Изобретение относится к области получения композитов на эпоксиуретановой полимерной основе и гибридного ровинга из стеклянных и углеродных волокон, применяемых для изготовления высокопрочной арматуры с повышенной устойчивостью к динамическим и знакопеременным нагрузкам, находящей использование для армирования грунта основания зданий и сооружений, в том числе оснований автомагистралей и дорог, для анкеровки в грунте подпорных стен и сооружений, для армирования различных строительных конструкций (термоизоляционных стеновых, монолитных железобетонных и сборных), а также в конструктивных элементах зданий в виде отдельных стержней.
Проведенный патентный поиск и анализ показывают, что типовая композитная арматура, как правило, включает полученный на специализированном оборудовании арматурный элемент из пучка ровингов с обмоткой ровингом и/или жгутом, пропитанным отверждаемым композитом (см. патенты РФ №2194135 (опубл. 10.12.2002), №2287647 (опубл. 20.11.2006, бюл. №32), №2384676 (опубл. 20.03.2010, бюл. №8), №2384677 (опубл. 20.03.2010, бюл. №8), №2482248 (опубл. 10.05.2012, бюл. №27), №2509653 (опубл. 20.03.2014, бюл. №8), №2520542 (опубл. 27.06.2014, бюл. №18), №2522556 (опубл. 20.07.2014, бюл. №20) и др.). Основным недостатком представленных в перечисленных патентах типов арматуры является использование стандартных полимерных связующих (ЭД-20, различные полиэфирные смолы и др.), что не позволяет производимой арматуре достигать повышенных прочностных показателей с необходимой устойчивостью к динамическим и знакопеременным нагрузкам.
Известна полимерная композиция (патент РФ №2495892, опубл. 20.10.2013, бюл. №29), применение которой приводит к повышению прочности, эластичности и химической устойчивости композитной арматуры, изготовленной с использованием заявляемого полимерного связующего. Технический результат достигается тем, что в полимерном связующем для композитной арматуры, содержащем эпоксиднодиановую смолу (содержание эпоксидных групп от 20 до 24%), отвердитель изометилтетрагидрофталиевый ангидрид (Изо-МТГФА), ускоритель полимеризации аминного типа, эпоксидсодержащий эластифицирующий модификатор содержит диглицедиловый эфир олигооксипропиленгликоля, и дополнительно структурирующий ароматически сопряженный гидроксифенилен, совмещенный с изометилтетрагидрофталиевым ангидридом. Однако использование диановой эпоксидной смолы со столь низким содержанием эпоксидных групп сильно ограничивает возможности для повышения физико-механических свойств создаваемых материалов.
Известно множество технологических линий для изготовления композитной арматуры (см. патенты РФ №2075577 (опубл. 20.03.1997), №2417889 (опубл. 10.05.2011, бюл. №13), №2287646 (опубл. 20.11.2006, бюл. №32), №2384408 (опубл. 20.03.2010, бюл. №8) и др.). Линии, представленные в указанных патентах, характеризуется разной производительностью, качеством и номенклатурой изготовляемой арматуры. Недостатками представленных в перечисленных патентах типов арматуры являются ограниченные возможности технологии ее производства. Если учесть, что эксплуатационные характеристики одного варианта арматуры мало отличаются от характеристик другого варианта, то выпуск очередного конструктивного исполнения требует остановки технологической линии и переналадки оборудования. А в случаях, когда остановки линии можно избежать, количество вариантов все равно остается ограниченным.
Прототипом заявляемого технического решения является изобретение «Композитная арматура и поточная линия для ее производства» (патент РФ №2522641, опубл. 20.07.2014, бюл. №20). Техническим результатом прототипа является создание высокопроизводительной поточной линии для непрерывного производства качественной композитной арматуры широкой номенклатуры диаметров, конструктивных и эксплуатационных исполнений с использованием различных типов компаундов, не зависящих от колебаний температуры окружающей среды и состояния производственных помещений. Дополнительной особенностью линии является надежность работы и доступное для воспроизведения и тиражирования конструктивное исполнение. Используемый в прототипе компаунд: стеклоровинг, смола ЭД-20, отвердитель Изо-МТГФА, модификаторы Этал и Алкофен. Основным недостатком прототипа является то, что при высокой производительности поточной линии требуется организация непрерывного процесса смешения компонентов для получения связующего и его подачи в пропиточную ванну. Кроме того, применение отвердителя Изо-МТГФА (как и любого другого ангидрида) снижает устойчивость композита к воздействию горячей воды и, особенно, щелочных сред (между тем, известно, что силикатные бетоны имеют щелочную среду). Ангидрид Изо-МТГФА является также сильным лакриматором, т.к. при его применении всегда происходит процесс возгонки. Поэтому заявляемый в прототипе состав компаунда не позволяет производимой композитной арматуре достигать повышенных прочностных показателей с необходимой устойчивостью к динамическим и знакопеременным нагрузкам.
Для достижения композитом высоких прочностных показателей, повышенной устойчивости к динамическим и знакопеременным нагрузкам, высокой тепло- и химстойкости важную роль играет выбор не только материала ровингового наполнителя, но и подбор состава полимерной основы (связующего), обеспечивающего монолитность и трещиностойкость композитного изделия. Поэтому синтез высокопрочных полимеров с повышенными показателями тепло- и химстойкости, улучшенными технологическими свойствами является одной из главных задач разработки композитной арматуры, применяемой в строительстве.
Известно, что эпоксиуретановые полимеры на основе различных эпоксидных смол и изоцианатов обладают высокими тепло- и прочностными показателями, устойчивы к динамическим и знакопеременным нагрузкам. Способ получения указанных полимеров описан в книге одного из авторов заявляемого изобретения (Лапицкий В.А., Крицук А.А. Физико-механические свойства эпоксидных полимеров и стеклопластиков. - Киев: Наукова думка, 1986. - 96 с., прототип). Данный способ позволил получать наиболее прочные стеклопластиковые изделия и нашел широкое применение в промышленности, включая крупнотоннажное производство высокопрочных стеклотекстолитов. Недостатком указанного способа является необходимость применения органических растворителей при получении и переработке композиций, в результате чего возникают проблемы улавливания растворителя и загрязнения окружающей среды и рабочих мест при дозировке смолы и отвердителя перед применением. Кроме того, развитие отдельных отраслей техники требует дальнейшего повышения физико-механических свойств создаваемых материалов.
Целью заявляемого изобретения является способ получения высокопрочной, устойчивой к динамическим и знакопеременным нагрузкам, обладающей высокими показателями тепло- и химстойкости композитной арматуры из гибридного ровинга (стеклянные и углеродные волокна) на основе одноупаковочных эпоксиуретановых композиций, получаемых в результате синтеза высокопрочных полимеров с повышенными теплостойкостью и улучшенными технологическими свойствами, при этом использование безрастворной технологии производства эпоксиуретановых композиций позволяет получать армированные материалы с существенно улучшенными прочностными показателями, устраняя загрязняющие выбросы в окружающую среду, создавая максимально экологичные условия получения композитной арматуры и снижая энергозатраты при ее производстве, кроме того предлагаемые технологические решения исключают ручной труд при дозировании и смешивании компонентов связующего перед подачей его в пропиточную ванну, существенно уменьшая трудоемкость при изготовлении композитной арматуры.
Поставленная цель достигается за счет выбора типов стеклянных и углеродных волокон гибридного ровинга, а также подбора полимерной системы, состоящей из жидких эпоксидированных компонентов с высокой удельной функциональностью, содержащих от 28% до 32% эпоксидных групп и циклоалифатического мономера - диокисивинилциклогексена, содержащего не менее 52% эпоксидных групп, ее гомогенизации и термообработки, с последующей химической модификацией полиизоцианатом за счет взаимодействия изоцианатных групп с гидроксилами, содержащимися в эпоксидированных компонентах - резорцине, этриоле и пентаэритрите.
Пример 1
Получение одноупаковочной эпоксиуретановой композиции
В реактор, снабженный обогревом и быстроходной мешалкой, загружают поочередно эпоксидную резорциновую смолу (эпоксидированный резорцин) марки УП-637 (ТУ 6-05-241-194-79) (А), эпоксидированный этриол марки ЭЭТ-1 (МРТУ 6-05-1223-69) (Б) и диокись винилциклогексена (CAS 106-87-6) (В) в соотношении мас.ч. А:Б:В=45:40:15 и при температуре +85°С перемешивают в течение 30 минут, после чего добавляют полиизоцианат марки Б (смесь 4,4'дифенилметандиизоцианата и его гомологов, ТУ 2472-002-72311668-2004) в количестве 20 мас.ч. на 100 мас.ч. эпоксидной смеси и при температуре 110°С перемешивают в течение 60 минут, при этом происходит химическое взаимодействие гидроксильных групп эпоксидной смеси с изоцианатными группами полиизоцианата и образование уретановых групп. Далее при этой же температуре к полученному продукту добавляют отвердитель -4,4'дифенилметандиизоцианат, блокированный метилпиразолом (опытный продукт) в количестве 15 мас.ч. на 100 мас.ч. полученного эпоксиуретана и перемешивают в течение 15 минут, после чего состав охлаждают и готовую эпоксиуретановую композицию упаковывают в металлическую тару и хранят в складских условиях. Допустимый срок хранения - до 3 месяцев.
Получение композитной арматуры
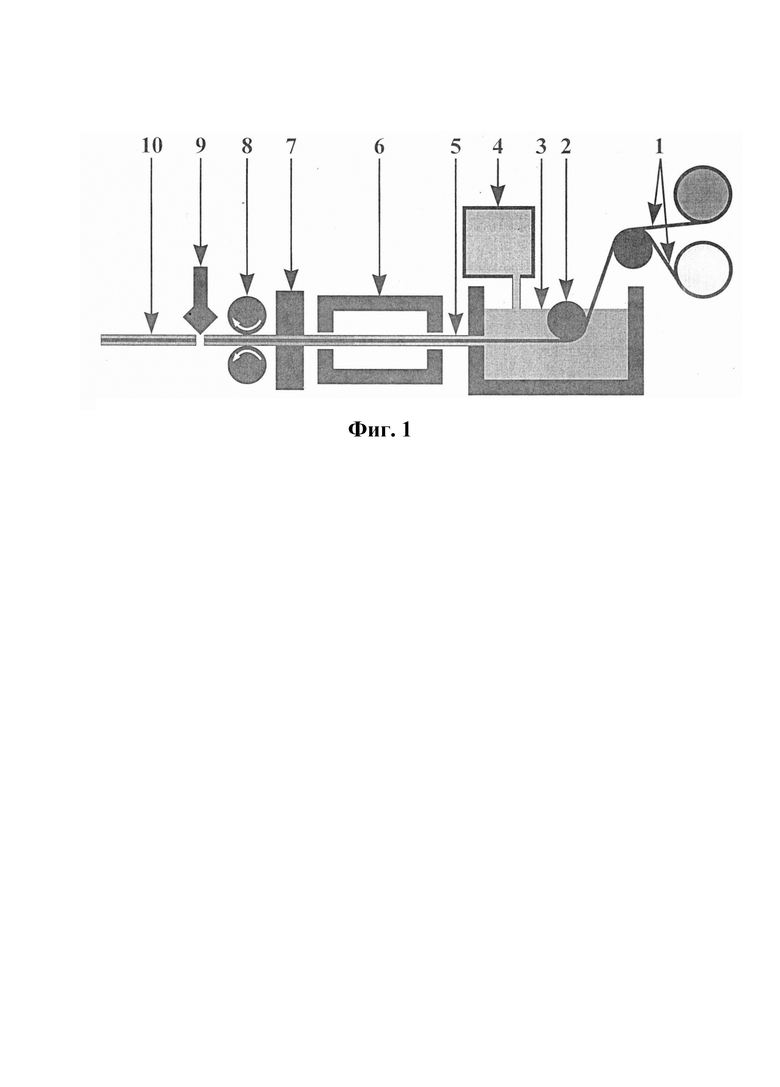
Композитную арматуру получают методом пултрузии (схема процесса представлена на фиг. 1). Полученная одноупаковочная полимерная композиция, подогретая в специальном баке 4 до температуры до +90°С, при вязкости 0,02÷0,03 Па⋅с подается непрерывно через шланг в пропиточную ванну 3 высокопроизводительной поточной линии для производства композитной арматуры, аналогичной представленной в прототипе. Сечение шланга позволяет добавлять такое количество связующего, чтобы компенсировался его расход при пропитке гибридного ровинга 1. Гибридный ровинг формируется из стеклянного волокна ВМ-1 (ГОСТ 17139-2000) и углеродного конструкционного волокна УКН-5000 (ГОСТ 280008-88), отношение стеклянного и углеродного волокон (по объему) 1:1. Обмоточный жгут из скрученного стекловолоконного ровинга ВМ-1, пропитывается отверждаемым гибридным ровингом.
Примеры 2-4-4 осуществляют аналогично примеру 1 с изменением параметров в соответствии с таблицей 1.
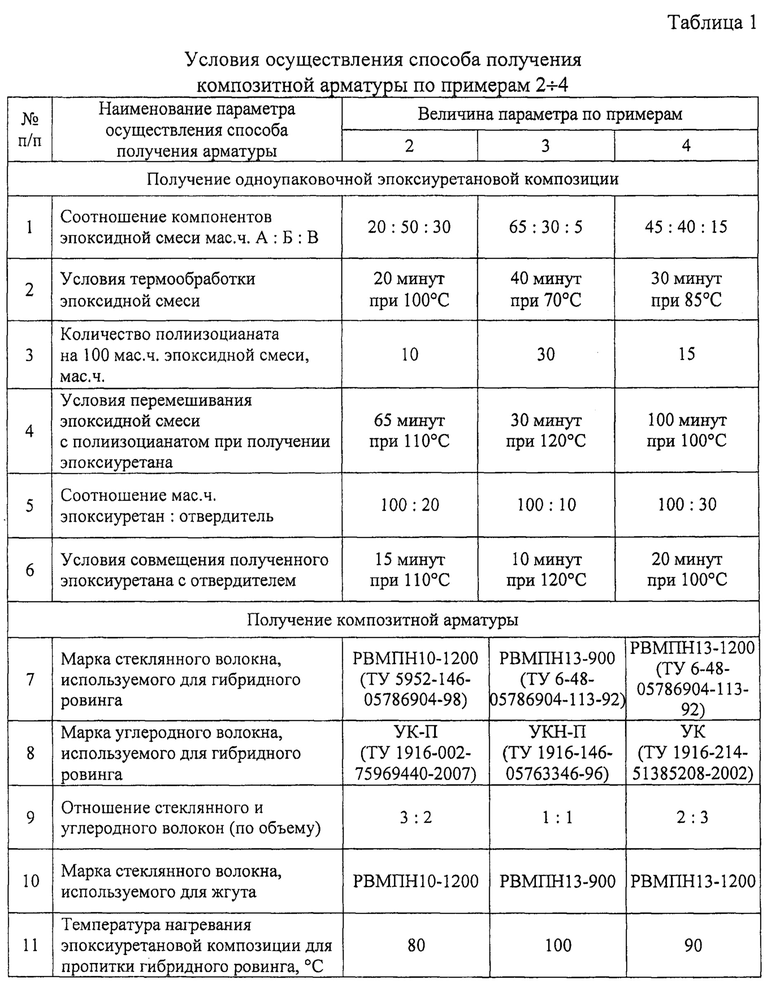
Примечание. В примере 2 при получении одноупаковочной эпоксиуретановой композиции в качестве компонента (Б) применяют эпоксидированный пентаэритрит вместе с эпоксидированным резорцином (А) в составе смолы УП-635 (ТУ 6-05-041-347-72).
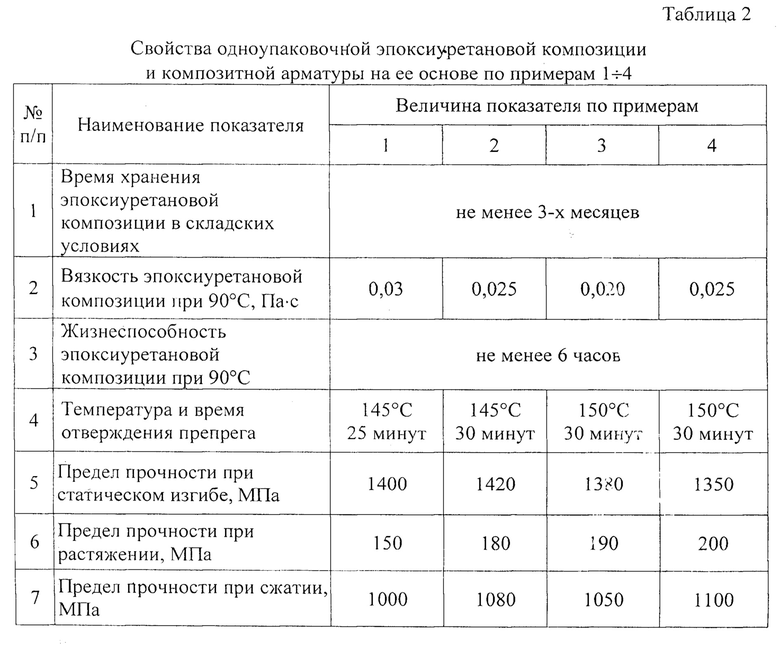
Свойства одноупаковочной эпоксиуретановой композиции и композитной арматуры на ее основе по примерам 1÷4 представлены в таблице 2.
Фиг. 1
1 - гибридный ровинг (стекловолокно и углеродное волокно); 2 - пропиточный ролик; 3 - ванна со связующим; 4 - бак со шлангом для подачи связующего в ванну; 5 - гибридный ровинг, пропитанный связующим; 6, 7 - формующее и калибрующее устройства; 8 - тянущее устройство; 9 - отрезное устройство; 10 - готовое изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения препрегов для высокопрочных композитов | 2022 |
|
RU2788749C1 |
| Способ получения эпоксиуретановых одноупаковочных композиций | 2022 |
|
RU2800385C1 |
| Способ получения полимерных композиционных материалов | 2016 |
|
RU2637227C1 |
| Способ получения полимерно-композитного материала и композитная арматура | 2021 |
|
RU2755343C1 |
| Способ получения высокопрочных и термостойких пленочных клеев | 2023 |
|
RU2828466C1 |
| Арматура композитная | 2015 |
|
RU2612284C1 |
| СТЕРЖЕНЬ ДЛЯ АРМИРОВАНИЯ БЕТОНА | 2005 |
|
RU2286315C1 |
| Модифицированная полимерная композитная арматура | 2023 |
|
RU2826026C1 |
| Полимерная композиция для получения высокопрочных, термо- и огнестойких сферопластиков | 2021 |
|
RU2764442C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ | 2007 |
|
RU2345106C1 |
Изобретение относится к способам изготовления композитной арматуры. Технический результат - получение высокопрочной, устойчивой к динамическим и знакопеременным нагрузкам арматуры, обладающей высокими показателями теплостойкости и химической стойкости. При изготовлении арматуры заявленным способом уменьшается трудоемкость за счет исключения ручного труда при дозировании и смешивании компонентов связующего перед подачей его в пропиточную ванну. Композитную арматуру получают из гибридного ровинга, образованного из стеклянных и углеродных волокон, непрерывно подаваемого в пропиточную ванну со связующим, состоящим из жидких эпоксидированных компонентов с высокой удельной функциональностью, содержащих от 28 до 32% эпоксидных групп и циклоалифатического мономера - диокисивинилциклогексена, содержащего не менее 52% эпоксидных групп, ее гомогенизации и термообработки, с последующей химической модификацией полиизоцианатом за счет взаимодействия изоцианатных групп с гидроксилами, содержащимися в эпоксидированных компонентах - резорцине, этриоле и пентаэритрите. Затем гибридный ровинг обматывают жгутом из скрученного стекловолокна, пропитываемым связующим из отверждаемого гибридного ровинга. 1 ил., 2 табл.
Способ получения композитной арматуры, заключающийся в непрерывной одновременной протяжке ровингов, сформированных из стеклянных и углеродных волокон, отношение стеклянного и углеродного волокон по объему 2:3,1:1 или 3:2, с образованием гибридного ровинга, непрерывно подаваемого в пропиточную ванну с одноупаковочным эпоксиуретановым связующим, полученным по безрастворной технологии в результате химического взаимодействия смеси, состоящей из эпоксидированного резорцина (А), эпоксидированных этриола или пентаэритрита (Б) и диокиси винилциклогексена (В) в соотношении мас.ч. А:Б:В от 20:50:30 до 65:30:5 и подвергнутой гомогенизации и термообработке в реакторе с быстроходной мешалкой в течение от 20 до 40 мин при температуре от 70 до 100°С, с техническим ароматическим полиизоцианатом, состоящим из смеси 4,4'дифенилметандиизоцианата и его гомологов, в количестве от 10 до 30 мас.ч. полиизоцианата на 100 мас.ч. эпоксидной смеси при перемешивании в реакторе всех компонентов в течение от 30 до 100 мин при температуре от 100 до 120°С с последующим введением при этих же температурах в течение от 10 до 20 мин отвердителя - 4,4'дифенилметандиизоцианата, блокированного метилпиразолом, в количестве от 10 до 30 мас.ч. отвердителя на 100 мас.ч. полученного эпоксиуретана, с последующей обмоткой гибридного ровинга жгутом из скрученного стекловолокна, пропитываемым связующим из отверждаемого гибридного ровинга, при этом одноупаковочную полимерную композицию, подогретую в баке до температуры от 80 до 100°С, подают непрерывно в пропиточную ванну через шланг, сечение которого обеспечивает добавление количество связующего, компенсирующее его расход при пропитке гибридного ровинга.
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| СТЕКЛОПЛАСТИК | 1994 |
|
RU2074094C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2012 |
|
RU2513916C1 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЕ | 2016 |
|
RU2720777C2 |
| US 5075413 A1, 24.12.1991. | |||
