона.
Отличительной особенностью заявляемого устройства является выполнение фильтрующего элемента в виде установленных последовательно двух фильтрующих перегородок с одинаковыми габаритными размерами, что обеспечивает снижение содержания механических примесей в отливаемом металле без снижения производительности устройства. При этом фильтрующая перегородка, установленная у входного отверстия, расположена с подъемом 3-5 градусов по ходу движения металла в сторону выходного отверстия таким образом, чтобы предотвратить образование воздушной пробки под ней при начале литья, при загрузке расплавленных металлов или сплавов.
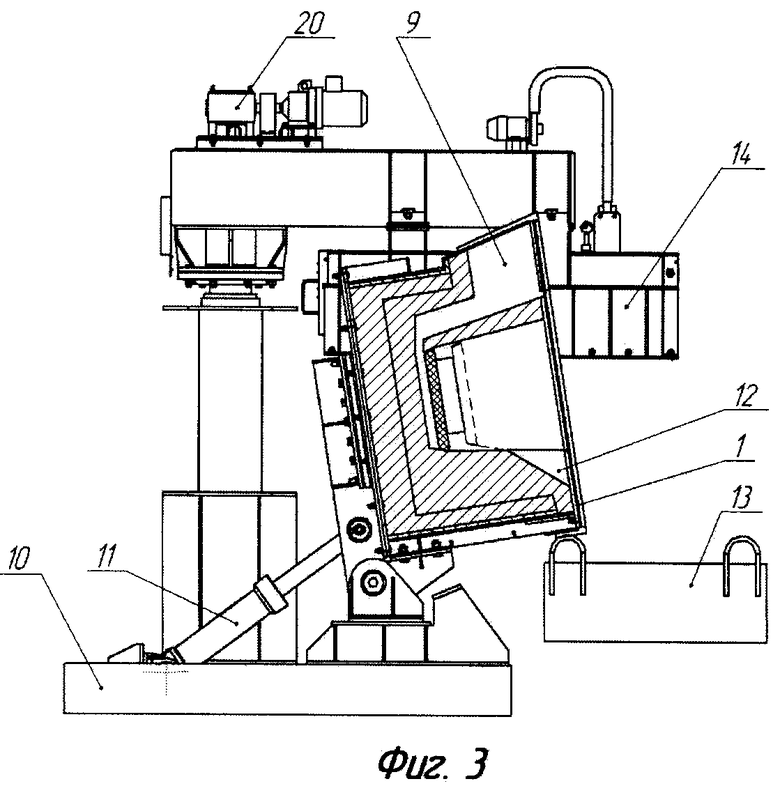
Возможность быстрой и безопасной очистки рабочей камеры после завершения литья от остатков металла обеспечивается за счет наклона устройства в вертикальной плоскости для слива остатков металла.
Оснащение устройства фильтрации промышленными фенами с вентиляторами дополнительно к карбидокремниевым нагревателям для поддержания температуры литья и для создания первичного нагрева фильтрующего элемента и рабочей камеры обеспечивает быструю скорость равномерного нагрева перед фильтрацией.
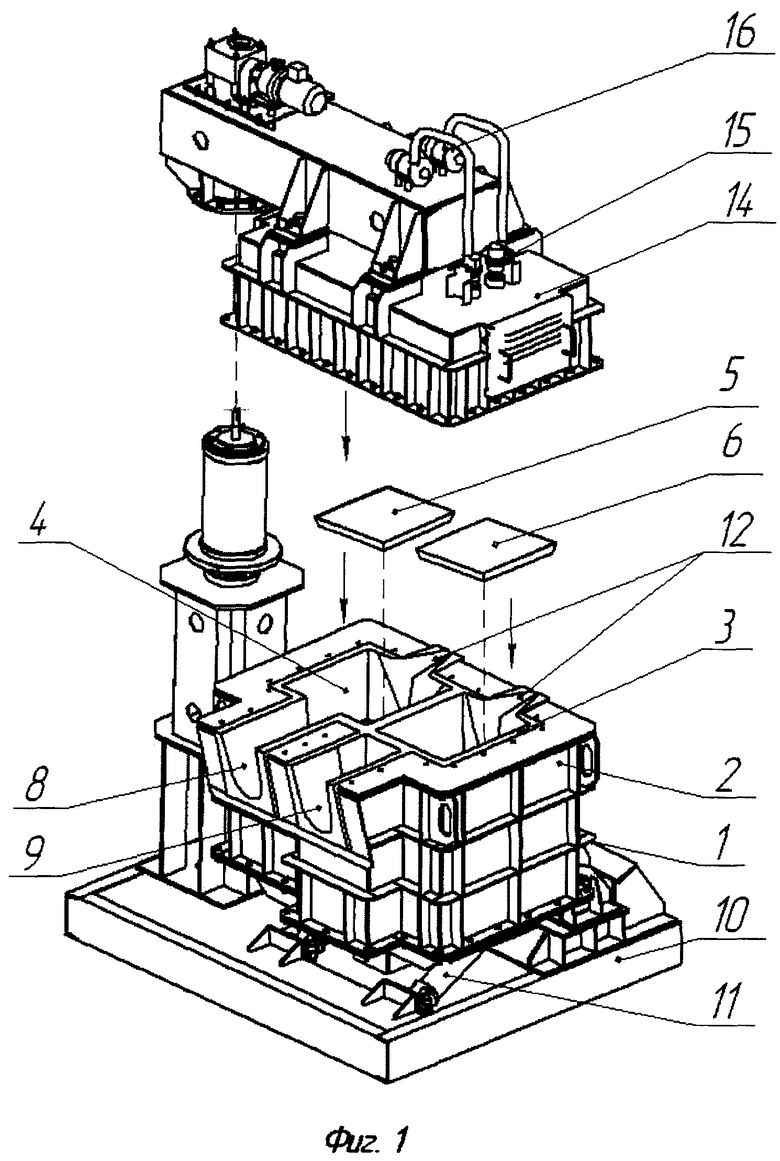
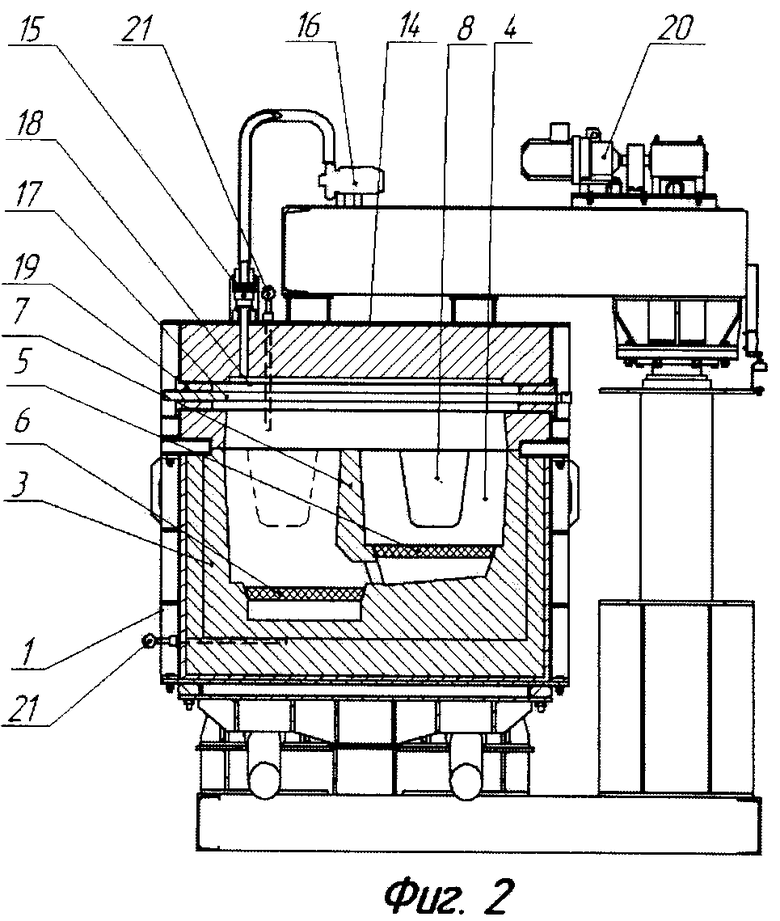
На фиг.1 изображено устройство - общий вид; на фиг.2 - то же, вертикальный разрез; на фиг.3 - то же в наклонном положении устройства при сливе остатков металла.
Устройство для фильтрации расплавленных металлов и сплавов содержит корпус 1, выполненный в виде стального кожуха 2 с устойчивой к действию расплавленного металла огнеупорной футеровкой 3, например, из жаропрочного бетона. Форма рабочей камеры 4 изготавливается таким образом, чтобы была возможность установить последовательно две фильтрующие перегородки 5, 6, имеющие одинаковые геометрические размеры, с размером ячеек на первой относительно второй, равным 2/1-2/1,5. При этом рабочие камеры отделены перегородкой 7, предотвращающей попадание металла на фильтрующую перегородку 6, минуя фильтрующую перегородку 5. Гнездо для установки фильтрующей перегородки 5 в рабочей камере 4 выполнено с подъемом 3-5 градусов по ходу движения металла таким образом, чтобы предотвратить образование воздушной пробки под фильтрующей перегородкой 5 при начале литья. В рабочей камере 4 выполнены входное отверстие 8 и выходное отверстие 9 для вывода очищенного металла. Под корпусом 1 установлен на основании 10 механизм поворота 11 корпуса 1, позволяющий сливать металл через желоба 12, выполненные в футеровке 3, остатки металла с рабочей камеры 4 в емкость 13. Съемная крышка 14 оборудована промышленными фенами 15 с нагнетательными вентиляторами 16 и электрическими нагревательными элементами 17, установленными в защитных кожухах из жаропрочной оболочки 18. Электрические нагревательные элементы 17 удерживаются внутри кожуха 18 с помощью огнеупорных изоляторов 19. Для поворота съемной крышки 14 используется механизм поворота 20. Термоэлектрические преобразователи 21 устанавливаются таким образом, чтобы обеспечить замену в процессе эксплуатации устройства, не создавая помехи наклону.
Устройство работает следующим образом.
Жидкий металл через входное отверстие 8 поступает в рабочую камеру 4, а очищенный металл выводится через выходное отверстие 9. Неметаллические включения задерживаются сначала на первой пористой фильтрующей перегородке 5, а затем металл окончательно очищается от неметаллических включений меньших размеров во второй фильтрующей перегородке 6 с размером ячеек на первой относительно второй, равным 2/1-2/1,5, причем фильтрующая перегородка 5, установленная у входного отверстия, расположена с подъемом 3-5 градусов по ходу движения металла. Для подогрева фильтрующих перегородок 5, 6 перед началом литья в съемной крышке 14 устанавливаются промышленные фены 15, а для подогрева во время литья и между плавками используются электрические нагревательные элементы 17 установленные в защитные кожуха 18. Защитные кожуха 18, выполнены из жаростойкой стали, обладающей стойкостью против химического разрушения поверхности от выбросов жидкого алюминия с поверхности металла. Контроль температуры воздуха и металла в устройстве производят при помощи термоэлектрических преобразователей 21. Управление нагревом обеспечивается двумя термоэлектрическими преобразователями 21, установленными один в крышке между защитными кожухами электрических нагревательных элементов 17 для контроля температуры воздуха, а второй под керамическим картриджем для контроля температуры металла. Электрические нагревательные элементы 17 выполнены из карбидокремния и обеспечивают поддержание температуры металла на уровне 680-720°С во время литья и в стационарном режиме поддержания температуры между плавками, с жидким металлом (экономный вариант для многократного использования фильтрующих элементов).
Использование предлагаемого устройства для фильтрации обеспечит повышение степени очистки металла без снижения производительности устройства, снижение трудозатрат на обслуживание и повышение срока службы огнеупорной футеровки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фильтрации алюминия и его сплавов | 2022 |
|
RU2798094C1 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2023 |
|
RU2806671C1 |
| УСТАНОВКА ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2262542C2 |
| УСТАНОВКА ДЛЯ ФИЛЬТРАЦИИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2024 |
|
RU2827010C1 |
| Устройство для фильтрования расплавленных металлов и сплавов | 1987 |
|
SU1595344A3 |
| СПОСОБ РАФИНИРОВАНИЯ МЕДНОГО ИЛИ НИКЕЛЕВОГО СПЛАВОВ ИЛИ МЕДИ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2490341C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ СЛИТКОВ ИЗ АНТИФРИКЦИОННЫХ СПЛАВОВ | 2005 |
|
RU2291759C1 |
| Устройство для рафинирования расплавленных металлов | 1982 |
|
SU1018996A1 |
| ПРЕДОТВРАЩАЮЩАЯ ВЫТЕКАНИЕ РАСПЛАВЛЕННОГО МЕТАЛЛА И ТЕРМИЧЕСКИ ОПТИМИЗИРОВАННАЯ ЕМКОСТЬ, ИСПОЛЬЗУЕМАЯ ДЛЯ СОДЕРЖАНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2011 |
|
RU2560811C2 |
| ВАННА ДЛЯ ХРАНЕНИЯ И РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ | 1990 |
|
RU2074907C1 |
Изобретение относится к металлургии, а именно к устройствам для рафинирования расплавленных металлов и сплавов, преимущественно алюминиевых, методом фильтрации. Устройство содержит установленную в корпусе рабочую камеру, образованную стенками и дном, выполненными из огнеупорного материала, с входными и выходными отверстиями. Дно рабочей камеры выполнено ступенчатым в сторону выходного отверстия. Внутри рабочей камеры установлены не доходящая до дна вертикальная перегородка из огнеупорного материала и фильтрующий элемент, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой. В верхней части рабочей камеры установлена откидная крышка с нагревательными элементами и электромеханическим приводом. Фильтрующий элемент выполнен в виде последовательно установленных пористых фильтрующих перегородок с размером пор на первой относительно второй, равным 2/1-2/1,5. Фильтрующая перегородка, установленная у входного отверстия, расположена с подъемом 3-5 градусов по ходу движения металла в сторону выходного отверстия, а фильтрующая перегородка, установленная у выходного отверстия, - горизонтально. В крышке выполнено не менее одного отверстия, над которым установлены промышленные фены, а корпус закреплен на основании с возможностью наклона. Обеспечивается повышение степени очистки металла, снижение трудозатрат на обслуживание и расширение технологических возможностей устройства. 3 ил.
Устройство для фильтрации алюминия и его сплавов, содержащее установленную в корпусе рабочую камеру, образованную стенками и дном, выполненными из огнеупорного материала с входными и выходными отверстиями для металла, установленную внутри рабочей камеры и не доходящую до дна вертикальную перегородку из огнеупорного материала и фильтрующий элемент, закрепленный внутри рабочей камеры между ее стенками и вертикальной перегородкой, крышку с нагревательными элементами, выполненную откидной и с электромеханическим приводом, отличающееся тем, что дно рабочей камеры выполнено ступенчатым в сторону выходного отверстия, фильтрующий элемент выполнен в виде последовательно установленных пористых фильтрующих перегородок с размером пор на первой относительно второй, равным 2/1-2/1,5, при этом фильтрующая перегородка, установленная у входного отверстия, расположена с подъемом 3-5° по ходу движения металла в сторону выходного отверстия, а фильтрующая перегородка, установленная у выходного отверстия, - горизонтально, кроме того, в крышке выполнено не менее одного отверстия, над которым установлены промышленные фены, а корпус закреплен на основании с возможностью наклона.
| УСТАНОВКА ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2262542C2 |
| Устройство для фильтрования расплавленных металлов и сплавов | 1987 |
|
SU1595344A3 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2090639C1 |
| УСТРОЙСТВО ПОТОЧНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ И ФИЛЬТРАЦИЕЙ | 2003 |
|
RU2301274C2 |
| US 4572486 A, 25.02.1986 | |||
| JP 5195101 A, 03.08.1993 | |||
| WO 9623222 A1, 01.08.1996. | |||

